Изобретение относится к области металлургии, в частности к специализированному производству высокоресурсных титановых деталей авиационной, морской, автомобильной и другой машиностроительной техники.
Титановые материалы по удельной прочности, коррозионной стойкости и демпфирующим свойствам превосходят традиционные конструкционные материалы. Однако их использование в качестве высокоресурсных деталей и узлов ограничено их низкой конструктивной прочностью, связанной с особенностями проблем титановой металлообработки. Титановая металлообработка, построенная по схеме: слиток - переходные заготовки и полуфабрикаты: прутки, листы, проволока, трубы и штамповки. Полуфабрикаты из заготовительного металлургического производства поступают в машиностроение, где перерабатываются в детали, упрочняемые термообработкой. Комплексная проблема конструктивной прочности заключается в получении гомогенного материала с мелкозернистой структурой, упрочненной высокодисперсной фазой и качественной поверхностью деталей. Мелкозернистая структура и качественная поверхность снижают действие концентраторов напряжений и, как следствие, повышают сопротивляемость хрупкому разрушению при работе в условиях знакопеременных динамических нагрузок.
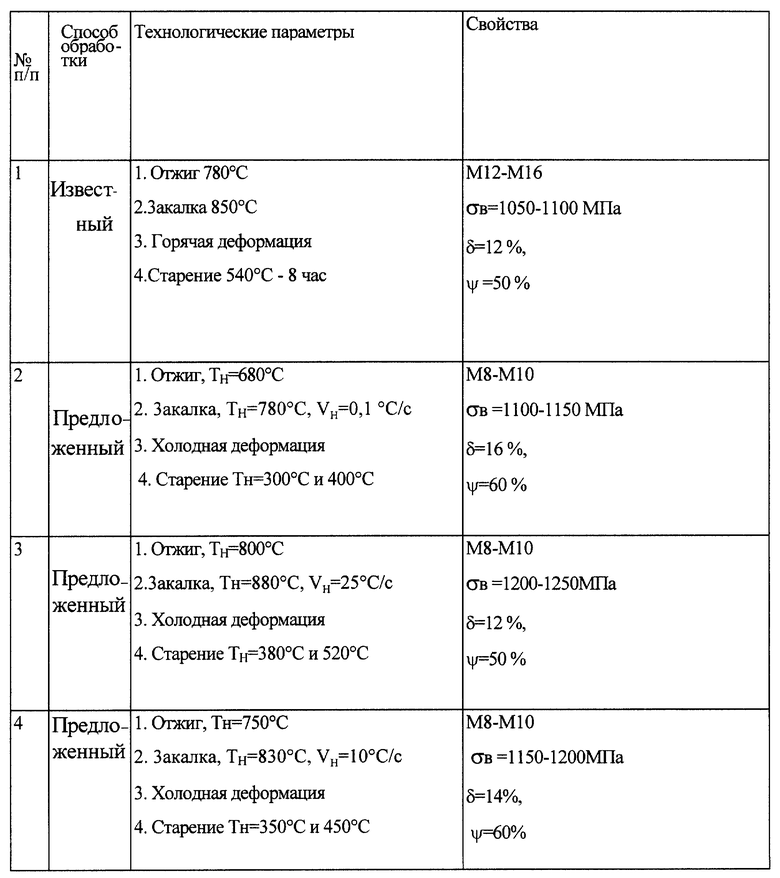
Наиболее близким способом к предложенному является способ, описанный в патенте RU 1233523. Данный способ включает отжиг заготовки при 780oС, закалку с температуры 850oС, горячую деформацию (высадку головки болта) и старение при 540oС в течение 8 ч.
К недостаткам способа можно отнести то, что проведение дополнительного нагрева заготовки под деформацию обуславливает окисление и газонасыщение материала и коробление заготовки, что снижает качество изделия и требует припуска материала заготовки на последующую механообработку, которая сама по себе является трудоемкой операцией. Разрезка прутков на мерные заготовки не позволяет автоматизировать процесс изготовления изделий на высокопроизводительных линиях крупносерийного производства, что увеличивает трудоемкость и уменьшает коэффициент использования дорогостоящего металла. Все вышеизложенное приводит к низкому качеству изделий.
Задачей изобретения является устранение вышеприведенных недостатков способа.
Поставленная задача решается тем, что в способе изготовления изделий из титанового сплава ВТ 16, включающем отжиг заготовки перед закалкой, закалку, деформацию и старение, в качестве заготовки используют длинномерный пруток, отжиг проводят при 680-800oС, закалку осуществляют путем нагрева до 780-880oС и охлаждения со скоростью нагрева и охлаждения 0,1-25oС/с, а старение проводят в две ступени с температурой первой ступени 300-380oС и второй 400-520oС.
Задача может решаться также тем, что нагрев под закалку совмещают с деформацией, а закалку и деформацию проводят в одном технологическом цикле.
Разработанные температурно-скоростные параметры закалки предлагаемого способа обеспечивают получение материала с высокой технологической пластичностью, позволяющей проводить холодную деформацию (формообразование изделий) без предварительного нагрева, что невозможно реализовать известным способом.
В качестве источника нагрева при закалке в предлагаемом способе используется электроконтактный и индукционный нагрев. Исключительно важно, что предлагаемый способ позволяет в качестве источника нагрева реализовать деформационный нагрев, например при прокатке, волочении и прессовании. Это позволяет закалку совместить с проведением деформации в одном технологическом цикле.
Основная проблема связана с физическими особенностями поведения титана и его сплавов при термической обработке. По классической схеме изготовления деталей машин управляющая термообработка следует после формообразования деталей. В случае титановых изделий такая технологическая схема не обеспечивает необходимой технологичности и качества титанового материала вследствие его высокой склонности к росту зерна, окислению и газонасыщению при термообработке и, как следствие, к потере пластичности и охрупчиванию материала. Температура полиморфного превращения (Тпп) у сплава ВТ 16 равна 840-880oС, при которой происходит фазовая α+β←→β перекристаллизация, является базовой характеристикой для назначения режимов термической обработки, но именно при Тпп и выше нее в титановых сплавах наблюдается катастрофический рост зерна и огрубление внутризеренной структуры.
Надо отметить, что в отличие от сталей крупнозернистая структура титановых материалов не исправляется термической обработкой. Поэтому при термической обработке температура закалки назначается на 80-150oС ниже Тпп сплава. Но в этих условиях не происходит полная перекристаллизация, которая не обеспечивает полной закалки и не исправляет наследственности предшествующей обработки, вследствие чего материал не обладает достаточным качеством для таких ответственных деталей, как болты и пружины. К этому надо добавить, что при термообработке садок деталей в печах и особенно при закалке в воде всегда существует острая проблема их коробления, усугубляющаяся низкой теплопроводностью титана.
Изучение особенностей фазовой перекристаллизации титана и его сплавов в условиях скоростного нагрева без изотермической выдержки позволило повысить температуру закалки без опасности роста зерна и огрубления внутризеренной структуры с обеспечением титановому материалу ВТ 16 высокой технологической пластичности, необходимой для холодного формообразования деталей деформацией и высокой эффективности упрочнения холодноотформованных деталей в процессе последующего старения. Особенность скоростной фазовой перекристаллизации в отличие от традиционных нагревов в печах с изотермической выдержкой, как в известном способе, заключается в отставании скорости диффузионных процессов фазовой перекристаллизации от скорости повышения температуры, что существенно сказывается на кинетике и температуре полиморфного превращения сплава. Физическая сущность кинетики скоростной фазовой перекристаллизации заключается в следующем. В реальных условиях структура титанового сплава, условно говоря, представляет гетерогенную смесь α/β фаз титана, отличающихся друг от друга характером и степенью легированности даже в случае одноименных фаз. Так α-фаза сплава ВТ 16, представляющая твердый раствор Аl в α-титане, может иметь переменный состав, переходящий в более легированный упорядоченный твердый раствор α2-фазу. Эта фаза, обогащенная Аl1, который повышает Тпп, образуется по границам зерен в условиях отжига при медленном охлаждении от температур обработки вследствие ограниченной растворимости Al в α-титане при низких температурах. Наоборот, β-фазы обогащены β-стабилизирующими элементами, которые понижают Тпп. Строго говоря, каждая фаза в гетерогенной структуре сплава в своем микрообъеме представляет титановый сплав конкретного состава с конкретной температурой полиморфного превращения, отличающейся от Тпп сплава среднего состава. В условиях традиционных медленных нагревов с изотермической выдержкой диффузионные процессы фазовой перекристаллизации снимают концентрированную неоднородность фаз исходной α/β структуры и фазовая перекристаллизация протекает в узком интервале температур, а в нелегированном титане практически при постоянной температуре. С увеличением скорости нагрева скорость выравнивающей диффузии не соответствует скорости изменения температуры и фазовое превращение начинается несколько раньше, а заканчивается при более высокой температуре относительно равновесной Тпп сплава в соответствии с дифференцированностью легирования фаз исходной структуры. Получается таким образом, что практически осуществляется полная фазовая перекристаллизация, но расположенная по границам субструктуры α2-фаза подавляет рост зерна и огрубление внутризеренной структуры. Более того, специфика кинетики скоростной фазовой перекристаллизации заключается в увеличении центров перекристаллизации и, как следствие, измельчении субструктуры сплава, что повышает пластичность сплава и конструктивную прочность титановых изделий. Особая исключительность скоростной фазовой перекристаллизации еще и в том, что она позволяет формировать структуру закалки с максимальным количеством высокопластичной и механически стабильной β-фазы, которая обеспечивает холодное формообразование деформацией и в то же время осуществляет высокодисперсный распад β-фазы при старении отформованных изделий, придавая им высокую конструктивную прочность. Таким образом, управляя фазовым составом, легированностью фаз исходной структуры и технологическими параметрами скоростной закалки, можно формировать необходимую структуру с строго заданным уровнем технологических и служебных свойств материала и изделий, недостижимых традиционными способами обработки. Особенности скоростной фазовой перекристаллизации реализованы в предлагаемом способе.
Исключительно важно, что в качестве источника нагрева можно использовать деформационный нагрев, например, при прокатке, волочении и прессовании. Это позволяет непрерывную закалку совместить с проведением деформации в одном технологическом цикле.
Применительно к изготовлению болтов и пружин в соответствии с технологической схемой, предложенной в заявляемом способе, в заготовительном металлургическом производстве изготавливаются закаленные длинномерные шлифованные или обточенные прутки и бухты проволоки с высококачественной поверхностью, которые поступают в специализированное производство для навивки пружин и холодной высадки болтов, после чего следует термическая операция старелия отформованных деталей, то есть их упрочнение.
Предложенный способ реализован в изготовлении болтов и пружин для авиакосмической техники, пружин, клапанов двигателей и подвесок автомобилей.
В таблице приведены результаты исследовании и испытаний механических свойств, конструктивной прочности материала и болтов, изготовленных из сплава ВТ 16 по предложенному способу в сравнении с известным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2793901C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2368697C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОКАТА ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ8 | 2018 |
|
RU2691471C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2369662C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2457273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2324762C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПСЕВДО-БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2484176C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОГО ПРОКАТА ИЗ ПСЕВДО-АЛЬФА ТИТАНОВОГО СПЛАВА МАРКИ ВТ18У | 2018 |
|
RU2681236C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2369661C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЗ ПСЕВДО - β ТИТАНОВЫХ СПЛАВОВ | 2016 |
|
RU2635113C1 |
Изобретение относится к металлургии и может быть использовано в производстве для изготовления изделий из титановых сплавов, в частности таких, как болты и пружины из титанового сплава ВТ 16. Способ предусматривает отжиг заготовки длинномерного прутка при 680-800oС, последующую закалку путем нагрева до 780-880oС и охлаждения со скоростью нагрева и охлаждения 0,1-25oС/с и старение в две ступени с температурой первой ступени 300-380oС и второй 400-520oС. Нагрев под закалку может быть совмещен с деформацией, а закалка и деформация проведены в одном технологическом цикле. Техническим результатом является повышение качества изготовления деталей, уменьшение трудоемкости их изготовления и повышение производительности. 1 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1983 |
|
SU1233523A1 |
| Способ термической обработки ( + ) сплавов на основе титана | 1971 |
|
SU487958A1 |
| RU 94004583 A1, 20.10.1995 | |||
| АНОШКИН Н.Ф | |||
| и др | |||
| Титановые сплавы | |||
| Полуфабрикаты из титановых сплавов | |||
| - М.: Металлургия, с | |||
| Переносная мусоросжигательная печь-снеготаялка | 1920 |
|
SU183A1 |

