Изобретение относится к машиностроению и может быть использовано для чистового точения и финишной обработки поверхностей деталей с использованием энергии ультразвуковых колебаний.
Известно “Устройство для ультразвуковой финишной обработки поверхностей” (см. патент РФ №2201863, кл. В 24 В 39/00; 39/04, опубл. в 2003), содержащее акустическую систему, включающую установленный в корпусе магнитострикционный преобразователь, соединенный с концентратором, на торцевой части которого закреплен излучатель ультразвука, торец которого выполнен в виде рабочего наконечника, пружину, установленную вдоль продольной оси акустической системы между торцевой частью корпуса и концентратором, стопорный элемент, упругий элемент с большой инерционной способностью, дополнительный стопорный элемент, поджимающую гайку и фасонную накладку с изоляционным элементом.
Такая конструкция позволила за счет регулирования усилия прижатия излучателя ультразвука к обрабатываемой поверхности производить финишную обработку различных поверхностей, что и обеспечило расширение технологических возможностей этого устройства.
Однако перед финишной обработкой поверхности требуется производить чистовое точение с целью повышения класса шероховатости и качества обрабатываемой поверхности.
В известном же устройстве такая комплексная обработка не осуществляется, что и приводит к ограничению его технологических возможностей, а также к увеличению времени обработки деталей.
Известно также “Устройство для ультразвуковой финишной обработки поверхностей" (см. патент РФ №2205735, кл. В 24 В 39/00, опубл. в 2003), которое выбрано в качестве прототипа к заявляемому изобретению.
Известное устройство содержит акустическую систему в виде установленного в корпусе магнитострикционного преобразователя, соединенного с ним концентратора, на торце которого закреплен излучатель ультразвука с контактными элементами и сквозным отверстием для выхода шпильки, предназначенной для соединения концентратора с излучателем ультразвука и выполненной с торцом в виде рабочего наконечника. Устройство содержит также средство для перемещения акустической системы в трех взаимно перпендикулярных плоскостях и закрепляющие пальцы.
Конструкция этого устройства позволяет расширить его технологические возможности за счет использования разных видов ультразвуковых колебаний, обеспечивающих финишную обработку поверхностей деталей сложных профилей.
Однако и это устройство не обеспечивает комплексную обработку деталей, поэтому и его технологические возможности остаются ограниченными.
В предлагаемом изобретении решается задача расширения технологических возможностей устройства за счет комплексной обработки деталей путем совмещения операции чистового точения, финишной обработки ультразвуком и упрочнения поверхностей деталей путем насыщения их высокодисперсными материалами, а также повышения качества поверхностей деталей и сокращения времени их обработки.
Для достижения технического результата устройство для чистового точения и финишной обработки поверхностей деталей ультразвуком, содержащее акустическую систему в виде установленного в корпусе магнитострикционного преобразователя, соединенного с ним концентратора, на торце которого закреплен излучатель ультразвука, и шпильку, предназначенную для соединения концентратора с излучателем ультразвука, торец которого выполнен в виде рабочего наконечника, снабжено резцом для чистового точения и упорным стержнем, предназначенным для демпфирования вредных колебаний, возникающих в процессе обработки деталей, и упрочнения поверхностей деталей путем насыщения их высокодисперсными материалами, при этом резец для чистового точения расположен перед излучателем ультразвука по ходу их движения вдоль обрабатываемой поверхности и закреплен в приливе на корпусе акустической системы, а упорный стержень, на торце которого, со стороны обрабатываемой поверхности, закреплен заменяемый контактный элемент, расположен за излучателем ультразвука и закреплен в приливе, предназначенном для крепления акустической системы к станку.
Новым в предлагаемом изобретении является:
- наличие резца для чистового точения;
- наличие упорного стержня, предназначенного для демпфирования вредных колебаний и упрочнения поверхностей обрабатываемых деталей;
- расположение резца для чистового точения перед излучателем ультразвука по ходу их движения вдоль обрабатываемой поверхности;
- расположение упорного стержня за излучателем ультразвука;
- наличие заменяемого контактного элемента на торце упорного стержня со стороны обрабатываемой поверхности.
Предлагаемая конструкция устройства позволила объединить акустическую систему с резцом для чистового точения и упорным стержнем с заменяемым контактным элементом на его торце в единый блок.
В результате этого стало возможным проведение комплексной обработки поверхностей деталей.
Комплексная обработка поверхностей деталей включает в себя такие операции, как:
- чистовое точение, которое целесообразно производить перед финишной обработкой поверхностей с целью получения шероховатости на уровне 4-6 классов;
- финишную обработку с использованием ультразвука, при которой шероховатость достигает уровня 10-12 классов;
- и, при необходимости, дополнительное упрочнение поверхностей путем их насыщения высокодисперсными материалами.
Таким образом, совокупность существенных признаков позволила расширить технологические возможности предлагаемого устройства, сократить время, затрачиваемое на обработку поверхностей деталей, и повысить качество обрабатываемых поверхностей.
Однако на качество обработки поверхностей может оказывать отрицательное влияние возникновение вредных колебаний. Как показывает практика использования безабразивной ультразвуковой финишной обработки (БУФО) различных деталей и, особенно тонкостенных труб или длинномерных стержней, при определенных числах оборотов деталей, их реакции на излучатель ультразвука и/или резца чистового точения, а также в силу собственных колебаний в деталях возникает спектр колебаний, которые, по существу, являются вредными для финишной обработки поверхностей деталей. Поэтому возникает необходимость исключить влияние этих колебаний на качество обрабатываемых поверхностей. Для этого с целью демпфирования этих колебаний установлен упорный стержень. В ряде случаев возникает необходимость в дополнительном упрочнении и повышении качества обрабатываемых поверхностей. При этом упорный стержень - с заменяемым контактным элементом - может использоваться для насыщения поверхностей высокодисперсными материалами.
Таким образом, предлагаемое устройство обеспечивает технический результат, выражающийся в расширении технологических возможностей устройства, а также в повышении качества обрабатываемых поверхностей и сокращении времени их обработки.
Изобретение является новым, так как из уровня техники по доступным источникам информации не выявлено аналогов с подобной совокупностью отличительных признаков.
Изобретение является промышленно применимым, так как может быть использовано для чистового точения, финишной обработки ультразвуком и упрочнения обрабатываемых поверхностей различных деталей одновременно.
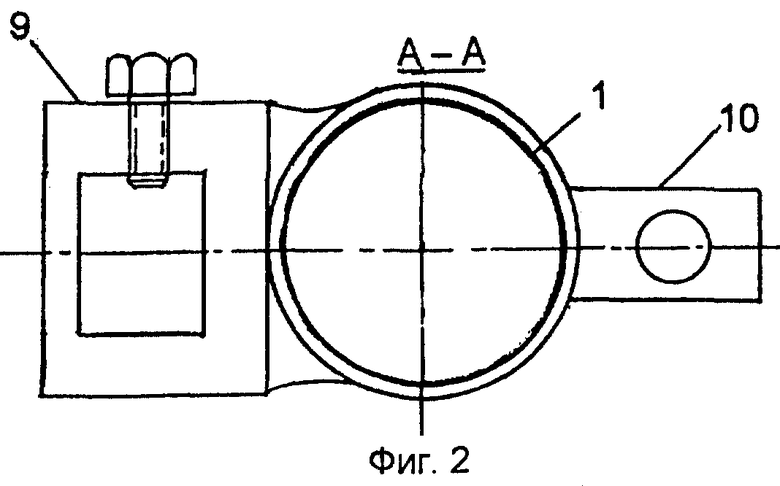
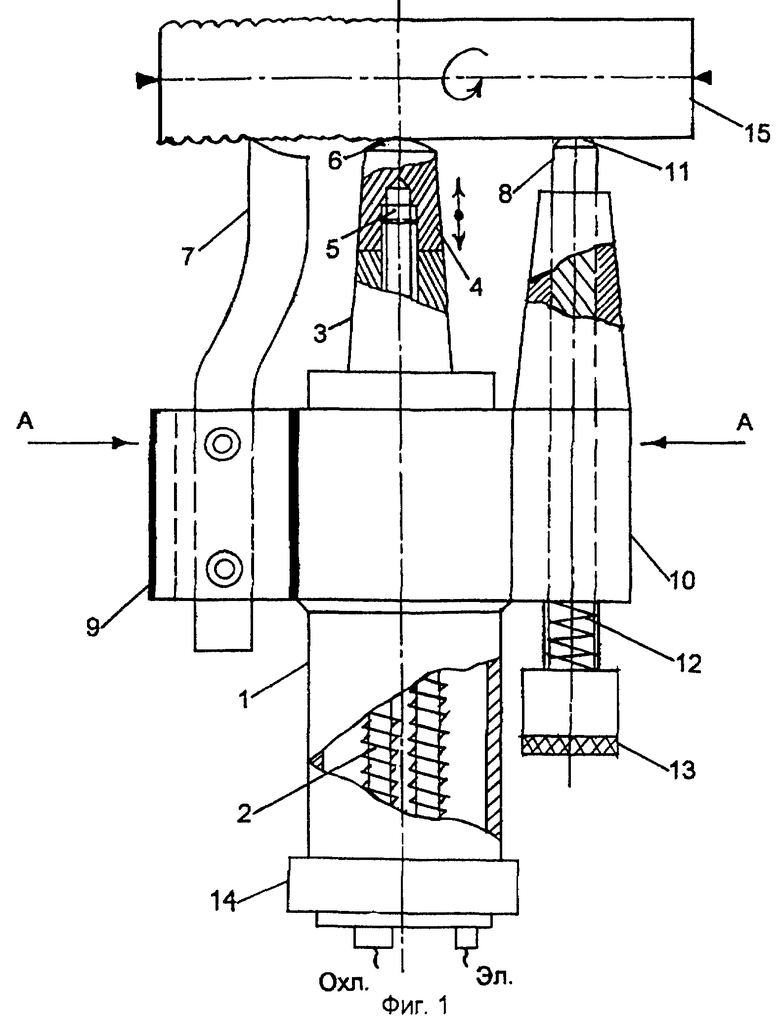
Предлагаемое изобретение поясняется чертежами, где на фиг.1 представлено заявляемое устройство для чистового точения и финишной обработки поверхностей деталей ультразвуком (продольный разрез); на фиг.2 - разрез устройства по линии А-А.
Заявляемое устройство (фиг.1 и 2) содержит акустическую систему, включающую установленный в корпусе 1 магнитострикционный преобразователь 2, соединенный с концентратором 3, на торце которого закреплен излучатель ультразвука 4, шпильку 5, соединяющую концентратор 3 с излучателем ультразвука 4, торец которого выполнен в виде рабочего наконечника 6, резец 7 для чистового точения и упорный стержень 8. Резец 7 для чистового точения закреплен в приливе 9 на корпусе 1.
Упорный стержень 8 закреплен в приливе 10. На торце упорного стержня 8 закреплен контактный элемент 11. На другом конце упорного стержня 8 имеется пружина 12 и гайка 13. На корпусе 1 со стороны магнитострикционного преобразователя имеется поджимающая гайка 14. Резец 7 для чистового точения закреплен перед излучателем ультразвука 4 по ходу их движения вдоль обрабатываемых поверхностей 13. Упорный стержень 8 установлен за излучателем ультразвука 4. Контактный элемент 11 выполнен съемным и заменяемым в соответствии с формой контакта с обрабатываемой поверхностью 15. Упорный стержень 8 и контактный элемент 11 предназначены для упрочнения обрабатываемых поверхностей 15 путем насыщения их высокодисперсными материалами, в качестве которых могут быть использованы, например, геомодификаторы из группы серпентенитов, алмазная пыль и другие материалы. Могут быть использованы также контактные вставки из карандаша твердой смазки (КТС) или карандаша твердой смазки с соответствующими наполнителями (КТСН).
Устройство для чистового точения и финишной обработки поверхностей деталей ультразвуком крепится к станку с помощью прилива 10.
Устройство работает следующим образом.
Для начала работы устройства резец 7 для чистового точения подводят к обрабатываемой поверхности. Рабочий наконечник 6 излучателя ультразвука 4 поджимают к обрабатываемой поверхности 15 с помощью поджимающей гайки 14.
В случае, когда необходимо дополнительное упрочнение поверхности детали 15, на торце упорного стержня 8 закрепляется контактный элемент 11, по форме соответствующий форме контакта с обрабатываемой поверхностью 15. Упорный стержень 8 с закрепленным на нем контактным элементом 11 также поджимаются к обрабатываемой поверхности 15 с помощью пружины 12 и гайки 13. На контактный элемент 11 подается соответствующий высокодисперсный материал (на фигурах не показано).
Подаваемое на обмотку магнитострикционного преобразователя 2 напряжение вызывает в нем колебания ультразвуковой частоты, передаваемые через концентратор 3, излучатель ультразвука 4 и рабочий наконечник 6 на обрабатываемую поверхность 15.
Рабочий наконечник 6, соприкасаясь с обрабатываемой поверхностью 15, начинает воздействовать на нее ультразвуковыми колебаниями.
Усилие поджатия рабочего наконечника 6 регулируется с помощью поджимающей гайки 14 и зависит от материала детали.
Технологические параметры (скорость обработки, число оборотов вращения обрабатываемой поверхности деталей, размер чистового точения) режима обработки выбираются в зависимости от физико-механических и технологических требований к обрабатываемым поверхностям деталей.
Причем эти три элемента: резец 7 для чистового точения, излучатель ультразвука 4 и упорный стержень 8 с контактным элементом 11 могут работать в разных вариантах, например, все три одновременно, или резец 7 для чистового точения и излучатель ультразвука 4, или излучатель ультразвука 4 и упорный стержень 8 и так далее. Практика использования этого устройства может подсказать и другие варианты его использования.
Таким образом, предлагаемое изобретение позволяет расширить технологические возможности устройства, повысить качество обрабатываемых поверхностей деталей и сократить время их обработки.
Изобретение относится к машиностроению и может быть использовано для чистового точения и финишной обработки поверхностей деталей с использованием энергии ультразвуковых колебаний. В устройстве для чистового точения и финишной обработки поверхностей деталей ультразвуком торец излучателя выполнен в виде рабочего наконечника, а устройство снабжено резцом для чистового точения и упорным стержнем, предназначенным для демпфирования вредных колебаний, возникающих в процессе обработки деталей, и упрочнения поверхностей деталей путем насыщения их высокодисперсными материалами, при этом резец для чистового точения расположен перед излучателем ультразвука по ходу их движения вдоль обрабатываемой поверхности и закреплен в приливе на корпусе акустической системы, а упорный стержень, на торце которого, со стороны обрабатываемой поверхности, закреплен заменяемый контактный элемент, расположен за излучателем ультразвука и закреплен в приливе, предназначенном для крепления акустической системы к станку. Обеспечивается расширение технологических возможностей устройства, повышение качества поверхностей деталей и сокращение времени их обработки. 2 ил.
Устройство для чистового точения и финишной обработки поверхностей деталей ультразвуком, содержащее акустическую систему в виде установленного в корпусе магнитострикционного преобразователя, соединенного с ним концентратора, на торце которого закреплен излучатель ультразвука, и шпильку, предназначенную для соединения концентратора с излучателем ультразвука, отличающееся тем, что торец излучателя ультразвука выполнен в виде рабочего наконечника, а устройство снабжено резцом для чистового точения и упорным стержнем, предназначенным для демпфирования вредных колебаний, возникающих в процессе обработки деталей, и упрочнения поверхностей деталей путем насыщения их высокодисперсными материалами, при этом резец для чистового точения расположен перед излучателем ультразвука по ходу их движения вдоль обрабатываемой поверхности и закреплен в приливе на корпусе акустической системы, а упорный стержень, на торце которого, со стороны обрабатываемой поверхности, закреплен заменяемый контактный элемент, расположен за излучателем ультразвука и закреплен в приливе, предназначенном для крепления акустической системы к станку.
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2205735C2 |
| УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2000 |
|
RU2185896C1 |
| Ультразвуковое устройство | 1979 |
|
SU808165A1 |
| Ультразвуковое устройство для обработки металлов | 1990 |
|
SU1794572A1 |
| КИНОПЛЕНКА | 1966 |
|
SU225113A1 |

