ел
315
Изобретение относится к обработке материалов резанием, в частности к обработке металлов о
Цель изобретения - повьшение ка- чества обработки поверхностей посредством изменения жесткости резьбовых элементов .
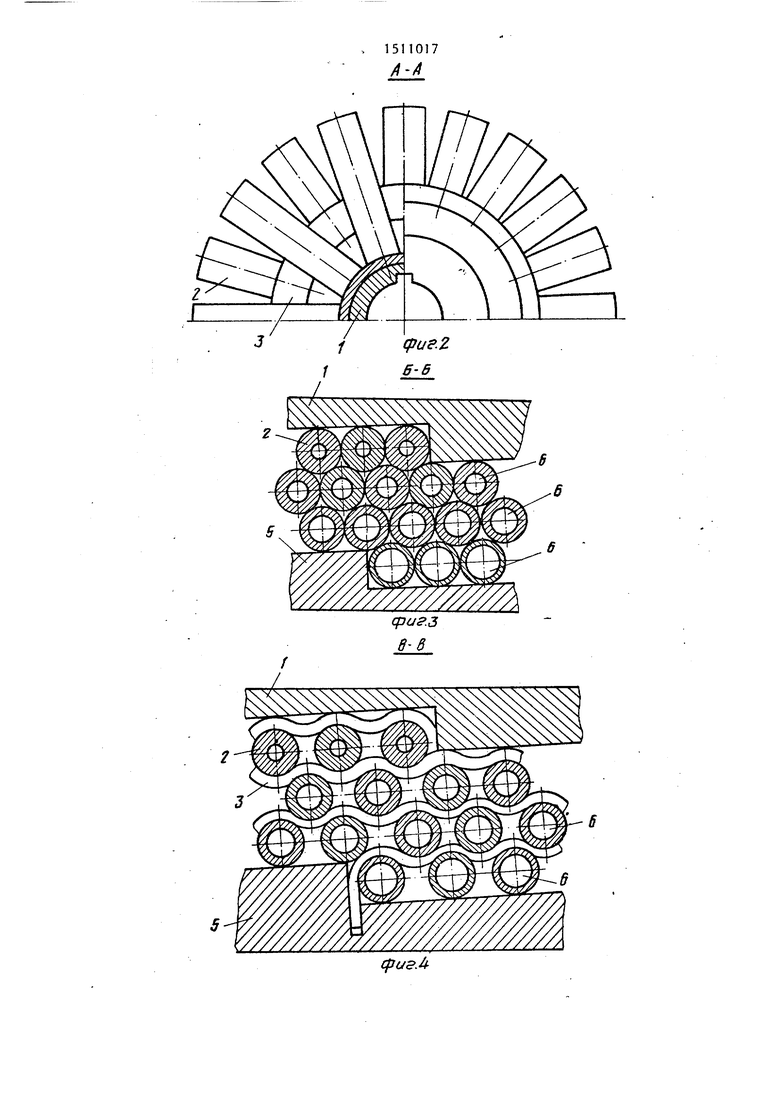
На фиго. 1 показан инструмент, общий вид,с частичным разрезом; на фиг о 2 - сечение А-А на фиг, 1; на фиг, 3 - сечение Б-Б °на фиг 1; на фиг, 4 - сечение В-В на фиг К
Инструмент для обработки поверхностей содержит втулку 1 с закреплен ными на ней упругими резцовыми элементами 2, установленными параллельными рядами, а прокладки в виде колец 3, расположенных между резцовыми элементами 2 Количество гофр на каждой прокладке равно количеству рездовых элементов 2 в ряду. Резцовые элементы 2 закреплены на втулке 1 по кольцевой гофрированной прокладке гайкой 4 через шайбу 5 и внут ренним торцом при помощи сваркио В резцовых элементах 2 выполнены сквозные о.твёрстия 6, при этом диаметр их в элементах одного одинаков и увеличивается в соседнем ряду в направле- НИИ от одного торца к другому.
Сборка и работа предложенного ин- струмента осуществляется следующим
образоМо
На втулку 1-устанавливают резцо- вые элементы 2, которые приваривают к втулке 1 о Резцовые элементы 2 могут быть установлены как радиально, так и тангенциально, под углом не более 10-20°о Параллельные ряды рез- цовых элементов 2 могут быть перпендикулярными к оси круга или по спирали, угол наклона которой зависит от диаметра резцовых элементов 2, от диаметра втулки 1„ Прокладки 3 могут быть кольцевыми или в виде части спирали. Размещают между резцовыми эле- 1f
7 .4
ментами 2 прокладки 3, устанавливают шайбу 5 и гайкой 4 обеспечивают взаимодействие, поверхности резцовых элементов 2 и колец 3„ Перемещение инструмента вдоль обрабатываемого материала обеспечивают таким образом, что вначале поверхность обрабатьшают элементы 2 с меньшим внутренним диаметром отверстия 6, Тоео более жесткие, а затем более упругие Резцовые элементы 2 изготавливают, например, из проволоки или прутков. Возможно изготовление этих элементов из полировальных материалов„
Наружный диаметр резцовых элементов вьшолняется 4 - 20 мм, диаметры отверстий 6 1-18 мм при толщине стенки не менее 1 мм„ Количество реэ- цовых элементов 2 в ряду зависит от диаметра втулки 1, а количество рядов может быть от двух до шести, при большем количестве рядов усложняется сборка и.ухудшается взаимодействие элементов 2 с прокладками 3 Длина резцовых элементов 2 может быть 4О-100 м в зависимости от обрабатываемого материала Диаметр установки колец 3 зависит от их толщины и количества резцовых элементе® 2 в ряду
Формула изобретения
Инструмент для обработки поверхностей, содержащий втулку с закрепленными на ней упругими резцовыми элементами, расположенными параллельными рядами, и прокладки в виде колец, размещенных между резцовыми элементтами, отличающийся тем, что, с целью повьппения качества обработки, в резцовых элементах вьтол- нены сквозные отверстия диаметром, равным в .резцовых элементах одного ряда и увеличивающимся.-в соседнем ряду в направлении от одного торца инструмента- к другому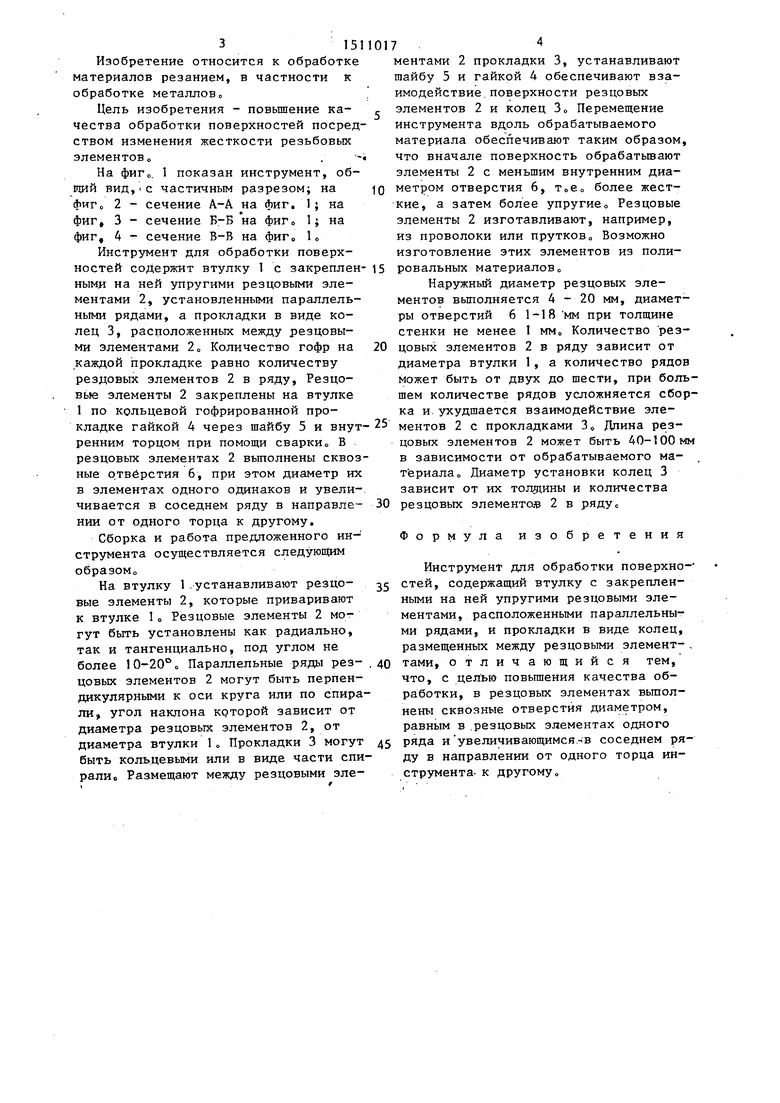
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки поверхностей | 1987 |
|
SU1510829A1 |
| ИГЛО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239543C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2239534C1 |
| Инструмент для обработки поверхностей | 1977 |
|
SU1230812A1 |
| Расточной инструмент | 1989 |
|
SU1660855A1 |
| Расточная головка | 1989 |
|
SU1773574A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2067513C1 |
| Полировальный круг | 1986 |
|
SU1373554A1 |
| Способ обработки глубоких отверстий и инструмент для его осуществления | 1987 |
|
SU1509194A1 |
| Головка для полирования отверстий | 1987 |
|
SU1549738A1 |
Изобретение относится к обработке материалов резанием, в частности к обработке металлов. Целью изобретения является повышение качества обработки посредством изменения жесткости резцовых элементов. Инструмент содержит втулку 1 с закрепленными на ней упругими резцовыми элементами 2, расположенными параллельными рядами, и прокладки в виде колец 3, размещенных между резцовыми элементами. Кольца 3 и резцовые элементы 2 стягиваются гайкой 4 через шайбу 5. В резцовых элементах выполнены сквозные отверстия, диаметр которых в элементах одного ряда одинаков и увеличивается в направлении от одного торца инструмента к другому. В процессе обработки резцовые элементы работают как зубья фрезы, причем в резание вступают вначале резцовые элементы с наименьшим диаметром отверстия, обладающие наибольшей жесткостью. 4 ил.
K S NSSSSS S
| Установка для разгрузки вагонов методом вибрации | 1959 |
|
SU123081A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
