Изобретение относится к обработке металлов давлением, а именно к способам производства крепежных деталей с головками, например, из титановых сплавов, и может быть использовано в машиностроении и авиационной технике.
В области обработки металлов давлением известен способ изготовления изделий, преимущественно крепежных, из труднодеформируемых малопластичных титановых сплавов, заключающийся в гидрировании заготовки и ее деформировании в нагретом состоянии путем выдавливания заготовки из (α+β)-титановых сплавов при температуре на 20°-50°С выше температуры начала рекристаллизации гидрированного сплава, после чего проводят вакуумный отжиг, совмещенный с рекристаллизационным отжигом, при температуре на 10°-100°С ниже температуры (α+β)→β перехода (а.с. №1821009, МПК B 21 J 5/06, опубл. 20.07.95). Недостатками данного способа являются сложность процесса и невозможность получения диаметра головок больше, чем (1,8...2) диаметра стержневой части заготовки болта.
Наиболее близким по технической сущности к заявляемому способу является способ изготовления болтов из титановых сплавов, включающий отжиг, скоростной нагрев до температуры закалки, закалку в воде, горячее формообразование головки болта, охлаждение на воздухе и старение, а нагрев при старении проводят со скоростью 120°±10°С до температуры 780°±10°С, горячее формообразование головки болта осуществляют после старения при температуре, не превышающей температуру старения (а.с. №1233523, МПК C 22 F 1/18, опубл. 20.05.97). Недостатками этого способа являются сложность (или невозможность) подбора параметров процесса для сплавов, отличающихся от сплава ВТ16, невозможность получения диаметра головок больше, чем (1,8...2) диаметра стержневой части заготовки болта.
Задачей, решаемой с помощью настоящего изобретения, является увеличение технологически допустимого отношения диаметра (или массы) головки к диаметру (или массе) стержневой части болта, повышение стабильности механических свойств болтов, повышение циклической стойкости болтов.
При использовании настоящего изобретения достигаются следующие технические результаты:
- повысилось технологически допустимое отношение диаметра головки к диаметру стержневой части болта;
- повысилась стабильность механических свойств болтов;
- повысилась циклическая стойкость;
- повысилась производительность процесса;
- повысился коэффициент использования материала.
Для решения поставленной задачи и достижения указанного технического результата в известном способе изготовления болтов из титанового сплава, заключающемся в нагреве исходной заготовки до температуры формообразования и горячем формообразовании, согласно изобретению формообразование производят по вертикальной схеме, стержень формуют до формовки головки болта путем экструзии, металл направляют в экструдивную головку по воронкообразной поверхности, давление на заготовку осуществляют через пресс-шайбу, оставляя при этом в контейнере часть заготовки для последующего оформления головки.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что горячее формообразование производят по вертикальной схеме, стержень болта получают путем экструзии, направляют металл по воронкообразной поверхности в экструдерную головку, давление на заготовку осуществляют через пресс-шайбу, а для формообразования головки болта в контейнере экструдера оставляют часть заготовки для последующего ее формообразования. Таким образом, заявляемый способ соответствует критерию изобретения “новизна”.
При анализе известных технических решений не выявлено способов, имеющих признаки, совпадающие с отличительными признаками заявляемого способа, что позволяет сделать вывод о его соответствии критерию “изобретательский уровень”.
Применяя вертикальную схему формообразования, локализуют зону теплопотерь от заготовки на детали экструдера в области контакта нижней торцевой поверхности заготовки с пресс-шайбой, что предотвращает захолаживание боковой и верхней поверхностей заготовки перед началом экструзии, тем самым избегают впоследствии поверхностных дефектов в виде трещин, закатов, расслоений и сохраняют равномерную структуру. Формируя стержень методом экструзии, обеспечивают осенаправленную текстуру заготовки, тем самым повышают циклическую стойкость болта. Направляя металл в экструдерную головку по воронкообразной поверхности, обеспечивают плавное, равномерное истечение материала, что исключает поверхностные дефекты и неравномерность механических характеристик по объему заготовки. Осуществляя давление на заготовку через пресс-шайбу, получают безоблойную заготовку, тем самым повышают коэффициент использования металла и снижают трудоемкость, поскольку не требуется удаление облоя (торцевого заусенца). Оставляя в контейнере часть заготовки для последующей формовки головки болта, получают для последующей формовки головки исходно больший диаметр пресс-остатка, что позволяет при его последующей осадке получать значительно большие отношения диаметров головки и стержня, чем в известных способах.
Предлагаемый способ изготовления болтов реализован следующим образом.
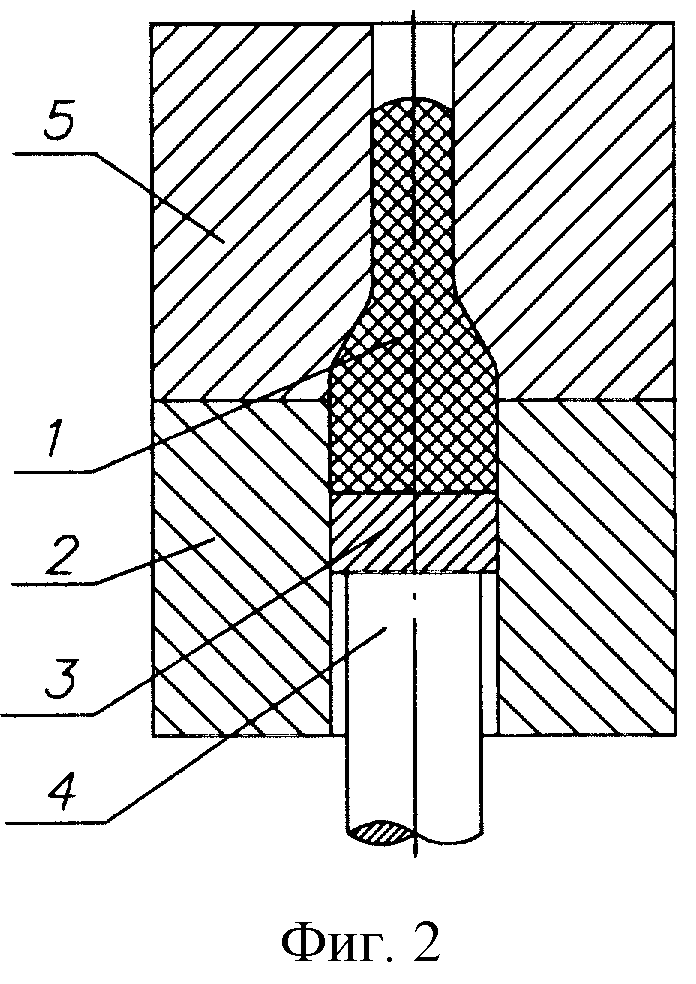
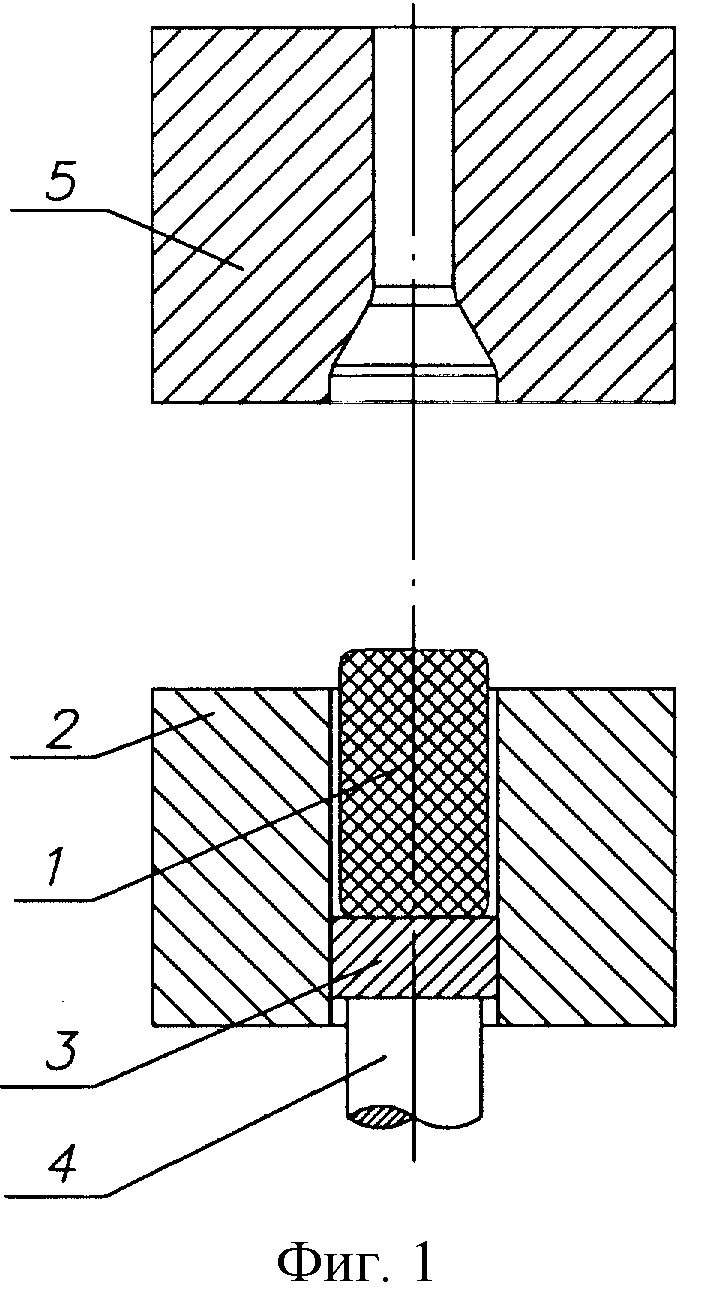
Заготовку 1 (фиг.1) диаметром D=10...30 мм и высотой H=(1...10)D мм из титанового сплава ВТ-16 нагревают до температуры 50°...70°C ниже температуры фазового (α+β)→β перехода, а именно 770°...790°С, переносят в контейнер 2, не допуская охлаждения, и устанавливают на пресс-шайбе 3, опирающейся на пресс-штемпель 4; сверху к контейнеру прижимают экструдерную головку 5 (фиг.2) и пресс-штемпелем 4 перемещают пресс-шайбу 3 вверх со скоростью 0,05...0,20 м/с относительно контейнера и прижатой к нему экструдерной головки, выдавливая часть заготовки в канал экструдерной головки, а другую часть оставляя в контейнере и входной воронке экструдерной головки. После остывания заготовки в экструдере вокруг нее образуется тепловой зазор и она извлекается из экструдера, после чего процесс повторяется со следующей заготовкой. В процессе экструзии в объеме заготовки действуют напряжения всестороннего сжатия, что препятствует развитию трещин в материале заготовки, несмотря на высокую степень сдвиговой деформации материала. При вертикальной схеме экструдера заготовка остывает до начала экструдирования только через поверхность контакта с пресс-шайбой, т.е. только через поверхность, которая не подвержена формоизменению при экструзии, благодаря этому на боковой поверхности не образуется захоложенных областей, которые при их появлении приводили бы к образованию поверхностных дефектов на заготовке. Влияние захолаживания проявляется тем сильнее, чем меньше теплопроводность материала, т.к. тепло, потерянное с поверхности в материале с низкой теплопроводностью, не компенсируется подводом тепла из объема заготовки. Эти переохлажденные области поверхности имеют более высокую прочность, свойственную низким температурам, и при экструдировании либо вдавливаются в области горячего материала, производя повреждения, и (или) повреждают поверхность канала экструдера.
Использование предлагаемого способа обеспечивает по сравнению с существующим способом следующие преимущества:
- повышение производительности;
- упрощение технологии за счет сокращения числа операций;
- повышение циклической стойкости болта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2492017C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ ДВУХФАЗНЫХ (α+β) ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2484914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2490087C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ РЕЗЬБОВЫХ ДЕТАЛЕЙ КРЕПЛЕНИЯ С ГОЛОВКАМИ ИЗ ТЕРМИЧЕСКИ УПРОЧНЯЕМЫХ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2431538C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1983 |
|
SU1233523A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВОГО СПЛАВА ВТ16 | 2000 |
|
RU2183691C2 |
| Способ изготовления стержневых деталей с головками из двухфазных (α+β) титановых сплавов | 2015 |
|
RU2611752C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ | 1996 |
|
RU2115498C1 |
Использование: изобретение относится к обработке металлов давлением, а именно - к способам производства крепежных деталей с головками, например, из титановых сплавов, и может быть использовано в машиностроении и авиационной технике. Сущность изобретения: способ изготовления болтов из материала с малой теплопроводностью, включающий нагрев исходной заготовки до температуры формообразования и горячее формообразование, которое производят по вертикальной схеме, при этом формообразование стержня болта осуществляют экструзией, обеспечивая равномерное истечение металла в экструдивную головку по воронкообразной поверхности, давление на заготовку осуществляют через пресс-шайбу, при этом оставляют в контейнере экструдера часть заготовки для последующего формообразования головки болта. Изобретение обеспечивает повышение производительности, упрощение технологии за счет сокращения числа операций, повышение циклической стойкости болта. 2 ил.
Способ изготовления болтов из материала с малой теплопроводностью, включающий нагрев исходной заготовки до температуры формообразования и горячее формообразование, отличающийся тем, что формообразование производят по вертикальной схеме, при этом формообразование стержня болта осуществляют экструзией, обеспечивая равномерное истечение металла в экструдивную головку по воронкообразной поверхности, давление на заготовку осуществляют через пресс-шайбу, при этом оставляют в контейнере экструдера часть заготовки для последующего формообразования головки болта.
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1983 |
|
SU1233523A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| N-0-1918-3220-245 | |||
| - М.: НИАТ, 1982. | |||

