Изобретение относится к прокатному производству, а именно к эксплуатации валков прокатных станов.
Известен способ эксплуатации прокатного валка, который широко применяется в прокатном производстве и заключается в проведении промежуточной термической обработки в виде отпуска. Термическую обработку проводят после (0,01-0,10)-HV кампаний, где HV - начальная твердость поверхности [1].
Недостатками способа являются образование выкрошки валка и его поломка в клети из-за отсутствия контроля внутренних дефектов, что увеличивает расход валков и аварийные простои стана.
Известен также способ эксплуатации прокатных валков, по которому перед вводом в работу валок подвергают ультразвуковому контролю для обнаружения скрытых дефектов [2].
Недостатком этого способа является невозможность обнаружения дефектов, накапливающихся в валке в процессе его эксплуатации. Это приводит к появлению выкрошек и поломке валка в клети.
Наиболее близким техническим решением к изобретению является способ эксплуатации прокатного валка, включающий магнитную дефектоскопию путем измерения коэрцитивной силы на поверхности валка перед вводом в работу, эксплуатацию в клети и списание [3].
Недостатком известного способа эксплуатации является отсутствие контроля валка в процессе его эксплуатации, что не позволяет определить предельно допустимую его наработку. Это приводит к образованию выкрошек и поломке валка в клети.
Техническая задача, решаемая изобретения, состоит в предотвращении разрушения валка в клети.
Указанная задача решается тем, что в известном способе эксплуатации прокатного валка, включающем магнитную дефектоскопию путем измерения коэрцитивной силы на поверхности валка перед вводом в работу, эксплуатацию в клети и списание, согласно предложению, дополнительно периодически проводят магнитную дефектоскопию путем измерения распределения коэрцитивной силы по поверхности валка, и при среднем значении коэрцитивной силы, превышающем вдвое среднее значение коэрцитивной силы перед вводом в работу, производят списание валка или, при наличии невыработанного активного слоя бочки, проведение низкотемпературного отпуска.
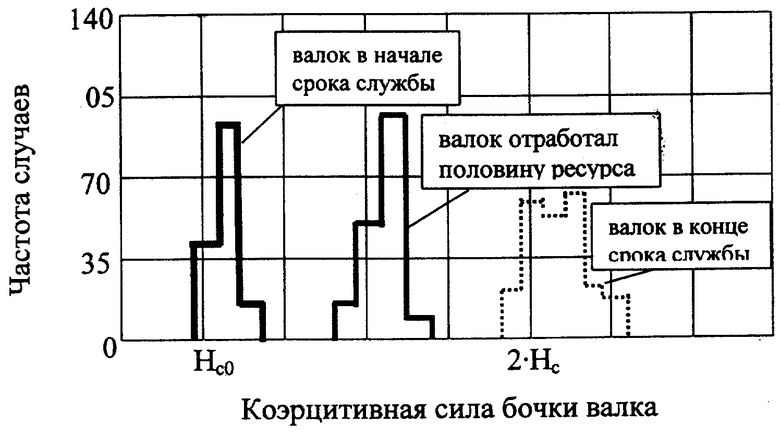
На чертеже изображены частотные кривые распределения коэрцитивной силы по бочке валка в начале, середине и конце его эксплуатации.
Сущность изобретения состоит в следующем. Исследования показали, что существует зависимость между коэрцитивной силой и накопленными усталостными напряжениями в рабочем слое валка. В процессе эксплуатации коэрцитивная сила валка непрерывно возрастает (см.чертеж), и при достижении ею значения, вдвое превышающего исходное, не исключено разрушение рабочего слоя валка или даже его поломка. Это позволяет по величине коэрцитивной силы контролировать остаточный ресурс валка, предвидеть момент разрушения валка и, при наличии невыработанного активного слоя бочки, предусмотреть его отдых для восстановления свойств или списание.
Экспериментально установлено, что, если списание или отдых валка проводить при величине коэрцитивной силы, превышающей исходную менее чем в два раза, ресурс валка по усталости не будет использован полностью. Это приведет к увеличению расхода валков и затрат на их восстановление. При величине коэрцитивной силы, превышающей исходную более чем в два раза, произойдет аварийное разрушение рабочего слоя валка в клети.
Примеры реализации способа
1. Перед вводом в работу проводят магнитную дефектоскопию валка с измерением распределения коэрцитивной силы по поверхности и определением ее среднего значения Нс0=7,2 А/м, после чего вводят его в работу. В процессе работы валка в клети по мере накопления в нем усталостных явлений среднее значение коэрцитивной силы непрерывно возрастает. Поэтому периодически при плановой перевалке валок также подвергают магнитной дефектоскопии и сравнивают среднее текущее значение коэрцитивной силы Нст с Нс0. Как только текущее значение средней величины коэрцитивной силы Нcт составит 14,4 А/м (Нст=2·Нс0), а активный слой бочки выработан (толщина активного слоя указана в паспорте валка), валок списывают в металлолом.
2. Все те же операции, что и в примере 1, но при достижении среднего значения величины коэрцитивной силы Нст=14,4 А/м (Нст=2·Нс0), поскольку активный слой бочки не выработан (согласно паспорту валка), валок подвергают низкотемпературному отпуску при температуре 140°С (отдыху) и вновь возвращают в эксплуатацию.
3. Перед вводом в работу проводят магнитную дефектоскопию валка с измерением распределения коэрцитивной силы по поверхности и определением ее среднего значения Нс0=7,5 А/м, после чего вводят его в работу. Периодически при плановой перевалке валок подвергают магнитной дефектоскопии и сравнивают среднее текущее значение коэрцитивной силы Hcт с Нс0. После достижения средней величины коэрцитивной силы Нст=15 А/м валок вновь заваливают в клеть, и его коэрцитивная сила продолжает расти. Но поскольку ресурс валка по усталости полностью исчерпан (Нcт>2·Нс0), происходят выкрошка активного слоя бочки и аварийная поломка валка в клети.
Технико-экономические преимущества предложенного способа состоят в том, что периодическое измерение распределения коэрцитивной силы по поверхности бочки позволяет точно и однозначно определить степень использования ресурса валка. При среднем значении коэрцитивной силы, вдвое превышающем исходное, валок следует списать или направить на принудительный отдых. Это исключит аварийное разрушение валка в клети.
В качестве базового объекта принят способ-прототип. Применение предложенного способа позволит снизить аварийные простои стана и количество брака, а также расходный коэффициент валков на 20-30%.
Источники информации
1. Патент РФ 2155110, МПК7 В 21 В 28/02, 2000.
2. Л.И. Боровик. Эксплуатация валков станов холодной прокатки. М.: Металлургия, 1984, с.192.
3. Л.И. Боровик, А.И. Добронравов. Технология подготовки и эксплуатации валков тонколистовых станов. М.: Металлургия, 1984, с.90-91, 102 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УНИВЕРСАЛЬНОЙ ПРОФИЛИРОВКИ ВАЛКОВ ЛИСТОВЫХ СТАНОВ | 2006 |
|
RU2302306C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 2004 |
|
RU2278751C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2004 |
|
RU2277986C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНЫХ ВАЛКОВ | 1999 |
|
RU2147946C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТОЙКОСТИ ИНСТРУМЕНТА | 2014 |
|
RU2570604C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 2001 |
|
RU2197345C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2246999C1 |
| ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2204450C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ЛИСТОПРОКАТНЫХ ВАЛКОВ | 2002 |
|
RU2240187C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1992 |
|
RU2015757C1 |
Изобретение относится к прокатному производству, а именно к эксплуатации валков прокатных станов. Техническая задача, решаемая изобретением, состоит в предотвращении разрушения валка в клети. Способ включает магнитную дефектоскопию путем измерения коэрцитивной силы на поверхности валка перед вводом в работу, эксплуатацию в клети и списание. Периодически дополнительно проводят магнитную дефектоскопию валка путем измерения распределения коэрцитивной силы по поверхности, и при среднем значении коэрцитивной силы, превышающем вдвое среднее значение коэрцитивной силы перед вводом в работу, производят списание валка или при наличии невыработанного слоя бочки проведение низкотемпературного отпуска. Изобретение обеспечивает возможность точного и однозначного определения степени использования ресурса валка. 1 ил.
Способ эксплуатации прокатного валка, включающий магнитную дефектоскопию путем измерения коэрцитивной силы на поверхности валка перед вводом в работу, эксплуатацию в клети и списание, отличающийся тем, что дополнительно периодически проводят магнитную дефектоскопию валка путем измерения распределения коэрцитивной силы по поверхности, и при среднем значении коэрцитивной силы, превышающем вдвое среднее значение коэрцитивной силы перед вводом в работу, производят списание валка или, при наличии невыработанного активного слоя бочки, проведение низкотемпературного отпуска.
| БОРОВИК Л.И | |||
| и др | |||
| Технология подготовки и эксплуатации валков тонколистовых станов холодной прокатки | |||
| - М.: Металлургия, 1984, с.90-91, 102 | |||
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 1996 |
|
RU2093286C1 |
| Способ регулирования усталостной прочности прокатных валков | 1988 |
|
SU1525218A1 |
| US 4827751, 09.05.1989. | |||
