Настоящее изобретение относится к области литья, а в частности, к форме для литья с разовой моделью, а также к изготовлению оболочковых форм, и к способам литья с использованием такой формы.
Так называемые способы литья «по выплавляемым моделям» или «по разовой модели» давно известны. Они особенно подходят для производства металлических деталей, имеющих сложную форму. Так, литье с разовой моделью используется, в частности, для производства лопаток газотурбинного двигателя.
При литье по разовой модели первый этап обычно включает изготовление модели из материала, имеющего сравнительно низкую температуру плавления, такого, например, как воск или смола, и последующее наложение формы на модель. После удаления материала модели изнутри формы согласно наименованию таких способов расплавленный металл заливают в форму для заполнения полости, образованной моделью внутри формы после удаления из нее. Сразу после того, как металл охладится и затвердеет, форма может быть раскрыта или разбита для того, чтобы извлечь металлическую деталь, имеющую форму модели. В настоящем контексте термин «металл» должен пониматься как относящийся не только к чистым металлам, но и, в основном, к сплавам металлов.
Для того, чтобы иметь возможность изготовлять одновременно много деталей, можно объединять множество моделей в единый узел, в котором они соединяются вместе разветвлением, которое образует разливочные каналы в форме для расплавленного металла.
Среди различных типов форм, которые могут использоваться при литье по разовой модели, известны так называемые «оболочковые формы», которые образуются путем погружения модели или узла моделей в суспензию с последующим напылением огнеупорного песка на модель или узел моделей, покрытых суспензией, чтобы образовать оболочку вокруг модели и узла, и при последующем спекании оболочки для затвердевания суспензии и консолидации таким образом суспензии и песка. Несколько последовательных операций погружения и напыления могут быть предусмотрены для получения оболочки достаточной толщины для спекания. Термин «огнеупорный песок» используется в настоящем контексте для обозначения любого гранулированного материала с размерами зерна, в достаточной степени мелкими для соответствия требуемым производственным допускам, который способен, будучи в затвердевшем состоянии, выдерживать температуру расплавленного металла и который способен консолидироваться в единое твердое целое во время спекания оболочки.
Для того, чтобы получить особенно предпочтительные термомеханические свойства в детали, произведенной путем литья, может быть необходимо гарантировать, что металл подвергается направленному затвердеванию в форме. Термин «направленное затвердевание» используется в настоящем контексте для того, чтобы обозначить осуществление контроля за зарождением и ростом твердых кристаллов в расплавленном металле при его переходе из жидкой фазы в твердую фазу. Целью такого направленного затвердевания является избежание отрицательного влияния границ зерен детали. Таким образом, направленное затвердевание может быть столбчатым или монокристаллическим. Столбчатое направленное затвердевания состоит в ориентировании всех границ зерен в одном направлении так, что они не могут способствовать распространению трещин. Монокристаллическая направленность затвердевания заключается в гарантировании того, что деталь затвердевает как единый кристалл, так, чтобы устранить все границы зерен.
Направленное затвердевание особенно необходимо в случаях, когда произведенные детали, такие как лопатки газотурбинного двигателя, должны подвергаться высоким термомеханическим напряжениям. Тем не менее, сложная форма таких лопаток может мешать направленному затвердеванию, вызывая увеличение нежелательных зерен, в особенности рядом с острыми углами лопаток. В лопатке газотурбинного двигателя с хвостовиком и пером с обеих сторон полки, продолжающейся по существу перпендикулярно главной оси лопатки, указанное перо имеет корыто, спинку, входную кромку и выходную кромку, и резкий переход между пером лопатки и полкой может вызвать образование таких нежелательных зерен, в особенности возле выходной кромки.
Для того, чтобы уменьшить вес лопаток газотурбинного двигателя, и прежде всего для того, чтобы обеспечить их охлаждение, обычной практикой является вкладывание огнеупорных стержней в непостоянную модель. Такой огнеупорный стержень остается внутри оболочковой формы после удаления материала модели, и после заливки и охлаждения металла, образуя, таким образом, полый объем в металлической детали. В частности, для того, чтобы обеспечить качественное охлаждение выходной кромки, поскольку ее малая толщина делает ее особенно подверженной воздействию высоких температур, обычной практикой для такого стержня является его выравнивание с поверхностью модели на выходной кромке так, чтобы образовать охлаждающий паз для выходной кромки. Тем не менее, малая толщина стержня в этом месте делает его хрупкой. Кроме того, для того, чтобы держать стержень в правильном положении внутри оболочковой формы во время разливки и охлаждения металла, необходимо направлять его тепловое расширение. Для этого модель может включать в себя направляющую полосу, смежную выходной кромке и имеющую лакированную поверхность огнеупорного стержня, выровненную с каждой стороной модели между выходной кромкой и расширительной полосой. Лакировка на каждой поверхности, которая может быть удалена с оболочкой формы вместе с материалом модели, гарантирует небольшую величину зазора (порядка нескольких сотых миллиметра) между огнеупорным стержнем и оболочковой формой, так, чтобы направлять расширение стержня в этом месте в направлении, перпендикулярном его толщине. Внутри расширительной полосы стержень может иметь большую толщину, что делает его более прочным.
Тем не менее, сложность между формой полости формы на пересечениях выходной кромки или полосой расширения с полкой лопатки значительно повышает риск образования зерен.
Задача и сущность изобретения
Настоящее изобретение направлено, главным образом, на устранение этих недостатков. В частности, изобретение направлено на создание модели, позволяющей избежать нежелательного формирования зерен рядом с пересечениями между выходной кромкой или расширительной полосой с полкой лопатки газотурбинного двигателя, изготовленной из формы способом литья с разовой моделью.
В по меньшей мере одном варианте осуществления настоящего изобретения эта задача достигается за счет того, что модель также включает в себя перегородку, продолжающуюся между полкой и указанной расширительной полосой и имеющей свободную кромку между ними. Термин «перегородка» используется в настоящем контексте для обозначения стенки, являющейся очень тонкой, т.е. с толщиной, которая значительно меньше чем ее другие размеры. Толщина перегородки, тем не менее, необязательно меньше толщины расширительной полосы.
Посредством этих условий можно гарантировать переход между выходной кромкой и полкой, который является более постепенным, избегая острых углов, которые могут возникнуть при появлении нежелательных зерен. Поскольку необработанная отливка, которая получается способом литья с использованием такой модели, должна быть в любом случае подвергнута механической обработке для того, чтобы устранить расширительную полосу, эта перегородка может быть устранена в процессе этой же операции механической обработки без необходимости дополнительных операций.
Предпочтительно свободная кромка перегородки может продолжаться от одной кромки полки до расширительной полосы так, чтобы избежать зарождения нежелательных зерен не только между полкой и выходной кромкой, но также на кромке полки.
Для того, чтобы лучше избегать формирования нежелательных зерен, модель может иметь последовательный переход между свободной кромкой расширительной полосы и свободным краем перегородки. Кроме того, перегородка может иметь толщину, которая меньше или равна толщине расширительной полосы, и свободная кромка может быть скруглена в поперечной плоскости.
Модель может также включать в себя наружный сегмент, продолжающий перо от конца, удаленного от хвостовика лопатки, в частности для того, чтобы получить плавный переход между селекторным каналом и пером лопатки. При таких обстоятельствах перегородка может иметь высоту, которая не превышает половину высоты пера вместе с наружным сегментом.
Для того, чтобы ограничить количество углов, которые могут образовать нежелательные зерна, стык между перегородкой и полкой может продолжать стык между корытом и полкой.
Для того, чтобы содействовать направленному затвердеванию, эта литейная модель может иметь также модель селекторного канала, которая соединяется с концом пера лопатки, противоположным хвостовику лопатки. В способе литья с использованием формы, выполненной вокруг этой литейной модели, можно путем последовательного охлаждения расплавленного металла внутри формы от начальной полости, соединенной с имеющей форму лопатки полостью селекторным каналом, например, каналом в форме отражателя, чтобы гарантировать, что только одно из зерен, зародившихся в начальной полости, распространяется в полости в форме лопатки.
В изобретении также предлагается узел, содержащий множество указанных литейных форм, соединенных вместе разветвлением, позволяющим изготавливать множество лопаток одновременно.
В изобретении также предлагается способ изготовления оболочковой формы, который включает этапы погружения по меньшей мере одной такой литейной модели в суспензию, напыления на по меньшей мере одну покрытую суспензией модель огнеупорного песка для формирования оболочки вокруг по меньшей мере одной модели, удаления по меньшей мере одной модели и спекания оболочки. Кроме того, в изобретении также предлагается способ литья, при котором такое изготовление оболочковой формы сопровождается разливкой расплавленного металла в оболочковую форму, охлаждением металла при его направленном затвердевании, выбиванием для извлечения необработанной металлической отливки и отделкой необработанной отливки. Этот этап отделки может, в частности, включать в себя механическое удаление наружных элементов с необработанной отливки.
Краткое описание чертежей
Изобретение может быть более понятым, а его преимущества станут более очевидными при прочтении следующего подробного описания варианта осуществления, приведенного в качестве не ограничивающего примера. В описании сделана ссылка на прилагаемые чертежи, на которых:
Фиг. 1 представляет собой схему, демонстрирующую выполнение способа литья с направленным затвердеванием;
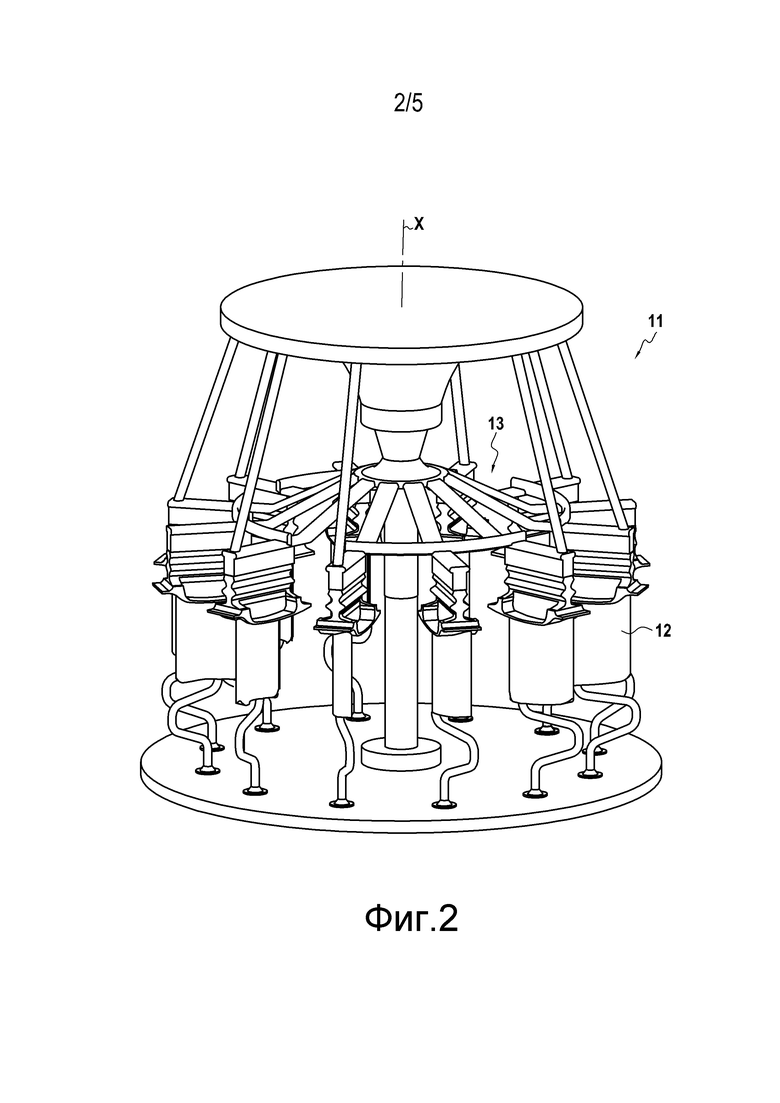
Фиг. 2 представляет собой схему, демонстрирующую узел литейных моделей;
Фиг. 3 представляет собой вид сбоку литейной модели в варианте осуществления;
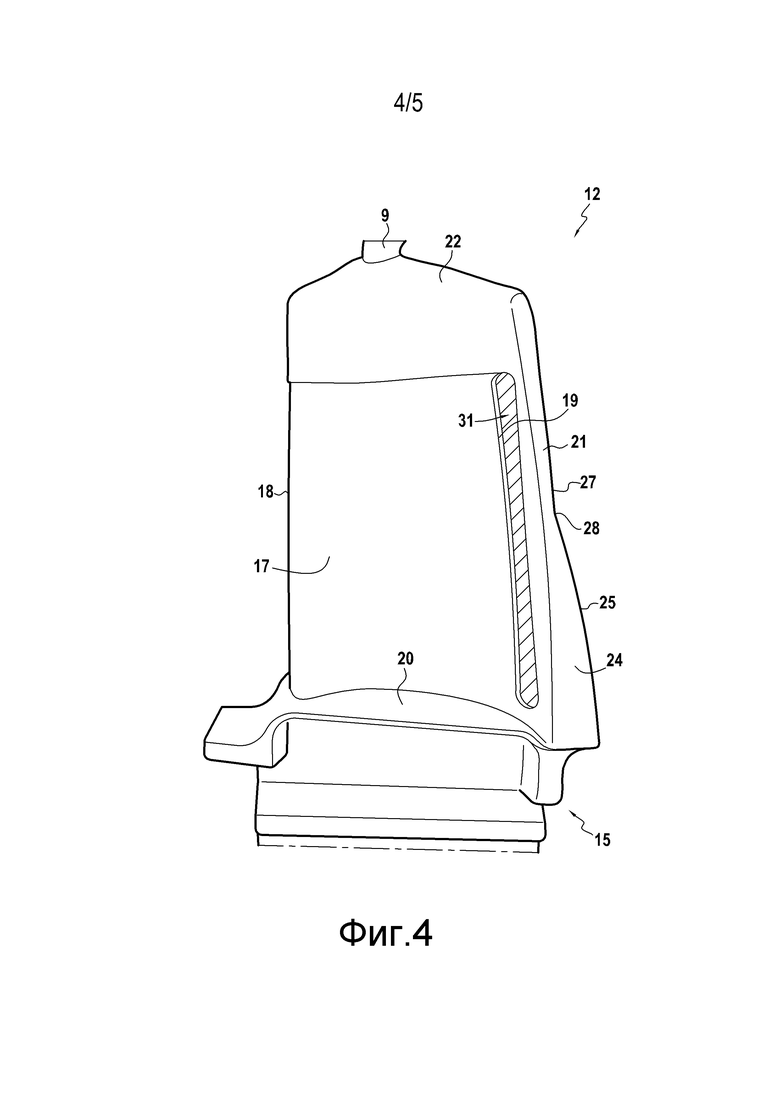
Фиг. 4 представляет собой вид противоположной стороны модели с фиг. 3;
Фиг. 5 представляет собой поперечный разрез модели с фиг. 3 и 4 по линии V-V;
Фиг. 6 представляет собой поперечный разрез модели с фиг. 3-5 по линии VI-VI; и
Фиг. 7 представляет собой вид в продольном разрезе по линии VII-VII части модели, показанной на фиг. 3-6.
Подробное описание изобретения
На фиг. 1 показано, как последовательное охлаждение расплавленного металла для получения направленного затвердевания может обычно осуществляться в способе литья.
Оболочковая форма 1, применяемая в этом способе, содержит центральный выносной элемент 4, продолжающийся вдоль основной оси X между разливочной чашей 6 и плоским основанием 6. В то время, когда оболочковая форма 1 извлекается из нагревательной камеры 3, основание находится в непосредственном контакте со станиной 2. Оболочковая форма 1 содержит также множество формовочных полостей 7, расположенных в виде узла вокруг центрального выносного элемента 4. Каждая формовочная полость 7 соединяется с разливочной чашей 5 питающим каналом 8, через который поступает расплавленный металл при его разливке. Каждая формовочная полость 7 соединяется также внизу через отражательно-селекторный канал 9 с затравкой 10, образованной в меньшей полости, смежной основанию.
Оболочковая форма 1 может производиться так называемым способом литья «по выплавляемым моделям» или «по разовой модели». Первым этапом такого способа является создание не являющегося постоянным узла 11, содержащего несколько моделей 12, соединенных вместе разветвлением 13, как показано на фиг. 2. И модели 12, и разветвление 13 предназначены для образования полых объемов в оболочковой форме 1 и поэтому они выполнены из материала, имеющего низкую температуру плавления, такую как формовочная смола или воск. Когда предполагается производство большого количества частей, можно, в частности, производить эти элементы путем инжекции формовочной смолы или воска в постоянную форму.
В этом случае осуществления для того, чтобы получить оболочковую форму 1 из не являющегося постоянным узла 11 узел 11 погружают в суспензию и затем напыляют на него огнеупорный песок. Эти этапы погружения и напыления могут повторяться несколько раз до тех пор, пока вокруг узла 11 не образуется оболочка из пропитанного суспензией песка требуемой толщины.
Узел 11, покрытый такой оболочкой, может быть затем нагрет так, чтобы расплавить материал с низкой температурой плавления узла 11 и удалить его изнутри оболочки. После этого, при этапе спекания при более высокой температуре суспензия затвердевает так, чтобы консолидировать огнеупорный песок и сформировать оболочковую форму.
Металл или металлический сплав, применяемый при этом способе литья, заливают расплавленным в оболочковую форму 1 через разливочную чашу 5, и он заполняет формовочные полости через питающие каналы 8. Во время этой разливки оболочковую форму 1 держат в нагревательной камере, как показано на фиг. 1. После этого, для того чтобы вызвать последовательное охлаждение расплавленного металла, оболочковая форма, которая опирается на охлаждаемую и подвижную опору 2, извлекается из нагревательной камеры 3 вниз вдоль основной оси X. Поскольку оболочковая форма 1 охлаждается через свою нижнюю часть 6 посредством опоры 2, затвердевание расплавленного металла начинается в затравках 10 и распространяется вверх во время последовательного извлечения книзу оболочковой формы 1 из нагревательной камеры 3. Конструкция, образуемая каждым селектором 9, а также его отражательная форма, тем не менее служат для гарантии того, что только одно из зерен, которое зарождается первоначально в каждой из затравок 10, способно двигаться так, чтобы пройти до соответствующей полости формы 7.
Среди металлических сплавов, которые подходят для использования с этим способом, можно найти, в частности, монокристаллические никелевые сплавы, такие, например, как AM1 и АМ3 фирмы Snecma, а также, среди прочих, другие сплавы, такие как CMSX-2®, CMSX-4®, CMSX-6® и CMSX-10® из Группы С-М, Ren® №5 и №6 от General Electric, RR2000 и SRR99 от Rolls-Royce и PWA 1480, 1484 и 1487 от Pratt&Whitney. В таблице 1 суммирован химический состав этих сплавов.

После охлаждения и затвердевания металла в оболочковой форме форма может быть выбита так, чтобы освободить металлические детали, которые подвергаются отделке путем механической обработки и/или способами отделки поверхности.
Когда детали для литья в формах имеют сложную форму, они могут, тем не менее, делать направленное затвердевание металла в каждой полости формы 7 более трудным. В частности, острые углы в полости 7 могут привести к появлению нежелательных зерен, которые ослабляют деталь. Для того, чтобы избежать такого нежелательного формирования зерен, модели 12 в этом варианте осуществления получают дополнительные элементы, которые сглаживают некоторые острые углы в полостях 7 формы. Одна такая литейная модель 12 для производства лопатки газотурбинного двигателя показана на фиг. 3 и 4. Эта литейная модель 12 имеет, таким образом, форму лопатки газотурбинного двигателя с пером 14 лопатки и хвостовиком 15 лопатки для крепления лопатки к ротору газотурбинного двигателя. Перо 14 лопатки имеет спинку 16 и корыто 17, которые сходятся по входной кромке 18 и выходной кромке 19. Полка 20 находится между пером 14 лопатки и хвостовиком 15 лопатки. Модель имеет также наружные элементы и, в частности, расширительную полосу 21, смежную выходной кромке 19 и наружный сегмент 22, продолжающий перо 14 лопатки на конце, противоположном хвостовику 15 лопатки. Этот наружный сегмент 22 предназначен для соединения с селекторным каналом 9, а хвостовик 15 лопатки предназначен для соединения с питающим каналом 8 так, что в полости формы 7, образованной моделью 12 в оболочковой форме 1, расплавленный металл протекает от хвостовика 15 лопатки в направлении пера 14 лопатки во время литья с последующим затвердеванием в противоположном направлении во время его направленного затвердевания.
Модель 12 имеет также огнеупорный твердый стержень 23, предназначенный для формирования полости в лопатке газотурбинного двигателя. На каждой стороне модели 12 лакированная поверхность 31 стержня 23 выровнена с поверхностью модели 12 между выходной кромкой 19 и полосой 21, как показано на фиг. 5 и 6. Во время этапа погружения и напыления модели 12 на открытых поверхностях модели 12 образуется оболочка из пропитанного суспензией песка, включая эти лакированные поверхности 31 стержня 23. Во время удаления модели и/или спекания оболочки удаляется также лак, покрывающий эти поверхности 31, оставляя, таким образом, между этими поверхностями 31 стержня и соответствующими внутренними поверхностями оболочковой формы 1 небольшой зазор, обычно в пределах от двух до трех сотых миллиметра. В этом месте этот небольшой зазор позволяет стержню перемещаться перпендикулярно к своей толщине относительно оболочковой формы 1, направляя, таким образом, тепловое расширение стержня 23 во время литья и охлаждения металла. Тем не менее, небольшие размеры этого зазора предотвращают протекание расплавленного металла в этом месте между стержнем 23 и оболочковой формой 1. Таким образом, в необработанной отливке задняя кромка и полоса разделяются зазором, который облегчает последующую механическую обработку полосы при отделке необработанной отливки.
Особенно критическим местом для формирования нежелательных зерен являются места, близкие к пересечению между выходной кромкой 19 и полкой 20. Множество острых углов могут сходиться в этом месте, увеличивая, таким образом, опасность формирования нежелательных зерен. Для того, чтобы избежать это, в показанном варианте осуществления модель 12 имеет также тонкую перегородку 24 между полосой 21 и полкой 20. Эта перегородка 24 представляет свободную кромку 25, продолжающуюся между полосой 21 и концом 2 6а края полки 20. Перегородка 24 имеет толщину e1, которая равна или меньше толщины е2 смежной полосы 21. Высота h1 перегородки 24 составляет приблизительно половину высоты в необработанном виде h2 пера 14 лопатки, включающего наружный сегмент 22. Поскольку свободная кромка 25 перегородки 24 и наружная кромка 27 полосы 21 скруглены, как показано на фиг. 5 и 6, переход 28 между ними является очень последовательным. Полоса 21 и перегородка 24 следуют кривизне, при ее наличии, выходной кромки 19. Переход 29 между перегородкой 24 и полкой 20 скруглен в продольной плоскости, как показано на фиг. 7, и продолжается от линии перехода 30 между спинкой 17 и полкой 20.
В способе литья, применяемом для изготовления по меньшей мере одной лопатки газотурбинного двигателя из такой модели, перегородка и полоса в необработанной отливке могут быть легко удалены одновременно путем механической обработки при отделке необработанной отливки. Это делает возможным получение чистой детали без необходимости выполнять больше операций механической обработки, чем могло бы потребоваться с моделью, которая не имеет перегородки 24.
Хотя настоящее изобретение описано со ссылкой на конкретный вариант осуществления, ясно, что в него могут быть внесены различные модификации и изменения, не выходящие за рамки объема изобретения, определенного в формуле изобретения. Кроме того, отдельные характеристики различных упомянутых вариантов осуществления, могут комбинироваться в дополнительных вариантах осуществления. Следовательно, описание и чертежи должны рассматриваться скорее как иллюстрирующие, а не ограничивающие изобретение.



Изобретение относится к области литья и, в частности, к модели (12) для литья по разовой модели, выполненной в форме лопатки газотурбинного двигателя с хвостовиком (15) и пером (14) с обеих сторон полки (20), которая перпендикулярна основной оси лопатки. Перо лопатки (14) имеет внутреннюю поверхность (17), спинку (16), входную кромку (18) и выходную кромку (19). Модель (12) также включает расширительную полосу (21), смежную выходной кромке (19), и огнеупорный стержень (21), заделанный в модель (12), и имеющий как на корыте (17), так и на спинке (16) соответствующую выровненную лакированную поверхность (31) между выходной кромкой (19) и расширительной полосой (21). Перегородка (24) продолжается между полкой (20) и указанной расширительной полосой (21) и имеет свободную кромку (25) между ними. Изобретение также относится к способу изготовления оболочковой формы из модели (12) и способу литья с использованием оболочковой формы. В результате обеспечивается устранение образования зерен на пересечениях выходной кромки или расширительной полосой с полкой лопатки газотурбинного двигателя. 4 н. и 7 з.п. ф-лы, 7 ил., 1 табл.
1. Модель (12) для литья по разовой модели, выполненная в форме лопатки газотурбинного двигателя с хвостовиком (15) и пером (14) с обеих сторон полки (20), которая перпендикулярна основной оси лопатки, причем указанное перо лопатки (14) имеет корыто (17), спинку (16), входную кромку (18) и выходную кромку (19), при этом модель (12) содержит расширительную полосу (21), смежную выходной кромке (19), и огнеупорный стержень (23), заделанный в модель (12) и имеющий на корыте (17) и на спинке (16) соответствующую выровненную лакированную поверхность (31) между выходной кромкой (19) и расширительной полосой (21), отличающаяся тем, что она содержит перегородку (24), продолжающуюся между полкой (20) и указанной расширительной полосой (21) и имеющую свободную кромку (25) между ними.
2. Модель (12) по п.1, отличающаяся тем, что свободная кромка (25) перегородки (24) продолжается от одного края (26) полки (20) до расширительной полосы (21).
3. Модель (12) по п.1, отличающаяся тем, что она имеет последовательный переход (28) между свободной кромкой (27) расширительной полосы (21) и свободной кромкой (25) перегородки (24).
4. Модель (12) по п.1, отличающаяся тем, что перегородка (24) имеет толщину, которая меньше или равна толщине расширительной полосы (21).
5. Модель (12) по п.1, отличающаяся тем, что свободная кромка (25) перегородки (24) скруглена в поперечной плоскости.
6. Модель (12) по п.1, отличающаяся тем, что она дополнительно содержит наружный сегмент (22), продолжающий перо (14) на конце, противоположном хвостовику (15) лопатки, при этом перегородка (24) имеет высоту, которая не превышает половину высоты пера (14), включающего наружный сегмент (22).
7. Модель (12) по п.1, отличающаяся тем, что она имеет соединение (29) между перегородкой (24) и полкой (30), продолжающее соединение (30) между спинкой (16) и полкой (20).
8. Модель (12) по п.1, отличающаяся тем, что она содержит селекторный канал (9), который соединен с концом пера лопатки (14), противоположным хвостовику пера (15).
9. Литейный узел (11) для одновременного изготовления множества лопаток газотурбинного двигателя, содержащий множество литейных моделей (12) по любому из пп. 1-8, которые соединены вместе разветвлением (15).
10. Способ изготовления оболочковой формы (1), включающий
погружение по меньшей мере одной литейной модели (12) по любому из пп.1-8 в суспензию,
напыление на по меньшей мере одну покрытую суспензией литейную модель (12) огнеупорного песка для формирования оболочки вокруг по меньшей мере одной литейной модели (12),
удаление по меньшей мере одной литейной модели (12) и
спекание оболочки.
11. Способ литья, включающий
изготовление оболочковой формы (1) способом по п. 10,
разливку расплавленного металла в оболочковую форму (1),
охлаждение металла с его направленным затвердеванием,
выбивание оболочковой формы (1) для извлечения необработанной металлической отливки и
отделку необработанной отливки.
| US 3411563 A1, 19.11.1968 | |||
| Форма по выплавляемым моделям для получения литья методом погружения | 1978 |
|
SU722655A1 |
| Живая вакцина против пастереллеза (холеры) птиц из слабовирулентного штамма "К" для накожной вакцинации | 1958 |
|
SU119657A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКРЕМНЕЗЕМНЫХ КЕРАМИЧЕСКИХ ФОРМ ДЛЯ ТОЧНОГО ЛИТЬЯ МЕТАЛЛОВ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2411104C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ И ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1997 |
|
RU2115506C1 |
| DE 10033688 A1, 24.01.2002. | |||

