Изобретение относится к машиностроению и может быть использовано для резания и финишной обработки наружных и внутренних поверхностей металлов с использованием энергии ультразвуковых колебаний.
Известна “Ультразвуковая головка” (см. описание изобретения к а.с. № 1749009, кл. В 24 В 39/04, опубл. в 1992), содержащая акустическую систему, включающую установленный в корпусе магнитострикционный преобразователь, соединенный с концентратором, на торцевой части которого закреплен рабочий инструмент, а также устройство вертикального перемещения преобразователя и устройство поворота преобразователя вокруг оси, перпендикулярной основанию.
Недостатками известной ультразвуковой головки являются ее сложная конструкция и ограниченные технологические возможности.
Известно также “Устройство для ультразвуковой упрочняюще-чистовой обработки поверхностей” (см. описание изобретения к патенту РФ № 2124430, кл. В 24 В 39/00, опубл. в 1999), которое выбрано в качестве прототипа к заявляемому изобретению.
Известное устройство для ультразвуковой упрочняюще-чистовой обработки поверхностей содержит акустическую систему, включающую установленный в корпусе магнитострикционный преобразователь, соединенный с концентратором, на торцевой части которого закреплен излучатель ультразвука с контактными элементами, и шпильку, торец которой выполнен в виде рабочего наконечника, а также прилив для крепления устройства к станку.
Однако, несмотря на попытку расширения технологических возможностей данного устройства за счет замены прямой шпильки на шпильку с загнутым в радиальном направлении свободным концом, они остаются ограниченными, что является существенным недостатком данного устройства.
Задача, на решение которой направлено предлагаемое изобретение, заключается в расширении технологических возможностей устройства за счет совмещения в нем операций резания и финишной обработки наружных и внутренних поверхностей металлов с использованием разных видов ультразвуковых колебаний, а также в повышении качества обрабатываемых поверхностей и упрощении устройства.
Указанная задача в первом варианте решается за счет того, что в устройстве для резания и финишной обработки наружных и внутренних поверхностей металлов, содержащем акустическую систему, включающую установленный в корпусе магнитострикционный преобразователь, соединенный с концентратором, на торцевой части которого с помощью шпильки закреплен излучатель ультразвука с рабочим наконечником на его торце, а также прилив для крепления устройства к станку, излучатель ультразвука представляет собой съемные резонансные волноводы, предназначенные соответственно для резания металлов и финишной обработки их поверхностей и работающие в режиме изгибных, поперечных или тангенциальных колебаний, причем рабочие наконечники резонансных волноводов, закрепляемых на шпильке, выполнены соответственно в виде резца или сферической поверхности, а в упомянутом приливе, закрепленном на наружной поверхности корпуса, выполнена продольная прорезь с перемычкой, предназначенными для передачи усилия и смещения резонансных волноводов относительно обрабатываемых поверхностей металлов, при этом прорезь имеет фиксированные отверстия, каждое из которых с помещенным в него штифтом предназначено для ограничения угла поворота акустической системы или расстояния рабочих наконечников резонансных волноводов относительно обрабатываемых поверхностей металлов, а на поверхности прилива, в напряженной его точке, установлен тензометрический блок, контролирующий, по существу, величину усилия, прикладываемого резонансными волноводами к обрабатываемым поверхностям металлов, и/или установлена также на приливе система индикации, предназначенная для контроля за смещением акустической системы и резонансных волноводов относительно обрабатываемых поверхностей металлов.
Во втором варианте указанная задача решается за счет того, что устройство для резания и финишной обработки наружных и внутренних поверхностей металлов, содержащее акустическую систему, включающую установленный в корпусе магнитострикционный преобразователь, соединенный с концентратором, на торцевой части которого с помощью шпильки закреплен излучатель ультразвука с рабочим наконечником на его торце, а также прилив для крепления устройства к станку, снабжено соединительным элементом, выполненным в виде системы из n волноводных звеньев, каждое из которых равно λ/2, где λ - длина волны в материале волновода, и обладающим пружинными свойствами, а излучатель ультразвука представляет собой съемные резонансные волноводы, предназначенные соответственно для резания металлов и финишной обработки их поверхностей и работающие в режиме изгибных, поперечных или тангенциальных колебаний, при этом соединительный элемент расположен между торцевой частью концентратора и резонансными волноводами, закрепляемыми на шпильке, рабочие наконечники которых выполнены соответственно в виде резца или сферической поверхности, а в упомянутом приливе, закрепленном на наружной поверхности корпуса, выполнена продольная прорезь с перемычкой, предназначенными для передачи усилия и смещения резонансных волноводов относительно обрабатываемых поверхностей металлов, при этом прорезь имеет фиксированные отверстия, каждое из которых с помещенным в него штифтом предназначено для ограничения угла поворота акустической системы или расстояния рабочих наконечников резонансных волноводов относительно обрабатываемых поверхностей металлов, а на поверхности прилива, в напряженной его точке, установлен тензометрический блок, контролирующий, по существу, величину усилия, прикладываемого резонансными волноводами к обрабатываемым поверхностям металлов, и/или установлена также на приливе система индикации, предназначенная для контроля за смещением акустической системы и резонансных волноводов относительно обрабатываемых поверхностей металлов.
А в третьем варианте указанная задача решается за счет того, что устройство для резания и финишной обработки наружных и внутренних поверхностей металлов, содержащее акустическую систему, включающую установленный в корпусе магнитострикционный преобразователь, соединенный с концентратором, на торцевой части которого с помощью шпильки закреплен излучатель ультразвука с рабочим наконечником на его торце, а также прилив для крепления устройства к станку, снабжено соединительным элементом, представляющим собой борштангу и обладающим пружинными свойствами, при этом борштанга одним концом закреплена к торцевой части корпуса со стороны магнитострикционного преобразователя, другим концом борштанга закреплена на упомянутом приливе, а излучатель ультразвука представляет собой съемные резонансные волноводы, предназначенные соответственно для резания металлов и финишной обработки их поверхностей и работающие в режиме изгибных, поперечных или тангенциальных колебаний, причем рабочие наконечники резонансных волноводов, закрепляемых на шпильке, выполнены соответственно в виде резца или сферической поверхности, а в приливе выполнена продольная прорезь с перемычкой, предназначенными для передачи усилия и смещения резонансных волноводов относительно обрабатываемых поверхностей металлов, при этом прорезь имеет фиксированные отверстия, каждое из которых с помещенным в него штифтом предназначено для ограничения угла поворота акустической системы или расстояния рабочих наконечников резонансных волноводов относительно обрабатываемых поверхностей металлов, а на поверхности прилива, в напряженной его точке, установлен тензометрический блок, контролирующий, по существу, величину усилия, прикладываемого резонансными волноводами к обрабатываемым поверхностям металлов, и/или установлена также на приливе система индикации, предназначенная для контроля за смещением акустической системы и резонансных волноводов относительно обрабатываемых поверхностей металлов.
Новым в предлагаемом изобретении является:
- наличие съемных резонансных волноводов, выполняющих разные функции, а именно функцию резания металлов и функцию финишной обработки их поверхностей;
- выполнение рабочих наконечников в виде резца или сферической поверхности в соответствии с выполняемыми функциями резонансных волноводов;
- выполнение в приливе для крепления устройства к станку продольной прорези с перемычкой;
- наличие в прорези фиксированных отверстий для установки штифтов;
- установка на поверхности прилива для крепления устройства к станку тензометрического блока и/или системы индикации;
- наличие соединительного элемента, выполненного в виде n волноводных звеньев (во втором варианте), и его расположение между торцевой частью концентратора и резонансными волноводами;
- наличие соединительного элемента, представляющего собой борштангу и обладающего пружинными свойствами (в третьем варианте);
- крепление борштанги одним концом к торцевой части корпуса со стороны магнитострикционного преобразователя, а другим - на приливе для крепления устройства к станку.
В целом в ряде случаев поставляемая в комплектации заводом борштанга не соответствует по своим упругим свойствам техническим требованиям, то есть не соответствует требованиям технологии резания и финишной обработки поверхностей металлов с применением ультразвука, поэтому и предлагается соединительный элемент с заранее заданными пружинными свойствами.
Предлагаемое устройство по сравнению с прототипом обладает широкими технологическими возможностями, такими, например, как совмещение операций резания металлов и финишная обработка их поверхностей на одном станке и на одном установе детали, то есть не снимая ее с центров, что существенно сокращает и время, затрачиваемое на технологический процесс в целом. Это стало возможным благодаря использованию съемных резонансных волноводов, имеющих на своих торцах рабочие наконечники, выполненные в форме резца, форма которого обусловлена условиями резания металлов и соответственно съемом металла, или в форме, обусловленной условиями выглаживания поверхностей металлов, без съема металла, например, в форме сферической поверхности при финишной обработке поверхностей металлов. Причем экспериментально доказано, что чистовое точение с использованием ультразвука дает устойчивый результат по классу шероховатости на уровне Ra ≈ 3,2-0,8 мкм, то есть 6-7 класса, а наиболее качественная обработка - финишная достигается за счет использования резонансных волноводов, работающих в режиме изгибных, поперечных или тангенциальных колебаний, имеющих место в работе предлагаемого устройства. Такой режим работы резонансных волноводов акустическая система обеспечивает за счет наличия в приливе, к которому закреплен ее корпус (в первых двух вариантах), продольной прорези с перемычкой. Наличие такой прорези с перемычкой обеспечивает передачу усилия и смещения резонансных волноводов относительно обрабатываемых поверхностей металлов. При этом наличие в прорези фиксированных отверстий, каждое из которых с помещенным в него штифтом предназначено для ограничения угла поворота акустической системы или расстояния рабочих наконечников резонансных волноводов относительно обрабатываемых поверхностей, делает эту систему, влияющую на работу резонансных волноводов, регулируемой.
Кроме того, в предлагаемом устройстве во всех вариантах осуществляется контроль как за величиной усилия, прикладываемого резонансными волноводами к обрабатываемой поверхности с помощью тензометрического блока, так и контроль за смещением акустической системы и резонансных волноводов относительно обрабатываемых поверхностей металлов с помощью системы индикации.
Однако если при обработке наружных поверхностей металлов особых ограничений по длине продольного волновода и по величине резонансных волноводов, работающих в режиме изгибных, поперечных или тангенциальных колебаний, нет, то иначе обстоит дело при обработке внутренних поверхностей различных втулок, цилиндров, проемов и подобных конструктивных форм.
Так, практика дает примеры необходимости обработки глубоких отверстий в металлах, например 1, 2, 3 или 5 м, при сравнительно малых диаметрах. Это вызывает необходимость резкого уменьшения диаметра корпуса акустической системы и использования соединительных элементов.
В случае, когда уменьшение диаметра корпуса акустической системы невозможно, для обработки глубоких отверстий в металлах во втором варианте предлагаемого устройства предусмотрено использование соединительного элемента, выполненного в виде системы из n волноводных звеньев. В этом случае длина волновода L, работающего в режиме продольных волн, ограничивается соотношением
L=nλ/2,
где n - число волноводных звеньев;
λ - длина волны в материале волновода.
Размеры волноводных звеньев, работающих в режиме изгибных, поперечных или тангенциальных колебаний, ограничиваются диаметром отверстия, которое необходимо обрабатывать.
В этом случае длина резонансных волноводов ограничивается соотношением, обусловленным краевыми или граничными условиями, которые предопределяют условия того или иного закрепления концов резонансных волноводов.
В случае, когда диаметр корпуса акустической системы может быть предельно уменьшен, в третьем варианте предлагаемого устройства предусмотрено использование внешнего соединительного элемента, представляющего собой борштангу и обладающего пружинными свойствами. Геометрические размеры этого соединительного элемента - борштанги определяются в зависимости от глубины отверстия обрабатываемого металла. В свою очередь, это предопределяет жесткость всей системы, которая включает прилив с продольной прорезью и фиксированными отверстиями и борштангу, закрепленную одним концом на приливе, а другим с торцевой частью корпуса со стороны магнитострикционного преобразователя.
Таким образом, все варианты предлагаемого устройства обеспечивают технический результат, выражающийся в расширении технологических возможностей устройства, повышении качества обрабатываемых поверхностей и упрощении устройства.
Изобретение является новым, так как из уровня техники по доступным источникам информации не выявлено аналогов с подобной совокупностью отличительных признаков.
Изобретение является промышленно применимым, так как может быть использовано для резания металлов и финишной обработки их поверхностей на одном станке с использованием энергии ультразвуковых колебаний.
Предлагаемое изобретение поясняется чертежами, где:
на фиг.1 представлено заявляемое устройство для резания и финишной обработки наружных и внутренних поверхностей металлов (продольный разрез) (вариант 1);
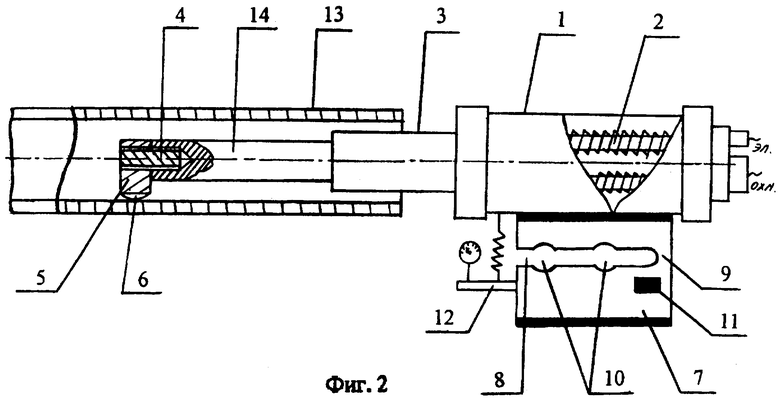
на фиг.2 - заявляемое устройство (вариант 2);
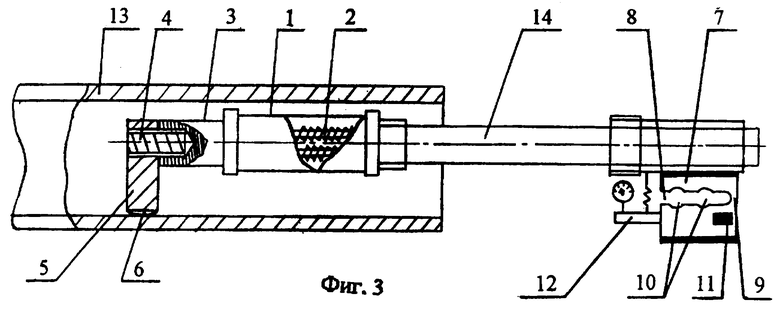
на фиг.3 - заявляемое устройство (вариант 3).
Заявляемое устройство (фиг.1) содержит акустическую систему, включающую установленный в корпусе 1 магнитострикционный преобразователь 2, соединенный с концентратором 3, на торцевой части которого с помощью шпильки 4 закреплен излучатель ультразвука 5, представляющий собой съемные резонансные волноводы 5, предназначенные соответственно для резания металлов и финишной обработки их поверхностей. Рабочие наконечники 6 резонансных волноводов 5 выполнены соответственно в виде резца или сферической поверхности.
В приливе 7 для крепления устройства к станку, закрепленном на наружной поверхности корпуса 1, выполнена продольная прорезь 8 с перемычкой 9. Прорезь 8 имеет фиксированное отверстие 10 для штифтов. На поверхности прилива 7 установлены тензометрический блок 11 и/или система индикации 12 для контроля за смещением акустической системы и резонансных волноводов 5 относительно обрабатываемых поверхностей металлов 13.
Заявляемое устройство (фиг.2) содержит акустическую систему, включающую установленный в корпусе 1 магнитострикционный преобразователь 2, соединенный с концентратором 3, на торцевой части которого с помощью шпильки 4 закреплен излучатель ультразвука, представляющий собой съемные резонансные волноводы 5, предназначенные соответственно для резания металлов и финишной обработки их поверхностей. Рабочие наконечники 6 резонансных волноводов 5 выполнены соответственно в виде резца или сферической поверхности. В приливе 7 для крепления устройства к станку, закрепленном на наружной поверхности корпуса 1, выполнена продольная прорезь 8 с перемычкой 9. Прорезь 8 имеет фиксированные отверстия 10 для штифтов. На поверхности прилива 7 установлен тензометрический блок 11 и/или система индикации 12, предназначенные для контроля за расположением акустической системы и резонансных волноводов относительно обрабатываемых поверхностей металлов 13. Между торцевой частью концентратора 3 и резонансными волноводами 5 расположен соединительный элемент 14, выполненный в виде системы из n волноводных звеньев.
Заявляемое устройство (фиг.3) содержит акустическую систему, включающую установленный в корпусе 1 магнитострикционный преобразователь 2, соединенный с концентратором 3, на торцевой части которого с помощью шпильки 4 закреплен излучатель ультразвука, представляющий собой съемные резонансные волноводы 5, предназначенные соответственно для резания металлов и финишной обработки их поверхностей. Рабочие наконечники 6 резонансных волноводов 5 выполнены соответственно в виде резца или сферической поверхности. В приливе 7 для крепления устройства к станку выполнена продольная прорезь 8 с перемычкой 9. Прорезь 8 имеет фиксированные отверстия 10 для штифтов. На поверхности прилива 7 установлены тензометрический блок 11 и/или система индикации 12, предназначенные для контроля за расположением акустической системы и резонансных волноводов 5 относительно обрабатываемых поверхностей металлов 13. Соединительный элемент 14 представляет собой борштангу любого профиля, например, в виде полосы или трубы, которая закреплена одним концом на торцевой части корпуса 1 со стороны магнитострикционного преобразователя 2, а другим концом закреплена на приливе 7.
Рабочие наконечники 6 резонансных волноводов 5 выполнены из материала, обладающего повышенной твердостью (относительно твердости обрабатываемого материала), например, из карбидов вольфрама, карбидов титана, и другими специфическими свойствами, характерными для пластического деформирования и резания металлов.
Предлагаемое устройство для резания и финишной обработки наружных и внутренних поверхностей металлов закрепляется на станке с помощью прилива 7 с позициями 8, 9, 10, 11.
Устройство работает следующим образом.
Для начала работы устройства к обрабатываемой поверхности 13 поджимают рабочий наконечник 6 резонансного волновода 5, соответствующего выполняемой в данный момент операции.
Подаваемое на обмотку магнитострикционного преобразователя 2 напряжение вызывает в нем колебания ультразвуковой частоты, передаваемые через концентратор 3, соединительный элемент 14 (во втором варианте), резонансные волноводы 5 посредством шпильки 4, стягивающей эти элементы, на обрабатываемую поверхность 13 металлов.
Рабочий наконечник 6, соприкасаясь с обрабатываемой поверхностью 13, начинает воздействовать на нее ультразвуковыми колебаниями.
Форма рабочих наконечников 6 резонансных волноводов 5, воздействующих на обрабатываемую поверхность 13, выбирается в зависимости от осуществляемой технологической операции и формы детали.
Усилие прижимных рабочих наконечников 6 к обрабатываемой поверхности 13 выбирается в зависимости от физико-механических свойств обрабатываемого материала. В то же время при обработке металлов необходимо предусмотреть возможное смещение рабочего наконечника 6 в зависимости от дефектов обрабатываемых поверхностей металлов 13. Это стало возможным за счет использования системы, включающей прилив 7 для крепления устройства к станку с продольной прорезью 8 в нем с перемычкой 9, фиксированными отверстиями 10 и соединительные элементы 14 (во втором и третьем вариантах предлагаемого устройства), в которой заранее предусмотрены элементы, позволяющие учитывать необходимость возвратных смещений.
Технологические параметры (скорость обработки, число оборотов вращения обрабатываемой поверхности металлов) режима обработки при этом выбираются в зависимости от физико-механических и технологических требований (резание или финишная обработка) к обрабатываемым поверхностям металлов.
Таким образом, предлагаемое изобретение позволяет расширить технологические возможности устройства, повысить качество обрабатываемых поверхностей металлов и упростить устройство.
Использование: изобретение относится к машиностроению и может быть использовано для резания и финишной обработки наружных и внутренних поверхностей металлов с использованием энергии ультразвуковых колебаний. Сущность: в устройстве для резания и финишной обработки наружных и внутренних поверхностей металлов излучатель ультразвука представляет собой съемные резонансные волноводы, предназначенные соответственно для резания металлов и финишной обработки их поверхностей, рабочие наконечники резонансных волноводов выполнены соответственно в виде резца или сферической поверхности, а в приливе для крепления устройства к станку выполнена продольная прорезь с перемычкой, при этом прорезь имеет фиксированные отверстия, на поверхности прилива установлен тензометрический блок и/или система индикации. Во втором варианте устройство дополнительно снабжено соединительным элементом, выполненным в виде системы из волноводных звеньев, а в третьем варианте соединительный элемент представлен в виде борштанги. Изобретение обеспечивает расширение технологических возможностей устройства за счет совмещения в нем операций резания и финишной обработки наружных и внутренних поверхностей металлов с использованием разных видов ультразвуковых колебаний, а также в повышении качества обрабатываемых поверхностей. 3 с.п. ф-лы, 3 ил.

| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ УПРОЧНЯЮЩЕ-ЧИСТОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2124430C1 |
| RU 92014549 А, 10.10.1995 | |||
| УСТРОЙСТВО ДЛЯ МИЛЛИМЕТРОВО-ВОЛНОВОЙ ТЕРАПИИ | 1996 |
|
RU2099107C1 |
| SU 1162579 А, 23.06.1985 | |||
| ЕР 0265359 А, 27.04.1988 | |||
| JP 6143099, 24.05.1994. | |||

