Изобретение относится к механической обработке деталей.
Известен способ обработки двумя шлифовальными кругами. При этом черновое шлифование производится одним шлифовальным кругом с цилиндрической абразивной поверхностью, и, если после одного или нескольких оборотов заготовки достигается необходимая степень черновой обработки, то наружная поверхность кулачка подвергается чистовому шлифованию с помощью круга для окончательного шлифования.
Недостатком является сильный нагрев заготовки.
В основу изобретения положена задача устранить эти недостатки и предложить способ шлифования и устройство для его осуществления, которые обеспечивали бы возможность охлаждения зоны шлифования во время черновой шлифовки.
Благодаря выполнению чернового шлифовального круга по меньшей мере с одной радиальной, проходящей по наружному периметру канавкой, за один раз обрабатывается не вся поверхность по периметру кулачка. Это приводит к уменьшению нагрева, чему способствует также то, что при шлифовании к остающимся в канавках ребрам может подводиться охлаждающее средство. Поэтому возможны высокая скорость резания и большой съем металла в единицу времени, т.е. можно повысить скорость подачи и глубину резания, причем даже при высокоскоростной обработке исключаются изменение структуры или появление шлифовочных трещин на заготовке. Таким образом, повышается скорость и, следовательно, экономичность шлифования.
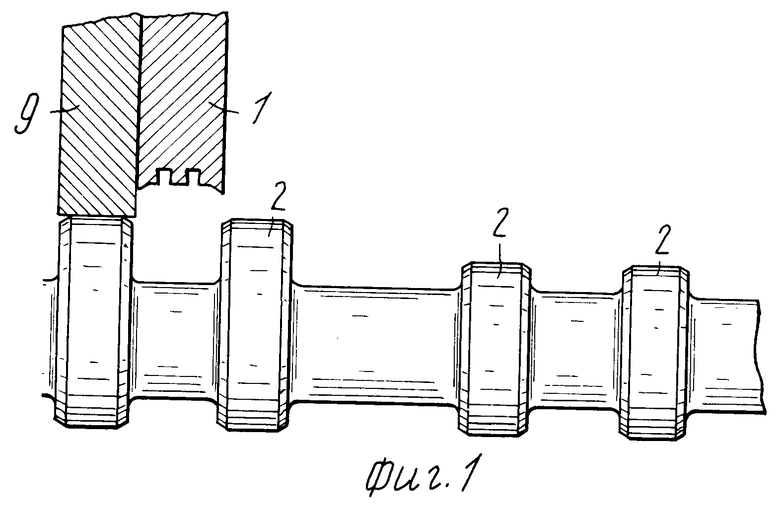
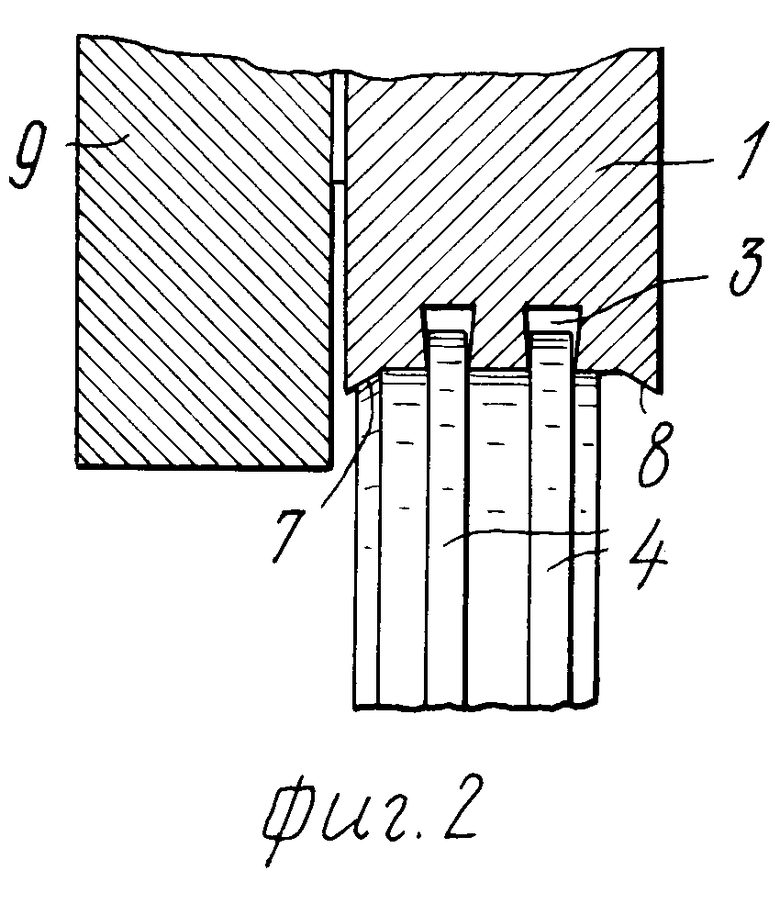
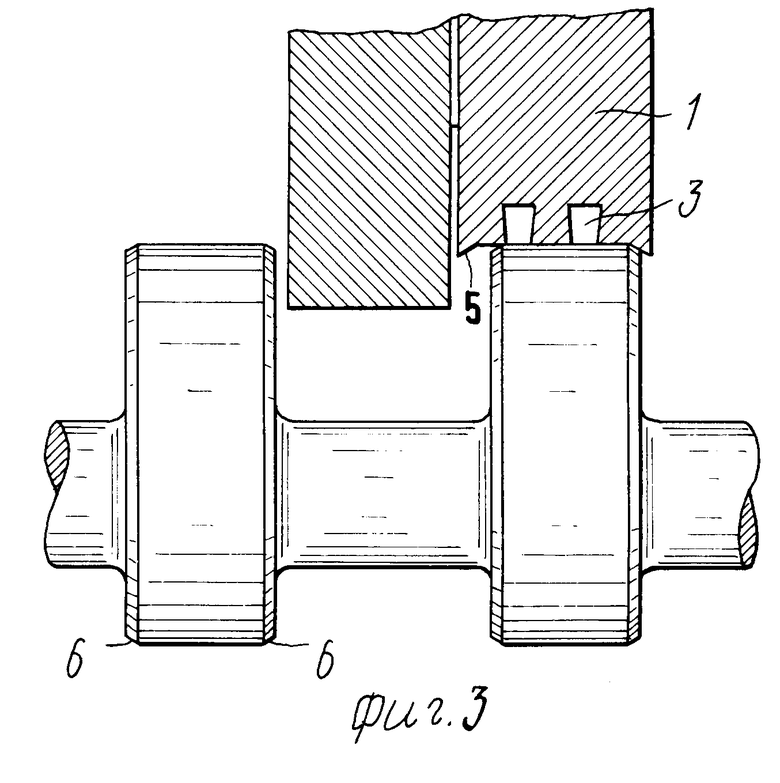
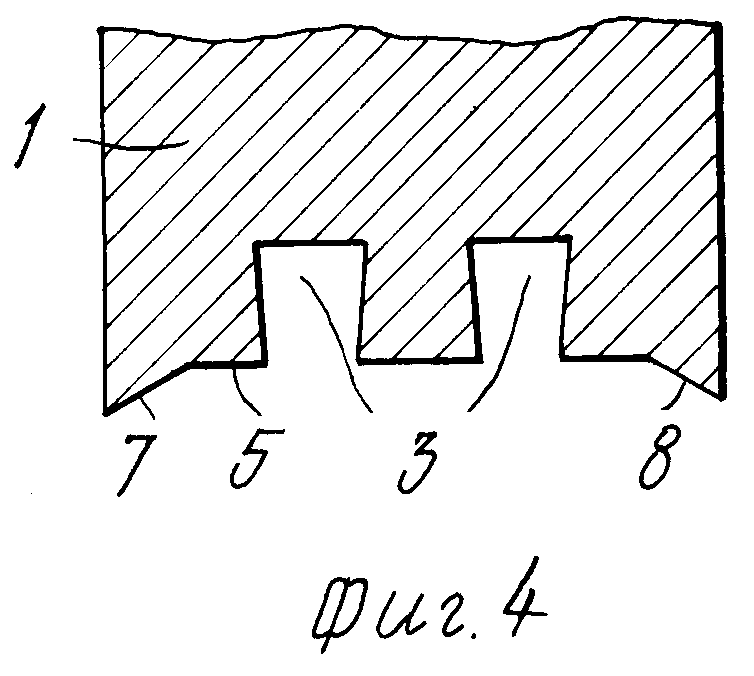
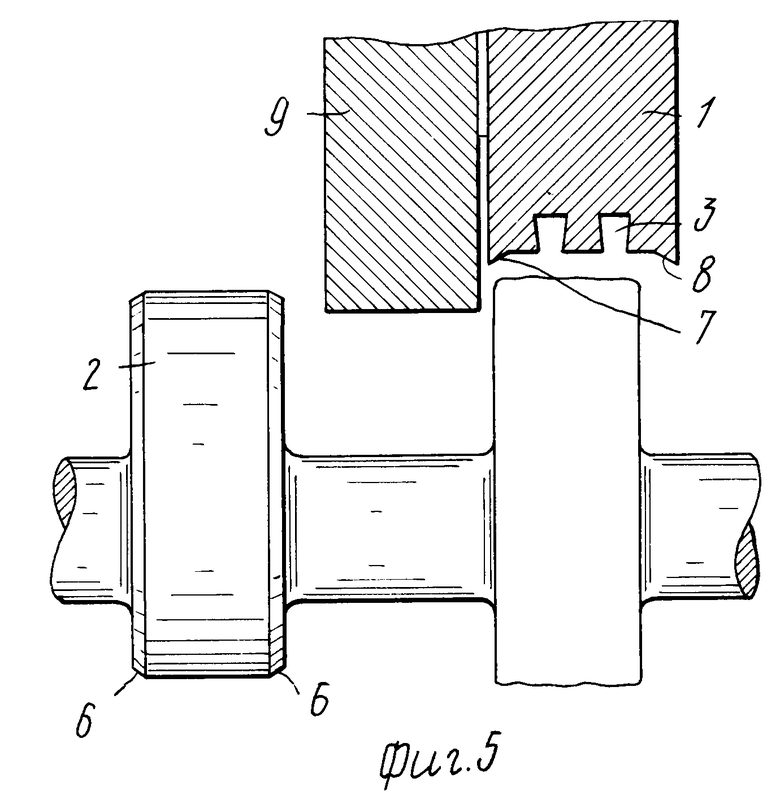
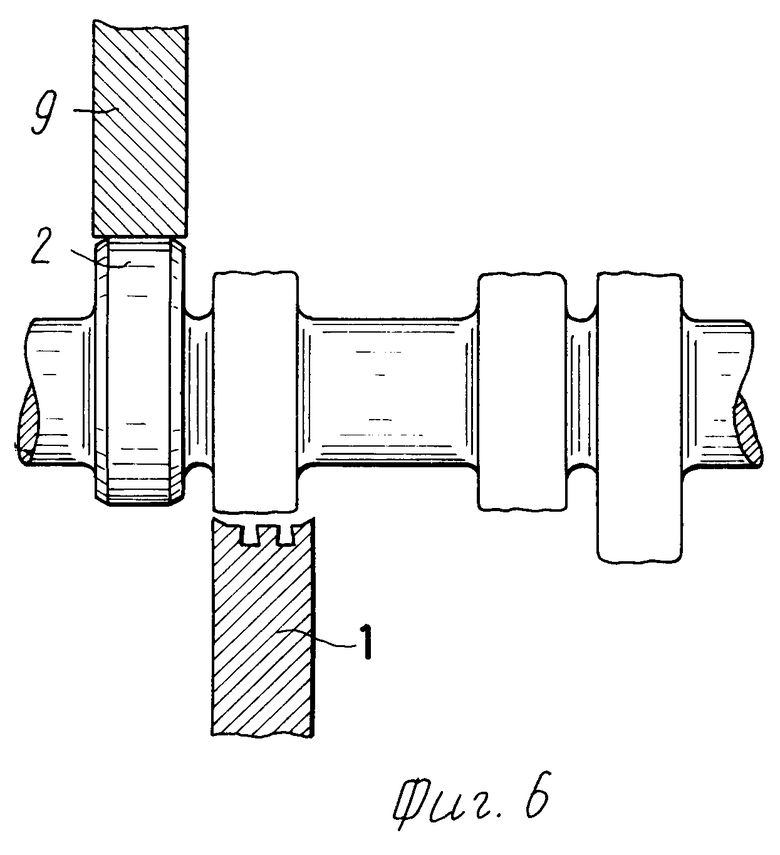
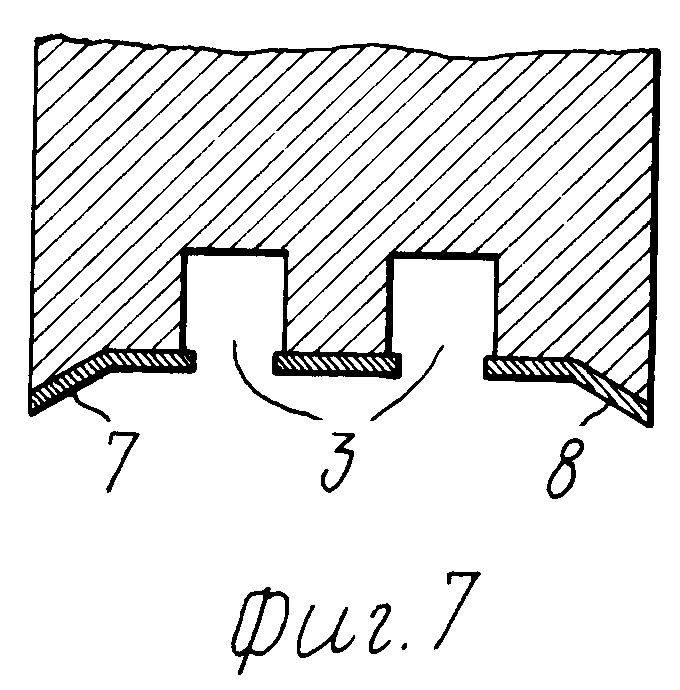
На фиг. 1 изображено устройство при тонком шлифовании кулачка; на фиг.2 черновой шлифовальный круг для врезного шлифования; на фиг.3 окончательное черновое шлифование кулачка после осевого смещения чернового шлифовального круга; на фиг.4 сечение рабочей поверхности чернового шлифовального круга; на фиг.5 устройство перед началом чернового шлифования после того как соседний кулачок был подвергнут тонкому шлифованию; на фиг.6 другой вариант выполнения с противолежащими шлифовальными кругами; на фиг.7 другой вариант выполнения радиальных канавок, проходящих по поверхности наружного периметра шлифовального круга.
На чертежах показано шлифование врезным методом. Черновой шлифовальный круг 1 шире, чем кулачок 2, и по внешнему периметру имеет две радиальные кольцевые канавки 3, которые расширяются внутрь, поэтому между бортами канавки 3 и ребрами 4, остающимися при шлифовании, возникает свободное угловое пространство, в которое подается охлаждающее средство. Площадь шлифования не занимает всей ширины кулачка. Это видно, например, на фиг.4, где показано, что нанесенный гальваническим способом абразивный слой 5 прерывается канавками 3. Такой шлифовальный круг может быть выполнен также с абразивным покрытием CBN на металлической связке.
Другой вариант выполнения чернового шлифовального круга показан на фиг. 7. Здесь абразивное покрытие несколько выходит за боковые поверхности канавок, благодаря чему радиальные канавки 3 могут быть выполнены с одинаковой шириной вплоть до основания канавки. Такое выполнение обеспечивает те же самые преимущества, что и выполнение согласно фиг.4.
При обработке согласно фиг.2 одновременно шлифуется левая (на чертеже) фаска 6 кулачка 2. Для этого черновой шлифовальный круг 1 имеет выступающие кромки 7 и 8, которые используются выборочно согласно фиг.2 или 3 и в сечении имеют приблизительно треугольную форму, а их наклон соответствует необходимому профилю фасок 6.
Вследствие того, что ширина шлифовального круга 1 больше ширины кулачка 2, правая кромка 8 и прилегающий участок абразивной поверхности не взаимодействует с кулачком (фиг.2). Если черновое шлифование достигло такой степени, что ребра 4 на определенную величину внедрились в канавке 3, то шлифовальный круг устанавливают с осевым смещением. Теперь ребра 4, которые оказываются смещенными относительно канавок 3, сошлифовываются, при этом одновременно происходит обработка правой фаски 6 кромкой 8. Положение, которое возникает после этого в результате радиального смещения шлифованного круга, показано на фиг.3.
Черновое шлифование может быть закончено уже после однократного осевого смещения шлифовального круга 1. Но если требуется, могут быть и последующие циклы шлифования. В любом случае смещение шлифовального круга повторяется до тех пор, пока не будет достигнута окончательная степень черновой шлифовки. Каждая операция шлифования осуществляется при этом за один полный или несколько оборотов заготовки.
Если достигнута окончательная степень черновой обработки, то кулачок 2 подвергается чистовой шлифовке с помощью чистового шлифовального круга 9 (фиг. 1). При этом наружный периметp чистового шлифовального круга 9 имеет форму окончательного профиля кулачка 2.
На фиг.3 чистовой шлифовальный круг 9 имеет цилиндрический наружный периметр. Но шлифовальные круги 9 могут быть предназначены для шлифования косых или выпуклых кулачков, в этом случае они должны иметь профиль соответствующей формы.
В отличие от чернового шлифовального круга чистовой круг может иметь другую зернистость и другую связку, чтобы обеспечивать получение желаемой поверхности и регулировать параметры шлифования.
Так как обработка обеих фасок 6 заканчивается во время чернового шлифования с помощью чернового шлифовального круга, то чистовой шлифовальный круг может иметь профиль очень простой формы. Кроме того, во время чистовой обработки не возникает никаких поперечных усилий, действующих на чистовой шлифовальный круг или на заготовку и способных отрицательно повлиять на точность обработки, т.е. шлифовальный круг или кулачковый вал испытывают только радиальную нагрузку.
На фиг. 5 показано, что кулачок 2 прошел чистовую обработку, тогда как соседний кулачок еще имеет необработанную поверхность. Черновой шлифовальный круг показан в положении готовности к первой операции. Результат этой операции показан на фиг.2.
На фиг.1-3 и 5 оба шлифовальных круга 1 и 9 смонтированы на одном общем шпинделе. Это позволяет черновую и чистовую обработку кулачка 2 производить за один установ.
Если кулачки расположены очень близко друг к другу, обработка с помощью шлифовальных кругов 1 и 9, смонтированных на одном шпинделе, невозможна. В этом случае шлифовальные круги располагают с противоположных сторон кулачкового вала (фиг. 6). Для этого необходимо предусмотреть два шлифовальных шпинделя.
Использование: в области машиностроения для шлифования наружной поверхности цилиндрических заготовок. Сущность изобретения: обработку кулачков производят черновым шлифовальным кругом с радиальными канавками по наружному периметру, который после первой обработки смещают в осевом направлении и продолжают черновое шлифование с радиальной подачей до обеспечения окончательной степени черновой обработки, после чего кулачки подвергают шлифованию чистовым шлифовальным кругом. Устройство для осуществления этого способа характеризуется тем, что на черном шлифовальном круге по наружному периметру выполнена по меньшей мере одна радиальная канавка и что ширина чернового круга больше, чем осевые размеры кулачка, для чистовой обработки устройство содержит чистовой шлифовальный круг. 2 с. и 5 з.п. ф-лы, 7 ил.
| Патент США N 3019562, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
