Настоящее изобретение имеет отношение к созданию способа шлифования прокатных валков (вальцешлифования) и к созданию абразивных инструментов для проведения вальцешлифования.
Вальцешлифование представляет собой процесс цилиндрического шлифования, в котором используют связанный шлифовальный круг (шлифовальный круг с абразивом на связке), который шлифует и сглаживает поверхность прокатного валка (см. например, патент США №4671017). Прокатный валок представляет собой большой (например, имеющий длину 7 футов (2,13 м) и диаметр 2 фута (0,61 м)) металлический валок (валец), обычно изготовленный из кованой стали и предназначенный для чистовой обработки поверхности металлических листов. При шлифовании поверхности прокатного валка шлифовальный круг должен обеспечить отделку с получением однородной, гладкой поверхности валка. Любые дефекты, такие как узоры шлифования, линии подачи, случайные отметки, вмятины и т.п., созданные на поверхности валка во время процесса шлифования, будут переноситься на металлические листы, обработку которых производят при помощи валка.
В нестабильных системах шлифования условия шлифования создают амплитуду вибраций между шлифовальным кругом и обрабатываемой деталью, причем эта амплитуда со временем увеличивается. Это приводит к образованию элементов волнистости, которые развиваются вдоль поверхностей как шлифовального круга, так и обрабатываемой детали. Этот процесс, который называют регенерацией или самовозбуждением нестабильной вибрации (дребезга), связан с некоторыми дефектами, появляющимися на поверхности прокатных валков в результате шлифования (следы вибраций). Вальцешлифование желательно проводить с использованием стойких к вибрациям шлифовальных кругов, которые могут сохранять круглую форму и упругость по мере снашивания круга в операциях шлифования. Уже предложены модели нестабильных вибраций шлифования (Inasaki I., Grinding Chatter - Origin и Suppression, CIRP Proceedings, 2001), позволяющие установить связь между свойствами круга (такими как пониженная контактная жесткость и увеличенное демпфирование) и подавлением самовозбуждения нестабильной вибрации.
При вальцешлифовании обычно используют связанные шеллаком шлифовальные круги, чтобы снизить до минимума повреждение валка в ходе шлифования. В кругах для вальцешлифования предпочтительными являются шеллачные полимерные связки, так как они имеют относительно низкий модуль упругости (например, 1.3 ГПа по сравнению с 5-7 ГПа для фенолоальдегидных полимерных связок). Среди органических связок, которые обычно используют при изготовлении серийных шлифовальных кругов, фенольные (фенолоальдегидные) связки являются предпочтительными из соображений прочности, стоимости, доступности и производственных критериев. В отличие от этого шеллачные полимеры представляют собой природные материалы, получаемые от насекомых, которые являются относительно дорогими, непостоянными по составу и качеству и более сложными для использования при изготовлении круга. Среди различных типов шлифовальных кругов с органической связкой связанные шеллаком круги характеризуются относительно низкой механической прочностью, выраженной как относительно низкая разрывная скорость (скорость вращения, при которой центробежная сила вызывает разрушение с разрывом круга на части), а также более коротким сроком службы круга. При операциях вальцешлифования шеллачные круги используют только при низких скоростях вращения круга (например, от 4000 до 8000 линейных футов в минуту (sfpm)) и для кругов с более коротким сроком службы. Работа шеллачного круга требует постоянного контроля, частой подстройки скорости круга, скорости врезной подачи и других параметров, чтобы избежать появления нестабильной вибрации по мере уменьшения диаметра круга за счет снашивания круга и изменения амплитуды вибрации.
В качестве альтернативы шеллачным кругам в патенте США No. A-5104424 было предложено использовать комбинацию зерен из карбида кремния и спеченного золь гель оксида алюминия в связанном круге с высоким модулем упругости, что позволяет контролировать форму поверхности валка в ходе шлифования. Однако эта конструкция инструмента не нашла применения в промышленности.
Таким образом, существует необходимость в создании абразивных инструментов с лучшими характеристиками шлифования и в создании способов шлифования, подходящих для изготовления и восстановления прокатных валков, имеющих высокую чистоту поверхности, при приемлемых эксплуатационных расходах.
Было обнаружено, что уникальные шлифовальные крути, изготовленные с использованием обычных компонентов абразивного инструмента, таких как связка из фенолоальдегидного полимера, и обычного зерна из оксида алюминия, преимущественно агломерированного с использованием подобранных связующих материалов, могут быть использованы для повышения эффективности процессов вальцешлифования по сравнению с лучшими известными промышленными процессами вальцешлифования.
В соответствии с настоящим изобретением предлагается способ шлифования прокатных валков, который включает в себя следующие операции:
a) использование выбранного шлифовального круга;
b) установка круга на станке для вальцешлифования;
c) введение круга в контакт с вращающимся прокатным валком, имеющим цилиндрическую поверхность;
d) перемещение круга вдоль поверхности прокатного валка при поддержании непрерывного контакта крута с поверхностью прокатного валка; и
e) шлифование поверхности прокатного валка до достижения шероховатости поверхности от 10 до 50 Ra, причем поверхность остается главным образом свободной от линейных следов подачи, следов вибраций и поверхностных неровностей.
В соответствии с альтернативным способом шлифования прокатных валков в соответствии с настоящим изобретением способ вальцешлифования включает в себя следующие операции:
a) использование выбранного шлифовального круга;
b) установка круга на станке для вальцешлифования и приведение круга во вращение;
c) введение круга в контакт с вращающимся прокатным валком, имеющим цилиндрическую поверхность;
d) перемещение круга вдоль поверхности прокатного валка при поддержании непрерывного контакта круга с поверхностью прокатного валка;
e) шлифование поверхности прокатного валка; и
f) повторение операций от с) до е);
причем круг остается главным образом свободным от нестабильных вибраций по мере того, как круг расходуется (снашивается) за счет операций шлифования.
Стойкие к вибрации шлифовальные круги, которые могут быть использованы в способе в соответствии с настоящим изобретением, могут быть выбраны из:
(a) кругов, содержащих абразивное шлифовальное зерно, связку из фенолоальдегидного полимера, от 36 до 54 объем.% пористости, имеющих максимальную плотность после отверждения 2.0 г/см3 и разрывную скорость, составляющую по меньшей мере 6000 линейных футов в минуту;
(b) кругов, содержащих по меньшей мере 20 объем.% агломератов абразивного шлифовального зерна, органическую полимерную связку и от 38 до 54 объем.% пористости; и
(с) кругов, содержащих от 22 до 40 объем.% абразивного шлифовального зерна и от 36 до 54 объем.% пористости в органической полимерной связке и имеющих максимальное значение модуля упругости 12 ГПа и минимальную разрывную скорость, составляющую 6000 линейных футов в минуту.
Способ вальцешлифования в соответствии с настоящим изобретением представляет собой способ цилиндрического шлифования, проводимый с использованием шлифовальных кругов с подобранной органической связкой и имеющих необычные структуры круга и физические свойства. Эти круги позволяют производить чистовую отделку поверхности прокатных валков намного быстрее и эффективнее, чем это было возможно ранее при помощи известных способов вальцешлифования с использованием обычных шлифовальных кругов. По способу в соответствии с настоящим изобретением вальцешлифование проводят без видимых повреждений круга за счет нестабильной вибрации в течение срока службы подобранных шлифовальных кругов.
При осуществлении способа в соответствии с настоящим изобретением подобранный шлифовальный круг устанавливают на валу станка для вальцешлифования и приводят во вращение преимущественно со скоростью ориентировочно от 4000 до 9500 линейных футов в минуту, а еще лучше от 6000 до 8500 линейных футов в минуту. Когда подобранный шлифовальный круг используют для замены известных кругов (например, связанных шеллаком кругов), то это позволяет работать на более высоких скоростях вращения круга без нестабильной вибрации по сравнению со скоростями без нестабильной вибрации для известных кругов (например, от 4000 до 7000 линейных футов в минуту). Стойкий к вибрации способ может быть осуществлен при любой скорости, предусмотренной для конкретного станка для вальцешлифования, при условии, что эта скорость не превосходит пределы безопасности выбранного круга (то есть предельные значения разрывной скорости круга).
Подходящие станки для вальцешлифования могут быть закуплены на фирмах Herkules, Meuselwitz, ФРГ; Waldrich Siegen, Burbach, ФРГ; и Pomini (Techint Company), Milan, Италия, а также у многих других поставщиков оборудования, производящих станки для вальцешлифования.
После приведения круга во вращение его вводят в контакт с вращающимся (например, при скорости от 20 до 40 линейных футов в минуту) валком, и круг постепенно перемещают вдоль поверхности вращающегося валка для удаления (съема) материала с его поверхности, в результате чего получают чистую, гладкую поверхность валка. Перемещение вдоль валка проводят при скорости от 100 до 150 дюймов в минуту. Для типичного валка, имеющего длину 7 футов и диаметр 2 фута, полная операция перемещения вдоль валка занимает от 0.6 до 1.0 минуты. Во время этой операции круг находится в непрерывном контакте с поверхностью ролика, причем известно, что это может вызывать вибрации и дребезг (нестабильные вибрации) крута. Однако несмотря на наличие такого непрерывного поверхностного контакта амплитуда вибраций круга позволяет иметь достаточный срок службы круга, причем круг остается главным образом свободным от нестабильных вибраций в ходе операции шлифования несмотря на снашивание круга в операциях шлифования.
При осуществлении способа в соответствии с настоящим изобретением шлифованная поверхность валка не должна иметь волнистости, линий, меток и других поверхностных неровностей. Если такие неровности остаются, то они будут переноситься с поверхности валка на поверхность металлических листов, прокатываемых при помощи дефектного валка. За счет этого могут возникать существенные производственные отходы, если процессом вальцешлифования не управлять эффективным образом. В соответствии с предпочтительным способом поверхность валка имеет измеренную шероховатость поверхности ориентировочно от 10 до 50 Ra, а преимущественно ориентировочно от 18 до 30 Ra. Используемый здесь термин Ra представляет собой промышленную стандартную единицу измерения для оценки шероховатости поверхности, которая отображает среднюю высоту неровностей, то есть среднее абсолютное расстояние от биссектрисы (средней линии) профиля шероховатости на выбранной длине. Предпочтительный шлифовальный круг имеет острую открытую грань, которая способна обеспечить чистоту поверхности, которая характеризуется наличием от 160 до 180 пиков (или царапин) на дюйм. Число пиков (Рс), которое представляет собой промышленный стандарт, отображающий число пиков на дюйм, которые выступают за пределы выбранной полосы, отцентрированной относительно биссектрисы, является важным параметром чистоты поверхности металлических листов, которые, например, окрашивают при изготовлении деталей кузова автомобиля. Поверхность, которая содержит слишком мало пиков, является такой же нежелательной, как и поверхность, которая содержит слишком много пиков или является поверхностью с чрезмерной шероховатостью.
Несмотря на то что описанный здесь способ вальцешлифования относится к примеру изготовления валков для операций холодной прокатки, следует иметь в виду, что настоящее изобретение с успехом может быть использовано для чистовой обработки поверхностей прокатных валков, предназначенных для операций горячей прокатки. При шлифовании валков, предназначенных для операций холодной прокатки, подобранный шлифовальный круг преимущественно содержит абразивное шлифовальное зерно с размером от 120 до 46 единиц (от 142 до 508 мкм), в то время как при шлифовании валков, предназначенных для операций горячей прокатки, подобранный шлифовальный круг преимущественно содержит абразивное шлифовальное зерно с большими размерами, например, 36 единиц (710 мкм).
Связанные шлифовальные круги, предназначенные для осуществления способа вальцешлифования в соответствии с настоящим изобретением, характеризуются неизвестной ранее комбинацией структуры круга и физических свойств. Используемый здесь термин "структура круга" относится к относительньм объемным процентам абразивного шлифовального зерна, связующего материала (в том числе и наполнителей, если их используют) и пористости, которые имеются в шлифовальном круге. Градация твердости круга имеет буквенное обозначение, соответствующее поведению (работе) круга в операции шлифования. Для данного типа связующего материала градация твердости является функцией пористости круга, содержания зерна и некоторых физических свойств, таких как плотность в отвержденном состоянии, модуль упругости и проникновение песчаной струи (последнее обычно относится к застеклованным связанным кругам). Градация круга предсказывает, насколько стойким к износу будет круг во время шлифования и насколько твердым будет круг при шлифовании, то есть сколько мощности потребуется для использования круга в данной операции шлифования. Буквенное обозначение градации твердости круга присваивают в соответствии с известной шкалой градаций фирмы Norton, причем самые мягкие градации обозначаются буквой А, а самые твердые градации обозначаются буквой Z (см., например, патент США No. A-1983082). При сопоставлении градаций твердости крута специалист обычно может составить спецификацию нового круга по аналогии с известным кругом и предсказать, что новый круг будет работать аналогично известному кругу или лучше него.
По сравнению с известными кругами с органической связкой круги, предназначенные для осуществления способа вальцешлифования в соответствии с настоящим изобретением, характеризуются более низкими, то есть более мягкими градациями твердости, чем известные круги, обеспечивающие сравнимую эффективность шлифования. Предпочтительными являются круги, имеющие градации твердости ориентировочно от В до G по шкале градаций фирмы Norton, со связкой из фенолоальдегидного полимера. Круги в соответствии с настоящим изобретением имеют меньшие значения модуля упругости, чем известные круги, имеющие эквивалентные объемы пористости, однако они, совершенно неожиданно, имеют более высокие значения G-ratio (G-ratio представляет собой отношение скорости съема материала с обрабатываемой детали к скорости изнашивания круга).
Связанные абразивные инструменты могут иметь плотность меньше, чем 2.0 г/см3, преимущественно меньше, чем 1.8 г/см3, а еще лучше, меньше, чем 1.6 г/см3.
Связанные абразивные инструменты в соответствии с настоящим изобретением представляют собой шлифовальные круги, которые содержат ориентировочно от 22 до 40 объем.%, преимущественно от 24 до 38 объем.%, а еще лучше, от 26 до 36 объем.% абразивного шлифовального зерна.
В соответствии с предпочтительным вариантом, абразивные инструменты с органической связкой содержат ориентировочно от 8 до 24 объем.%, преимущественно от 10 до 22 объем.%, а еще лучше, от 12 до 20 объем.% органической связки. Кроме абразивного шлифовального зерна и связки эти инструменты имеют ориентировочно от 36 до 54 объем.% пористости, преимущественно от 36 до 50 объем.% пористости, а еще лучше, от 40 до 50 объем.% пористости, причем эта пористость преимущественно содержит по меньшей мере 30 объем.% взаимосвязанной пористости. Для любого данного круга сумма объемных процентов зерна, связки и пористости равна 100%.
Абразивные инструменты с органической связкой преимущественно содержат от 20 до 38 объем.% спеченных агломератов абразивного шлифовального зерна, от 10 до 26 объем.% органической связки и от 38 до 50 объем.% пористости. Пористые агломераты абразивного шлифовального зерна, изготовленные с использованием неорганических связующих материалов (например, застеклованных или керамических связующих материалов) являются предпочтительными для использования в таких шлифовальных кругах, так как они позволяют изготавливать круг с открытой структурой, имеющей взаимосвязанную пористость. Несмотря на большой объем пористости в указанных агломератах зерна круги сохраняют высокую механическую прочность, высокую износостойкость и характеристики эффективного шлифования, присущие шлифовальному кругу, имеющему намного более высокую градацию твердости.
Круги в соответствии с настоящим изобретением имеют модуль упругости меньше, чем 12 ГПа, преимущественно меньше, чем 10 ГПа, а еще лучше, меньше, чем 8 ГПа. Среди других характеристик необходимо указать, что круг, изготовленный с эффективным содержанием агломератов абразивного шлифовального зерна (например, агломератов, имеющих по меньшей мере 30 объем.% абразивного шлифовального зерна и образующих по меньшей мере 20 объем.% от полного объема круга после отверждения), имеет более низкий модуль упругости, чем стандартные круги для вальцешлифования. Стандартными кругами являются круги, которые имеют такое же содержание пористости, но изготовлены без использования агломератов абразивного шлифовального зерна. Связанные абразивные инструменты в соответствии с настоящим изобретением имеют необычную пористую структуру взаимосвязанной пористости. В структуре инструмента средний диаметр спеченных агломератов меньше или равен среднему размеру пор взаимосвязанной пористости, причем взаимосвязанную пористость измеряют в точке максимального открытия. Величину взаимосвязанной пористости определяют путем измерения проницаемости инструмента для флюида по способу в соответствии с патентом США No. A-5738696. В данном описании используют соотношение Q/P=проницаемость абразивного инструмента для флюида, в котором Q означает скорость потока, выраженную в кубических сантиметрах воздушного потока, а Р означает перепад давления. Термин Q/P отображает перепад (разность) давлений, измеренный между структурой абразивного инструмента и атмосферой при данной скорости потока флюида (например, воздуха). Эта относительная проницаемость Q/P пропорциональна произведению объема пор на квадрат размера пор. Предпочтительными являются поры большого размера. Геометрия пор и размер абразивного шлифовального зерна представляют собой другие факторы, которые влияют на Q/P, причем больший размер зерна дает более высокую относительную проницаемость.
Абразивные инструменты в соответствии с настоящим изобретением характеризуются более высокими значениями проницаемости для флюида, чем обычные инструменты, которые используют при шлифовании прокатных валков. Как правило, абразивные инструменты, которые используют в способе шлифования в соответствии с настоящим изобретением, преимущественно имеют величины проницаемости для флюида, которые ориентировочно по меньшей мере на 30% выше, чем указанные величины для обычных абразивных инструментов, которые используют при шлифовании прокатных валков.
Точные параметры относительной проницаемости для флюида для конкретных размеров и форм агломерата, типов связующего материала и уровней пористости, могут быть определены специалистами с использованием закона Дарси для эмпирических данных, полученных для конкретного типа абразивного инструмента.
Пористость в объеме шлифовального круга возникает за счет открытых промежутков, созданных за счет естественной плотности упаковки компонентов инструмента, в особенности за счет абразивных агломератов, и, при необходимости, за счет добавления известного средства, создающего поры. В качестве примеров подходящего средства можно привести (но без ограничения) полые стеклянные шарики, полые шарики или бусины из пластмассы или органических соединений, частицы пеностекла, пузырьковый муллит и пузырьковый оксид алюминия, а также их комбинации. Инструменты могут быть изготовлены с использованием средства создания пористости с открытыми порами, такого как нафталиновые шарики или другие органические гранулы, которые сгорают при обжиге инструмента и оставляют поровое пространство в матрице инструмента, или могут быть изготовлены с закрытыми порами с использованием средства создания пористости с закрытыми порами (например, такого как полые стеклянные шарики). Предпочтительные абразивные инструменты или совсем не содержат добавленного средства создания пор, или содержат минимальное количество добавленного средства создания пор, достаточное для получения пористости абразивного инструмента, составляющей по меньшей мере 30 объем.%, причем пористость является взаимосвязанной пористостью.
Готовые инструменты при необходимости могут содержать добавленные вторичные абразивные шлифовальные зерна, наполнители, шлифовальные добавки и создающие поры средства, а также их комбинации. Когда абразивное шлифовальное зерно используют в комбинации с абразивными агломератами, агломераты преимущественно составляют (содержат) ориентировочно от 30 до 100 объем.% полного содержания абразивного шлифовального зерна в инструменте, а еще лучше, ориентировочно от 40 до 70 объем.% полного содержания абразива в инструменте. Когда такое вторичное абразивное шлифовальное зерно используют в комбинации с абразивными агломератами, то вторичные абразивные шлифовальные зерна преимущественно составляют ориентировочно от 0.1 до 70 объем.% полного содержания абразивного шлифовального зерна в инструменте, а еще лучше, ориентировочно от 30 до 60 объем.%. Подходящими вторичными абразивными шлифовальными зернами являются (но без ограничения) различные оксиды алюминия, золь гель оксиды алюминия, спеченный боксит, карбид кремния, смесь оксида алюминия с диоксидом циркония, алюминоксинитрид, оксид церия, закись бора, кубический нитрид бора, алмаз, порошкообразный кварц (флинт) и зерна граната, а также их комбинации.
Предпочтительные абразивные инструменты в соответствии с настоящим изобретением связаны с использованием органического связующего материала. Для этого могут быть применены любые подходящие термореактивные органические полимерные связующие материалы, которые обычно используют для изготовления абразивных инструментов. Связки из фенолоальдегидных полимеров являются предпочтительными. Примеры подходящих связующих материалов и способов их изготовления могут быть найдены в патентах США 6251149 В1, 6015338, 5976204, 5827337 и 3323885. В заявке на патент США No. 10/060982, а также в патенте США No. 3323885, описаны способы изготовления связок, которые являются предпочтительными для использования в соответствии с настоящим изобретением. Инструменты с органической связкой могут быть получены за счет применения перемешивания, формования, отверждения или спекания, проводимых при помощи различных технологических процессов, с различными пропорциями абразивного шлифовального зерна или агломератов, а также компонентов связующего материала и пористости, что само по себе известно.
Плотность и твердость абразивного инструмента определяется выбором агломератов, типа связки и других компонентов инструмента, содержанием пористости, а также размером и типом пресс-формы и выбором процесса формования.
Абразивные круги могут быть получены при помощи известных технологий формования и прессования, в том числе технологий горячего, теплого и холодного прессования. Следует принять меры предосторожности при выборе давления формования сырых кругов, чтобы избежать чрезмерного дробления агломератов (например, дробления более 50 вес.% агломератов) и сохранить трехмерную структуру остальных агломератов. Конкретные значения максимальных прикладываемых давлений при изготовлении кругов в соответствии с настоящим изобретением зависят от формы, размера и толщины абразивного круга, а также от компонента связующего материала в нем и, кроме того, от температуры формования. Агломераты в соответствии с настоящим изобретением имеют достаточную механическую прочность, чтобы выдержать операции формования и прессования, проводимые при осуществлении типичных промышленных процессов производства абразивных инструментов.
Абразивные круги могут быть отверждены с использованием способов, известных специалистам в данной области. Условия отверждения в первую очередь определяются конкретными использованными связкой и абразивами, а также типом связующего материала, содержащегося в агломерате абразивного шлифовального зерна. В зависимости от химического состава выбранной связки обжиг органического связующего материала можно производить при температурах от 120 до 250°С, а преимущественно от 160 до 185°С, чтобы обеспечить прочностные свойства, необходимые для осуществления промышленных операций шлифования.
Агломераты абразивного шлифовального зерна, которые применяют в соответствии с настоящим изобретением, представляют собой трехмерные структуры или гранулы, содержащие обожженные пористые композиционные материалы абразивного шлифовального зерна, и керамический или застеклованный связующий материал. Агломераты имеют плотность неплотной упаковки (LPD) не более 1.6 г/см3, средний размер ориентировочно в 2-20 раз больше среднего размера абразивного зерна и пористость ориентировочно от 30 до 88 объем.%. Агломераты абразивного шлифовального зерна преимущественно имеют минимальную прочность на раздавливание 0.2 МПа.
Абразивное шлифовальное зерно может содержать один или несколько видов абразивных шлифовальных зерен, которые обычно используют в абразивных инструментах, таких как зерна из оксида алюминия, в том числе из плавленого глинозема (плавленого оксида алюминия), спеченного глинозема и золь гель спеченного глинозема, спеченного боксита и т.п., из карбида кремния, смеси оксида алюминия с диоксидом циркония, алюминоксинитрида, оксида церия, закиси бора, кубического нитрида бора (CBN), алмаза, в том числе природного и синтетического, порошкообразного кварца (флинта) и зерен граната, а также из их комбинаций. Может быть использован любой размер или форма абразивного шлифовального зерна. Например, зерно может содержать некоторую долю удлиненных зерен спеченного золь гель оксида алюминия, имеющих высокий коэффициент формы, такого типа, который раскрыт в патенте США No-5129919.
Подходящие для использования в соответствии с настоящим изобретением размеры зерна лежат в диапазоне обычного абразивного зерна (например, больше чем 60 мкм и до 7,000 мкм). Для конкретной операции абразивного шлифования, может быть желательно агломерировать абразивное шлифовальное зерно с размерами, меньшими чем размеры абразивного шлифовального зерна (не агломерированного), которые обычно выбирают для этой операции абразивного шлифования. Например, агломерированные абразивы с размером 80 единиц могут быть использованы вместо абразивов с размером зерна 54 единицы, агломерированные абразивы 100 единиц могут быть использованы вместо абразивов 60 единиц, а агломерированные абразивы 120 единиц могут быть использованы вместо абразивов 80 единиц.
Предпочтительный размер (средний диаметр) спеченного агломерата для типичных диапазонов абразивных шлифовальных зерен лежит в диапазоне ориентировочно от 200 до 3000, преимущественно от 350 до 2000, а еще лучше, от 425 до 1000 мкм.
Абразивное шлифовальное зерно составляет ориентировочно от 10 до 65 объем.%, преимущественно от 35 до 55 объем.%, а еще лучше от 48 до 52 объем.% агломерата.
Связующие материалы, которые используют для изготовления агломератов, преимущественно включают в себя керамические и застеклованные материалы, преимущественно такого вида, которые используют в качестве систем связующего материала для абразивных инструментов с застеклованной связкой. Такими застеклованными связующими материалами может быть предварительно обожженное стекло, размолотое в порошок (фритта), или смесь различных исходных материалов, таких как глина, полевой шпат, известь, бура и сода, или комбинации обожженных и сырых материалов. Такие материалы плавятся и образуют фазу жидкого стекла при температурах в диапазоне ориентировочно от 500 до 1400°С и смачивают поверхность абразивного шлифовального зерна с созданием соединительных стоек после охлаждения, удерживающих абразивное шлифовальное зерно в структуре композиционного материала. Примеры связующих материалов, подходящих для использования в агломератах, приведены далее в Таблице 1-1. Предпочтительные связующие материалы характеризуются вязкостью, составляющей ориентировочно от 345 до 55,300 пуаз при 1180°С, и температурой плавления, составляющей ориентировочно от 800 до 1,300°С.
В соответствии с предпочтительным вариантом связующий материал представляет собой застеклованный связующий материал с композицией обожженного оксида, содержащей 71 вес.% SiO2 и В2О3, 14 вес.% Al2О3, меньше, чем 0.5 вес.% щелочноземельных оксидов и 13 вес.% щелочных оксидов.
Связующим материалом также может быть керамический материал, который включает в себя (но без ограничения) диоксид кремния, щелочные, щелочноземельные и перемешанные щелочные и щелочноземельные силикаты, алюмосиликаты, силикаты циркония, гидратные силикаты, алюминаты, оксиды, нитриды, оксинитриды, карбиды, оксикарбиды, а также их комбинации и производные. Как правило, керамические материалы отличаются от стекловидных или застеклованных материалов тем, что керамические материалы имеют кристаллические структуры. Некоторые стекловидные фазы могут присутствовать в комбинации с кристаллическими структурами, особенно в керамических материалах в неочищенном состоянии. Могут быть использованы керамические материалы в сыром состоянии, такие как глины, цементы и минералы. В качестве примеров, подходящих для использования специфических керамических материалов, можно привести (но без ограничения) диоксид кремния, силикаты натрия, муллит и другие алюмосиликаты, диоксид циркония - муллит, алюминат магния, силикат магния, силикаты циркония, полевой шпат и другие щелочные силикаты и алюмосиликаты, шпинели, алюминат кальция, алюминат магния и другие щелочные алюминаты, диоксид циркония, стабилизированный иттрием диоксид циркония, оксид магния, оксид кальция, оксид церия, оксид титана, или другие редкоземельные добавки, тальк, оксид железа, оксид алюминия, бемит, оксид бора, оксид церия, оксид алюминия - оксинитрид, нитрид бора, нитрид кремния, графит, а также комбинации указанных керамических материалов.
Связующий материал используют в виде порошка, причем он может быть введен в жидкий разбавитель для создания однородной, гомогенной смеси связующего материала с абразивным шлифовальным зерном в ходе изготовления агломератов.
Дисперсию органических связок преимущественно добавляют в компоненты порошкового связующего материала в качестве формующей добавки или технологической добавки. Такие связки могут содержать декстрины, крахмал, животный протеиновый клей и другие типы клеев; жидкий компонент, такой как вода, растворитель, модификаторы вязкости или рН; и улучшающие перемешивание добавки. Использование органических связок улучшает однородность агломерата, в особенности однородность дисперсии связующего материала на зерне, а также качество структуры предварительно обожженных или сырых агломератов, так же как и обожженного абразивного инструмента, содержащего агломераты. Так как связки выгорают при обжиге агломератов, они не становятся частью готового агломерата или готового абразивного инструмента.
Неорганический активатор склеивания (адгезии) может быть добавлен в смесь для улучшения адгезии связующих материалов с абразивным шлифовальным зерном, что необходимо для улучшения качества смеси. Неорганический активатор склеивания может быть использован при приготовлении агломератов как с органической связкой, так и без нее.
Несмотря на то что имеющие высокую температуру плавления связующие материалы являются предпочтительными для применения в агломератах в соответствии с настоящим изобретением, также могут быть использованы и другие связующие материалы, в том числе неорганические связующие материалы, органические связующие материалы и металлические связующие материалы, а также их комбинации. Связующие материалы преимущественно используют при производстве абразивных инструментов в качестве связки для абразивов с органической связкой, для абразивного гибкого инструмента (для покрытых абразивов) и абразивов с металлической связкой и т.п.
Связующий материал составляет ориентировочно от 0.5 до 15 объем.%, преимущественно от 1 до 10 объем.%, а еще лучше, от 2 до 8 объем.% агломерата.
Объем.% пористости в агломерате выбирают настолько высоким, насколько это технически выполнимо при сохранении механической прочности агломерата, необходимой для изготовления абразивного инструмента и проведения шлифования с его помощью. Пористость может лежать в диапазоне от 30 до 88 объем.%, преимущественно от 40 до 80 объем.%, а еще лучше от 50 до 75 объем.%. Часть (например, до 75 объем.%) пористости в агломератах преимущественно присутствует в виде взаимосвязанной пористости, или пористости, проницаемой для потока флюидов, в том числе и жидкостей (например, для охлаждающей среды при шлифовании и шлифовального шлама), воздуха и расплавленной полимерной связки во время отверждения круга. Можно полагать, что органические связующие материалы мигрируют во внутренние поры спеченных агломератов абразивного шлифовального зерна во время термического отверждения круга, за счет чего упрочняется связка зерна и получают структуру круга с недостижимыми прежде объемами пористости, без ожидаемой потери механической прочности.
Плотность агломератов может быть выражена различным образом. Объемная плотность агломератов может быть выражена как плотность неплотной упаковки LPD. Относительная плотность агломератов может быть выражена как процент начальной относительной плотности или как отношение относительной плотности агломератов к плотности компонентов, использованных при приготовлении агломератов, принимая во внимание объем взаимосвязанной пористости в агломератах.
Процент начальной относительной плотности может быть получен путем деления LPD (р) на теоретическую плотность агломератов (ро), допуская нулевую пористость. Теоретическая плотность может быть рассчитана в соответствии с объемным правилом смесей из весового процентного содержания и удельной массы связующего материала и абразивного шлифовального зерна, содержащихся в агломератах. Для спеченных агломератов в соответствии с настоящим изобретением максимальный процент относительной плотности составляет 50 объем.%, причем максимальный процент относительной плотности, составляющий 30 объем.%, является предпочтительным.
Относительная плотность может быть измерена с использованием объема вытеснения жидкости, причем она содержит взаимосвязанную пористость и не содержит пористость с закрытыми порами. Относительная плотность представляет собой отношение объема спеченных агломератов, измеренного при помощи вытеснения жидкости, к объему материалов, использованных для приготовления спеченных агломератов. Объем материалов, использованных для приготовления спеченных агломератов, является мерой кажущегося объема, основанной на количестве и плотности упаковки абразивного шлифовального зерна и связующего материала, использованных для приготовления агломератов. Для спеченных агломератов максимальная относительная плотность агломератов преимущественно составляет 0.7, причем максимальная относительная плотность, составляющая 0.5, является предпочтительной.
Агломераты, предназначенные для использования в связанных абразивных инструментах в соответствии с настоящим изобретением, могут быть приготовлены по способам, раскрытым в находящийся в государственной собственности заявке на патент США No 10/120969. В этой заявке описано, что простую смесь зерна и связующего материала (возможно, с органической связкой) направляют в роторное (барабанное) устройство прокаливания (во вращающуюся обжиговую печь) и производят обжиг связующего материала (например, при температуре ориентировочно от 650 до 1400°С), чтобы образовать стекловидную или застеклованную связку, удерживающую абразивные шлифовальные зерна вместе в агломерате. При агломерации абразивного шлифовального зерна с отверждаемыми при более низких температурах (например, ориентировочно от 145 до 500°С) связующими материалами, может быть использован альтернативный вариант барабанной печи. В соответствии с этим альтернативным вариантом используют барабанную сушилку, которая подает нагретый воздух к выпускному концу трубы для нагревания сырой смеси агломерированного абразивного шлифовального зерна и для сушки (отверждения) связующего материала, чтобы связать его с зерном. Агломераты получают по мере поступления абразивного шлифовального зерна. Использованный здесь термин "вращающаяся обжиговая печь" включает в себя такие барабанные сушилки.
В соответствии с другим способом изготовления агломератов абразивного шлифовального зерна паста может быть получена из связующих материалов и зерна с использованием органического связующего раствора и экструдирована с получением удлиненных частиц с использованием устройства и способа, раскрытых в патенте США No. A-4393021, а затем спечена.
В процессе сухой грануляции, лист или блок, изготовленный из абразивного шлифовального зерна, введенного в дисперсию или пасту связующего материала, может быть высушен и затем направлен в устройство уплотнения прокаткой для дробления композиционного материала зерна и связующего материала, после чего проводят операцию спекания.
В другом способе изготовления сырых агломератов или их предшественников смесь органического связующего материала и зерна может быть введена в устройство формования для получения за счет формования точных форм и размеров, например, как это описано в патенте США No. 6217413 B1.
В соответствии с другим возможным способом приготовления агломератов смесь абразивного шлифовального зерна, связующих материалов и системы органической связки подают в печь без предварительной агломерации и нагревания. Смесь нагревают до температуры, достаточно высокой для плавления и течения связующего материала и его сцепления с зерном, а затем охлаждают для получения композиционного материала. После этого композиционный материал измельчают и просеивают для изготовления спеченных агломератов.
Приведенные далее примеры служат для пояснения настоящего изобретения и не имеют ограничительного характера.
Пример 1
Абразивное шлифовальное зерно/Агломераты с застеклованной связкой
Застеклованные связующие материалы (см. Таблицу 1-1, примечания b и с) были использованы для изготовления образцов AV2 и AV3 агломерированного абразивного шлифовального зерна. Агломераты были приготовлены во вращающейся обжиговой печи в соответствии со способом, описанным в заявке на патент США No 10/120969, пример 1, с использованием указанных ниже материалов. AV2 агломераты были приготовлены с использованием 3 вес.% связующего материала А. Была установлена температура обжига 1250°С, угол наклона трубки составлял 2.5 градуса, а скорость вращения составляла 5 об/мин. AV3 агломераты были приготовлены с использованием 6 вес.% связующего материала Е при температуре обжига 1200°С, угол наклона трубки составлял 2.5-4°, а скорость вращения составляла 5 об/мин. В качестве абразивного шлифовального зерна было использовано абразивное шлифовальное зерно из плавленого глинозема 38А с размером 80 единиц, полученное на фирме Saint-Gobain Ceramics & Plastics, Inc:, Worcester, MA, США.
Были проведены проверки агломератов застеклованного зерна на плотность неплотной упаковки, относительную плотность и размер. Результаты испытаний приведены ниже в Таблице 1-1. Агломераты состоят из множества индивидуальных абразивных зерен (например, от 2 до 40 зерен), связанных вместе при помощи застеклованного связующего материала с точках контакта одного зерна с другим, а также имеют видимые пустоты. Большинство агломератов являются достаточно стойкими к уплотнению и сохраняют размерные характеристики после проведения операций перемешивания и формования при изготовлении абразивного круга.
А связующий материалb
b. Связующий материал А (описанный в заявке на патент США No 10/120969, пример 1, представляет собой смесь исходных материалов (например, глины и минералов), которую обычно используют для изготовления застеклованных связок для абразивных шлифовальных кругов. После агломерации, композиция спеченного стекла связующего материала А содержит следующие оксиды (вес.%): 69% стеклообразователей (SiO2+В2О3); 15% Al2О3; 5-6% щелочноземельных оксидов RO (CaO, MgO); 9-10% щелочных оксидов R2O(Na2O, K2O, Li2O), и имеет удельную массу 2.40 г/см3 и расчетную вязкость 25,590 пуаз при 1180°С.
с. Связующий материал Е (также описанный в заявке на патент США No 10/120969, пример 1, представляет собой смесь исходных материалов (например, глины и минералов), которую обычно используют для изготовления застеклованных связок для абразивных шлифовальных кругов. После агломерации композиция спеченного стекла связующего материала А содержит следующие оксиды (вес.%): 64% стеклообразователей (SiO2+BrO3); 18% Al2О3; 6-7% щелочноземельных оксидов RO (CaO, MgO); 11% щелочных оксидов R2О (Na2O, К2О, Li2O), и имеет удельную массу 2.40 г/см3 и расчетную вязкость 55,300 пуаз при 1180°С.
Абразивные круги
Образцы агломерата AV2 и AV3 были использованы для изготовления экспериментальных абразивных шлифовальных кругов (тип 1) (окончательный размер 5.0×0.5×1.250 дюйма) (12.7×1.27×3.18 см).
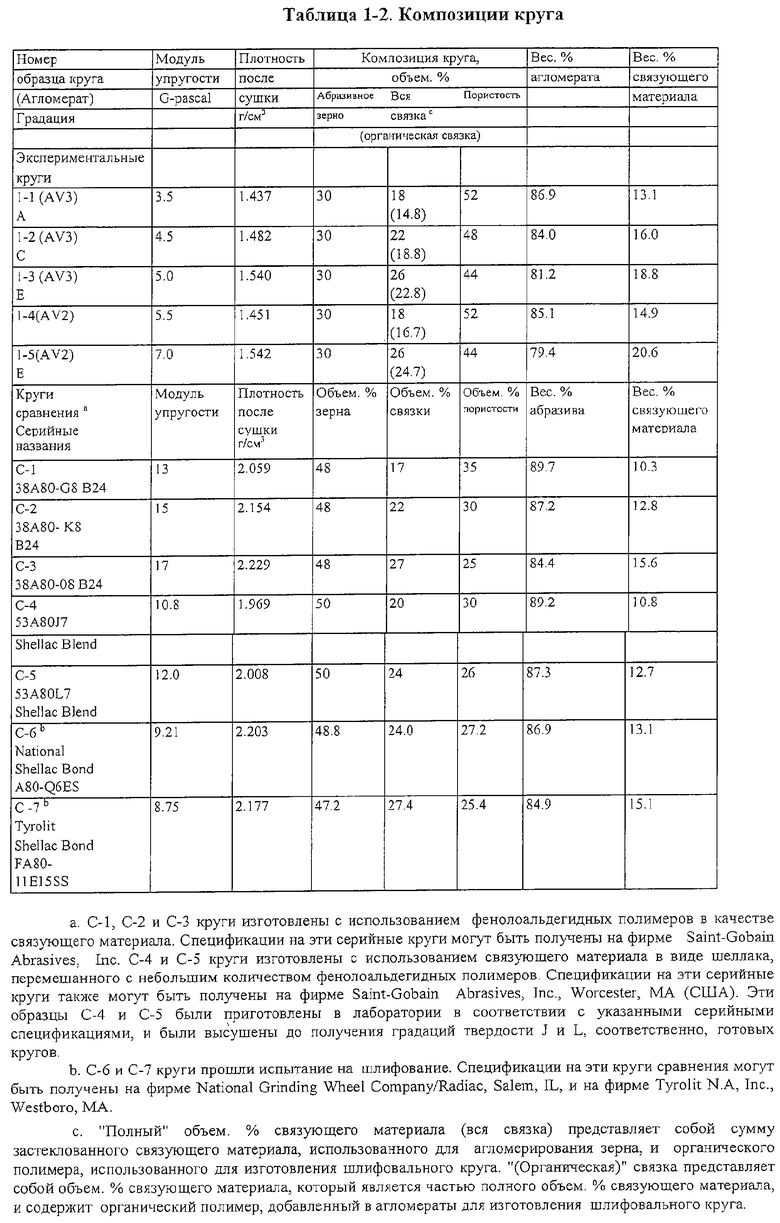
Экспериментальные круги были изготовлены за счет добавления агломератов во вращающуюся лопастная мешалку (типа Foote- Jones, фирма Illinois Gear, Chicago, IL), и смешивания с ними жидкого фенолоальдегидного полимера (полимер V-1181 фирмы Honey-well International Inc., Friction Division, Troy NY) (22 вес.% полимерной смеси). Порошковый фенолоальдегидный полимер (Durez Varcum® 29-717 фирмы Durez Corporation, Dallas TX) (78 вес.% полимерной смеси) добавляли в мокрые агломераты. Весовые проценты абразивного агломерата и полимерного связующего материала, использованные для изготовления этих кругов, и состав готовых кругов (с учетом объем.% абразива, связующего материала и пористости в отвержденных кругах) приведены далее в Таблице 1-2.
Материалы перемешивали в течение достаточного периода времени, чтобы получить однородную смесь и снизить до минимума количество рыхлого связующего материала. После перемешивания агломераты пропускали через сито 24 меш для разрушения любых больших комков полимера. Однородную смесь агломерата и связующего материала вводили в пресс-формы и прикладывали давление для формования сырых (неспеченных) кругов. Эти сырые круги извлекали из пресс-форм, обертывали бумагой с покрытием и сушили (спекали) при максимальной температуре 160°С, разделяли по сортам, производили чистовую обработку и проверяли в соответствии с принятой методикой оценки промышленных шлифовальных кругов. Измеряли модули упругости готовых кругов. Полученные результаты приведены далее в Таблице 1-2.
Модули упругости измеряли с использованием установки Grindosonic, по способу, описанному в публикации "Sonic Testing of Grinding Wheels", Advances in Machine Tool Design and Research, Pergamon Press, 1968.
Испытания на шлифование
Экспериментальные круги были подвергнуты испытанию на вальцешлифование (имитация), для сравнения с серийными кругами, связанными при помощи фенолоальдегидных полимеров (С-1 - С-3, получены на фирме Saint-Gobain Abrasives, Inc., Worcester, MA (США). Круги со шеллачной связкой (С-4 и С-5), которые были приготовлены в лаборатории с использованием смеси шеллачного полимера, также проходили испытания в качестве кругов сравнения. Эти круги сравнения были выбраны потому, что они имеют составы, структуры и физические свойства, эквивалентные кругам, которые используют в серийных операциях вальцешлифования.
Для имитации вальцешлифования в лабораторных условиях была проведена операция шлифования в канавке с непрерывным контактом на плоскошлифовальном станке. При проведении испытаний были использованы следующие условия шлифования:
Шлифовальный станок: Brown & Sharpe плоскошлифовальный станок
Режим: два прохода шлифования в канавке с непрерывным контактом с изменением направления на обратное в конце прохода, ранее потери контакта с обрабатываемой деталью.
Охлаждающая среда: Trim Clear при разбавлении 1:40 деионизированной водой.
Обрабатываемая деталь: 16Х4 дюйма 4340 сталь, твердость Rc50
Скорость вращения обрабатываемой детали: 25 футов/мин
Скорость вращения круга: 5730 об/мин
Вертикальная подача: 0.100 дюйма (полная)
Глубина прореза: 0.0005 дюйма на каждом конце
Время контакта: 10.7 минут.
Правка: алмаз с точечным контактом, при поперечной подаче 10 дюймов/мин, 0.001 дюйма компенсация.
Вибрацию круга в ходе шлифования измеряли при помощи оборудования IRD Mechanalysis (анализатор типа 855 Analyzer/Balancer фирмы Entek Corporation, North Westerville, Ohio). При проходе начального шлифования регистрировали уровни вибрации на различных частотах (как скорость в дюйм/ сек), с использованием методики быстрого преобразования Фурье (FFT), через 2 и 8 минут после правки круга. После прохода начального шлифования осуществляли второй проход шлифования и регистрировали связанный со временем рост уровня вибрации на выбранной заданной частоте (57000 циклов в минуту, частоту выбирали при начальном проходе), при полном времени нахождения круга в контакте с обрабатываемой деталью, составляющем 10.7 мин. Скорости изнашивания круга (WWR), скорости съема материала (с обрабатываемой детали) (MRR) и другие переменные шлифования регистрировали по мере осуществления проходов шлифования. Эти данные вместе с амплитудой вибрации для каждого круга, после 9-10 минут непрерывного контакта шлифования приведены ниже в Таблице 1-3.
Результаты испытания на шлифование
9-10 мин. дюйм/сек
Дж/мм3
Можно видеть, что экспериментальные круги имеют самую низкую интенсивность изнашивания круга и самые низкие значения амплитуды вибрации. Серийные круги сравнения со связками из фенолоальдегидных полимеров (38A80-G8 В24, -К8 В24 и -08 В24) имеют низкую интенсивность изнашивания круга, но неприемлемо высокие значения амплитуды вибрации. Можно предсказать, что эти круги будут создавать нестабильные вибрации в реальной операции вальцешлифования. Круги сравнения со связками из шеллачного полимера (53A80J7 Shellac Blend и 53A80L7 Shellac Blend), имеют высокую интенсивность изнашивания круга, но приемлемые низкие значения амплитуды вибрации. Экспериментальные круги превосходят все круги сравнения во всем диапазоне мощностей (почти постоянная амплитуда вибрации при 10-23 л.с. и существенно более низкие WWR), причем экспериментальные круги имеют лучшие G - отношения (скорость съема материала / интенсивность изнашивания круга), что является свидетельством отличной эффективности и высокого срока службы круга.
Можно полагать, что относительно низкий модуль упругости и относительно высокая пористость экспериментальных кругов позволяют создать стойкий к нестабильным вибрациям круг без снижения срока службы круга и эффективности шлифования. Совершенно неожиданно обнаружили, что экспериментальные круги имеют более высокую эффективность шлифования, чем круги, которые содержат более высокие объемные проценты зерна и имеют более высокую градацию твердости. Несмотря на то что экспериментальные круги имеют относительно мягкую градацию твердости (градацию А-Е по шкале твердости шлифовального круга фирмы Norton), они шлифуют более активно, с меньшим износом круга и обеспечивают более высокое G-отношение, чем круги сравнения, имеющие существенно более высокие градации твердости (например, градации G-O по шкале твердости шлифовального круга фирмы Norton). Эти результаты являются весьма существенными и совершенно неожиданными.
Пример 2.
Экспериментальные круги, содержащие агломерированное зерно, были приготовлены с использованием серийной операции изготовления и испытаны в промышленной операции вальцешлифования, в которой ранее использовали связанные шеллаком круги.
Абразивное шлифовальное зерно/ Агломераты неорганического связующего материала.
Застеклованные связующие материалы (связующий материал А из приведенной выше Таблицы 1-1) были использованы для изготовления образца AV4 агломерированного абразивного шлифовального зерна. Образец AV4 был аналогичен образцу AV2 за исключением того, что образец AV4 был отобран из партии промышленного объема. Агломераты были приготовлены с использованием вращающейся обжиговой печи по способу, описанному в заявке на патент США No 10/120969, пример 1. В качестве абразивного шлифовального зерна использовали зерно из плавленого глинозема 38А, 80 единиц, полученное на фирме Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, США, причем использовали 3 вес.% связующего материала А. Установили температуру обжиговой печи 1250°С, угол наклона трубы 2.5 градуса и скорость вращения трубы 5 об/мин. Агломераты были обработаны 2% раствором силана (полученным на фирме Crompton Corporation, South Charleston, West Virginia).
Шлифовальные круги.
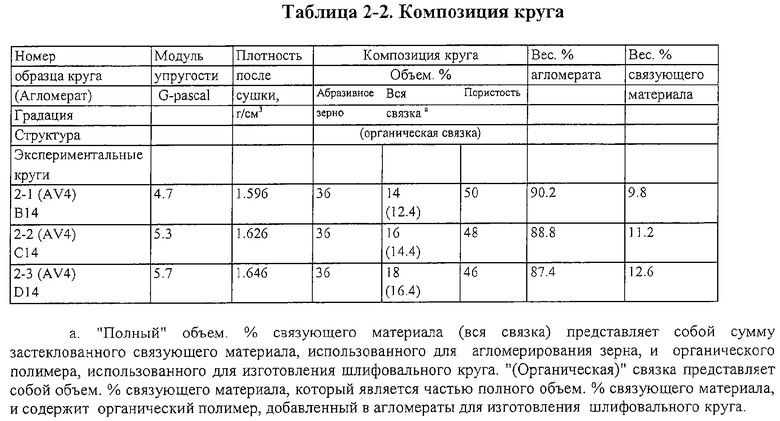
Образец агломерата AV4 был использован для изготовления шлифовальных кругов (окончательный размер: диаметр 36" × ширина 4" × центральное отверстие 20" (тип 1) (91.4×10.2×50.8 см). Экспериментальные абразивные круги были приготовлены с использованием серийного оборудования за счет перемешивания агломератов с жидким фенолоальдегидным полимером (полимер V-1181, полученный на фирме Honeywell International Inc., Friction Division, Troy NY) (22 вес.% полимерной смеси) и порошковым фенолоальдегидным полимером (полимер Durez Varcum® 29-7171, полученный на фирме Durez Corporation, Dallas TX) (78 вес.% полимерной смеси). Весовые проценты абразивного агломерата и полимерного связующего материала, использованные в данных кругах, приведены далее в Таблице 2-2. Материалы перемешивали в течение достаточного периода времени, чтобы получить однородную смесь. Однородную смесь агломерата и связующего материала вводили в пресс-формы и прикладывали давление для формования сырых (неотвержденных, невысушенных) кругов. Эти сырые круги извлекали из пресс-форм, обертывали бумагой с покрытием и сушили при максимальной температуре 160°С, разделяли по сортам, производили чистовую обработку и проверяли в соответствии с принятой методикой оценки промышленных шлифовальных кругов. Измеряли модули упругости готовых кругов и плотность после обжига. Полученные результаты приведены далее в Таблице 2-2. Измерили разрывную скорость круга и нашли, что максимальная рабочая скорость круга составляет 9500 линейных футов в минуту.
Состав кругов (в том числе об.% абразива, связующего материала и пористости в отвержденных кругах) приведен в Таблице 2-2. Эти круги при визуальном осмотре имеют открытую, однородную структуру пористости, неизвестную в органически связанных серийных шлифовальных кругах.
Испытания на шлифование
Указанные экспериментальные абразивные круги были испытаны при проведении двух серийных операций шлифования для отделки валков для холодной прокатки. После шлифования эти кованые стальные валки были использованы для прокатки и окончательной отделки поверхности листов металла (например, стали). В серийных операциях обычно используют круги со шеллачной связкой (обычно с абразивным шлифовальным зерном 80 единиц из оксида алюминия), с рабочей скоростью 6500 линейных футов в минуту и максимальной скоростью ориентировочно 8000 линейных футов в минуту. Условия шлифования приведены ниже, а результаты испытаний приведены в Таблицах 2-3 и 2-4.
Условия шлифования А:
Шлифовальный станок: Farrell Roll Grinder, 40 л.с.
Охлаждающая среда: Stuart Synthetic w/вода
Скорость вращения круга: 780 об/мин
Обрабатываемая деталь: кованая сталь, валки для прокатного стана тандем,
твердость 842 Equotip, 82×25 дюймов (208×64 см)
Скорость вращения обрабатываемой детали (валок): 32 об/мин
Траверса: 100 дюймов/мин.
Непрерывная подача: 0.0009 дюйма/мин.
Конечная подача: 0.0008 дюйма/мин.
Требуемая чистота поверхности: шероховатость 18-30 Ra, 160 пиков максимум.
Условия шлифования В:
Шлифовальный станок: Pomini Roll Grinder, 150 л.с.
Охлаждающая среда: Stuart Synthetic w/вода
Скорость вращения круга: 880 об/мин.
Обрабатываемая деталь: кованая сталь, валки для прокатного стана тандем, твердость 842 Equotip, 82 X 25 дюймов (208 X 64 см)
Скорость вращения обрабатываемой детали (валок): 32 об/мин
Траверса: 100 дюймов/мин.
Непрерывная подача: 0.00011 дюйма/мин.
Конечная подача: 0.002 дюйма/мин.
Требуемая чистота поверхности: шероховатость 18-30 Ra, ориентировочно 160 - 180 пиков
Результаты испытания на шлифование/Условия шлифования А
При условиях шлифования А экспериментальные шлифовальные круги показывают отличные характеристики шлифования и позволяют обеспечивать существенно более высокие G-отношения, чем наблюдаемые ранее в промышленных операциях при таких же условиях шлифования, с использованием связанных шеллаком кругов. Если основываться на предыдущем опыте вальцешлифования при условиях шлифования А, то экспериментальные круги 2-1, 2-2 и 2-3 следовало бы считать слишком мягкими (соответствующими значениям B-D по шкале градаций твердости фирмы Norton) для того, чтобы обеспечить приемлемую эффективность шлифования; поэтому можно считать полученные результаты с высокими G-отношениями совершенно неожиданными. Более того, поверхность валка не имеет следов нестабильных вибраций и соответствует требованиям относительно шероховатости поверхности (18-30 Ra) и числа пиков на поверхности (около 160). Экспериментальные круги позволяют получить чистоту поверхности, которая раньше могла быть получена только с использованием связанных шеллаком кругов.
При втором испытании на шлифование экспериментального круга 2-3 при условиях шлифования В находят подтверждение удивительные преимущества использования кругов в соответствии с настоящим изобретением при промышленной операции шлифования для отделки валка для холодной прокатки в течение длительного периода испытаний. Результаты испытаний приведены ниже в Таблице 2-4.
Результаты испытания на шлифование/Условия шлифования В
а. Измеренный износ круга.
b. Измеренный съем материала.
Интегральное (накопленное) G-отношение для экспериментального круга 2-4 равняется 2.093 после шлифования 19 валков и достижения износа, составляющего ориентировочно 3 дюйма от диаметра круга. Это G-отношение отображает улучшение в 2-3 раза G-отношений, характерных для серийных шлифовальных кругов (например, для связанных шеллаком кругов С-6 и С-7, описанных в примере 1), которые используют для шлифования валков в условиях шлифования А или В. Скорость вращения круга и скорость съема материала для экспериментального круга выше, чем для серийных шлифовальных кругов сравнения, использованных в указанной операции вальцешлифования, что дополнительно подтверждает удивительную эффективность шлифования, которая может быть достигнута по способу в соответствии с настоящим изобретением. Полученная при помощи экспериментального круга чистота поверхности валка является приемлемой в соответствии с производственными стандартами. Накопленные результаты, полученные после шлифования 19 валков, подтверждают стабильную работу экспериментального круга и высокую стойкость круга к развитию огранки круга (отклонения от круглости), вибрации и дребезга по мере снашивания круга в операции шлифования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЯЗАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБЫ ШЛИФОВАНИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2003 |
|
RU2278773C2 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ И ИСПОЛЬЗУЕМЫЙ В НЕМ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2351453C2 |
| ПОРИСТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С АГЛОМЕРИРОВАННЫМИ АБРАЗИВНЫМИ МАТЕРИАЛАМИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ АГЛОМЕРИРОВАННЫХ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2281851C2 |
| АБРАЗИВНЫЕ ИЗДЕЛИЯ И АБРАЗИВНЫЙ МАТЕРИАЛ С ПОКРЫТИЕМ | 2003 |
|
RU2279966C2 |
| ШЛИФОВАЛЬНЫЕ КРУГИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2153411C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ С ПОЛИМЕРНОЙ СВЯЗКОЙ | 2012 |
|
RU2567165C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2151045C1 |
| АБРАЗИВНЫЙ КРУГ СО СВЯЗКОЙ | 2011 |
|
RU2510323C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ И АБРАЗИВНЫЕ ИНСТРУМЕНТЫ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2004 |
|
RU2320472C2 |
| ПАРТИЯ САПФИРОВЫХ ПОДЛОЖЕК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2412037C1 |
Изобретение относится к области абразивной обработки и может быть использовано при шлифовании прокатных валков. Для обработки используют стойкие к вибрации шлифовальные круги, имеющие до 54 объем. % пористости, максимальную плотность после отверждения 2,0 г/см3, относительно высокие значения разрывной скорости и относительно низкие значения модуля упругости. Прокатному валку и шлифовальному кругу сообщают перемещения относительно друг и друга. В результате повышается эффективность обработки и чистота обрабатываемой поверхности. 4 н. и 52 з.п. ф-лы, 6 табл.
a) используют шлифовальный круг, содержащий абразивное шлифовальное зерно, связку из фенолоальдегидного полимера и имеющий от 36 до 54 об.% пористости, максимальную плотность после отверждения 2,0 г/см3 и разрывную скорость, составляющую по меньшей мере 1830 м/мин;
b) устанавливают шлифовальный круг на станке для вальцешлифования и приводят во вращение;
c) вводят шлифовальный круг в контакт с вращающимся прокатным валком, имеющим цилиндрическую поверхность;
d) перемещают круг вдоль поверхности прокатного валка при поддержании непрерывного контакта круга с поверхностью прокатного валка
e) и шлифуют поверхность прокатного валка до шероховатости поверхности от 10 до 50 Ra с обеспечением поверхности, свободной от линейных следов подачи, следов вибраций и поверхностных неровностей.
a) используют шлифовальный круг, содержащий по меньшей мере 20 об.% агломератов абразивного шлифовального зерна, органическую полимерную связку и имеющий от 38 до 54 об.% пористости;
b) устанавливают шлифовальный круг на станке для вальцешлифования и приводят во вращение;
c) вводят шлифовальный круг в контакт с вращающимся прокатным валком, имеющим цилиндрическую поверхность;
d) перемещают круг вдоль поверхности прокатного валка при поддержании непрерывного контакта круга с поверхностью прокатного валка
e) и шлифуют поверхность прокатного валка до шероховатости поверхности от 10 до 50 Ra с обеспечением поверхности, свободной от линейных следов подачи, следов вибраций и поверхностных неровностей.
a) используют шлифовальный круг, содержащий 22 - 40 об.% абразивного шлифовального зерна и имеющий от 36 до 54 об.% пористости в органической полимерной связке, максимальное значение модуля упругости 12 ГПа и минимальную разрывную скорость 1830 м/мин;
b) устанавливают шлифовальный круг на станке для вальцешлифования и приводят во вращение;
c) вводят шлифовальный круг в контакт с вращающимся прокатным валком, имеющим цилиндрическую поверхность;
d) перемещают круг вдоль поверхности прокатного валка при поддержании непрерывного контакта круга с поверхностью прокатного валка
e) и шлифуют поверхность прокатного валка до шероховатости поверхности от 10 до 50 Ra с обеспечением поверхности, свободной от линейных следов подачи, следов вибраций и поверхностных неровностей.
а) используют шлифовальный круг, содержащий 22-40 об.% абразивного шлифовального зерна и имеющий от 36 до 54 об.% пористости в органической полимерной связке, максимальное значение модуля упругости 12 ГПа и минимальную разрывную скорость 1830 м/мин;
b) устанавливают шлифовальный круг на станке для вальцешлифования и приводят во вращение;
c) вводят шлифовальный круг в контакт с вращающимся прокатным валком, имеющим цилиндрическую поверхность;
d) перемещают круг вдоль поверхности прокатного валка при поддержании непрерывного контакта круга с поверхностью прокатного валка;
e) шлифуют поверхность прокатного валка;
f) повторяют операции от с) до е);
причем круг остается свободным от вибраций по мере его расхода за счет операций шлифования.
| US 4671017 А, 09.06.1987 | |||
| US 5203886 А, 20.04.1993 | |||
| Способ шлифования поверхности валков стана холодной прокатки | 1983 |
|
SU1098761A1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТИ БОЧКИ ВАЛКОВ | 1972 |
|
SU429930A1 |

