Область техники
Настоящее изобретение относится к способу литья детали, содержащей полости, по выплавляемой модели с помощью керамической формы.
Уровень техники
В уровне техники литье по выплавляемой модели выполняют с использованием расходной модели в расходной форме, выполненной в виде одноразового керамического покрытия модели. Известный способ содержит следующие этапы:
изготовление позитивной модели (в форме, соответствующей изготавливаемой литой детали) из твердого или эластичного материала;
изготовление временной формы путем заливания модели жидкостью и ее охлаждения до отверждения;
извлечение модели;
формирование временной модели путем заливания второй жидкости в полость временной формы и охлаждения этой жидкости до отверждения;
расплавление или растворение временной формы;
нанесение керамического покрытия на временную модель для получения твердой керамической оболочки вокруг временной модели;
расплавление или растворение временной модели и удаление образовавшейся жидкости из керамической оболочки;
заполнение полости оболочки расплавленным металлом и его отверждение с целью формирования литой детали окончательной формы.
Большинство производителей газовых турбин использует в своей продукции усовершенствованные лопатки с несколькими тонкими стенками, изготовленные из суперсплавов. Они содержат каналы воздушного охлаждения сложной формы, позволяющие повысить эффективность внутреннего охлаждения лопаток, увеличить тягу и добиться удовлетворительного срока службы. Патенты US 5,295,530 и 5,545,003 описывают усовершенствованную конструкцию лопаток газовых турбин с несколькими тонкими стенками, содержащих каналы воздушного охлаждения сложной формы.
Описываемый изобретением способ позволяет производить любые высококачественные литые детали, так как допускает изготовление временной модели во временной форме независимо от сложности детали, исключая риск разрушения и деформации временной модели, а также необходимость использования сердечников, чувствительных к деформации.
Литье по выплавляемой модели - один из старейших известных процессов формования, использовавшийся уже многие тысячи лет назад для изготовления декоративно-прикладных изделий из металлов, в частности, меди, бронзы и золота. Промышленное литье по выплавляемым моделям стало широко применяться в 1940-х годах, так как Вторая мировая война увеличила потребность в точных деталях, изготовленных из специальных металлических сплавов. В настоящее время литье по выплавляемым моделям часто применяется в аэрокосмической и энергетической промышленности для изготовления компонентов турбин, в частности, лопаток и направляющих поверхностей сложной формы с внутренними каналами охлаждения.
Изготовление рабочих или направляющих лопаток газовой турбины методом литья по выплавляемой модели подразумевает изготовление керамической формы с внешней керамической оболочкой, внутренняя поверхность которой соответствует форме крыла, и одним или несколькими керамическими сердечниками, расположенными внутри внешней керамической оболочки и соответствующими внутренним каналам охлаждения, которые должны быть сформированы внутри несущей поверхности. Расплавленный сплав заливают в керамическую форму, где он охлаждается и отвердевает. После этого внешнюю керамическую оболочку и один или несколько керамических сердечников удаляют механическим или химическим путем, чтобы высвободить литую рабочую сторону лопатки с внешним профилем и полостями внутренних каналов охлаждения (в форме одного или нескольких керамических сердечников).
Существуют различные способы формирования вкладышей для литейных форм и сердечников, имеющих сложную и детализированную геометрическую форму и различные размеры. Также существуют различные способы размещения и фиксации вкладышей в литейных формах. Наиболее широко распространен способ фиксации сердечников в литейных формах при помощи небольших керамических штифтов, которые могут быть выполнены как единое целое с формой и/или сердечником, выступают от поверхности формы к поверхности сердечника и служат для размещения и поддержки вставного сердечника. После выполнения литья отверстия в литой детали заполняют, например, с помощью сварки или иного подобного метода, предпочтительно, сплавом, из которого изготовлена литая деталь.
Керамический сердечник обычно изготавливают методом литья под давлением, литьевого прессования или литья с использованием подходящего жидкого материала для керамического сердечника, преобразуемого в желаемую форму сердечника. Керамический материал сердечника содержит один или несколько керамических порошков, связующее вещество и, возможно, добавки, и заливается в пресс-форму сердечника, имеющую соответствующую форму.
При изготовлении керамического сердечника методом литья под давлением сначала изготавливают половины соответствующей пресс-формы сердечника из износостойкой стали методом прецизионной обработки, затем из половин собирают литьевую форму, соответствующую требуемой форме сердечника, после чего осуществляют впрыск керамической формовочной массы под давлением в литьевую форму. Формовочная масса, как уже упоминалось, содержит смесь керамического порошка и связующего вещества. После отверждения керамической формовочной массы до состояния «полуфабриката» половины формы разделяют, чтобы высвободить полуфабрикат.
После извлечения полуфабриката сердечника из пресс-формы его подвергают обжигу при высокой температуре в один или несколько этапов, чтобы удалить нестойкое связующее вещество и выполнить спекание и отверждение сердечника, в частности, при литье металлических материалов, например, суперсплава на основе никеля или кобальта. Такие сплавы применяют, в частности, для отливки монокристаллических лопаток газовых турбин.
При литье полых лопаток газовых турбин с внутренними каналами охлаждения обожженный керамический сердечник располагают в керамической оболочковой форме для прецизионного литья с целью формирования внутренних каналов охлаждения в литой детали. Обожженный керамический сердечник, используемый для прецизионного литья полых лопаток, обычно имеет оптимальную с точки зрения гидродинамики форму с передней и задней кромкой малого сечения. Между областями передней и задней кромки сердечник может содержать продольные или имеющие иную форму отверстия, предназначенные для формирования внутренних стенок, ступеней, поворотов, ребер и иных аналогичных профилей с целью разграничения и формирования каналов охлаждения в литой лопатке турбины.
В дальнейшем обожженный керамический сердечник используют для изготовления внешней оболочковой формы известным методом литья по выплавляемой модели, причем керамический сердечник располагают в модельной форме, а вокруг сердечника формируют временную модель, в частности, путем впрыска под давлением материала модели, например, воска, термопластичного материала или иного подобного материала, в пространство между сердечником и внутренними стенками формы.
Полную керамическую литьевую форму изготавливают путем помещения керамического сердечника внутрь двух составленных половин другой формы (называемой формой или пресс-формой для восковой модели), изготовленной из точно обработанной закаленной стали и определяющей объем впрыска, соответствующий требуемой форме лопатки, после чего вводят расплавленный воск в форму для восковой модели вокруг керамического сердечника. После отверждения воска половины формы для восковой модели разделяют и удаляют. В итоге получают керамический сердечник, заключенный в открытую восковую модель, которая на данный момент соответствует форме лопатки.
С расходной моделью с керамическим сердечником внутри повторно выполняют операции, направленные на изготовление оболочковой формы. Например, состоящий из модели и сердечника узел повторно погружают в керамический шликер. Затем избыточный шликер сливают, наносят керамическое покрытие и сушат воздухом с целью формирования нескольких керамических слоев, из которых образуется оболочковая форма. Далее из полученного узла, состоящего из модели и сердечника и заключенного в оболочку, удаляют модель, например, с помощью парового автоклава. Это позволяет целенаправленно удалить временную или расходную модель, оставив оболочковую форму с керамическим сердечником внутри. После этого оболочковую форму обжигают при высокой температуре с целью придания оболочковой форме прочности, достаточной для литья металла.
Расплавленный металлический материал, например, суперсплав на основе никеля или кобальта, заливают в предварительно нагретую оболочковую форму и отверждают с целью получения литой детали с поликристаллическим или монокристаллическим зерном. Полученная литая рабочая сторона лопатки все еще содержит керамический сердечник, извлечение которого позволит сформировать внутренние каналы охлаждения. Сердечник можно удалить путем вымывания или иными обычными способами. В результате будет получена полая литая металлическая деталь обтекаемого профиля.
Этот известный способ литья по выплавляемой модели является дорогостоящим и требует много времени. Разработка новых конструкций лопаток обычно занимает много месяцев и требует вложения сотен тысяч долларов. Кроме того, выбор конструкции определяется технологическими ограничениями при изготовлении керамических сердечников, например их хрупкостью или трудоемкостью изготовления детализированных или крупных сердечников. Эти ограничения известны в металлообрабатывающей промышленности, и на сегодняшний день разработаны, по меньшей мере, некоторые усовершенствования, например, усовершенствованный способ литья охлаждающих каналов на задней кромке лопатки (патент US 7,438,527). Однако, поскольку рынок требует постоянного повышения эффективности и производительности газовых турбин, ограничения существующих процессов литья по выплавляемой модели становятся все более болезненными.
Методы литья по выплавляемым моделям чувствительны к ряду неточностей. В то время как неточности внешнего контура часто можно исправить с помощью обычных технологий, неточности внутренних структурных форм сердечника трудно, а зачастую даже невозможно устранить.
Внутренние неточности обусловлены известными факторами. Как правило, это неточности при изготовлении структуры сердечника, неточности при заливании сердечника в восковой форме во время изготовления и сборки пресс-формы, непредвиденные деформации или дефекты, обусловленные усталостью керамических форм и разрушения оболочки, сердечника или крепежных деталей в процессе изготовления, сборки и обработки перед процессом литья или во время него.
Точное соблюдение формы, размеров и положения сердечника стало наиболее сложной проблемой при изготовлении форм. Эти аспекты литья по выплавляемой модели легли в основу изобретения, хотя способ, описываемый настоящим изобретением, может быть применен и в других технологиях.
Обычно изготовление литьевой формы и сердечника ограничено возможностью точного формирования мелких деталей с достаточным разрешением. Известные системы существенно ограничены в отношении точности позиционирования, гарантированного соблюдения размеров и изготовления сложных и детализированных форм.
Сердечники, как правило, представляют собой фасонные детали, изготовленные методом традиционного литья или формования керамики с соответствующим последующим обжигом. Природа этих керамических сердечников предполагает намного меньшую точность по сравнению с точностью, достижимой при литье металла. Обычные керамические формовочные массы дают значительно большую усадку и более склонны к растрескиванию, образованию пузырьков и других дефектов. Таким образом, имеет место высокая вероятность дефектов и большой процент брака, обусловленный неустранимыми недостатками, связанными с дефектами сердечников и ошибками их позиционирования. По меньшей мере, требуются большие расходы на доводочные работы для исправления литых деталей, параметры которых находятся вне поля допуска, если такие детали вообще поддаются коррекции путем доводки, шлифовки и иных подобных способов. Это существенно ограничивает производительность и эффективность процесса литья по выплавляемой модели.
Другим ограничивающим аспектом литья по выплавляемой модели всегда было значительное время разработки, как правило, металлических пресс-форм для сердечников и временной модели, а также связанные с этим высокие затраты. Отдельные этапы разработки пресс-формы, включая, в частности, геометрическую форму и размеры восковых форм, геометрическую форму и размеры полуфабриката и конечную геометрию обожженных форм, в частности, сердечников, а также итоговую конфигурацию и размеры литой детали, изготовленной в этих формах, зависят от целого ряда переменных, в число которых входит коробление, усадка и растрескивание на различных этапах изготовления и, в частности, во время обжига керамического полуфабриката. Как хорошо известно специалистам в этой области, эти параметры невозможно точно предсказать, и разработка форм для литья по выплавляемой модели представляет собой высоко итерационный и эмпирический процесс проб и ошибок, который для сложных отливок занимает, как правило, от двадцати до пятидесяти недель до ввода процесса в эксплуатацию.
Следовательно, сложное литье полых деталей по выплавляемым моделям ограничено, в частности, изготовлением отдельных деталей. Литье достаточно крупных серий, как правило, не представляется возможным из-за ограничения цикличности процесса и его элементов, в частности пресс-форм. Изменения конструкции литых деталей требуют соразмерной доработки формы и поэтому требуют очень больших вложений и затрат времени.
В уровне техники известны усовершенствованные керамические составы, в той или иной степени уменьшающие возникновение таких проблем.
Хотя эти методы в известной мере улучшают ситуацию, они увеличивают стоимость процесса литья и, тем не менее, не решают всех проблем.
Опыт использования этих методов, включающих воздействие на полуфабрикат и, в частности, механическую обработку полуфабриката, показал, что изменения размеров во время обжига керамического элемента по-прежнему вызывают ряд неточностей, ограничивающих достижение требуемой геометрии и размеров обожженного элемента. Хрупкость полуфабрикатов ограничивает количество доступных для использования методов, причем, как правило, требуется значительный объем ручной работы. Даже при самом строгом соблюдении мер предосторожности и максимальной тщательности существенная часть сердечников разрушается в результате обработки.
Но наибольшей проблемой является то, что в уровне техники усилия, направленные на уменьшение длительности цикла разработки пресс-формы или сокращения количества итераций, необходимых для изготовления окончательных форм с требуемой точностью форм и размеров, даже с учетом новейших разработок, не принесли значительных результатов. В уровне техники не существует эффективных способов изменения формы оболочки и сердечников, не укладывающейся в спецификацию, или способов коррекции форм в связи с изменением конструкции, не требующих повторного процесса разработки форм.
Кроме того, в уровне техники известно измельчение воска, в частности, в стоматологии, для которого не находится прямого применения в литье по выплавляемой модели.
Раскрытие изобретения
Задачей настоящего изобретения является разработка способа изготовления форм для литья по выплавляемой модели и, в частности фасонных сердечников, отличающихся высокой и улучшенной воспроизводимостью, стабильностью размеров и точностью.
Эта задача решена способом с признаками пункта 1 формулы изобретения. Предпочтительные варианты исполнения изобретения раскрыты в зависимых пунктах формулы.
Преимущество настоящего изобретения заключается в том, что оно позволяет обойтись без использования формы, которая ранее требовалась для отливки восковых моделей и сердечников, и, тем самым, сократить длительность цикла разработки формы для изготовления форм для литья по выплавляемой модели и сердечников, отличающихся высокой точностью и сложной геометрией.
Еще одно преимущество настоящего изобретения заключается в возможности быстрого изменения геометрии и размеров форм и сердечников для литья по выплавляемой модели, требующегося для их коррекции в связи с внесением изменений в конструкцию, без повторения цикла разработки формы.
Настоящее изобретение относится к способу получения содержащей полости литой детали с помощью трехмерной цифровой координатной модели литой детали методом литья по выплавляемой модели с использованием керамической формы, причем способ содержит следующие этапы:
- (необязательный первый этап) Адаптация геометрии трехмерной модели сердечника для изготовления полостей для первого (предпочтительно, не использующего литье, по меньшей мере, на заключительном этапе) метода изготовления сердечника с использованием ЧПУ;
a) изготовление сердечника на станке с числовым программным управлением (ЧПУ) по трехмерной модели в рамках первого метода изготовления с использованием ЧПУ (предпочтительно, путем фрезерования или генеративной технологии, в частности, 3D-печати, селективного лазерного плавления или спекания);
b) позиционирование сердечника в держателе для обработки;
c) заливка модельного материала (предпочтительно, модельного воска) вокруг сердечника в объем, превышающий объем литой детали (предпочтительно, со всех сторон до выхода за объем литой детали, пространственно определяемый в трехмерной модели положением сердечника в держателе для обработки) и отверждение модельного материала;
d) изготовление с использованием ЧПУ внешнего контура временной (расходной) модели литой детали вокруг сердечника из отвердевшего модельного материала в соответствии с трехмерной моделью в рамках второго (предпочтительно, не использующего литье, по меньшей мере, на заключительном этапе) метода изготовления с использованием ЧПУ (например, путем резания, предпочтительно, фрезерования);
e) нанесение керамической оболочки литейной формы (предпочтительно, изготовленной из жаропрочной керамики) на внешний контур расходной модели и формирование позиционирующего соединения керамической формы с держателем для обработки;
f) выплавка расходной модели из керамической формы вокруг сердечника в держателе для обработки;
g) спекание керамической литейной формы;
h) заливка расплавленного металла в керамическую форму вокруг сердечника в держателе для обработки;
i) затвердевание расплавленного металла в твердую литую деталь и
j) удаление керамической формы и сердечника из литой детали.
Описываемый изобретением способ изготовления, например, лопатки газовой турбины методом литья по выплавляемой модели предусматривает изготовление керамической литейной формы с внешней керамической оболочкой, внутренняя поверхность которой соответствует контуру лопатки газовой турбины, а также с одним или несколькими керамическими сердечниками, расположенными внутри внешней керамической оболочки и соответствующими внутренним каналам охлаждения, которые необходимо сформировать внутри несущей поверхности. Расплавленный сплав вводят в керамическую литьевую форму, где он охлаждается и отвердевает. После этого внешнюю керамическую оболочку и один или несколько керамических сердечников удаляют механическим или химическим путем, чтобы высвободить литую рабочую сторону лопатки с внешним профилем и полостями внутренних каналов охлаждения (в форме одного или нескольких керамических сердечников).
Согласно изобретению, керамический сердечник изготавливают с использованием ЧПУ (ЧПУ - числовое программное управление), в частности, в виде негативной формы или дополняющей формы полых структур в соответствии с трехмерной моделью изготавливаемой литой детали. В рамках первого метода изготовления с использованием ЧПУ на этапе а) может использоваться фрезерование и/или генеративное производство, в частности, 3D-печать, селективное лазерное плавление или спекание.
Предварительно на дополнительном первом этапе можно адаптировать трехмерную модель с помощью САПР таким образом, чтобы она стала пригодна, в частности, адаптирована по размерам для литья по выплавляемой модели и, в частности, для метода изготовления с использованием ЧПУ.
Описываемый изобретением способ изготовления с использованием ЧПУ (на этапе а) и/или d)) предусматривает формирование команд управления обрабатывающим станком в соответствии, по меньшей мере, с частью трехмерной модели сердечника и/или модели.
Согласно изобретению, на этапе а) изготавливают, по меньшей мере, один вкладыш в виде фасонного сердечника с высокой и воспроизводимой точностью, например, методом отливки полуфабриката сердечника из керамики, обжига керамики и окончательной обработки сердечника с использованием одного или нескольких методов обработки, в частности, фрезерования.
Вкладыш в виде сердечника можно вырезать из блока предварительно спеченной керамики или металлокерамики, имеющей однородную пористость, причем допускается даже усадка при последующей обработке и использовании, так как ее можно предсказать. В частности, можно изготавливать блоки предварительно спеченной керамики или металлокерамики с очень равномерной и предсказуемой усадкой. Это позволяет повысить точность отливок по сравнению с традиционными сердечниками (пористость и коэффициент усадки которых значительно варьируют).
На поверхности сердечников после механической обработки можно нанести покрытие, предназначенное для получения гладкой поверхности литьевой формы. Поверхность керамики представляет собой соответствующую гладкую поверхность литой детали, преобразуемой в литейную форму.
На этапе b) один или несколько обработанных сердечников помещают в предпочтительно адаптированный к его форме держатель для обработки, чтобы обеспечить максимально точное соблюдение размеров детали, в частности, между контуром сердечника и внешним контуром. Держатель для обработки также служит основой для определения, по меньшей мере, одной опорной точки между геометрией сердечника и последующим высокоточным формированием внешнего контура расходной модели с использованием ЧПУ, например, фрезерованием воскового блока на этапе d) с использованием ЧПУ.
После фрезерования последнего сердечника на этапе а), например, на 5-осевом фрезерном станке с ЧПУ, на этапе с) осуществляют заливку модельного материала, в частности, разогретого до определенной температуры, в объем в держателе. Этот материал после отверждения образует блок модельного материала с одним или несколькими сердечниками внутри. Объем, предпочтительно, со всех сторон выходит за границы объема литой детали, предусмотренного трехмерной моделью. Согласно трехмерной модели, объем литой детали определен в пространстве положением сердечника в держателе для обработки.
После этого указанный держатель для обработки, включая блок модельного материала, помещают, например, в 5-осевой фрезерный станок с ЧПУ, чтобы при последующем фрезеровании внешнего контура расходной восковой модели обеспечить максимальную точность обработки. Блок модельного материала можно обрабатывать на станке с ЧПУ с соблюдением конструктивных требований к высокому качеству поверхности и точности размеров. Точность позиционирования при этой обработке на этапе d) по отношению к сердечнику можно обеспечить даже с помощью обычных для машиностроения способов подгонки и позиционирования при зажимании сердечника в держатель для обработки и самого держателя в станке с ЧПУ. В качестве альтернативы или дополнения на сердечник (и/или держатель для обработки) можно установить опорное позиционирующее устройство, активизируемое, в частности, перед этапом d) станком с ЧПУ с целью ориентации и/или контроля команд ЧПУ, задающих траекторию движения инструмента.
Полную керамическую литьевую форму изготавливают следующим образом: сначала помещают керамический сердечник вовнутрь объемной формы для модельного материала и заливают в эту форму модельный материал, в частности, воск, который, отвердевая, образует заготовку расходной формы. После отверждения воска внешний контур литой детали (например, форму элемента турбины), предпочтительно, фрезеруют с использованием ЧПУ. С этой расходной моделью с керамическим сердечником внутри повторно выполняют операции, направленные на изготовление оболочковой формы. Например, состоящий из модели и сердечника узел повторно погружают в керамический шликер. Затем избыточный шликер сливают, наносят керамическое или песчаное покрытие и сушат воздухом с целью формирования нескольких керамических слоев, из которых образуется оболочковая форма. Далее из полученного узла, состоящего из модели и сердечника и заключенного в оболочку, удаляют модель, например, с помощью парового автоклава. Это позволяет целенаправленно удалить временную или расходную модель, оставив оболочковую форму с керамическим сердечником внутри. После этого оболочковую форму обжигают при высокой температуре с целью придания оболочковой форме прочности, достаточной для литья металла.
Жидкий металлический материал, например, суперсплав на основе никеля или кобальта, заливают в предварительно нагретую оболочковую форму и отверждают с целью получения литой детали с равноосным или направленно отвержденным поликристаллическим зерном или монокристаллическим зерном. Полученная литая лопатка все еще содержит керамический сердечник, извлечение которого позволит сформировать внутренние каналы охлаждения. Сердечник можно удалить путем вымывания или иными обычными способами. В результате будет получена полая литая металлическая деталь.
Одно из основных преимуществ способа, описываемого настоящим изобретением, заключается в сокращении длительности цикла изготовления фасонных деталей и ускорении процесса разработки литьевых форм. Согласно изобретению, итеративный процесс разработки, принятой в уровне техники, значительно сокращается или даже устраняется, поскольку нет необходимости в получении, в частности, окончательной «чистой» формы с учетом последующих процессов формования керамических литьевых форм, например, усушки и усадки. Поскольку окончательную форму можно изготовить непосредственно, предусматриваемое изобретением изготовление деталей требуемой формы и размеров методом литья по выплавляемой модели более не будет сложным и трудоемким делом, в частности, можно будет обойтись без метода проб и ошибок, необходимого в уровне техники.
Краткое описание чертежей
Эти и другие преимущества и признаки настоящего изобретения будут рассмотрены ниже на основании прилагаемых фигур, иллюстрирующих один из вариантов исполнения изобретения. На фигурах изображено:
Фигуры 1-7: схематичные виды последовательных этапов описываемого изобретением способа изготовления литой детали, имеющей полости.
Осуществление изобретения
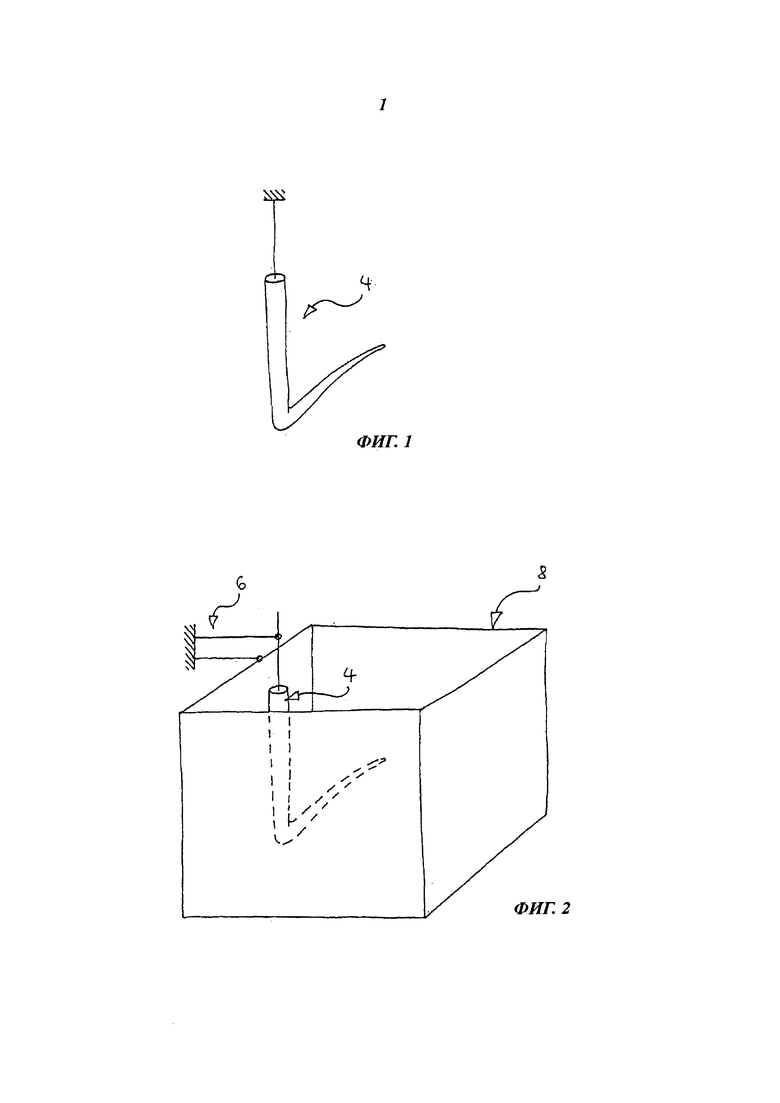
На основании трехмерной цифровой геометрической модели (не показанной на фигурах) литой детали 2 (фиг. 7) на начальном этапе способа, показанном на фигуре 1, изготавливают сердечник 4 в соответствии с трехмерной моделью в рамках первого метода изготовления с использованием ЧПУ, в частности, на фрезеровальном станке с ЧПУ (не показанном на фигурах).
Как показано на фигуре 2, на следующем этапе способа сердечник 4 располагают в держателе 6 для обработки. Вокруг сердечника расположен объем 8, также установленный и зафиксированный в держателе 6 для обработки.
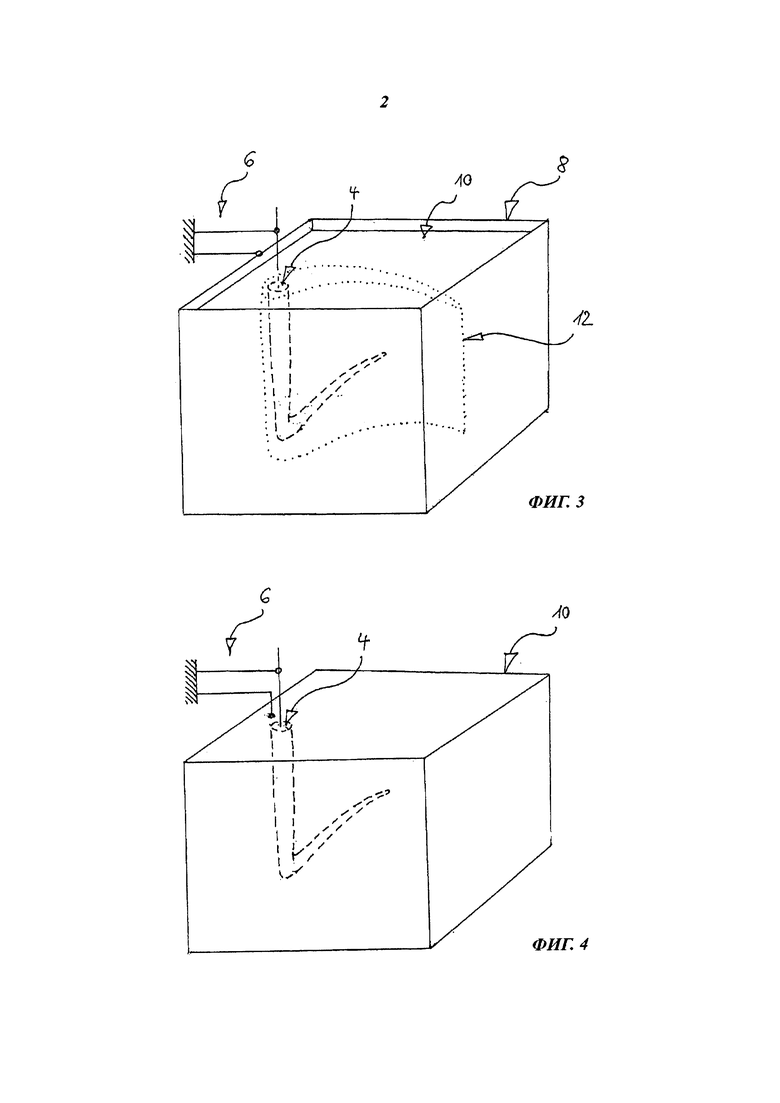
Как показано на фигуре 3, на следующем этапе способа 10 вокруг сердечника 4 в объем 8 заливают модельный воск 10. Объем 8 превышает объем 12 литой детали, поэтому модельный воск 10 заливают в объем 8 вокруг сердечника 4 таким образом, чтобы он со всех сторон выходил за пределы объема 12 литой детали. Согласно трехмерной модели (не показанной на фигурах), пространственное положение объема 12 литой детали 2 (фиг. 7) определяется положением сердечника 4 в держателе 6 для обработки.
Как показано на фигуре 4, на следующем этапе способа модельный материал 10 отвердевает вокруг сердечника 4, после чего объем 8 удаляется.
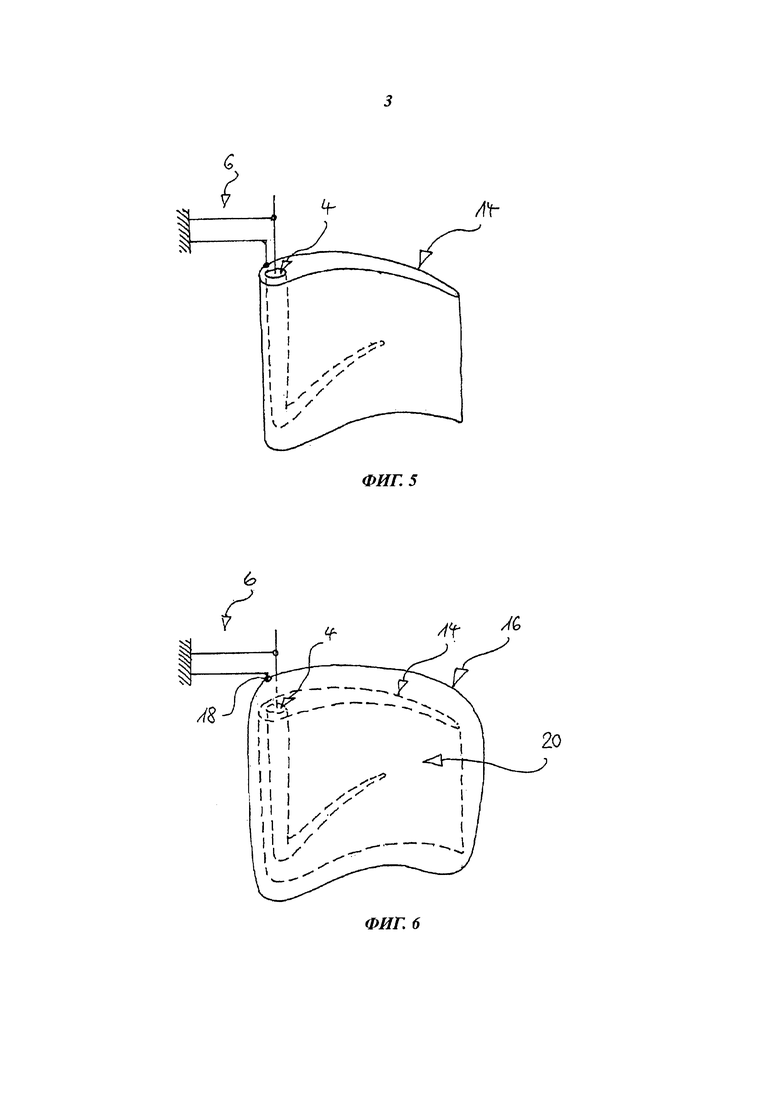
Как показано на фигуре 5, на следующем этапе способа изготавливают внешний контур временной (расходной) модели 14 литой детали 2 (фиг. 7), в частности, из затвердевшего модельного материала 10 в соответствии с трехмерной моделью (не показанной на фигуре) в рамках второго метода изготовления с использованием ЧПУ, в частности, на фрезеровальном станке с ЧПУ.
Как показано на фигуре 6, на следующем этапе способа керамическую форму 16 накладывают на внешний контур расходной модели 14, устанавливая, тем самым, позиционирующее соединение 18 керамической формы 16 с держателем 6 для обработки таким образом, чтобы керамическая форма 16 располагалась в держателе 6 для обработки относительно сердечника 4 в точном соответствии с трехмерной моделью (не показанной на фигуре) литой детали 2 (фиг. 7). На следующем этапе процесса расходную модель 14 удаляют из керамической формы 16 вокруг сердечника 4 (сердечник и форма по-прежнему удерживаются в держателе 6 для обработки в заданном положении друг относительно друга). Полость 20 образуется между поверхностью керамического сердечника 4 и внутренней поверхностью 14 керамической формы 16. На следующем этапе способа внутрь заливают расплавленный металл (не показанный на фигуре). На следующем этапе способа металлу дают остыть.
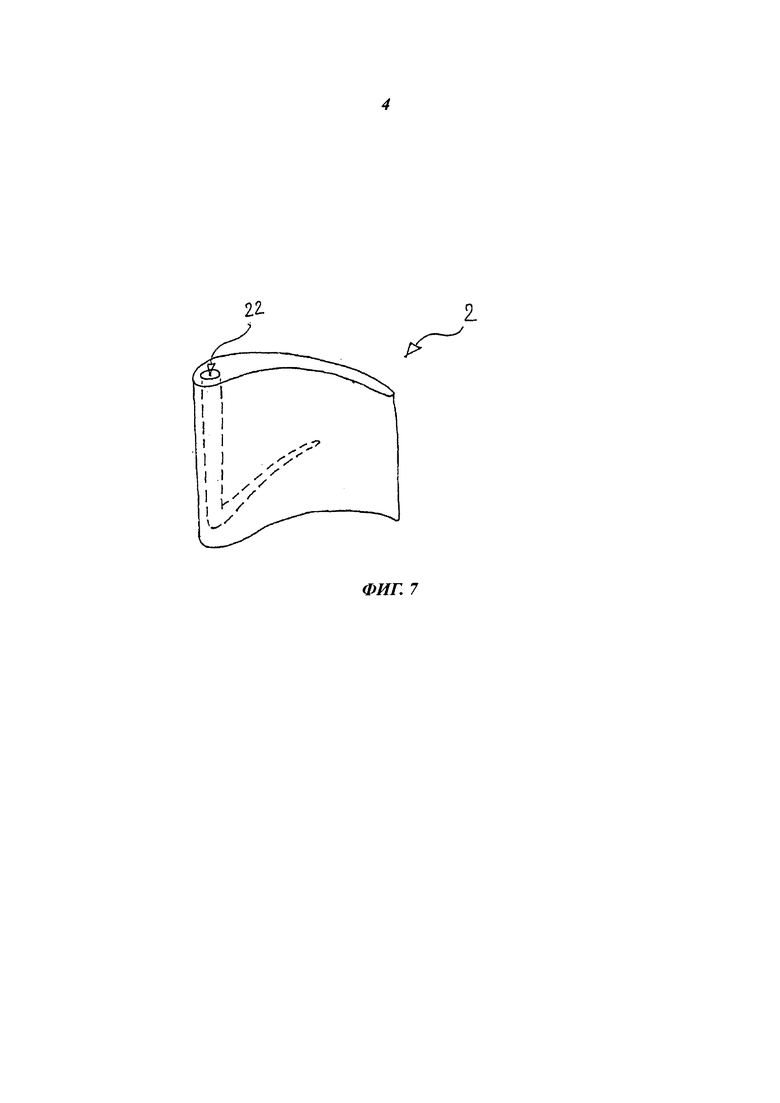
Расплавленный металл (не показанный на фигуре) затвердевает с образованием твердой литой детали 2, которую, как показано на фигуре 7, на следующем этапе способа открывают путем удаления керамической формы 16 и сердечника 4 из литой детали 2. Таким образом, получают деталь с соответствующей сердечнику 4 полостью 22 с высокой размерной точностью.
Изобретение относится к области металлургии и может быть использовано при изготовлении содержащей полости литой детали с помощью трехмерной цифровой координатной модели литой детали с использованием керамической формы. Способ включает следующие этапы: изготовление сердечника по трехмерной модели в рамках первого метода изготовления с использованием ЧПУ; позиционирование сердечника в держателе для обработки; заливка модельного материала вокруг сердечника в объем, превышающий объем литой детали, пространственно определяемый в трехмерной модели положением сердечника в держателе для обработки, и отверждение модельного материала; изготовление с использованием ЧПУ внешнего контура расходной модели литой детали, пространственное положение объема которой определено положением сердечника в держателе для обработки, вокруг сердечника из отвердевшего модельного материала в соответствии с трехмерной моделью в рамках второго метода изготовления с использованием ЧПУ; нанесение керамической формы на внешний контур расходной модели и формирование позиционирующего соединения керамической формы с держателем для обработки; удаление расходной модели из керамической формы вокруг сердечника в держателе для обработки; заливка металла в керамическую форму вокруг сердечника в держателе для обработки; затвердевание расплавленного металла в твердую литую деталь и удаление керамической формы и сердечника из литой детали. Изобретение позволяет разработать формы для литья по выплавляемой модели фасонных сердечников с высокой и улучшенной воспроизводимостью, стабильностью размеров и точностью. 3 з.п. ф-лы, 7 ил.
1. Способ изготовления имеющей полости (22) литой детали (2) с помощью трехмерной цифровой координатной модели литой детали с использованием керамической формы (16), причем способ содержит следующие этапы:
a) изготовление сердечника (4) по трехмерной модели в рамках первого метода изготовления с использованием ЧПУ;
b) позиционирование сердечника (4) в держателе (6) для обработки;
c) заливка модельного материала (10) вокруг сердечника (4) в объем (8), превышающий объем (12) литой детали, пространственно определяемый в трехмерной модели положением сердечника (4) в держателе (6) для обработки, и отверждение модельного материала (10);
d) изготовление с использованием ЧПУ внешнего контура расходной модели (14) литой детали, пространственное положение объема (12) которой определено положением сердечника (4) в держателе (6) для обработки, вокруг сердечника (4) из отвердевшего модельного материала (10) в соответствии с трехмерной моделью в рамках второго метода изготовления с использованием ЧПУ;
e) нанесение керамической формы (16) на внешний контур расходной модели (14) и формирование позиционирующего соединения (18) керамической формы (16) с держателем (6) для обработки;
f) удаление расходной модели (14) из керамической формы (16) вокруг сердечника (4) в держателе (6) для обработки;
g) заливка металла в керамическую форму (16) вокруг сердечника (4) в держателе (6) для обработки;
h) затвердевание расплавленного металла в твердую литую деталь и
i) удаление керамической формы (16) и сердечника (4) из литой детали.
2. Способ по п. 1, отличающийся тем, что перед этапом а) осуществляют следующий этап:
адаптация геометрии трехмерной модели сердечника (4) для изготовления полостей (22) сердечника (4) для первого метода изготовления с использованием ЧПУ на этапе а).
3. Способ по п. 1 или 2, отличающийся тем, что на этапе а) первый метод изготовления с использованием ЧПУ представляет собой фрезерование с использованием ЧПУ или генеративную технологию, в частности 3D-печать, селективное лазерное плавление или спекание.
4. Способ по п. 3, отличающийся тем, что на этапе d) второй метод изготовления с использованием ЧПУ представляет собой метод обработки резанием, в частности фрезерование, с использованием ЧПУ.
| US 5465780 A, 14.11.1995 | |||
| US 2007039709 A1, 22.02.2007 | |||
| US 20060219379 A1, 05.10.2006 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМ ДЛЯ ПОЛУЧЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ НЕКРУГЛЫХ ЗУБЧАТЫХ КОЛЕС | 1995 |
|
RU2093298C1 |

