Область техники
Изобретение относится к области энергетического машиностроения, в частности к изготовлению блока критического сечения сопла камеры жидкостного ракетного двигателя.
Предшествующий уровень техники
Известен способ изготовления блока критического сечения сопла камеры жидкостного ракетного двигателя, согласно которому изготавливают силовую и тонкостенную оболочки, при этом внутреннюю оболочку выполняют с каналами регенеративного охлаждения, разделенными оребрениями. В этой конструкции на вершины ребер гальваническим способом наносят припой (медносеребряный), а на внутреннюю поверхность силовой оболочки тем же способом наносят тонкий слой меди.
Далее осуществляют сборку указанных оболочек и пайку в печи по известной технологии (см. патент РФ №2158666, МКИ В23К 1/02, 2000). Это техническое решение является аналогом заявляемого изобретения.
К сожалению, в описании указанного изобретения не описан механизм принудительного поджатия тонкостенной оболочки к силовой оболочке.
Известен способ изготовления паяного блока критического сечения сопла камеры жидкостного ракетного двигателя, содержащего наружную и внутреннюю оболочки ("Конструкция и проектирование жидкостных ракетных двигателей" под редакцией проф. Г.Г.Гахуна, Москва, "Машиностроение", 1989, стр.101, 108-112). Способ включает в себя изготовление наружной оболочки в форме двух сопряженных усеченных конусов и внутренней оболочки в форме цилиндра в докритической части сопла и в форме усеченного конуса в закритической его части. Внутреннюю оболочку изготавливают из теплопроводного пластичного сплава на основе меди. На ее наружной поверхности нарезают продольные канавки, предназначенные для подачи в них охладителя. На паяемые поверхности обеих оболочек наносят припой в виде гальванических слоев заданной толщины. Проводят сборку оболочек с образованием тракта охлаждения между ними, а затем проводят развальцовку части внутренней оболочки, имеющей форму цилиндра, до соприкосновения ребер с внутренней поверхностью наружной оболочки. Далее тракт охлаждения вакуумируют и собранную конструкцию сопла паяют в печи под давлением защитного газа. Это техническое решение принимаем за прототип предлагаемого изобретения.
Недостатком указанного способа изготовления этой конструкции является то, что при развальцовке происходит увеличение площади части внутренней оболочки на 30-40%, что влечет за собой уменьшение количества припоя на ее оребренной поверхности, особенно в торцевой зоне. Нехватка припоя в этой зоне способствует образованию неспаев между оболочками в процессе пайки, что может привести к их разгерметизации после пайки.
Раскрытие изобретения
Задача изобретения - изыскание такой технологии пайки концевого участка конической части тонкостенной оболочки докритического сечения сопла с внутренней поверхностью силовой оболочки блока критического сечения сопла камеры жидкостного ракетного двигателя, которая обеспечила бы повышение плотности паяного шва в торцевой его зоне за счет введения в эту зону дополнительного количества припоя.
Эта задача решена за счет того, что в способе изготовления блока критического сечения сопла камеры жидкостного ракетного двигателя, включающем изготовление наружной оболочки в форме двух сопряженных усеченных конусов и внутренней - в форме цилиндра в докритической части сопла и в форме усеченного конуса - в его закритической части; нарезание продольных канавок на наружной поверхности внутренней оболочки с образованием оребренной поверхности, нанесение на паяемые поверхности обеих оболочек припоя в виде гальванических слоев заданной толщины; сборку оболочек с образованием тракта охлаждения между ними, установку собранной конструкции на оправу и развальцовку цилиндрической части внутренней оболочки до соприкосновения с внутренней поверхностью наружной оболочки; вакуумирование тракта охлаждения собранной конструкции и ее пайку в печи под давлением защитного газа, при этом перед сборкой оболочек на наружной поверхности концевого участка внутренней цилиндрической оболочки в первую канавку укладывают припой в виде отрезков ленты плотно друг к другу на глубину, меньшую глубины канавки; каждый отрезок ленты припоя закрепляют в канавке преимущественно путем кернения припоя.
Другими отличиями предлагаемого изобретения являются:
- наружная оболочка изготовлена из высоколегированной стали;
- внутренняя оболочка изготовлена из сплава на основе меди;
- на внутреннюю поверхность наружной оболочки наносят припой в виде слоя гальванической меди;
- на оребренную поверхность внутренней оболочки наносят припой в виде гальванических медносеребряных слоев;
- отрезки ленты припоя закрепляют в цилиндрических канавках с двух сторон ленты в нескольких точках.
Технический результат - повышение качества паяного блока критического сечения сопла камеры жидкостного ракетного двигателя за счет увеличения плотности паяного шва в торцевой зоне докритической части сопла.
Краткое описание чертежей
На фиг.1 представлено сечение блока критического сечения сопла камеры жидкостного ракетного двигателя, на фиг.2 представлен фрагмент 1 сечения паяемого участка фиг.1, на фиг.3 представлено сечение блока критического сечения сопла камеры жидкостного ракетного двигателя перед развальцовкой.
Пример реализации изобретения
Блок критического сечения сопла камеры жидкостного ракетного двигателя 1 (фиг.1) включает силовую оболочку 2, выполненную в виде сопряженных между собой усеченных конусов 3 и 4, и внутреннюю тонкостенную оболочку 5. Силовая оболочка 2 выполнена из высокопрочной стали, а внутренняя 5 - из медного сплава. Внешняя поверхность оболочки 5 выполнена с продольными каналами 6, образованными ребрами, при этом конический участок 7 оболочки 5 (фиг.2) выполнен неоребренным, а на его внещней поверхности выполнены кольцевые проточки 8. На фиг.2 показано, что в одну из этих проточек помещен припой 9. Соединение внутренней оболочки 5 и силовой оболочки 2 осуществляется с помощью пайки. Перед пайкой на вершины ребер наносят гальваническим способом припой, который также наносят и на внутреннюю поверхность силовой оболочки.
Пример изготовления конструкции
Силовую оболочку 2 изготавливали из высоколегированной стали марки ВНС-16 в форме двух сопряженных между собой усеченных конусов 3 и 4. В качестве материала внутренней оболочки 5 применен медный сплав марки БрХ08. Причем в начале внутреннюю оболочку 5 выполняли в виде заготовки, имеющей цилиндрическую форму с диаметром, равным критическому диаметру сопла и форму усеченного конуса - в его закритической части. Далее эту заготовку вставляли вовнутрь силовой оболочки, так как показано на фиг.3. Внешняя поверхность этой заготовки выполнена с продольньми каналами 6, разделенными ребрами, причем концевой участок внешней цилиндрической части заготовки выполнен неоребренным, а на ее внешней поверхности выполнены кольцевые канавки (фиг.2). На вершины ребер и цилиндрическую поверхность концевого участка внутренней оболочки наносили гальваническим способом припой - слой меди толщиной 20-25 мкм и слой серебра толщиной 5-8 мкм. В одну из канавок укладывали плотно друг к другу медносеребряный припой ПСр5, 5 в виде отрезков ленты длиной 50-70 мм, шириной 1,2 мм и толщиной 0,5 мм на глубину, меньшую глубины канавки, с образованием выступа внутренней оболочки над поверхностью припоя. Каждый отрезок ленты припоя закрепляли путем кернения припоя. Закрепляли отрезки ленты припоя с двух его сторон в нескольких точках кромки канавки, например, при длине отрезка 50 мм крепление производилось в двух точках. На внутреннюю поверхность наружной оболочки наносили припой в виде слоя гальванической меди толщиной 12-14 мкм.
Далее собранную конструкцию устанавливали на оправу и после этого производили развальцовку цилиндрического участка внутренней оболочки до соприкосновения ребер с внутренней поверхностью наружной оболочки. После этого осуществляли технологическую сварку оболочек по припускам на торцах блока, а затем газообразным аргоном вытесняли воздух из продольных каналов, после чего производили вакуумирование полостей продольных каналов. Вакуумированный блок помещали в печь, куда подавали газообразный аргон под давлением до 5 МПа. Пайку проводили при температуре 970±10°С. После пайки и отрезки участков с технологической сваркой на торцах производили проверки прочности и подготовку соединения с другими частями камеры жидкостного ракетного двигателя.
Выполнение кольцевых канавок на внешней поверхности концевого участка цилиндрической заготовки, заполненных припоем, позволило достичь после пайки высокой герметичности паяного соединения двух оболочек.
Промышленное применение
Конструкция блока критического сечения сопла камеры, изготовленная по предложенной технологии, рекомендована для использования в камерах жидкостных реактивных двигателях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2581335C1 |
| Способ пайки двухслойных паяных конструкций | 2017 |
|
RU2680117C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД), СОДЕРЖАЩЕГО НАРУЖНУЮ И ВНУТРЕННЮЮ ОБОЛОЧКИ | 2010 |
|
RU2454305C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ КРУПНОГАБАРИТНОГО СОПЛА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2323363C1 |
| Способ пайки деталей из разнородных металлов | 2024 |
|
RU2840136C1 |
| ТРУБЧАТАЯ КАМЕРА СГОРАНИЯ РАКЕТНОГО ДВИГАТЕЛЯ С РЕГЕНЕРАТИВНЫМ ОХЛАЖДЕНИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕЕ ОХЛАЖДАЮЩЕГО ТРАКТА | 2004 |
|
RU2267634C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОГО СОПЛА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) | 2008 |
|
RU2368480C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1999 |
|
RU2158666C2 |
| КАМЕРА СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2015 |
|
RU2614902C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2013 |
|
RU2519003C1 |
Изобретение относится к области энергетического машиностроения, в частности к изготовлению блока критического сечения сопла камеры жидкостного реактивного двигателя. Способ изготовления блока критического сечения сопла камеры жидкостного ракетного двигателя включает изготовление внутренней и наружной оболочек. Внутреннюю оболочку изготавливают в форме цилиндра в докритической части сопла и в форме усеченного конуса в его закритической части. Наружную оболочку изготавливают в форме двух сопряженных усеченных конусов. На наружной поверхности внутренней оболочки выполняют оребренные поверхности, а на ее концевом цилиндрическом участке выполняют кольцевые канавки. В первую из кольцевых канавок укладывают припой на глубину, меньшую глубины канавки, в виде отрезков ленты, плотно прилегающих друг к другу. Наносят на сопрягаемые поверхности обеих оболочек припой в виде гальванических слоев. Устанавливают собранную конструкцию на оправу и развальцовывают цилиндрическую часть внутренней оболочки. Вакуумируют тракт охлаждения и осуществляют пайку в печи под давлением защитного газа. В результате достигается повышение качества паяного блока критического сечения сопла камеры жидкостного ракетного двигателя за счет увеличения плотности паяного шва в торцевой зоне докритической части сопла. 6 з.п. ф-лы, 3 ил.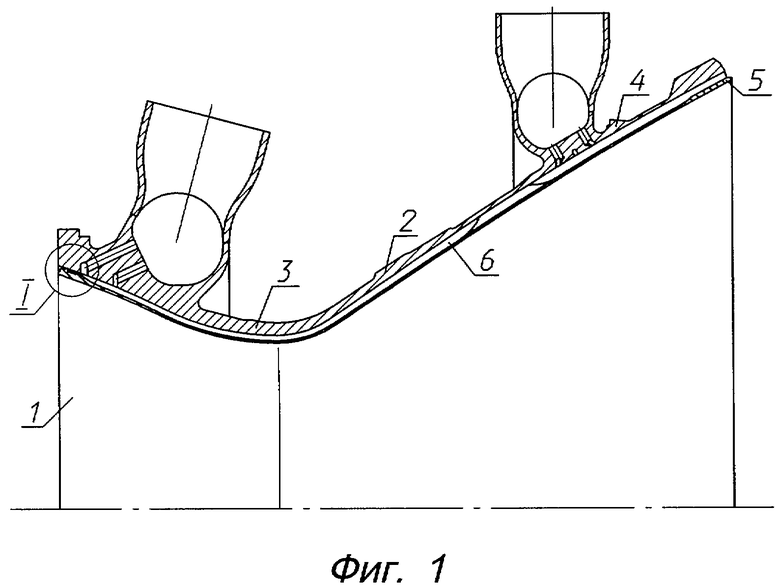
1. Способ изготовления блока критического сечения сопла камеры жидкостного ракетного двигателя, содержащего внутреннюю и наружную оболочки, включающий изготовление наружной оболочки в форме двух сопряженных усеченных конусов и внутренней оболочки с цилиндрической частью в докритической части сопла и усеченным конусом в закритической части сопла, нарезание продольных канавок на наружной поверхности внутренней оболочки с образованием оребренной поверхности и неоребренного концевого участка цилиндрической части, нанесение на поверхности обеих оболочек припоя в виде гальванических слоев заданной толщины, сборку оболочек с образованием тракта охлаждения между ними, установку собранной конструкции на оправу и развальцовку цилиндрической части внутренней оболочки до соприкосновения с внутренней поверхностью наружной оболочки, вакуумирование тракта охлаждения собранной конструкции и ее пайку в печи под давлением защитного газа, отличающийся тем, что перед сборкой оболочек на наружной поверхности неоребренного концевого участка цилиндрической части внутренней оболочки выполняют кольцевые канавки, в первую из которых на глубину, меньшую глубины канавки, укладывают припой в виде плотно прилегающих друг к другу отрезков ленты.
2. Способ по п.1, отличающийся тем, что отрезки ленты припоя закрепляют в кольцевой канавке преимущественно путем кернения припоя.
3. Способ по п.1, отличающийся тем, что наружную оболочку изготавливают из высоколегированной стали ВИС-16.
4. Способ по п.1, отличающийся тем, что внутреннюю оболочку изготавливают из сплава на основе меди марки БрХ08.
5. Способ по п.1, отличающийся тем, что на внутреннюю поверхность наружной оболочки наносят припой в виде слоя гальванической меди.
6. Способ по п.1, отличающийся тем, что на оребренную поверхность внутренней оболочки наносят припой в виде гальванических медносеребряных слоев.
7. Способ по п.1, отличающийся тем, используют отрезки ленты из медносеребряного припоя ПСр5,5, которые закрепляют с двух концов в нескольких точках кромки кольцевой канавки.
| ГАХУН Г.Г | |||
| Конструкция и проектирование жидкостных ракетных двигателей | |||
| - М.: Машиностроение, 1989, с.101, 108-112 | |||
| ТРУБЧАТАЯ КАМЕРА СГОРАНИЯ РАКЕТНОГО ДВИГАТЕЛЯ С РЕГЕНЕРАТИВНЫМ ОХЛАЖДЕНИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕЕ ОХЛАЖДАЮЩЕГО ТРАКТА | 2004 |
|
RU2267634C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| JP 2002303207 A, 18.10.2002 | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| US 6308408 В1, 30.10.2001 | |||
| JP 9189261 А, 22.07.1997 | |||
| ВЕШАЛКА | 2005 |
|
RU2304422C1 |

