Изобретение относится к области металлургии, в частности к производству крепежных деталей из термически упрочняемых высокопрочных титановых сплавов с коэффициентом стабилизации Kβ= 0,3-1,4 и может быть использовано при изготовлении болтов диаметром до 40 мм.
Цель изобретения повышение стабильности механических свойств болтов и повышение циклической стойкости.
Проведение операции горячего формообразования головки крепежа после упрочняющей термообработки (закалки и старения) повышает стабильность механических свойств, при этом отпадает необходимость в проведении стабилизирующего отжига.
Быстрый нагрев и отсутствие технологической выдержки сокращают взаимодействие поверхности детали со средой нагрева, это исключает необходимость использования защитных средств, в частности специализированного вакуумного оборудования, и позволяет осуществлять термообработку в автоматизированном технологическом потоке, при сокращении производственных площадей под производство крепежа.
Высокая скорость нагрева под высадку позволяет проводить операцию горячей высадки болта после упрочняющей обработки при температурах, ниже температуры старения, без опасения коагуляции дисперсных фаз и изменения механических свойств, полученных после старения. Высадка головки болта происходит при температуре от комнатной до температуры ниже температуры старения.
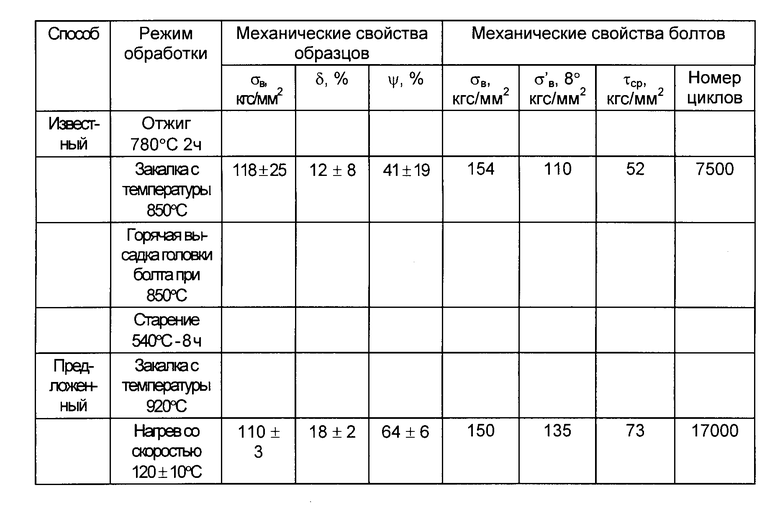
Изобретение иллюстрируется на следующих примерах. Известным и предложенным способом изготавливали болты диаметром 16 мм из сплава ВТ-16. Нагрев мерных заготовок осуществляли индукционным способом. Режимы обработки и свойства полученных изделий приведены в таблице.
Как видно из таблицы, предложенный способ обеспечивает более стабильные свойства полуфабриката, по сравнению со свойствами, полученными при обработке известным способом. Кроме того, циклическая стойкость изделий при обработке известным способом повышается более чем в 2,0 раза по сравнению с известным способом.
Способ изготовления болтов из титановых сплавов, включающий отжиг, скоростной нагрев до температуры закалки, закалку в воде, горячее формообразование головки болта, охлаждение на воздухе и старение, отличающийся тем, что, с целью повышения стабильности механических свойств болтов и повышения циклической стойкости, нагрев при старении проводят со скоростью 120 ± 10oС до температуры 780 ± 10oС, а горячее формообразование головки болта осуществляют после старения при температуре, не превышающей температуру старения.
Способ изготовления болтов из титановых сплавов, включающий отжиг, скоростной нагрев до температуры закалки, закалку в воде, горячее формообразование головки болта, охлаждение на воздухе и старение, отличающийся тем, что, с целью повышения стабильности механических свойств болтов и повышения циклической стойкости, нагрев при старении проводят со скоростью 120 ± 10oС до температуры 780 ± 10oС, а горячее формообразование головки болта осуществляют после старения при температуре, не превышающей температуру старения.
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| N-0-1918-3220-245 | |||
| - М.: НИАТ, 1982. | |||
