Изобретение относится к технологии получения покрытий на поверхности изделий, а именно к способам получения покрытий с использованием неорганического порошка, и может быть использовано в различных отраслях машиностроения, в частности, при изготовлении и ремонте изделий, требующих восстановления или корректировки их формы и размеров, обеспечения антифрикционных свойств, герметичности, повышенной коррозионной стойкости и других специальных свойств поверхности изделий. Изобретение может использоваться, в частности, для нанесения покрытий из порошковых материалов, содержащих порошки легкоплавких металлов и/или сплавов.
Нанесение покрытий различного назначения из порошковых материалов широко используется в промышленности.
Особую группу составляют газотермические методы, включающие, в частности, газопламенные, плазменные, электродуговые и детонационные способы напыления покрытий из порошковых материалов. Главной особенностью этих способов является то, что частицы напыляемого материала наносятся на поверхность обрабатываемого изделия в расплавленном состоянии. Быстрая кристаллизация расплавленных частиц на поверхности способствует формированию сильных остаточных напряжений в покрытии. Для плавления частиц напыляемого материала в этих методах формируются высокотемпературные газовые потоки. Поэтому при использовании газотермических методов всегда присутствуют такие опасные факторы, как высокие температуры, интенсивное тепловое и ультрафиолетовое излучение, наличие горючих и/или взрывоопасных газов и продуктов их сгорания, повышенный шум. Кроме того, при напылении покрытий газотермическими методами на обрабатываемую деталь оказывается интенсивное тепловое воздействие, в результате которого могут изменяться физико-механические и геометрические параметры обрабатываемого изделия.
Другую группу способов напыления металлических покрытий из порошковых материалов составляют газодинамические методы. Суть этих методов состоит в том, что частицы порошковых материалов ускоряются в сверхзвуковом сопле (сужающемся - расширяющемся сопле Лаваля) сверхзвуковым потоком газа (в частности, воздуха) и наносятся на поверхность изделия в твердом, не расплавленном состоянии. При этом отличительной особенностью газодинамических методов является то, что в процессе нанесения покрытий не используются никакие горючие газы или жидкости, используются только предварительно сжатые не опасные газы. Закрепление частиц на поверхности обрабатываемого изделия происходит обычно за счет энергии, выделяемой в зоне контакта частицы с подложкой при ударе высокоскоростной частицы о подложку. При этом кинетическая энергия частиц в зоне контакта частицы с подложкой преобразуется в тепловую энергию и энергию связи.
В ряде известных способов ускорение частиц порошкового материала осуществляется неподогреваемым газовым потоком [Авт. свид. СССР №1618778, кл С 23 С 4/00, Авт. свид. СССР №1618782, кл. С 23 С 26/00]. В этих способах интенсивное ударное воздействие на поверхность изделия, хоть и мелких, но относительно твердых частиц, имеющих высокую скорость, может приводить к определенному изменению структуры поверхностного слоя основы (подложки). Для осаждения частиц порошкового материала оказывается необходимым использование дорогостоящих газов, таких как гелий. Кроме того, не всегда удается обеспечить достаточно высокий коэффициент полезного использования (коэффициент напыления) порошкового материала.
Сжатый газ перед подачей в сверхзвуковое сопло Лаваля можно подогревать [Патент РФ №2062820, С 23 С 24/04, Патент США №5302414, В 05 D 1/12, Патент США №6139913, В 05 D 001/12]. Это увеличивает скорость газового потока в сопле и скорость частиц напыляемого порошкового материала на выходе из сопла. Однако степень этого нагрева обычно невелика и не превышает нескольких сот градусов по Цельсию. Кроме того, в указанных способах порошковый материал проходит через горло (самая узкая часть сопла - критическое сечение) сверхзвукового сопла. В случае любого размягчения частиц порошкового материала, они сразу же налипают на стенки горла сопла и нарушают работу сопла и устройства в целом. Именно по этим причинам в известных газодинамических способах частицы наносимого порошкового материала в сопле эффективно ускоряются, но практически не нагреваются, оставаясь в твердом, малопластичном состоянии.
Известен способ, осуществляемый устройством [Патент РФ №2100474, кл. С 23 С 4/00], в котором частицы порошкового материала вводятся непосредственно в сверхзвуковой поток в сопле, не проходят через горло сверхзвукового сопла, не изнашивают его и не налипают на его стенки. Однако и в этом случае частицы порошкового материала при ускорении в сопле по-прежнему очень слабо нагреваются, оставаясь в твердом, малопластичном состоянии. Это обусловлено тем, что, как известно, в сопле Лаваля сверхзвуковой поток газа (в котором движутся частицы в сопле) имеет невысокую температуру, гораздо меньше исходной температуры сжатого газа.
Отсутствие в существующих способах размягчения частиц порошкового материала препятствует росту коэффициента напыления порошкового материала. Недостаточный коэффициент напыления порошкового материала связан в основном с тем, что кинетической энергии частиц, приобретаемой при ускорении в сопле, не хватает для достижения значительной пластической деформации в процессе ее удара о поверхность. Особенно это проявляется при использовании в качестве рабочего газа воздуха, имеющего более низкую по сравнению с гелием скорость звука и обеспечивающего ускорение частиц в сопле до более низких (по сравнению с гелием) скоростей. Поскольку частицы обычно находятся в твердом состоянии, без какого-нибудь теплового размягчения (уменьшения прочности), то при ударе о поверхность существенную роль играет упругое взаимодействие частиц и подложки, приводящее не к закреплению этих частиц на поверхности подложки, а к их отскоку.
В некоторых газодинамических способах используют для напыления смеси порошков металлов и керамики [Патент РФ №2038411, кл. С 23 С 4/00, Патент РФ №2183695, кл. С 23 С 24/04]. В этом случае керамические частицы передают значительную часть своей кинетической энергии подложке (или предыдущему слою покрытия), увеличивая температуру поверхности и активируя ее. Они также производят эффективное ударное прессование металлических частиц, закрепившихся на поверхности, увеличивают степень их деформации и прочность сцепления друг с другом. В результате получаются покрытия, имеющие высокую прочность сцепления с подложкой и низкую пористость Тем не менее, присутствие в порошковом материале керамических частиц приводит и к эрозионным эффектам на поверхности подложки и покрытия, что снижает общий коэффициент напыления покрытий.
Таким образом, во всех существующих в настоящее время газодинамических способах обеспечивается более или менее эффективное ускорение частиц в сверхзвуковом газовом потоке в сопле. Но во всех этих способах практически не обеспечивается сколько-нибудь значительный нагрев частиц. Это происходит, в частности, в силу того, что в сверхзвуковых газовых потоках температура газа сильно уменьшается по сравнению с температурой сжатого газа перед соплом.
Тем не менее, температура частиц в ряде случаев может играть очень важную роль в процессе закрепления их на подложке, особенно в тех случаях, когда при изменении температуры напыляемых частиц в сопле значительно изменяется пластичность материала, из которого они изготовлены.
Наиболее близким к заявляемому решению является способ получения покрытий [Патент РФ №2100474, кл. С 23 С 4/00], включающий нагрев сжатого воздуха, подачу его в сверхзвуковое сопло и формирование сверхзвукового воздушного потока, введение в сверхзвуковой поток порошкового материала, ускорение этим потоком частиц порошкового материала в сопле и направление их на обрабатываемую поверхность. Этот способ, осуществленный устройством, обеспечивает получение покрытий с высокой прочностью сцепления с подложкой и низкой пористостью, особенно при использовании для напыления смеси порошков металлов и керамики. Однако и в этом способе, как упоминалось выше, частицы напыляемого материала нагреваются в сверхзвуковом потоке в сопле лишь незначительно, и поэтому метод не всегда обеспечивает высокий коэффициент напыления покрытий.
Задачей заявляемого способа является увеличение коэффициента напыления порошковых материалов при газодинамическом нанесении покрытий за счет повышения температуры напыляемых частиц, причем особенно частиц из тех материалов, у которых прочность и пластичность сильно зависят от температуры, приобретаемой частицами в сопле.
Поставленная задача решается тем, что в известном способе нанесения покрытий из порошковых материалов, включающем нагрев сжатого газа, подачу его в сверхзвуковое сопло, формирование в сопле сверхзвукового потока газа, введение в этот поток порошкового материала, содержащего металлические частицы, и ускорение этим потоком частиц порошкового материала в сопле, после ускорения частиц в сопле сверхзвуковым потоком газа осуществляют торможение сверхзвукового потока газа в сопле до скорости, меньшей скорости звука, и производят нагрев движущихся в сопле частиц порошкового материала этим дозвуковым потоком газа, а затем направляют поток частиц из сопла на обрабатываемую поверхность.
С целью повышения экономической эффективности способа предлагается использовать в качестве сжатого газа сжатый воздух, а также использовать электрический нагрев сжатого газа.
Для обеспечения оптимального ускорения и нагрева частиц порошкового материала предлагается нагревать сжатый воздух до температуры 200-800°С.
В зависимости от конкретных задач для нанесения покрытия могут быть использованы порошковые материалы, содержащие различные металлы и/или сплавы, например олово, свинец, баббит, цинк и/или их смеси с неметаллическими порошковыми материалами, состоящими, например, из керамики и/или стекла.
Для обеспечения эффективного нанесения покрытий предлагается использовать порошковый материал с размерами частиц от 1 до 100 мкм.
Указанный способ может быть осуществлен с помощью известного устройства, содержащего нагреватель сжатого газа, сверхзвуковое сопло и порошковый питатель, соединенный с закритической частью сопла, в котором сопло выполнено таким образом, что в закритической части после расширяющегося участка оно содержит участок с практически постоянной площадью поперечного сечения, причем длина этого участка сопла не менее чем в 15 раз превышает его поперечный размер.
Следом за этим участком сопла могут присутствовать один или несколько участков с постоянной площадью поперечного сечения, каждая из которых превышает площадь поперечного сечения предыдущего участка. На выходе из сопла может присутствовать участок сопла с увеличивающейся по длине сопла площадью поперечного сечения.
Указанный способ может быть осуществлен также с помощью известного устройства, содержащего нагреватель сжатого газа, сверхзвуковое сопло и порошковый питатель, соединенный с закритической частью сопла, отличающегося тем, что сопло выполнено таким образом, что в закритической части после расширяющегося участка оно содержит участок с увеличенной площадью поперечного сечения, не менее чем в 10Р раз превышающей площадь критического сечения сопла, где Р - полное давление сжатого газа на входе в сопло, выраженное в МПа.
В зависимости от конкретных задач сопло целесообразно выполнить круглого или прямоугольного поперечного сечения.
Для упрощения технологии изготовления сопла можно начальные сужающийся и расширяющийся участки сопла выполнить круглого сечения, а остальные участки - овального или прямоугольного поперечного сечения.
Для увеличения срока службы сопла в целом участки сопла от примерно места ввода порошка в сопло до выхода сопла целесообразно выполнить сменными. В этом случае износ стенок сопла напыляемым порошковым материалом будет приводить к необходимости замены не всего сопла целиком, а только его части.
Для уменьшения вероятности налипания частиц порошкового материала на внутренние стенки сопла целесообразно выполнить неметаллическими, в частности из термостойкой резины или пластмассы.
В предлагаемых устройствах соединение порошкового питателя с соплом может осуществляться через отверстие в стенке сопла, которое может быть ориентировано перпендикулярна или под углом к оси сопла.
Соединение закритической части сопла с порошковым питателем может быть выполнено также через трубопровод, проведенный через горло сопла и открытый в закритической части сопла, при этом трубопровод на выходе может иметь одно или более выходных отверстий, которые обеспечивают ввод порошка в сопло по оси сопла или под углом к оси сопла.
От известного способа (прототипа) заявляемый способ отличается тем, что после ускорения частиц напыляемого порошкового материала на закритическом участке сопла, где сформирован сверхзвуковой поток газа (воздуха), осуществляют торможение сверхзвукового потока воздуха в сопле до скорости, меньшей скорости звука, и производят нагрев движущихся в сопле частиц порошкового материала этим дозвуковым потоком воздуха и только затем направляют поток частиц из сопла на обрабатываемую поверхность.
Оба варианта устройства для осуществления способа отличаются от известного устройства для газодинамического нанесения покрытий тем, что сопло выполнено таким образом, что в закритической части после расширяющегося участка оно содержит участок с практически постоянной площадью поперечного сечения, причем длина этого участка сопла не менее чем в 15 раз превышает его поперечный размер, или тем, что сопло выполнено таким образом, что после расширяющегося участка оно содержит участок с увеличенной площадью поперечного сечения, не менее чем в 10Р раз превышающей площадь критического сечения сопла, где Р - полное давление сжатого газа на входе в сопло, выраженное в МПа.
Указанные отличия позволяют судить о соответствии критерию изобретения “новизна”.
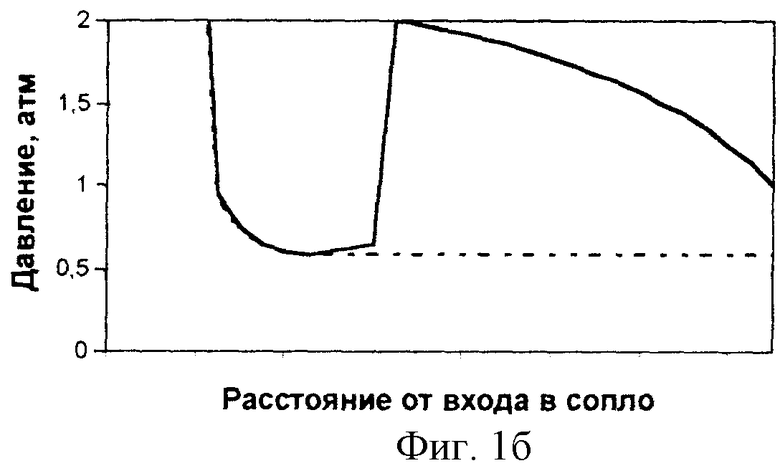
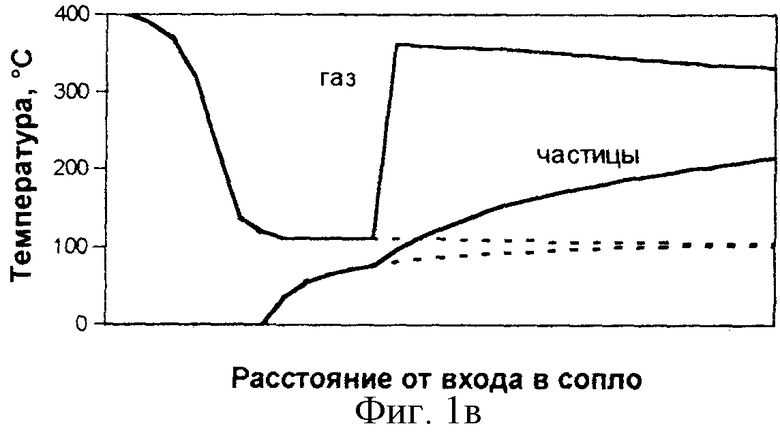
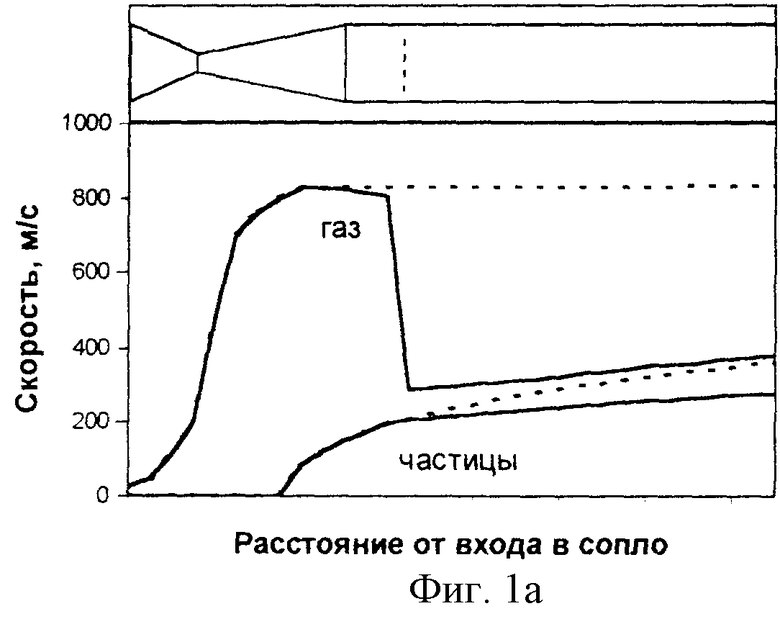
Для пояснения сущности способа на фиг.1 приведены графики, где 1a - распределение вдоль сопла скорости газа и частиц, 1б - распределение вдоль сопла давления газа внутри сопла, 1в - распределение вдоль сопла температуры газа и частиц.
Сущность изобретения состоит в следующем.
Закрепление наносимых на подложку частиц порошкового материала происходит в результате комплекса процессов, происходящих при высокоскоростном ударе каждой частицы о подложку В процессе высокоскоростного удара кинетическая и тепловая энергии, запасенные в частице порошка, преобразуются в энергию связи частицы с подложкой. При этом результат такого взаимодействия в большой степени зависит как от запасенных в частице (к моменту удара) кинетической и тепловой энергии, так и от физических характеристик материала, из которого изготовлены частицы.
Основные связи между частицами напыляемого порошкового материала образуются при пластической деформации частиц в процессе высокоскоростного удара. При этом при прочих равных условиях суммарная сила сцепления частиц друг с другом зависит от площади пятна контакта, которое увеличивается при увеличении степени пластической деформации частиц. Естественно, что степень деформации зависит от прочности и пластичности материала, из которого изготовлены частицы. Чем меньше прочность и выше пластичность, тем больше площадь пятна контакта.
Хорошо известно, что прочность металлов снижается при увеличении их температуры, а пластичность увеличивается. Эти изменения обычно бывают особенно значительными при приближении к температуре плавления соответствующего металла.
Таким образом, степень пластической деформации частиц при напылении покрытий газодинамическими способами может зависеть не только от скорости этих частиц, но и от их температуры. Причем можно полагать, что в определенном диапазоне температур и скоростей частиц порошкового материала температура частиц может играть более важную роль, чем их скорость.
В известных газодинамических способах обычно используются сжатые газы, предварительно нагреваемые до температуры несколько сот градусов. При этом во всех известных случаях частицы напыляемого материала обычно остаются в слабонагретом, малопластичном состоянии. В случае введения частиц порошкового материала в газовый поток до горла сопла, их нельзя разогревать до размягчения, так как они налипают на стенки горла сопла. В случае же введения частиц в газовый поток после горла сопла, частицы слабо нагреваются, так как сверхзвуковой поток газа в сопле после горла имеет слишком низкую температуру.
Для решения поставленной задачи необходимо было найти, каким образом в рамках газодинамического способа нанесения покрытия, то есть используя только нейтральный сжатый газ и не используя никаких горючих газов или жидкостей, обеспечить получение высокоскоростного потока частиц напыляемого порошкового материала, в котором частицы имеют температуру, при которой по крайней мере у части из этих частиц происходит уменьшение прочности и увеличение пластичности (тепловое размягчение) материала, из которого они изготовлены.
Однако, как уже упоминалось, в традиционных газодинамических способах это сделать не удается. И вот почему.
Известно, что в сверхзвуковом потоке газа в сопле (сопле Лаваля) температура газа всегда сильно уменьшается по сравнению с температурой газа на входе в сопло (так называемой “температурой торможения”), то есть по сравнению с той температурой, до которой предварительно нагревается сжатый газ. Это приводит к тому, что частицы, ускоряемые таким потоком, нагреваются лишь незначительно до температуры, значительно меньшей, чем температура торможения газа. Характерные распределения параметров газа и металлических частиц в сопле (скорости, давления газа, температуры), в сверхзвуковом сопле, типичном для устройств для газодинамического нанесения покрытий, приведены на фиг.1 штриховой линией. Как видно, частицы напыляемого металла быстро нагреваются до сравнительно небольшой температуры (гораздо меньшей, чем исходная температура сжатого газа), а затем их температура практически не изменяется на всем участке движения в сопле.
Если теперь в сопле (внутри сопла) на участке, располагающемся после некоторого участка сопла со сверхзвуковым потоком газа, осуществить торможение сверхзвукового потока газа до скорости, меньшей скорости звука (то есть сформировать дозвуковой поток), то температура воздуха в этом потоке увеличится до значения, сопоставимого с температурой торможения газа (температурой газа перед вводом его в сопло), и будет существенно выше, чем в сверхзвуковом потоке газа. На фиг.1 такое распределение температуры, давления и скорости газа в сопле показано сплошными линиями. Металлические частицы, входящие в напыляемый порошковый материал, движущиеся в таком потоке, будут дополнительно нагреваться, как это показано на фиг.1в сплошной линией.
При этом при подходящем выборе параметров сопла на этом участке скорость дозвукового потока газа может быть достаточно высока (и даже близка к скорости звука). В этом, уже не сверхзвуковом, но еще достаточно высокоскоростном газовом потоке ускоренные (на предыдущем сверхзвуковом участке сопла) частицы порошкового материала будут тормозиться незначительно, так как их скорость после ускорения на сверхзвуковом участке обычно составляет несколько сот метров в секунду и не слишком сильно отличается от скорости звука и от скорости газового потока.
При этом частицы более крупных размеров, не успевшие вследствие большой массы приобрести высокую (выше скорости звука) скорость на участке сопла со сверхзвуковым потоком, могут даже немного ускоряться на участке сопла с дозвуковым течением, как это показано на фиг.1а сплошной линией. Увеличение скорости и температуры таких частиц одновременно будет способствовать увеличению вероятности их закрепления на подложке.
В целом, дополнительное существенное повышение температуры частиц и небольшое изменение скорости этих частиц ведет к увеличению вероятности закрепления частиц на подложке и, следовательно, к увеличению коэффициента напыления.
Наибольшей величины этот эффект достигает при напылении легкоплавких металлов или сплавов, например олова, свинца, баббита, цинка. В этом случае частицы в сопле на участке с дозвуковым потоком газа могут разогреться вплоть до температуры плавления. Обладая при этом скоростью несколько сот метров в секунду, такие частицы хорошо закрепляются на обрабатываемой поверхности.
В случае использования в качестве порошкового материала смеси порошков нескольких металлов и/или сплавов, а также порошков металлов с порошком керамики для повышения коэффициента напыления порошкового материала достаточно, чтобы указанное выше уменьшение прочности и увеличение пластичности материала произошло хотя бы у некоторых частиц из состава порошкового материала. Такие частицы будут служить пластичной связкой для более прочных и менее пластичных частиц.
Очевидно, что в процессе движения в сопле частицы порошкового материала нагреваются до температуры не выше, чем температура предварительного нагрева сжатого газа. При этом известно, что механические свойства большинства обычно используемых для напыления металлов при их нагреве до температуры менее 100-200°С обычно слабо зависят от этой температуры. Поэтому при нагреве сжатого газа до температуры менее 200°С дополнительный нагрев частиц напыляемого порошкового материала на выходном участке сопла с дозвуковым течением практически не увеличивает коэффициент напыления порошкового материала. При температуре нагрева сжатого воздуха более 800°С дополнительный нагрев частиц на участке сопла с дозвуковым течением приводит к значительному увеличению вероятности налипания частиц порошкового материала на внутренние стенки сопла. Значительно возрастает также термическое воздействие на основу и степень окисления ее поверхности. Кроме того, нагрев сжатого газа до более высокой температуры технически сложен.
В ряде случаев для получения специальных свойств покрытий целесообразно использовать для напыления порошковый материал, содержащий частицы нескольких металлов или сплавов. В этом случае для увеличения коэффициента напыления порошкового материала достаточно, чтобы хотя бы у одного из компонентов этого материала при напылении предлагаемым способом (то есть при дополнительном нагреве в сопле) увеличивалась вероятность закрепления частиц на обрабатываемой поверхности.
Наиболее целесообразно для напыления покрытий данным способом использовать порошковые материалы с размером металлических частиц от 1 до 100 мкм. Частицы меньшего размера легко тормозятся в заторможенном газовом слое перед поверхностью подложки и слабо скрепляются с подложкой. Частицы большего размера недостаточно ускоряются в сопле и также слабо скрепляются с подложкой.
Для повышения прочности сцепления покрытия с подложкой целесообразно использовать в качестве порошкового материала механическую смесь металлического и неметаллического порошков, в частности порошков керамики и/или стекла. Частицы керамики (и/или стекла), ускоренные в сопле, очищают поверхность подложки от загрязнений и создают развитый микрорельеф ее поверхности. В качестве неметаллического порошка удобно и экономически целесообразно использовать частицы из оксида алюминия и/или карбида кремния, а также частицы из оксида кремния или стекла.
В качестве керамического порошка в составе порошкового материала целесообразно использовать порошки, имеющие размер частиц 1-100 мкм. Частицы с размером более 100 мкм производят значительный абразивный эффект и снижают коэффициент использования (коэффициент напыления) порошкового материала, срезая значительную часть закрепившихся металлических частиц. Частицы, имеющие размер менее 1 мкм, легко тормозятся в слое заторможенного перед основой газа и не взаимодействуют с основой или покрытием.
Для повышения экономичности процесса нанесения покрытий, для ускорения и нагрева частиц порошкового материала наиболее целесообразно использовать сжатый воздух, как наиболее дешевый газ.
Для обеспечения экологической чистоты и безопасности процесса нанесения покрытия наиболее целесообразно использовать электрический нагрев сжатого газа.
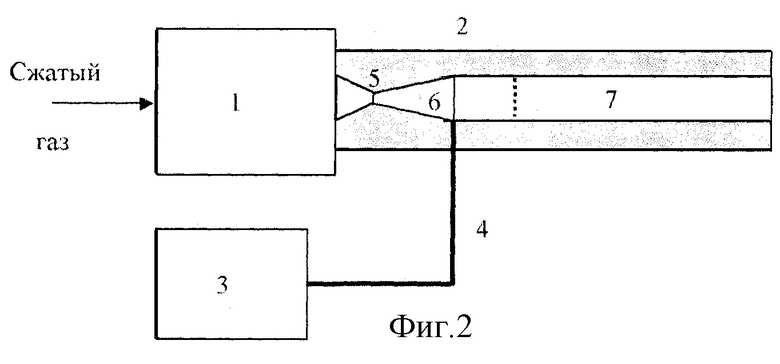
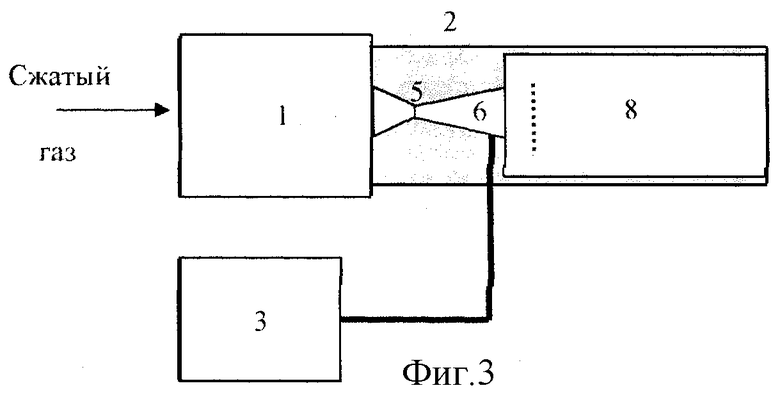
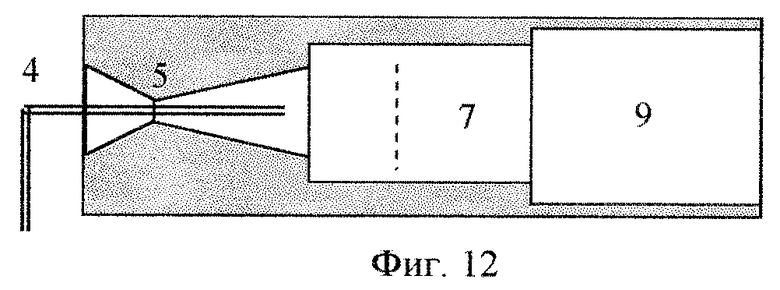
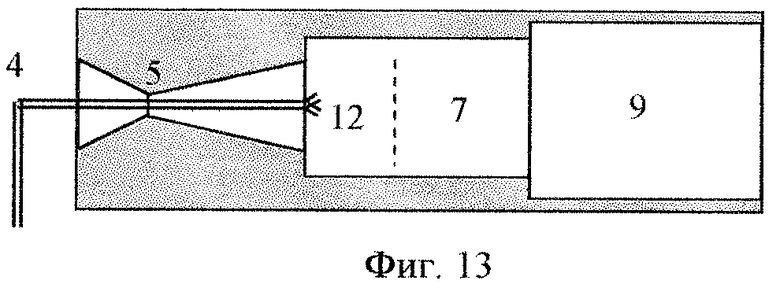
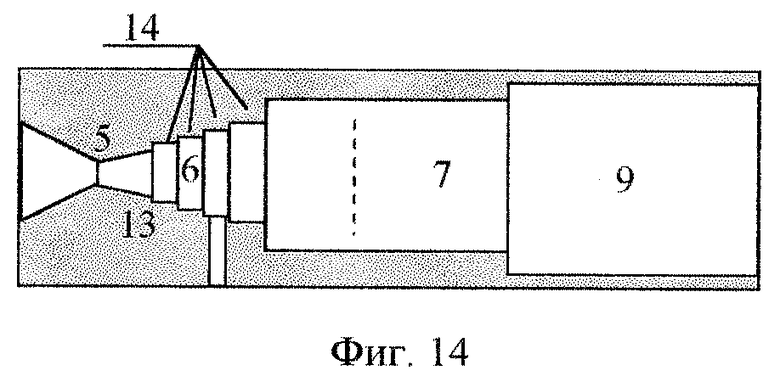
Способ может быть осуществлен с использованием устройства, общая схема которого показана фиг.2 и 3. Схема первого варианта устройства приведена на фиг 2, схема второго варианта устройства приведена на фиг.3. На фиг.4-8 и фиг.14 приведены схемы различных модификаций сопла, а на фиг.9-13 - варианты соединения порошкового питателя с закритической частью сопла.
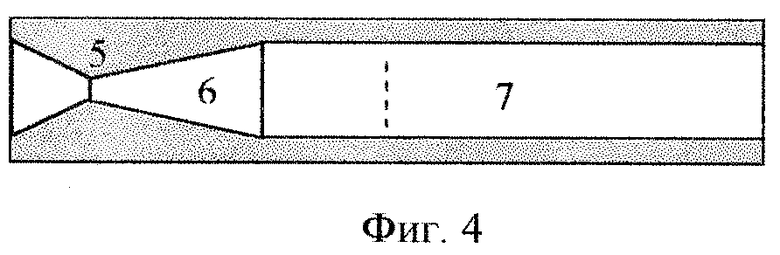
Устройство содержит нагреватель сжатого газа 1, сверхзвуковое сопло 2 и порошковый питатель 3, соединенный трубопроводом 4 с закритической (расположенной после горла 5 сопла) частью сверхзвукового сопла, в которой присутствует сверхзвуковой поток газа. В первом варианте устройства (фиг.2) сопло 2 выполнено таким образом, что непосредственно после горла 5 сопла (в направлении движения газа) располагается расширяющийся участок 6, после которого сопло содержит участок 7 с практически постоянной площадью поперечного сечения, причем длина этого участка 7 сопла не менее чем в 15 раз превышает его поперечный размер. Во втором варианте устройства (фиг.3) сопло 2 также выполнено таким образом, что после расширяющегося участка 6 оно содержит участок 8 с увеличенной площадью поперечного сечения, не менее чем в 10Р раз превышающей площадь критического сечения (горла) 5 сопла, где Р - полное давление сжатого газа на входе в сопло, выраженное в МПа.
На фиг.4-7 показаны схемы модификаций сверхзвукового сопла для варианта 1 устройства для осуществления способа нанесения покрытия. В этом варианте для того чтобы затормозить сверхзвуковой поток газа в сопле до скорости меньше скорости звука, после расширяющегося участка 6 обязательно имеется участок 7 с практически постоянной площадью поперечного сечения.
В таком сопле, если участок сопла 7 с постоянной площадью поперечного сечения имеет достаточную длину, сверхзвуковой газовый поток тормозится о стенки сопла, и в некотором сечении формируется скачок уплотнения (на фиг.2, 3, 4 и последующих рисунках скачок показан штриховой линией). В этом скачке уплотнения сверхзвуковой поток газа преобразуется в дозвуковой поток. При этом резко уменьшается скорость газа, а температура и давление газа увеличиваются. Распределения скорости, давления и температуры газа в таком сопле показаны на фиг.1 сплошными линиями. Для сравнения на фиг.1 штриховыми линиями показано распределение этих же параметров в случае, когда на этом же участке сопла его поперечное сечение монотонно увеличивается и течение газа остается сверхзвуковым. Проведенные эксперименты показали, что для преобразования (необходимого для осуществления заявляемого способа) в указанном сопле сверхзвукового газового потока в дозвуковой поток газа отношение длины участка сопла с постоянной площадью поперечного сечения к его поперечному размеру должно быть не менее 15.
Если значение этого отношения для участка сопла с постоянным поперечным сечением невелико, то скорость газа на этом участке остается выше скорости звука, хотя и уменьшается в направлении течения газа за счет торможения газового потока о стенки сопла. При увеличении длины этого участка до некоторого определенного значения характер течения газа на этом участке сопла резко изменяется, а именно формируется два интервала, на которых газовый поток имеет различный характер: до скачка уплотнения (штриховая линия на фиг.4) в сопле присутствует сверхзвуковой поток газа, после скачка уплотнения присутствует дозвуковой поток газа.
Конкретное значение длины участка с постоянной площадью поперечного сечения, при котором реализуется такой характер течения газа в сопле, зависит от многих факторов (например, от шероховатости внутренних стенок сопла), но, как показали эксперименты, отношение длины этого участка к его поперечному размеру во всех случаях составляет величину не менее 15.
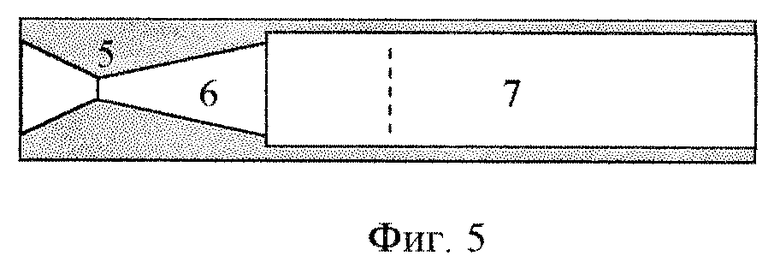
В зависимости от конкретных конструктивных особенностей сопла участок 7 сопла с постоянной площадью поперечного сечения, на котором происходит преобразование сверхзвукового потока газа в дозвуковой поток, может иметь площадь сечения, несколько превышающую площадь поперечного сечения сопла в конце расширяющегося участка сопла 6, как это показано на фиг.5. Это не изменяет принципиально характер распределения скорости газа в сопле, но часто бывает технически и технологически удобно при изготовлении сопел.
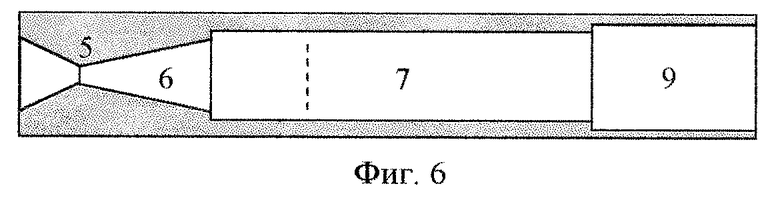
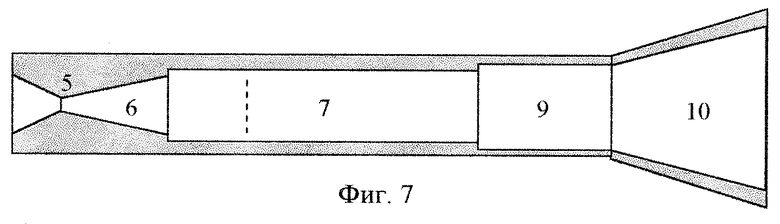
В случае необходимости расширения выходного сечения сопла с целью, например, обработки большей площади поверхности детали, следом за участком сопла 7 с постоянным поперечным сечением может располагаться один (позиция 9 на фиг 6) или несколько аналогичных участков, площадь поперечного сечения каждого из которых постоянна и превышает площадь поперечного сечения предыдущего участка.
В случае необходимости дополнительного расширения выходного сечения сопла следом за участком сопла с постоянным поперечным сечением может также располагаться участок (позиция 10 на фиг.7), площадь поперечного сечения которого монотонно увеличивается вдоль сопла.
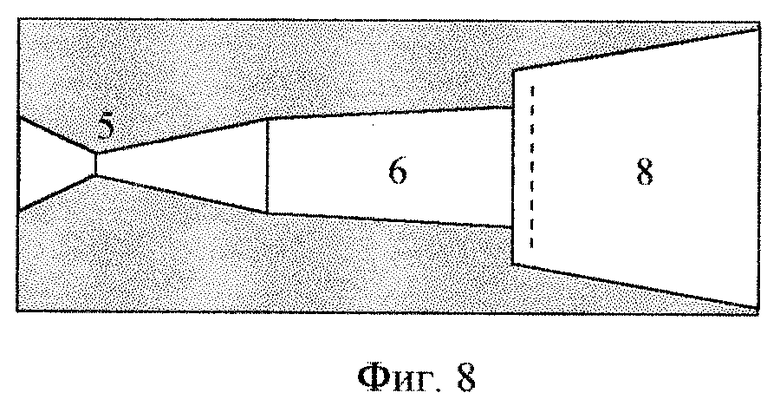
На фиг.8 показана схема сверхзвукового сопла для варианта 2 устройства для осуществления способа нанесения покрытия. В этом варианте для того, чтобы затормозить сверхзвуковой поток газа в сопле до скорости меньше скорости звука после расширяющегося участка 6 обязательно имеется участок 8 с увеличенной площадью поперечного сечения, не менее чем в 10Р раза превышающей площадь критического сечения (горла) сопла, где Р - полное давление сжатого газа на входе в сопло, выраженное в МПа.
В таком сопле, за счет сильного расширения сопла, истечение сверхзвукового потока в среду с атмосферным давлением оказывается невозможным, так как при таком расширении сопла давление в сверхзвуковом потоке газа становится много меньше атмосферного давления. При таких условиях в сопле устанавливается течение газа, в котором вблизи начала участка сопла с увеличенной площадью поперечного сечения образуется скачок уплотнения (на фиг.8 скачок показан штриховой линией) и сверхзвуковой поток газа преобразуется в дозвуковой поток, имеющий скорость меньше скорости звука. При этом резко увеличивается температура и давление газа. Проведенные эксперименты показали, что для формирования в указанном сопле перехода сверхзвукового газового потока в дозвуковой поток достаточно, чтобы площадь поперечного сечения не менее чем в 10Р раз превышала площадь критического сечения (горла) сопла, где Р - полное давление сжатого газа на входе в сопло, выраженное в МПа.
После резкого увеличения площади поперечного сечения этот участок сопла может иметь увеличивающуюся или постоянную, или даже уменьшающуюся по длине сопла площадь поперечного сечения. Распределения скорости, давления и температуры газа в таком сопле аналогичны распределениям, показанным на фиг.1 сплошными линиями.
В зависимости от конкретных практически решаемых задач целесообразно сопло выполнить круглого или прямоугольного поперечного сечения.
Для упрощения технологии изготовления сопла можно входной сужающийся участок сопла, горло сопла и расширяющийся участок сопла выполнить круглого сечения, а остальные участки - овального или прямоугольного поперечного сечения.
Для увеличения срока службы сопла в целом участки сопла от примерно места ввода порошка в сопло до выхода из сопла целесообразно выполнить сменными. В этом случае износ стенок сопла напыляемым порошковым материалом будет приводить к необходимости замены не всего сопла целиком, а только его части.
Для уменьшения вероятности налипания частиц порошкового материала на внутренние стенки сопла целесообразно выполнить их неметаллическими, в частности из термостойкой резины или пластмассы.
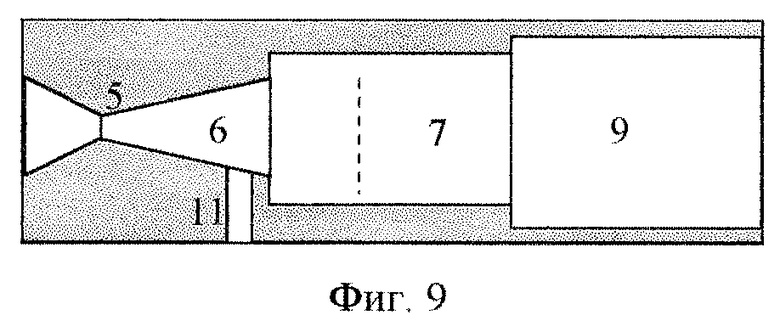
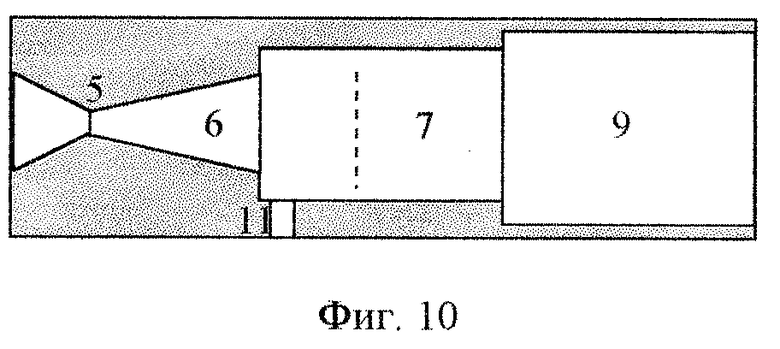
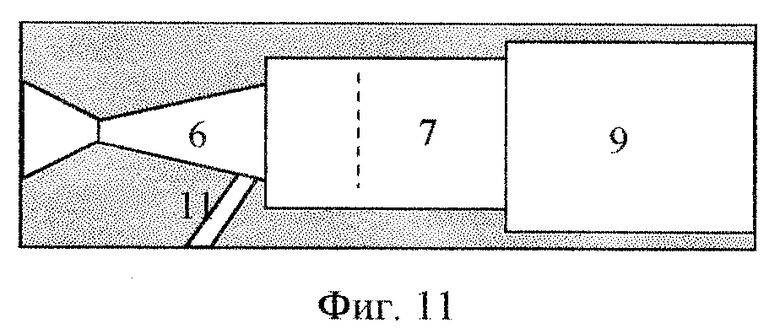
В предлагаемых устройствах соединение порошкового питателя с соплом может быть выполнено (фиг.9-11) через отверстие 11 в стенке сопла, выходящее в закритическую часть сопла и расположенное перпендикулярно оси сопла (фиг.9, 10) или под углом к нему (фиг.11).
Соединение порошкового питателя с соплом может быть выполнено (фиг.12 и 13) и через трубопровод 4, проходящий через горло 5 сопла и открытый в закритической части сопла, причем этот трубопровод на выходе может иметь одно или более выходных отверстий 12 (фиг.13), которые обеспечивают ввод порошка в сопло по оси сопла или под углом к оси сопла. При этом трубопровод может проходить через горло сопла по оси сопла или вблизи его стенки.
В зависимости от конкретных конструктивных особенностей сопла (фиг.14) расширяющийся участок 6 сопла (расположенный в закритической части за горлом 5 сопла), на котором скорость потока газа превышает скорость звука, может иметь интервалы с непрерывным или ступенчатым увеличением площади поперечного сечения, например усеченный конус 13, а затем несколько цилиндров 14, диаметр каждого из которых больше предыдущего.
В зависимости от конкретных конструктивных особенностей сопла расширяющийся участок сопла (расположенный в закритической части за горлом сопла), на котором скорость потока газа превышает скорость звука, может иметь несколько интервалов 6 с различной скоростью расширения сопла в направлении течения газа, как это показано на фиг.8.
Для обеспечения экологической чистоты и безопасности процесса нанесения покрытия нагреватель сжатого газа 1 (фиг.2, 3) целесообразно выполнить электрическим.
Устройство работает следующим образом (фиг 2, 3).
Сжатый газ, например воздух, подается в нагреватель 1, где поток этого газа нагревается до необходимой температуры. Затем нагретый сжатый газ подается в сверхзвуковое сопло 2, в котором сжатый газ проходит входной сужающийся участок, горло 5 сопла, расширяющийся участок 6 и приобретает сверхзвуковую скорость. В этот сверхзвуковой поток газа из порошкового питателя 3 через трубопровод 4 вводится порошковый материал, которой ускоряется в сопле сверхзвуковым потоком газа.
Затем на участке сопла 7 с практически постоянной площадью поперечного сечения и длиной, не менее чем в 15 раз превышающей поперечный размер этого участка (вариант 1 устройства, фиг.2), или на участке сопла 8 (вариант 2 устройства, фиг.3) с увеличенной площадью поперечного сечения, не менее чем в 10Р раз превышающей площадь критического сечения (горла 5) сопла, где Р - полное давление сжатого газа на входе в сопло, выраженное в МПа, формируется скачок уплотнения (показан на фиг.1, 2 и 3 штриховой линией) и происходит торможение газового потока до скорости, меньшей скорости звука. При этом значительно увеличивается температура газа. Далее, до самого выхода из сопла частицы порошкового материала движутся в потоке газа, имеющего скорость меньше скорости звука и температуру, сравнимую с температурой (немного ниже) предварительного нагрева сжатого газа. При этом частицы порошкового материала незначительно изменяют свою скорость, но значительно нагреваются, достигая температуры, при которой происходит уменьшение их прочности и увеличение их пластичности (вплоть до размягчения и даже плавления). Поток таких “мягких” частиц, имеющих скорость несколько сот метров в секунду, направляется на подложку, где формируется покрытие.
Практически способ может быть осуществлен, например, с помощью оборудования типа “ДИМЕТ”, разработанного и изготавливаемого Обнинским центром порошкового напыления. Две модели оборудования построены по схемам, изображенным на фиг.2 и фиг.3. Это оборудование с разными модификациями сопел было использовано во всех примерах конкретной реализации способа. При этом в сверхзвуковом воздушном потоке в месте ввода порошка в сопло поддерживалось статическое давление 0,7-0,8 атм. Место расположения скачка уплотнения, то есть перехода от сверхзвукового режима течения в сопле к дозвуковому, контролировалось путем измерения распределения статического давления в сопле.
Примеры конкретного использования.
Пример 1
Наносилось антикоррозионное цинковое покрытие на стальную основу. Порошковый материал, предназначенный для формирования покрытия, содержал порошок цинка с размером частиц 1-40 мкм и порошок оксида алюминия с размером частиц 1-28 мкм. Сжатый воздух перед подачей в сверхзвуковое сопло нагревался до температуры 500°С. При использовании в составе оборудования стандартного сверхзвукового сопла круглого поперечного сечения с длиной сверхзвукового участка 130 мм был получен коэффициент напыления порошкового материала 30%.
Затем для сравнения было использовано специальное сопло круглого поперечного сечения, в котором расширяющийся участок после горла сопла составлял 15 мм, а затем располагался цилиндрический участок длиной 120 мм и диаметром 5 мм. Порошковый материал вводился в сверхзвуковой поток в сопле на расстоянии 13 мм от горла сопла. Измерения давления в сопле показали, что резкое торможение потока воздуха в сопле и переход сверхзвукового воздушного потока в сопле в дозвуковой поток происходит на расстоянии около 45 мм от горла сопла (около 30 мм от начала цилиндрического участка сопла). При напылении цинкового покрытия с использованием данного устройства был получен коэффициент напыления порошкового материала 41%.
Пример 2
Наносилось покрытие из баббита на стальную основу. Для нанесения покрытия использовался порошок баббита с размером частиц 1-50 мкм. Сжатый воздух перед подачей в сверхзвуковое сопло нагревался до температуры 400°С. Коэффициент напыления порошкового материала при использовании в составе оборудования стандартного сверхзвукового сопла круглого поперечного сечения с длиной сверхзвукового участка 130 мм составил 12%.
Затем было использовано специальное сопло круглого поперечного сечения, в котором расширяющийся участок после горла сопла составлял 15 мм, а затем располагались первый цилиндрический участок длиной 150 мм и второй цилиндрический участок большего сечения длиной 100 мм. Порошковый материал вводился в сверхзвуковой поток в сопле на дистанции 13 мм от горла сопла. Измерения давления в сопле показали, что резкое торможение потока воздуха в сопле и переход сверхзвукового воздушного потока в сопле в дозвуковой происходит на расстоянии около 35 мм от горла сопла (около 20 мм от начала цилиндрического участка сопла). При напылении баббитового покрытия с использованием данного устройства был получен коэффициент напыления порошкового материала 25%.
Пример 3
Наносилось оловянное покрытие на стальную основу. Для нанесения покрытия использовался порошок олова с размером частиц 1-70 мкм. Сжатый воздух перед подачей в сверхзвуковое сопло нагревался до температуры 300°С. Коэффициент напыления порошкового материала при использовании в составе оборудования стандартного сверхзвукового сопла круглого поперечного сечения с длиной сверхзвукового участка 130 мм составил 9%.
Далее было использовано специальное сопло круглого поперечного сечения, в котором расширяющийся участок после горла сопла составлял 15 мм, затем располагался первый цилиндрический участок длиной 120 мм, второй цилиндрический участок большего сечения длиной 60 мм и конусный расширяющийся участок сопла длиной 70 мм. Порошковый материал вводился в сверхзвуковой поток в сопле на расстоянии 13 мм от горла сопла. Измерения давления в сопле показали, что резкое торможение потока воздуха в сопле и переход сверхзвукового воздушного потока в сопле в дозвуковой происходит на расстоянии около 35 мм от горла сопла (около 20 мм от начала цилиндрического участка сопла). При напылении оловянного покрытия с использованием данного устройства был получен коэффициент напыления порошкового материала 16%.
Пример 4
Наносилось покрытие из смеси алюминия с цинком на алюминиевую основу. Для нанесения покрытия использовалась механическая смесь порошков алюминия с размером частиц 1-50 мкм и цинка с размером частиц 1-63 мкм. Сжатый воздух перед подачей в сверхзвуковое сопло нагревался до температуры 600°С. Коэффициент напыления порошкового материала при использовании в составе оборудования стандартного сверхзвукового сопла круглого поперечного сечения с длиной сверхзвукового участка 130 мм составил 28%.
Далее было использовано специальное сопло круглого поперечного сечения, в котором расширяющийся участок после горла сопла составлял 130 мм, затем располагался цилиндрический участок сопла длиной 70 мм, площадью поперечного сечения, в 14 раз превышающей площадь горла сопла. При этом рабочее давление газа составляло 6 атм. Порошковый материал вводился в сверхзвуковой поток в сопле на расстоянии 20 мм от горла сопла. Измерения давления в сопле показали, что резкое торможение потока воздуха в сопле и переход сверхзвукового воздушного потока в сопле в дозвуковой поток происходит на расстоянии около 10 мм от начала цилиндрического участка сопла. При напылении цинково-алюминиевого покрытия с использованием данного устройства был получен коэффициент напыления порошкового материала 35%.
Приведенные выше, а также многие другие результаты конкретного использования показывают, что при реализации заявляемого способа достигается значительное увеличение коэффициента напыления (коэффициента полезного использования) порошкового материала.
Предложенный новый эффективный способ нанесения металлических покрытий не имеет ограничений на толщину наносимых металлических и металлокерамических покрытий и с успехом может быть использован для антикоррозионной защиты деталей и изделий в атмосфере и агрессивных жидкостях, восстановления антикоррозионных покрытий на локальных участках деталей и изделий, для нанесения антифрикционных материалов при восстановлении, ремонте или изготовлении подшипников скольжения, для наращивания металла с целью восстановления размеров и формы металлических деталей, для ремонта дефектов литья, герметизации пор, трещин, каверн и других локальных дефектов деталей, изделий и конструкций, а также для решения многих других задач.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 2005 |
|
RU2288970C1 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ПОРОШКОВЫМ МАТЕРИАЛОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2399694C1 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОГО НАПЫЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2353705C2 |
| УСТРОЙСТВО ГАЗОДИНАМИЧЕСКОГО НАПЫЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2334827C2 |
| Способ напыления газотермических покрытий на внутренние поверхности и устройство для его реализации | 2017 |
|
RU2650471C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2100474C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2339460C2 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1993 |
|
RU2099442C1 |
| ПЛАЗМАТРОН ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ДИНАМИЧЕСКОМ ВАКУУМЕ | 2013 |
|
RU2546974C1 |
| СПОСОБ НАПЫЛЕНИЯ ВЫСОКОДИСПЕРСНЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2399695C1 |
Изобретение относится к газодинамическим способам нанесения покрытий из порошковых материалов и может быть использовано при изготовлении и ремонте металлических изделий. Способ включает нагрев сжатого газа, подачу его в сверхзвуковое сопло, формирование в сопле сверхзвукового потока газа, введение в этот поток порошкового материала, содержащего металлические частицы, и ускорение этим потоком частиц порошкового материала в сопле, при этом после ускорения частиц в сопле сверхзвуковым потоком газа осуществляют торможение сверхзвукового потока газа в сопле до скорости, меньшей скорости звука, и производят нагрев движущихся в сопле частиц порошкового материала этим дозвуковым потоком газа, а затем направляют поток частиц из сопла на обрабатываемую поверхность. Устройство для осуществления способа содержит сверхзвуковое сопло, выполненное таким образом, что после горла (5) и расширяющегося участка (6) оно содержит удлиненный участок (7) с практически постоянной площадью поперечного сечения. Вместо удлиненного участка (7) сопло может содержать участок с увеличенной площадью поперечного сечения, не менее чем в 10Р раз превышающей площадь горла (5) сопла, где Р - полное давление сжатого газа на входе в сопло, выраженное в МПа. Техническим результатом изобретения является увеличение коэффициента напыления порошковых материалов при газодинамическом нанесении покрытий за счет повышения температуры напыляемых частиц. 3 н. и 45 з.п.ф-лы, 14 ил.
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 1993 |
|
RU2038411C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2100474C1 |
| US 6139913 А, 31.10.2000 | |||
| US 5302414 А, 12.04.1994 | |||
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1995 |
|
RU2087207C1 |

