Предпосылки к созданию изобретения
Настоящее изобретение имеет отношение к созданию связанных абразивных изделий или инструментов, таких как шлифовальные круги, шлифовальные сегменты, шлифовальные диски и хоны, имеющие новые композиционные структуры, к способам изготовления таких инструментов, позволяющим создавать эти новые структуры инструментов, и к способам шлифования, полирования или чистовой обработки поверхности с использованием таких инструментов.
Связанные абразивные инструменты содержат твердые и обычно монолитные, трехмерные, абразивные композиционные материалы и выполнены в виде кругов, дисков, сегментов, установочных позиций, хонов и других форм инструмента, причем инструмент имеет центральное отверстие или другие средства для установки на устройстве или станке определенного типа для проведения шлифования или полирования заготовки или же для проведения заточки инструмента. Указанные композиционные материалы включают в себя 3 структурных элемента или фазы: абразивное шлифовальное зерно, связующий материал и пористость.
Связанные абразивные инструменты имеют различные "градации" и "структуры", которые на практике определяют при помощи относительной твердости и плотности абразивного композиционного материала (градация) и при помощи объемного процента абразивного шлифовального зерна, связующего материала и пористости в композиционном материале (структура).
В течение почти 70 лет градацию и структуру считали наиболее надежными средствами предсказания твердости связанного абразивного инструмента, интенсивности изнашивания инструмента, необходимой для шлифования мощности и пригодности для изготовления. Градация и структура были впервые приняты в качестве надежных руководящих указаний для изготовления в патенте США No.-A-1,983,082, в котором описан объемный способ изготовления, позволяющий преодолеть большие трудности, связанные с плохим качеством абразивного композиционного материала и недостаточной эффективностью шлифования. В соответствии с этим способом выбирают относительные объемные проценты трех структурных компонентов таким образом, чтобы получить инструмент с заданной градацией твердости и с другими желательными физическими характеристиками. Зная желательный объем готового инструмент, вес партий абразивного шлифовального зерна и компонентов связующего материала, необходимый для изготовления инструмента, рассчитывают из объема инструмента, относительных объемных процентов и плотностей материала абразивного шлифовального зерна и компонентов связующего материала. Указанным образом можно создать таблицу стандартной структуры для определения композиции связующего материала и при последующих прогонах изготовления использовать относительные объемные проценты из таблицы стандартной структуры, чтобы изготавливать связанные абразивные инструменты, имеющие градацию твердости, согласующуюся с данным объемным процентом абразивного шлифовального зерна, связующего материала и пористости. Было отмечено, что эффективность шлифования сохраняется неизменной при переходе от одной производственной серии к другой, если поддерживать постоянными градацию и структуру.
Было показано, что при проведении различных операций шлифования контроль степени и типа пористости в композиционном материале, а в особенности пористости проницаемой или взаимосвязанной природы, повышает эффективность шлифования и позволяет сохранить качество обрабатываемой детали и избежать теплового или механического повреждения.
Любой трехмерный абразивный композиционный материал состоит из суммы относительных объемных процентов трех его образующих: абразивного шлифовального зерна, связующего материала и пористости. Сумма объемных процентов этих образующих должна составлять 100 объемных процентов; следовательно, инструменты, имеющие высокий процент пористости, должны иметь пропорционально меньшие проценты связующего материала и/или абразивного шлифовального зерна. При изготовлении связанных абразивных инструментов можно легче достичь относительно высоких объемных процентов пористости (например, 40-70 объем.%) в инструментах для точного шлифования, которые сделаны с использованием твердых, неорганических связующих материалов (например, застеклованных или керамических связующих материалов) и зерна относительно малых размеров (например, 46-220 единиц по шкале фирмы Norton), чем в инструментах для грубого шлифования, которые сделаны с использованием органических связующих материалов и относительно крупного зерна (например, 12-120 единиц по шкале фирмы Norton). Весьма пористые абразивные композиционные материалы, изготовленные с зернами больших размеров, более высокими объемными процентами зерна и более мягкими органическими связующими материалами, имеют тенденцию к усадке или расслаиванию во время стадий промежуточного формования и отверждения при изготовлении шлифовального инструмента. По этим причинам имеющиеся в продаже связанные абразивные инструменты, изготовленные с использованием органических связующих материалов, часто формуют таким образом, что они практически не содержат пористости и обычно содержат не более 30 объем.% пористости. Они редко имеют более 50 объем.% пористости.
Естественная пористость, возникающая за счет упаковки абразивных шлифовальных зерен и частиц связующего материала во время прессования, обычно недостаточна для обеспечения высокой пористости в связанных абразивных инструментах. Средства создания (индукторы) пористости, такие как пузырьковый оксид алюминия и нафталин, могут быть добавлены в смеси композита абразива и связующего материала, для того, чтобы можно было провести прессование и обработку пористого не отвержденного абразивного изделия и получить адекватный объемный процент пористости в готовом инструменте. Некоторые из средств создания пор (например, пузырьковый оксид алюминия и стеклянные шарики) будут создавать в инструменте пористость с закрытыми ячейками. Средства создания закрытых пор, которые добавляют для достижения высокого процентного содержания пористости, не обеспечивают образование открытых каналов или взаимосвязанной пористости, в результате чего исключается или снижается поток флюида через корпус инструмента, за счет чего возникает тенденция увеличения усилий шлифования и создается риск теплового повреждения (заготовки). Средства создания открытых пор, которые должны сгорать в абразивной матрице (например, скорлупа грецких орехов и нафталин), создают различные трудности при изготовлении инструмента.
Кроме того, плотности средств создания пор, связующих материалов и абразивных шлифовальных зерен существенно варьируют, что усложняет контроль расслоения абразивной смеси в ходе обработки и формования и часто приводит к потере однородности в трехмерной структуре готового абразивного изделия. Однородное, гомогенное распределение трех компонентов абразивного композиционного материала считают ключевым аспектом для достижения высокого качества инструмента и для шлифовальных кругов важным для обеспечения безопасной работы кругов при высоких скоростях вращения, необходимых для шлифования (например, свыше 4000 линейных футов в минуту (sfpm)).
Нашли, что объемный процент взаимосвязанной пористости, или проницаемость для флюида, является более значимым определителем качества шлифования при помощи абразивных изделий, чем простой объемный процент пористости (см. патент США No.-А-5,738,696). Взаимосвязанная пористость позволяет удалять отходы при шлифовании (шлифовальный шлам) и пропускать охлаждающий флюид через корпус круга в ходе шлифования. Наличие взаимосвязанной пористости может быть подтверждено при помощи измерения проницаемости круга к потоку воздуха в контролируемых условиях. В патенте США No.-A-5,738,697 описаны имеющие высокую проницаемость шлифовальные круги, которые имеют существенную степень взаимосвязанной пористости (40-80 объем.%). Эти круги сделаны с использованием матрицы волокнистых частиц, имеющих коэффициент формы по меньшей мере 5:1. В качестве волокнистых частиц могут быть использованы волокнистые абразивные шлифовальные зерна или обычные не волокнистые абразивные шлифовальные зерна, смешанные с различными волокнистыми наполнителями, такими как керамическое волокно, полиэфирное волокно и стекловолокно, а также маты и агломераты, образованные из таких частиц.
Авторы настоящего изобретения обнаружили, что связанные абразивные инструменты могут быть сделаны с относительно высоким процентом пористости и относительно низким процентом абразивного шлифовального зерна, без снижения механической прочности или износостойкости инструмента, даже если градация твердости инструмента предсказывает получение относительно низкой механической прочности. Для органически связанных абразивных инструментов оказалось, что можно изготавливать инструменты при относительных процентах абразивного шлифовального зерна, связующего материала и пористости, позволяющих создавать структуры, неизвестные для серийных связанных абразивных инструментов. Эти новые структуры включают в себя органически связанные абразивные инструменты, в которых непрерывная фаза абразивного композиционного материала содержит компоненту пористости. В предпочтительном способе создания этих новых структур большая часть абразивного шлифовального зерна агломерирована со связующим материалом ранее перемешивания, формования и термической обработки связанного абразивного инструмента.
Имеются сведения, что агломерированные абразивные шлифовальные зерна улучшают эффективность шлифования за счет механизмов, не связанных со степенью или характером пористости связанного абразивного инструмента. Абразивное шлифовальное зерно агломеруют для решения различных задач, главной из которых является создание возможности использования частиц абразивного шлифовального зерна малых размеров, позволяющих обеспечить такую же эффективность шлифования, что и более крупные абразивные частицы, или же получить более высокую чистоту поверхности обрабатываемой детали после шлифования. Во многих случаях абразивное шлифовальное зерно агломерируют для того, чтобы получить менее пористую структуру и более плотный шлифовальный инструмент, имеющий более сильно связанные абразивные шлифовальные зерна.
Имеющие очень низкую пористость (например, ориентировочно меньше чем 5 объем.% пористости) круги для зубохонингования имеют дробленые застеклованные связанные абразивные композиционные материалы, полученные за счет связывания композиционных материалов при помощи эпоксидной смолы. Эти «компаундированные» круги для зубохонингования имеются в продаже вот уже несколько лет (фирма-изготовитель Saint-Gobain Abrasives, GmbH).
В патенте США No.-А-2,216,728 раскрыты агрегаты абразивного шлифовального зерна/связующего материала, изготовленные из любого типа связующего материала. Причиной для использования агрегатов является желание получить очень плотные структуры круга для удержания алмазного зерна или зерна CBN (кубического нитрида бора) в ходе операций шлифования. Если агрегаты имеют пористую структуру, то тогда создают поток внутриагрегатных связующих материалов, который втекает в поры агрегатов и обеспечивает полную плотность структуры в ходе обжига. Агрегаты позволяют использовать мелочь абразивного шлифовального зерна, которая в противном случае теряется в процессе изготовления инструментов.
В патенте США No.-A-3,982,359 описано формование агрегатов полимерного связующего материала и абразивного шлифовального зерна, имеющих величины твердости, превышающие величины твердости полимерного связующего материала, использованного для связывания агрегатов в абразивном инструменте. Более высокие скорости шлифования и более длительные сроки службы инструмента были получены в связанных кругах с полимерным связующим материалом, содержащих агрегаты.
В патенте США No.-A-4,799,939 описаны эродируемые агломераты абразивного шлифовального зерна, полых тел и органического связующего материала, а также использование этих агломератов в покрытых абразивах и связанных абразивах. Аналогичные агломераты раскрыты в патенте США No.-A-5,039,311 и в патенте США No.-A-4,652,275.
В патенте США No.-A-5,129,189 раскрыты абразивные инструменты, имеющие матрицу полимерного связующего материала, содержащую конгломераты абразивного шлифовального зерна, полимера и материала наполнителя, такого как криолит, имеющие 5-90 объем.% пористости.
В патенте США No.-A-5,651,729 описан шлифовальный круг, имеющий сердечник и отдельный абразивный ободок, сделанный из полимерного связующего материала и дробленых агломератов алмазного или CBN абразивного шлифовального зерна, с металлическим или керамическим связующим материалом. Установленные преимущества кругов, сделанных с использованием агломератов, включают в себя наличие свободного пространства для удаления стружки, высокую износостойкость, характеристику самозаточки, высокое механическое сопротивление круга и возможность непосредственного соединения абразивного ободка с корпусом круга. В соответствии с одним из вариантов используют связанные ободки шлифования с использованием алмаза или CBN, которые раздроблены до размера от 0,2 до 3 мм, чтобы образовать агломераты.
В патенте Великобритании No.-A-1,228,219 раскрыты конгломераты зерна и связующего материала, которые введены в матрицу полимерного, упругого связующего материала. Связующим материалом, который удерживает зерно в конгломератах, может быть керамический или полимерный материал, однако он должен быть более твердым, чем матрица полимерного, упругого связующего материала.
В патенте США No.-A-4,541,842 раскрыты покрытые абразивы и абразивные круги, сделанные с использованием агрегатов абразивного шлифовального зерна и вспененной смеси застеклованных связующих материалов с другими исходными материалами, такими как углеродная сажа или карбонаты, пригодные для вспенивания в ходе обжига агрегатов. «Гранулы» агрегатов содержат больший процент связующего материала, чем зерна, в объемных процентах. Гранулы, которые используют для изготовления абразивных кругов, спекают при 900°С (до плотности 70 фунт/куб. фут; 1,134 г./куб. см), причем для изготовления круга используют застеклованный связующий материал, который обжигают при 880°С. Круги, изготовленные с использованием 16 объем.% гранул, имеют уровень эффективности шлифования, аналогичный эффективности шлифования кругов сравнения, изготовленных с использованием 46 объем.% абразивного шлифовального зерна. Гранулы имеют открытые ячейки в матрице застеклованного связующего материала, с относительно мелкими абразивными шлифовальными зернами, которые образуют кластеры по периметрам открытых ячеек. Для обжига предварительно агломерированных сырых агрегатов используют барабанную печь, причем эти агрегаты затем вспенивают и спекают для приготовления гранул.
В патенте США No.-A-6,086,467 раскрыты шлифовальные круги, которые содержат абразивное шлифовальное зерно и кластеры зерна наполнителя меньшего размера, чем абразивное шлифовальное зерно. Может быть использован застеклованный связующий материал, а в качестве материала зерна наполнителя может быть использован оксид хрома. Размер зерна кластеров составляет 1/3 или больше от размера абразивного шлифовального зерна. Полученные преимущества включают в себя контролируемую эрозию связующего материала и удержание абразивного шлифовального зерна в применениях шлифования с малым усилием и с использованием суперабразивного шлифовального зерна, причем суперабразивное шлифовальное зерно должно быть разбавлено, чтобы снизить до минимума усилия шлифования. Кластеры зерна наполнителя могут быть образованы с использованием парафина. Ничего не говорится относительно спекания кластеров.
В публикации WO 01/85393 А1 раскрыто трехмерное абразивное изделие, изготовленное с использованием абразивных композиционных материалов, фасонных или неправильной формы, причем имеется несколько монослоев абразивных композиционных материалов. Изделие может иметь пористость внутри композиционного материала. Композиционные материалы содержат абразивные шлифовальные зерна, связанные при помощи первой неорганической или органической матрицы, причем абразивное изделие связано при помощи второго неорганического (металлического, застеклованного или керамического) или органического связующего материала, при этом полученное абразивное изделие имеет ориентировочно от 20 до 80 об.% пористости. Предпочтительное изделие содержит мелкие алмазные абразивные шлифовальные зерна, которые удерживаются в первом и втором застеклованном связующем материале. Это изделие используют для зеркального полирования стекла.
В ряде публикаций описаны покрытые абразивные инструменты, изготовленные с использованием агломерированного абразивного шлифовального зерна. Среди этих публикаций можно привести патент США No.-A.-2,194,472, в котором описаны покрытые абразивные инструменты, изготовленные с использованием агломератов множества относительно мелких абразивных шлифовальных зерен и одной из связок, которые обычно используют в покрытых или связанных абразивных инструментах. Сообщается, что неорганические композиционные материалы, содержащие мелкие зерна алмаза, CBN и других, распадающихся под воздействием теплоты, абразивных шлифовальных зерен, в матрице оксида металла, могут быть использованы в покрытых абразивных инструментах (патент США No.-A-3.916,584). В патенте США No.-A-3.048,482 раскрыты фасонные абразивные микросегменты агломерированных абразивных шлифовальных зерен и органических связующих материалов, в виде пирамид или других конических форм. Фасонные абразивные микросегменты, которые приклеены к волокнистой основе, используют для изготовления покрытых абразивов и для облицовки поверхности тонких шлифовальных кругов. В патенте США No-A-4,311,489 раскрыты агломераты мелкого (не более 200 мкм) абразивного шлифовального зерна и криолита, при необходимости с силикатной связкой, а также их использование при изготовлении покрытых абразивных инструментов. В патенте США No.-A-5,500,273 раскрыты точно отформованные частицы или композиционные материалы из абразивного зерна и полимерного связующего материала, образованные при помощи радикальной полимеризации. Аналогичные фасонные композиционные материалы раскрыты в патентах США No.-А-5,851,247; No.-А-5.714,259 и No.-A-5,342,419. В патентах США No.-5,975,988, No.-6,217,413 В1 и в публикации WO 96/10471 раскрыты покрытые абразивные изделия, которые содержат основу и органически связанный абразивный слой, причем абразив присутствует в виде фасонных агломератов, имеющих форму усеченных четырехгранных пирамид или кубов.
В патенте США No.-A-6,056,794 раскрыты покрытые абразивные изделия (абразивный гибкий инструмент), имеющие основу, органический связующий материал, который содержит твердые неорганические частицы, диспергированные в нем, и агломераты абразивных частиц, связанные с основой. Абразивные частицы в агломератах и твердые неорганические частицы в органическом связующем материале имеют главным образом одинаковые размеры. Агломераты могут иметь случайную или точно определенную форму, причем они изготовлены с использованием органического связующего материала. Твердыми неорганическими частицами могут быть любые частицы типа абразивного шлифовального зерна.
В патенте США No.-6,319,108 В1 раскрыто абразивное изделие, которое содержит твердую основу и керамические абразивные композиционные материалы, сделанные с использованием абразивных частиц в пористой керамической матрице. Композиционные материалы связаны с основой при помощи металлического покрытия, такого как электроосажденный металл. В публикации WO 01/83166 А1 раскрыты абразивные инструменты для шлифования стекла, которые содержат алмазные композиционные материалы, связанные с основой при помощи связующего материала.
В ряде патентов раскрыты абразивные инструменты, которые содержат композиционные материалы с использованием полимерного или другого органического связующего материала и абразивного шлифовального зерна. Большинство из этих инструментов представляют собой покрытые абразивные инструменты, в которых используют полимерный связующий материал для сцепления композитов абразивного шлифовального зерна с гибкой основой. Иногда совместно с абразивными композиционными материалами могут быть использованы металлические связки или эродируемые частицы. В качестве представительных патентов этой группы можно указать патент США No.-A-5,078,753; патент США No.-A-5.578.098; патент США No.-A-5,127,197; патент США No.-A-5,318,604; патент США No.-A-5,910,471 и патент США No.-A-6.217.413.
В патенте США No.-A-4,355,489 раскрыто абразивное изделие (круг, ремень, лист, блок и т.п.), изготовленное из матрицы волнистых нитей, связанных вместе в точках контакта абразивных агломератов, имеющих объем пустот ориентировочно 70-97%. Агломераты могут быть сделаны с использованием застеклованных или полимерных связок и любого абразивного шлифовального зерна. В патенте США No.-A-4,364,746 раскрыты абразивные инструменты, содержащие абразивные агломераты, имеющие различные прочности. Агломераты могут быть сделаны с использованием абразивного шлифовального зерна и полимерных связок, а также могут содержать другие материалы, такие как рубленые волокна, вводимые для повышения прочности или твердости. В патенте США No.-A-4,393,021 раскрыт способ изготовления абразивных агломератов с использованием абразивного шлифовального зерна и полимерной связки, в котором используют полотно из сетки и прокатывают пасту зерна и связки через указанное полотно, чтобы получить экструдат в виде червяков. Полученный экструдат отверждают при помощи нагревания и затем измельчают для образования агломератов.
Несмотря на наличие всесторонней совокупности знаний относительно того, как следует изготавливать абразивные изделия с агломерированным зерном и устранять или создавать пористость в инструменте, до настоящего времени никому не удалось успешно изменять базовую структуру композиционного материала трехмерного, монолитно связанного абразивного инструмента с агломерированным зерном, таким образом, чтобы градация твердости и структура инструмента больше не могла быть использована для предсказания эффективности шлифования. Никто не использовал агломерированное зерно для изготовления инструментов с объемной процентной структурой, которую трудно или невозможно изготовить с использованием обычного абразивного шлифовального зерна в органических связующих материалах. В частности, в соответствии с настоящим изобретением было определено, что без ухудшения механической прочности, снижения срока службы инструмента или эксплуатационных качеств инструмента можно получить относительно высокие объемные проценты пористости (например, около 30 объем.%) в связанных абразивных инструментах, сделанных с использованием органических связующих материалов. Кроме, того теперь в инструментах в соответствии с настоящим изобретением могут быть достигнуты существенные изменения модуля упругости и других физических свойств как для неорганически связанных, так и для органически связанных инструментов.
В связанных абразивах, сделанных с использованием органических связующих материалов, связующие материалы следует считать наиболее важным фактором в изменении градации твердости и структуры, чтобы получить соответствующую или достаточную механическую прочность или жесткость. Совершенно неожиданно оказалось, что настоящее изобретение позволяет делать инструменты с более низким содержанием абразивного шлифовального зерна в диапазоне содержаний связующего материала и позволяет использовать эти инструменты в приложениях шлифования, в которых требуется высокая механическая прочность инструментов и высокая стойкость к преждевременному изнашиванию (определенному как износ структуры инструмента, который является более быстрым, чем износ абразивного шлифовального зерна). В применениях плоского шлифования с большой контактной зоной инструменты в соответствии с настоящим изобретением фактически работают лучше, чем обычные инструменты, изготовленные с более высокими содержаниями связующего материала и абразивного шлифовального зерна.
Ни одна из предшествующих работ в области агломерированного абразивного шлифовального зерна не намекает на выгоды, которые могут быть получены в связанных абразивных инструментах за счет использования определенных, агломерированных абразивных шлифовальных зерен, в матрице органического или неорганического связующего материала, для управления трехмерной структурой связанного абразивного инструмента. В частности, совершенно неожиданно оказалось, что эти агломераты могут быть адаптированы для управления местоположением и типом пористости и матрицей связующего материала в структуре инструментов в соответствии с настоящим изобретением.
Краткое изложение изобретения
В соответствии с настоящим изобретением предлагается связанный абразивный инструмент, который содержит трехмерный композиционный материал, который имеет: (а) первую фазу, содержащую 24-48 объем.% абразивных шлифовальных зерен, связанных с 10-38 объем.% органического связующего материала, и меньше чем 10 объем.% пористости; и (b) вторую фазу, имеющую 38-54 объем.% пористости; в котором вторая фаза представляет собой непрерывную фазу в композиционном материале, причем связанный абразивный инструмент имеет минимальную разрывную скорость, составляющую 4000 линейных футов в минуту (20.32 м/с).
В соответствии с настоящим изобретением предлагаются также связанные абразивные инструменты, которые содержат трехмерный композиционный материал, имеющий: (а) 22-46 объем.% абразивных шлифовальных зерен, связанных с 4-20 объем.% неорганического связующего материала; и (b) 40-68 объем.% взаимосвязанной пористости; причем большинство абразивных шлифовальных зерен присутствуют в виде неправильных пространственных кластеров в композиционном материале; при этом связанные абразивные инструменты имеют величины модуля упругости, которые по меньшей мере на 10% ниже, чем величины модуля упругости для идентичных в других отношениях обычных инструментов, имеющих правильно расположенные абразивные шлифовальные зерна в трехмерном композиционном материале; причем связанные абразивные инструменты имеют минимальную разрывную скорость, составляющую 4000 линейных футов в минуту (20.32 м/с).
В соответствии с настоящим изобретением предлагается также способ шлифования на абразивном круге, который включает в себя следующие операции:
(a) использование связанного абразивного круга, содержащего трехмерный композиционный материал, который имеет: (i) первую фазу, содержащую 24-48 объем.% абразивных шлифовальных зерен, связанных с 10-38 объем.% органического связующего материала, и меньше чем 10 объем.% пористости; и (ii) вторую фазу, имеющую 38-54 объем.% пористости; причем вторая фаза представляет собой непрерывную фазу в композиционном материале, при этом связанный абразивный инструмент имеет минимальную разрывную скорость, составляющую 4000 линейных футов в минуту (20.32 м/с).
(b) установка связанного абразивного круга на плоскошлифовальный станок;
(c) вращение круга; и
(d) введение поверхности шлифования круга в контакт с обрабатываемой деталью на промежуток времени, достаточный для шлифовки обрабатываемой детали; причем круг удаляет (снимает) материал обрабатываемой детали с эффективной скоростью удаления, при этом поверхность шлифования круга остается главным образом свободной от шлифовальной стружки, причем после завершения шлифования обрабатываемая деталь главным образом не имеет теплового повреждения.
В соответствии с настоящим изобретением предлагается также способ глубинного шлифования, который включает в себя следующие операции:
(а) использование связанного абразивного круга, содержащего трехмерный композиционный материал, который имеет: (i) 22-46 объем.% абразивных шлифовальных зерен, связанных с 4-20 объем.% неорганического связующего материала; и (ii) 40-68 объем.% взаимосвязанной пористости; причем большинство абразивных шлифовальных зерен присутствуют в виде неправильных пространственных кластеров в трехмерном композиционном материале; при этом связанный абразивный инструмент имеет значение модуля упругости, которое по меньшей мере на 10% ниже, чем значение модуля упругости для идентичного в других отношениях обычного инструмента, имеющего правильно расположенные абразивные шлифовальные зерна в трехмерном композиционном материале; причем связанный абразивный инструмент имеет минимальную разрывную скорость, составляющую 4000 линейных футов в минуту (20.32 м/с);
(b) установка связанного абразивного круга на станок для глубинного шлифования;
(c) вращение круга; и
(d) введение поверхности шлифования круга в контакт с обрабатываемой деталью на промежуток времени, достаточный для шлифовки обрабатываемой детали; при этом круг удаляет материал обрабатываемой детали с эффективной скоростью удаления, причем после шлифования обрабатываемая деталь главным образом не имеет теплового повреждения.
Краткое описание чертежей
На фиг.1 показана троичная диаграмма сравнения относительного объемного процента структур композиций стандартных органически связанных (связанных с использованием органического связующего материала) абразивных инструментов в соответствии с настоящим изобретением.
На фиг.2 показана троичная диаграмма сравнения относительного объемного процента структур композиций стандартных органически связанных абразивных инструментов со структурами композиций органически связанных абразивных инструментов в соответствии с настоящим изобретением, изготовленных с агломератами абразивного шлифовального зерна, содержащими неорганические связующие материалы.
На фиг.3 показана троичная диаграмма, отображающая диапазон объемного процента структур композиций стандартных неорганически связанных абразивных инструментов, причем структуры композиций неорганически связанных абразивных инструментов в соответствии с настоящим изобретением изготовлены с агломератами абразивного шлифовального зерна, содержащими неорганические связующие материалы, при этом неорганические связующие материалы характеризуются существенно более низкими величинами модуля упругости, но эквивалентными величинами разрывной скорости круга, по сравнению со стандартными инструментами.
На фиг.4 показана микрофотография поверхности стандартного связанного абразивного инструмента, изготовленного с использованием органического связующего материала, где можно видеть однородное распределение трех компонентов абразивного композиционного материала.
На фиг.5 показана микрофотография поверхности связанного абразивного инструмента в соответствии с настоящим изобретением, изготовленного с использованием органического связующего материала, где можно видеть неоднородное распределение трех компонентов абразивного композиционного материала, пористость (более темные области) в виде непрерывной фазы в композиционном материале и сетку абразивного шлифовального зерна, закрепленную в органическом связующем материале.
Описание предпочтительных вариантов
Связанные абразивные инструменты
Связанные абразивные инструменты в соответствии с настоящим изобретением (шлифовальные круги, шлифовальные сегменты, шлифовальные диски, шлифовальные камни и хоны, совместно именуемые инструментами или кругами) характеризуются неизвестной ранее комбинацией структуры инструмента или круга и физических свойств. Используемый здесь термин «структура круга» относится к объемному проценту абразивного шлифовального зерна, связующего материала и пористости, которые имеются в шлифовальном круге. "Градация" твердости круга имеет буквенное обозначение, соответствующее поведению (работе) крута в операции шлифования. Для данного типа связующего материала градация твердости является функцией пористости круга, содержания зерна и некоторых физических свойств, таких как плотность в отвержденном состоянии, модуль упругости и проникновение песчаной струи (последнее обычно относится к застеклованным связанным кругам). «Градация» круга предсказывает, насколько стойким к износу будет круг во время шлифования и насколько твердым будет круг при шлифовании, то есть сколько мощности потребуется для использования круга в данной операции шлифования. Буквенное обозначение градации круга присваивают в соответствии с известной шкалой градаций фирмы Norton, причем самые мягкие градации обозначаются буквой А, а самые твердые градации обозначаются буквой Z (см., например, патент США No.-A-1,983,082). При сопоставлении градаций круга специалист обычно может составить спецификацию нового круга по аналогии с известным кругом и предсказать, что новый круг будет работать аналогично известному кругу.
Совершенно неожиданно оказалось, что для инструментов в соответствии с настоящим изобретением, которые характеризуются чередованиями в их трехмерных, монолитных структурах композиционного материала, в частности в количестве и характере компонента пористости, невозможно предсказать характеристики шлифования по градации (твердости) инструмента и структуре.
В случае изготовления с органическим связующим материалом инструменты в соответствии с настоящим изобретением могут иметь такие объемные проценты компонентов в структурах (например, пористость свыше 30 объем.%), которые трудно или невозможно получить при помощи известных процессов. Эти новые структуры могут быть получены без ухудшения механической прочности, срока службы инструмента или эксплуатационных параметров инструмента. В соответствии с предпочтительным способом эти структуры изготавливают со смесью абразивного шлифовального зерна, в которой большинство абразивного шлифовального зерна находится в виде агломератов абразивного шлифовального зерна с органическим связующим материалом неорганическим связующим материалом или смесью того и другого.
При изготовлении с неорганическим связующим материалом инструменты в соответствии с настоящим изобретением могут иметь такие же объемные проценты компонентов в структурах (см. фиг.3), что и обычные инструменты, однако при существенно более низком, например, по меньшей мере на 10% ниже, значении модуля упругости, и часто при значении модуля упругости на 50% ниже, без какой-либо эффективной потери механической прочности. Несмотря на падение жесткости инструменты в соответствии с настоящим изобретением обладают приемлемыми для практического применения значениями разрывной скорости и существенно лучшими скоростями удаления (съема) материала в некоторых операциях шлифования. В соответствии с предпочтительным способом эти структуры изготавливают с использованием смеси абразивного шлифовального зерна, в которой большинство абразивного шлифовального зерна имеет вид агломератов абразивного шлифовального зерна с неорганическим связующим материалом.
На фиг.1-5 показаны характеристики новых структур инструментов в соответствии с настоящим изобретением. На фиг.1 показана троичная диаграмма с двумя зонами, определяющими два набора кругов (известные ранее круги и экспериментальные круги в соответствии с настоящим изобретением), изготовленных с органическим связующим материалом. Известные круги и круги в соответствии с настоящим изобретением годятся для практического использования при точных операциях плоского или линейного шлифования, проводимых в тесном контакте (с заготовкой), таких как операции шлифования на абразивном круге или вальцешлифование. Обычные круги имеют структуры, содержащие от 38 до 52 объем.% зерна, от 12 до 38 объем.% связующего материала и от 15 до 37 объем.% пористости. В отличие от этого круги в соответствии с настоящим изобретением имеют структуры, которые содержат от 24 до 48 объем.% зерна, от 10 до 38 объем.% связующего материала и от 38 до 54 объем.% пористости. Легко можно видеть, что круги в соответствии с настоящим изобретением имеют существенно меньше абразивного шлифовального зерна, чем обычные круги, и содержат относительно меньшие количества связующего материала и относительно большую пористость. Что не позволяет увидеть диаграмма, так это то, что круги в соответствии с настоящим изобретением лежат на троичной диаграмме в области, в которой известные ранее способы изготовления не могут быть использованы для изготовления шлифовальных кругов. Известные ранее технологии не могут быть использованы потому, что трехмерная структура композиционного материала дает усадку при термической обработке и зоны пористости сминаются (сплющиваются), или же изготовленные круги не обладают достаточной механической прочностью для безопасного использования в операциях шлифования.
На фиг.2 показана троичная диаграмма для двух наборов кругов (известные ранее круги и экспериментальные круги в соответствии с настоящим изобретением), предназначенных для практического использования в операциях шлифования с непрерывным линейным контактом, таких как вальцешлифование. Известные круги изготовлены с органическим связующим материалом, а круги в соответствии с настоящим изобретением изготовлены с органическим связующим материалом и агломератами абразивного шлифовального зерна, содержащими неорганические связующие материалы. Круги в соответствии с настоящим изобретением показали себя превосходящими обычные круги по всем рабочим параметрам операций вальцешлифования. В этом случае обычные круги вновь имеют структуры, содержащие от 38 до 53 объем.% зерна, от 12 до 38 объем.% связующего материала и от 15 до 37 объем.% пористости. В отличие от этого круги в соответствии с настоящим изобретением имеют структуры, которые содержат от 28 до 48 объем.% зерна, от 10 до 33 объем.% связующего материала (сумма органического связующего материала в круге и неорганического связующего материала в агломератах) и от 38 до 53 объем.% пористости. Можно видеть, что круги в соответствии с настоящим изобретением могут быть изготовлены с использованием существенно меньшего количества абразивного шлифовального зерна и с существенно большей пористостью, чем обычные круги. Что не позволяет увидеть диаграмма, так это то, что круги в соответствии с настоящим изобретением характеризуются намного более мягкими градациями твердости, чем обычные круги, и меньшими величинами модуля упругости, чем обычные круги (при сравнении при эквивалентном объемном проценте связующего материала), однако они обеспечивают существенно лучшую эффективность шлифования в отношении срока службы круга, скорости съема материала (с обрабатываемой детали) и стойкости к вибрации (дрожанию) круга.
На фиг.3 показана троичная диаграмма для двух наборов кругов (известные ранее круги и экспериментальные круги в соответствии с настоящим изобретением), изготовленных с неорганическим связующим материалом, которые годятся для практического использования в операциях плоского шлифования с большой контактной зоной, таких как глубинное шлифование. Известные круги и круги в соответствии с настоящим изобретением имеют структуры, содержащие от 22 до 46 объем.% зерна, от 4 до 21 объем.% связующего материала и от 35 до 77 объем.% пористости. Что не позволяет увидеть диаграмма, так это то, что круги в соответствии с настоящим изобретением, имеющие структуру с идентичными объем.% компонентов, имеют более мягкие градации твердости и более низкое значение модуля упругости, чем обычные круги, однако круги в соответствии с настоящим изобретением обеспечивают существенно лучшую эффективность шлифования в отношении скорости съема материала (с обрабатываемой детали) и качества обработки детали.
На фиг.4-5 показаны изменения в величине и характере пористости инструментов в соответствии с настоящим изобретением по сравнению с обычными инструментами. Из рассмотрения фиг.4 (известный уровень техники) и 5 (изобретение) можно понять, что пористость (более темные зоны) в абразивном композиционном материале круга в соответствии с настоящим изобретением является непрерывной фазой взаимосвязанных каналов. Абразивное шлифовальное зерно и связующий материал видны как сетка, в которой абразивное шлифовальное зерно закреплено в органических связующих материалах. В отличие от этого обычные круги имеют главным образом однородную структуру, в которой пористость едва различима и четко присутствует как прерывистая фаза.
Аналогичным образом можно видеть, что для неорганически связанных инструментов в соответствии с настоящим изобретением пористость в абразивном композиционном материале представляет собой взаимосвязанную пористость. Абразивные шлифовальные зерна кругов в соответствии с настоящим изобретением объединены в неравномерно распределенные кластеры. В отличие от этого имеется правильное и однородное распределение зерна в обычных кругах сравнения, которые изготовлены с использованием такого же типа неорганического связующего материала и материалов зерна. Все компоненты обычных кругов размещены однородным и гомогенным образом по поверхности круга, в то время как все компоненты круга в соответствии с настоящим изобретением расположены нерегулярно и структура не является гомогенной. Как этого и следовало ожидать от инструмента с использованием неорганического связующего материала (например, застеклованного связующего материала) и относительно мелкого абразивного зерна, что является обычным для такого инструмента, при сравнении с органическим связующим материалом и более крупным абразивным зерном, показанным на фиг.5, каналы пористости и сетка абразивного шлифовального зерна и связующего материала видны не так четко в инструментах с неорганическим связующим материалом, как в инструментах с органическим связующим материалом.
Было обнаружено, что различные свойства материала связанных абразивных инструментов взаимосвязаны с раскрытыми здесь структурами нового композиционного материала, в том числе такие свойства, как механическая прочность, модуль упругости и плотность.
Свойства механической прочности определяют, может ли композиционный материал быть использован как связанный абразивный инструмент в практической операции шлифования. Так как большинство связанных абразивных инструментов используют в виде абразивных шлифовальных кругов, то механическая прочность может быть предсказана при помощи испытания круга на разрывную скорость, в котором круг устанавливают на вал в защитной камере и затем вращают с повышающимися скоростями до тех пор, пока не произойдет разрушение композиционного материала и круг не разорвется. Разрывная скорость может быть преобразована в точку разрушения растягивающего напряжения при помощи известных уравнений (например, см. публикацию Formulas for Stress and Strain. Raymond J. Roark, McGraw-Hill, 1965). Например, если рассматривать вращающийся диск с центральным отверстием, то разрушение произойдет в отверстии, где растягивающее напряжение является максимальным.
σ = растягивающее напряжение или прочность на разрыв (фунт на квадратный дюйм),
R = радиус круга (дюймы),
ρ = плотность круга (фунт/ дюйм3),
r = радиус отверстия (дюймы),
ω = угловая скорость (радиан/с),
k = постоянная (386.4),
υ = коэффициент Пуассона (0.2),

При применении этих соотношений к примеру шлифовального круга размерами 36×4×12 дюймов (91.4×10.2×30.5 см) для вальцешлифования, имеющего плотность 0.053 фунт/дюйм3 (1.46 г/см3) (содержащего 30% абразива + 22% связующего материала + 48 объем.% пор), если этот круг имеет измеренную разрывную скорость, составляющую 4,000 линейных футов в минуту (20.32 м/с), то тогда:
Угловая скорость = 4,000 футов в минуту = 44.4 радиан/с

Если разрывная скорость будет в 2 раза выше (8,000 линейных футов в минуту (40.64 м/с) или 88.8 радиан/с), то тогда растягивающее напряжение σ=1153 фунт на квадратный дюйм, в точке, где композиционный материал испытывает механическое разрушение.
Таким образом, «механическая прочность» определена здесь как разрывная скорость круга на поверхности, футов в минуту (или метров в сек) для шлифовальных кругов и, если связанный абразивный инструмент не является кругом, как измеренное растягивающее напряжение в точке, где композиционный материал испытывает полное механическое разрушение.
Другим важным свойством материала связанных абразивных инструментов в соответствии с настоящим изобретением является плотность инструмента. Органически связанные инструменты в соответствии с настоящим изобретением, как это можно ожидать по объемным процентам компонентов в их новых структурах, являются менее плотными, чем обычные инструменты сравнения, которые обычно используют в любой данной операции шлифования. Органически связанные инструменты характеризуются плотностью меньше чем 2.2 г/см3, преимущественно меньше чем 2.0 г/см3, а еще лучше меньше чем 1.8 г/см3. Инструменты для данного применения шлифования (например, для шлифования на абразивном круге стальных цилиндров) являются ориентировочно на 20-35% менее плотными, а в среднем ориентировочно на 30% менее плотными, чем сравнимые обычные инструменты, которые используют в таком применении.
Неорганически связанные инструменты в соответствии с настоящим изобретением характеризуются аналогичными или несколько меньшими плотностями, чем сравнимые обычные инструменты. Например, круги для шлифования внутреннего диаметра обычного типа имеют, как правило, плотность ориентировочно от 1.97 до 2.22 г/см3, в то время как сравнимые инструменты в соответствии с настоящим изобретением имеют плотность в диапазоне ориентировочно от 1.8 до 2.2 г/см3. Плотности кругов для глубинного шлифования в соответствии с настоящим изобретением и сравнимых обычных кругов лежат в диапазоне ориентировочно от 1.63 до 1.99 г/см3.
Однако для неорганически связанных инструментов в соответствии с настоящим изобретением величины модуля упругости существенно ниже, по меньшей мере на 10%, преимущественно по меньшей мере на 25%, а еще лучше на 50% ниже, чем величины модуля упругости для сравнимых обычных инструментов. Круги для шлифования внутреннего диаметра в соответствии с настоящим изобретением имеют модуль упругости в диапазоне от 25 до 50 ГПа (значения определены при помощи машины Grindosonic™, по способу, описанному в публикации J. Peters, «Sonic Testing of Grinding Wheels» Advances in Machine Tool Design and Research. Pergamon Press, 1968). В отличие от этого сравнимый инструмент (круг) имеет величины модуля упругости, которые лежат в диапазоне от 28 до 55 ГПа. Аналогично, в кругах для глубинного шлифования величины модуля упругости для инструментов в соответствии с настоящим изобретением лежат в диапазоне от 12 до 36 ГПа. В отличие от этого сравнимый инструмент имеет величины модуля упругости, которые лежат в диапазоне от 16 до 38 ГПа. Аналогично, в кругах для изготовления инструментов и приспособлений (плоское шлифование закаленных металлических инструментов) величины модуля упругости инструментов в соответствии с настоящим изобретением лежат в диапазоне от 12 до 30 ГПа. В отличие от этого сравнимый инструмент имеет величины модуля упругости, которые лежат в диапазоне от 16 до 35 ГПа. Как правило, для выбранного применения шлифования чем больше градация твердости сравнимого обычного инструмента, использованного в таком применении, тем больше сдвиг вниз в значении модуля упругости неорганического связанного инструмента в соответствии с настоящим изобретением, позволяющего обеспечить равные или лучшие эксплуатационные параметры в таком применении. Из этого следует, что для выбранного применения шлифования чем выше объем.% абразивного шлифовального зерна в сравнимом обычном инструменте, который необходим для такого применения, тем больше будет сдвиг вниз в значении модуля упругости неорганического связанного инструмента в соответствии с настоящим изобретением, который позволяет обеспечить равные или лучшие эксплуатационные параметры в таком применении.
Связанные абразивные инструменты в соответствии с настоящим изобретением имеют необычную пористую структуру взаимосвязанной пористости, которая делает инструмент проницаемым для потока флюида, причем пористость, в сущности, становится непрерывной фазой внутри абразивного композиционного материала. Величину взаимосвязанной пористости определяют путем измерения проницаемости инструмента для флюида по способу в соответствии с патентом США No.-A-5,738,696. В данном описании используют соотношение Q/P = проницаемость абразивного инструмента для флюида, в котором Q означает скорость потока, выраженную в кубических сантиметрах воздушного потока, а Р означает перепад давления. Термин Q/P отображает перепад (разность) давлений, измеренный между структурой абразивного инструмента и атмосферой при данной скорости потока флюида (например, воздуха). Эта относительная проницаемость Q/P пропорциональна произведению объема пор на квадрат размера пор. Предпочтительными являются поры большого размера. Геометрия пор и размер абразивного шлифовального зерна представляют собой другие факторы, которые влияют на Q/P, причем больший размер зерна дает более высокую относительную проницаемость.
Абразивные инструменты в соответствии с настоящим изобретением характеризуются более высокими значениями проницаемости для флюида, чем сравнимые обычные инструменты. Используемый здесь термин «сравнимые обычные инструменты» относится к инструментам, изготовленным с использованием такого же абразивного шлифовального зерна и тех же связующих материалов, при тех же объемных процентах пористости, зерна и связующих материалов, что и в инструментах в соответствии с настоящим изобретением. Как правило, абразивные инструменты в соответствии с настоящим изобретением имеют величины проницаемости для флюида, которые ориентировочно на 25-100% выше, чем величины для сравнимых обычных абразивных инструментов. Абразивные инструменты в соответствии с настоящим изобретением преимущественно характеризуются величинами проницаемости для флюида, которые по меньшей мере на 10% выше, а преимущественно по меньшей мере на 30% выше, чем величины для сравнимых обычных абразивных инструментов.
Точные параметры проницаемости для флюида для конкретных размеров и форм агломерата, типов связующего материала и уровней пористости могут быть определены специалистами с использованием закона Дарси для эмпирических данных для конкретного типа абразивного инструмента.
Пористость в объеме абразивного круга возникает за счет открытых промежутков, созданных за счет естественной плотности упаковки компонентов инструмента, в особенности за счет абразивных агломератов, и при необходимости за счет добавления небольшого количества среды (средства), создающей поры. В качестве примеров подходящей среды можно привести (но без ограничения) полые стеклянные шарики, полые шарики или бусины из пластмассы или органических соединений, частицы пеностекла, пузырьковый муллит и пузырьковый оксид алюминия, а также их комбинации. Инструменты могут быть изготовлены с использованием средства создания пористости с открытыми порами, такого как нафталиновые шарики, скорлупа грецких орехов или другие органические гранулы, которые сгорают при обжиге инструмента и оставляют поровое пространство в матрице инструмента, или могут быть изготовлены с закрытыми порами, с использованием средства создания пористости с закрытыми порами (например, такого как полые стеклянные шарики). Предпочтительные абразивные инструменты или совсем не содержат добавленного средства создания пор, или содержат минимальное количество (например, меньше чем 50 объем.%, преимущественно меньше чем 20 объем.%, а еще лучше, меньше чем 10 объем.% пористости инструмента) добавленного средства создания пор. Количество и тип добавленного средства создания пор должно быть достаточно для получения пористости абразивного инструмента, составляющей по меньшей мере 30 объем.%, причем пористость является взаимосвязанной пористостью.
Связанные абразивные инструменты в соответствии с настоящим изобретением, которые имеют указанные свойства материала и структурные характеристики, преимущественно изготавливают по способу, в котором большинство абразивного шлифовального зерна агломерировано со связующим материалом ранее формования и термического отверждения смешанных компонентов инструмента, чтобы получить абразивный композиционный материал. Эти агломераты абразивного шлифовального зерна могут быть приготовлены с неорганическими связующими материалами или с органическими связующими материалами.
Абразивные агломераты, изготовленные с органическими связующими материалами
Агломераты, изготовленные с органическими связующими материалами, которые применяют в соответствии с настоящим изобретением, представляют собой трехмерные структуры или гранулы, содержащие обожженные композиционные материалы абразивного шлифовального зерна и связующий материал. Могут быть использованы любые термореактивные, полимерные связующие материалы, которые обычно используют при изготовлении абразивного инструмента в качестве связки для органически связанных абразивов, покрытых абразивов и т.п. Такие материалы включают в себя фенолоальдегидные полимеры, эпоксидные смолы, фенолоформальдегидные полимеры, карбамидоформальдегидные полимеры, меламиноформальдегидные полимеры, полиакрилаты, модифицированные эластомером полимерные композиции, композиции с наполнителем, а также их комбинации. Агломераты, изготовленные с органическим связующим материалом, имеют плотность неплотной упаковки (LPD) меньше чем 1.5 г/см3, преимущественно меньше чем 1.3 г/см3, средний размер ориентировочно в 2-10 раз больше среднего размера абразивного зерна или ориентировочно от 200 до 3000 мкм, и содержание пористости ориентировочно от 1 до 50 объем.%, преимущественно от 5 до 45 объем.%, а еще лучше от 10 до 40 объем.%.
Большая часть (то есть по меньшей мере 50 объем.%) пористости в агломератах присутствует в виде пористости, которая является проницаемой для потока жидкой фазы органического связующего материала, втекающей в агломераты во время термической сушки отформованных, связанных абразивных инструментов в соответствии с настоящим изобретением.
Абразивное шлифовальное зерно для использования в агломератах, изготовленных с органическими или неорганическими связующими материалами, может содержать один или несколько видов абразивных шлифовальных зерен, которые обычно используют в абразивных инструментах, таких как зерна из оксида алюминия, в том числе из плавленого глинозема, спеченного глинозема и золь гель спеченного глинозема, спеченного боксита и т.п., из карбида кремния, смеси оксида алюминия с диоксидом циркония, алюминоксинитрида, оксида церия, закиси бора, кубического нитрида бора (CBN), алмаза, в том числе природного и синтетического, порошкообразного кварца (флинта) и зерен граната, а также из их комбинаций. Может быть использован любой размер или форма абразивного шлифовального зерна. Например, зерно может содержать некоторую долю (например, меньше чем 10 объем.% всего абразивного шлифовального зерна в инструменте) удлиненных зерен спеченного золь гель оксида алюминия, имеющих высокий коэффициент формы, такого типа, который раскрыт в патенте США No-5,129,919. Подходящие для использования в соответствии с настоящим изобретением размеры зерна лежат в диапазоне от обычного абразивного зерна (например, больше 60 мкм и до 7,000 мкм) до микроабразивного зерна (например, от 0.5 до 60 мкм) и содержат смеси таких размеров. Для конкретной операции абразивного шлифования может быть желательно агломерировать абразивное шлифовальное зерно с размерами, меньшими чем размеры абразивного шлифовального зерна (не агломерированного), которые обычно выбирают для этой операции абразивного шлифования. Например, агломерированные абразивы с размером зерна 80 единиц могут быть использованы вместо абразивов с размером зерна 54 единицы, агломерированные абразивы 100 единиц могут быть использованы вместо абразивов 60 единиц, а агломерированные абразивы 120 единиц могут быть использованы вместо абразивов 80 единиц. Использованный здесь термин «размер зерна» и единицы для его измерения относится к размеру абразивного шлифовального зерна по шкале размеров зерна фирмы Norton.
Абразивные агломераты, изготовленные с неорганическими связующими материалами
Агломераты, изготовленные с неорганическими связующими материалами, которые применяют в соответствии с настоящим изобретением, представляют собой трехмерные структуры или гранулы, содержащие обожженные пористые композиционные материалы абразивного шлифовального зерна, и керамический или застеклованный связующий материал. Агломераты имеют плотность неплотной упаковки (LPD) меньше чем 1.6 г/см3, средний размер ориентировочно в 2-10 раз больше среднего размера абразивного зерна и пористость ориентировочно от 30 до 88 объем.%, а преимущественно от 30 до 60 объем.%. Агломераты абразивного шлифовального зерна преимущественно имеют минимальную прочность на раздавливание 0.2 МПа.
Предпочтительные средние диаметры спеченных агломератов для типичных диапазонов абразивных шлифовальных зерен составляют ориентировочно от 200 до 3,000 мкм, преимущественно от 350 до 2,000 мкм, а еще лучше от 425 до 1,000 мкм. Для микроабразивного шлифовального зерна предпочтительные средние диаметры спеченных агломератов лежат в диапазоне от 5 до 180 мкм, преимущественно от 20 до 150 мкм, а еще лучше от 70 до 120 мкм.
Содержание абразивного шлифовального зерна в агломерате составляет ориентировочно от 10 до 65 объем.%, преимущественно от 35 до 55 объем.%, а еще лучше, от 48 до 52 объем.%.
Связующие материалы, которые используют для изготовления агломератов, преимущественно включают в себя керамические и застеклованные материалы, преимущественно такого вида, которые используют в качестве систем связующего материала для застеклованных связанных абразивных инструментов. Такими застеклованными связующими материалами могут быть предварительно обожженное стекло, размолотое в порошок (фритта), или смесь различных исходных материалов, таких как глина, полевой шпат, известь, бура и сода, или комбинации обожженных и сырых материалов. Такие материалы плавятся и образуют фазу жидкого стекла при температурах в диапазоне ориентировочно от 500 до 1400°С и смачивают поверхность абразивного шлифовального зерна с созданием соединительных стоек после охлаждения, удерживающих абразивное шлифовальное зерно в структуре композиционного материала. Примеры связующих материалов, подходящих для использования в агломератах, приведены далее в Таблице 2. Предпочтительные связующие материалы характеризуются вязкостью, составляющей ориентировочно от 345 до 55,300 пуаз при 1180°С, и температурой плавления, составляющей ориентировочно от 800 до 1300°С. Однако в зависимости от предназначенного вида использования инструментов и желательных свойств агломераты могут быть изготовлены с использованием одного или нескольких неорганических материалов, выбранных из группы, в которую входят застеклованные связующие материалы, керамические связующие материалы, стеклокерамические связующие материалы, неорганические солевые материалы и металлические связующие материалы, а также их комбинации.
В соответствии с предпочтительным вариантом связующий материал представляет собой застеклованный связующий материал с композицией обожженного оксида, содержащей 71 вес.% SiO2 и В2О3, 14 вес.% Al2О3, меньше чем 0.5 вес.% щелочноземельных оксидов и 13 вес.% щелочных оксидов.
В соответствии с другим предпочтительным вариантом связующим материалом может быть керамический материал, который включает в себя (но без ограничения) диоксид кремния, щелочные, щелочноземельные и перемешанные щелочные и щелочноземельные силикаты, алюмосиликаты, силикаты циркония, гидратные силикаты, алюминаты, оксиды, нитриды, оксинитриды, карбиды, оксикарбиды, а также их комбинации и производные. Как правило, керамические материалы отличаются от стекловидных или застеклованных материалов тем, что керамические материалы имеют кристаллические структуры. Некоторые стекловидные фазы могут присутствовать в комбинации с кристаллическими структурами, особенно в керамических материалах в неочищенном состоянии. Могут быть использованы керамические материалы в сыром состоянии, такие как глины, цементы и минералы. В качестве примеров подходящих для использования специфических керамических материалов можно привести (но без ограничения) диоксид кремния, силикаты натрия, муллит и другие алюмосиликаты, диоксид циркония - муллит, алюминат магния, силикат магния, силикаты циркония, полевой шпат и другие щелочные силикаты и алюмосиликаты, шпинели, алюминат кальция, алюминат магния и другие щелочные алюминаты, диоксид циркония, стабилизированный иттрием диоксид циркония, оксид магния, оксид кальция, оксид церия, оксид титана или другие редкоземельные добавки, тальк, оксид железа, оксид алюминия, бемит, оксид бора, оксид церия, оксид алюминия - оксинитрид, нитрид бора, нитрид кремния, графит, а также комбинации указанных керамических материалов.
Некоторые из этих керамических связующих материалов (например, силикат натрия) не требуют проведения термической обработки для образования агломератов абразивного шлифовального зерна. Раствор связующего материала может быть добавлен в абразивное шлифовальное зерно, а полученная смесь высушена для скрепления зерен вместе в виде агломератов.
Неорганический связующий материал используют в виде порошка, причем он может быть введен в жидкий разбавитель для создания однородной, гомогенной смеси связующего материала с абразивным шлифовальным зерном в ходе изготовления агломератов.
Дисперсию органических связок преимущественно добавляют в компоненты порошкового неорганического связующего материала в качестве формующей добавки или технологической добавки. Такие связки могут содержать декстрины, крахмал, животный протеиновый клей и другие типы клеев; жидкий компонент, такой как вода, растворитель, модификаторы вязкости или рН; и улучшающие перемешивание добавки. Использование органических связок улучшает однородность агломерата, в особенности однородность дисперсии связующего материала на зерне, а также качество структуры предварительно обожженных или сырых агломератов, так же как и обожженного абразивного инструмента, содержащего агломераты. Так как связки выгорают при обжиге агломератов, они не становятся частью готового агломерата или готового абразивного инструмента.
Неорганический активатор склеивания (адгезии) может быть добавлен в смесь для улучшения адгезии связующих материалов с абразивным шлифовальным зерном, что необходимо для улучшения качества смеси. Неорганический активатор склеивания может быть использован при приготовлении агломератов как с органической связкой, так и без нее.
Неорганический связующий материал составляет ориентировочно от 0.5 до 15 объем.%, преимущественно от 1 до 10 объем.%, а еще лучше от 2 до 8 объем.% агломерата.
Плотность агломератов неорганического связующего материала может быть выражена различным образом. Объемная плотность агломератов может быть выражена как плотность неплотной упаковки LPD. Относительная плотность агломератов может быть выражена как процент начальной относительной плотности или как отношение относительной плотности агломератов к плотности компонентов, использованных при приготовлении агломератов, принимая во внимание объем взаимосвязанной пористости в агломератах.
Процент начальной относительной плотности может быть получен путем деления LPD (р) на теоретическую плотность агломератов (p0), допуская нулевую пористость. Теоретическая плотность может быть рассчитана в соответствии с объемным правилом смесей, из весового процентного содержания и удельной массы связующего материала и абразивного шлифовального зерна, содержащихся в агломератах. Для спеченных неорганических агломератов в соответствии с настоящим изобретением максимальный процент относительной плотности составляет 50 объем.%, причем максимальный процент относительной плотности, составляющий 30 объем.%, является предпочтительным.
Относительная плотность может быть измерена с использованием объема вытеснения жидкости, причем она содержит взаимосвязанную пористость и не содержит пористость с закрытыми порами. Относительная плотность представляет собой отношение объема спеченных неорганических агломератов, измеренного при помощи вытеснения жидкости, к объему материалов, использованных для приготовления спеченных неорганических агломератов. Объем материалов, использованных для приготовления спеченных неорганических агломератов, является мерой кажущегося объема, основанной на количестве и плотности упаковки абразивного шлифовального зерна и связующего материала, использованных для приготовления агломератов. Для спеченных неорганических агломератов максимальная относительная плотность агломератов преимущественно составляет 0.7, причем максимальная относительная плотность, составляющая 0.5, является предпочтительной.
Способ изготовления абразивных агломератов
При помощи различных технологий могут быть получены различные формы и размеры агломератов. Эти технологии могут быть применены до, во время или после обжига исходной («сырой») смеси зерна и связующего материала. Предпочтительная операция нагревания смеси, которая приводит к расплавлению и течению связующего материала, в результате чего связующий материал прилипает к зерну и фиксирует зерно в агломерате, может называться здесь как отверждение, сушка, обжиг, прокаливание или спекание. Любой известный способ агломерирования смесей частиц может быть использован для приготовления абразивных агломератов.
В соответствии с предпочтительным вариантом способа изготовления агломератов с органическими связующими материалами исходную смесь зерна и связующего материала агломерируют до отверждения смеси, так чтобы создать относительно слабую механическую структуру, называемую «сырыми агломератами».
В соответствии с первым вариантом абразивное шлифовальное зерно и связующие материалы могут быть агломерированы в сыром состоянии при помощи ряда различных технологий, например в чашевом грануляторе, и затем направлены в сушильную печь при температуре 140-200°С для сушки. Сырые агломераты могут быть помещены на лоток или стеллаж и высушены в печи, с переворотом или без него, с использованием непрерывного или периодического процесса. Термическая обработка может быть проведена в устройстве с псевдоожиженным слоем за счет подачи сырого агломерированного зерна в этот слой. Инфракрасная или ультрафиолетовая сушка может быть проведена на вибростолике. Может быть использована и комбинация указанных процессов.
Абразивное шлифовальное зерно может быть направлено в чан с мешалкой, перемешано с органическими связующими материалами, а затем смочено растворителем для прилипания связующего материала к зерну, просеяно для получения нужного размера агломерата и затем высушено в печи или в барабанной сушилке.
В чашевом грануляторе зерно помещают в чашу для перемешивания и добавляют дозированное количество жидкого компонента, содержащего связующий материал (например, воду или органическую связку и воду), при перемешивании, чтобы агломерировать их вместе.
Растворитель может быть распылен на смесь зерна и связующего материала таким образом, чтобы покрывать зерно связующим материалом в ходе перемешивания, после чего покрытое зерно используют для образования агломератов.
Экструзионное устройство низкого давления может быть использовано для экструзии пасты, содержащей зерно и связующий материал, с получением сырых агломератов необходимых форм и размеров, которые после сушки образуют агломераты. Паста может быть получена из связующих материалов и зерна с использованием органического связующего раствора и экструдирована с получением удлиненных частиц, с использованием устройства и способа, раскрытых в патенте США No.-A-4,393,021.
В процессе сухой грануляции лист или блок, изготовленный из абразивного шлифовального зерна, введенного в дисперсию или пасту связующего материала, может быть высушен и затем направлен в устройство уплотнения прокаткой, для дробления композиционного материала зерна и связующего материала.
В другом способе изготовления сырых агломератов или их предшественников смесь органического связующего материала и зерна может быть введена в устройство формования для получения за счет формования точных форм и размеров, например, как это описано в патенте США No. 6,217,413 B1.
Во втором варианте способа изготовления агломератов простую смесь зерна и органического связующего материала направляют в роторное (барабанное) устройство прокаливания (во вращающуюся обжиговую печь). Смесь кантуется с определенной скоростью вращения при заданном наклоне устройства, при приложении теплоты. Агломераты образуются по мере того, как смесь связующего материала нагревается, плавится, течет и прилипает к зерну. Операции обжига и агломерации проводят одновременно с контролируемыми скоростями, объемами подачи и приложением теплоты.
При агломерации абразивного шлифовального зерна с отверждаемыми при более низких температурах (например, ориентировочно от 145 до 500°С) связующими материалами, может быть использован альтернативный вариант барабанной печи. В соответствии с альтернативным вариантом используют барабанную сушилку, которая подает нагретый воздух к выпускному концу трубы для нагревания сырой смеси агломерированного абразивного шлифовального зерна и для сушки связующего материала, чтобы связать его с зерном. Использованный здесь термин «вращающаяся обжиговая печь» включает в себя такие барабанные сушилки.
Агломераты абразивного шлифовального зерна с неорганическими связующими материалами могут быть получены с использованием способов, описанных в более ранней заявке на патент США No. 10/120,969, поданной 11 апреля 2002 г, и способов, описанных в Примерах этой заявки.
Абразивные инструменты, изготовленные с абразивными агломератами
Связанные абразивные инструменты, изготовленные с агломератами, включают в себя абразивные шлифовальные круги, сегментированные круги, диски, хоны, камни, а также другие твердые, монолитные или сегментированные, фасонные абразивные композиционные материалы. Абразивные инструменты в соответствии с настоящим изобретением преимущественно содержат ориентировочно от 5 до 70 объем.%, преимущественно от 10 до 60 объем.%, а еще лучше от 20 до 52 объем.% агломератов абразивного шлифовального зерна, в пересчете на полный объем абразивного композиционного материала. От 10 до 100 объем.%, преимущественно от 30 до 100 объем.% и по меньшей мере 50 объем.%, абразивного шлифовального зерна в инструменте имеет вид множества (например, от 2 до 40 зерен) абразивных шлифовальных зерен, агломерированных вместе со связующим материалом.
Инструменты в соответствии с настоящим изобретением при необходимости могут содержать добавленные вторичные абразивные шлифовальные зерна, наполнители, шлифовальные добавки и содержащие поры среды, а также их комбинации. Полный объем.% абразивного шлифовального зерна в инструментах (агломерированного и не агломерированного зерна) может лежать в диапазоне ориентировочно от 22 до 48 объем.%, преимущественно ориентировочно от 26 до 44 объем.%, а еще лучше ориентировочно от 30 до 40 объем.% инструмента.
Плотность и твердость абразивных инструментов определяется выбором агломератов, типа связующего материала и других компонентом инструмента, содержанием пористости, вместе с размером и типом пресс-формы и выбранным процессом формования. Связанные абразивные инструменты преимущественно имеют плотность меньше чем 2.2 г/см3, преимущественно меньше чем 2.0 г/см3, а еще лучше меньше чем 1.8 г/см3.
Когда вторичное абразивное шлифовальное зерно используют в комбинации с абразивными агломератами, то вторичные абразивные шлифовальные зерна преимущественно составляют ориентировочно от 0.1 до 90 объем.% всего абразивного шлифовального зерна инструмента, преимущественно ориентировочно от 0.1 до 70 объем.%, а еще лучше от 0.1 до 50 объем.%. Подходящими вторичными абразивными шлифовальными зернами являются (но без ограничения) различные оксиды алюминия, золь гель оксиды алюминия, спеченный боксит, карбид кремния, смесь оксида алюминия с диоксидом циркония, алюминоксинитрид, оксид церия, закись бора, кубический нитрид бора, алмаз, порошкообразный кварц (флинт) и зерна граната, а также их комбинации.
Предпочтительные абразивные инструменты в соответствии с настоящим изобретением связаны с использованием органического связующего материала. Для этого могут быть применены любые подходящие связующие материалы, которые обычно используют для изготовления абразивных инструментов. Примеры подходящих связующих материалов и материалов наполнителей для них могут быть найдены в патентах США А-6,015,338; А-5,912,216 и А-5,611,827. Подходящие связующие материалы включают в себя фенолоальдегидные полимеры различных типов, при необходимости со сшивающим агентом, таким как гексаметилентетрамин, эпоксидные смолы, полиимидные смолы, фенолформальдегид, форм-мочевину и меламиноформальдегидные полимеры, полиакрилаты, а также их комбинации. Могут быть использованы также и другие термореактивные смолы.
Органические связующие материалы или растворители могут быть добавлены к компонентам порошкового связующего материала в виде формующих добавок или технологических добавок. Такие органические связующие материалы могут содержать фурфураль, воду, модификаторы вязкости или рН, а также улучшающие перемешивание добавки. Использование таких связующих материалов часто улучшает однородность круга и качество структуры предварительно прокаленного или сырого отпрессованного круга и отвержденного круга. Так как большинство связующих материалов испаряется при отверждении, они не образуют часть готового связующего материала или абразивного инструмента.
Органически связанные абразивные инструменты в соответствии с настоящим изобретением могут содержать ориентировочно от 10 до 50 объем.%, преимущественно от 12 до 40 объем.%, а еще лучше, от 14 до 30 объем.% связующего материала. Связующий материал расположен в объеме трехмерного абразивного композиционного материала таким образом, что первая фаза абразивных шлифовальных зерен и связующего материала содержит меньше чем 10 объем.% пористости, а преимущественно меньше чем 5 объем.% пористости. Эта первая фаза выглядит в матрице композиционного материала органически связанных абразивных инструментов как сетка абразивного шлифовального зерна, закрепленная в органическом связующем материале. Как правило, желательно иметь первую фазу в трехмерном композиционном материале, которая является настолько плотной, насколько это достижимо с учетом ограничений, накладываемых материалами и процессами изготовления.
Вместе с агломератами абразивного шлифовального зерна и связующим материалом эти инструменты содержат ориентировочно от 38 до 54 объем.% пористости, причем эта пористость представляет собой непрерывную фазу, содержащую по меньшей мере 30 объем.% взаимосвязанной пористости. Предпочтительные органически связанные абразивные инструменты могут содержать от 24 до 48 объем.% абразивного шлифовального зерна, от 10 до 38 объем.% органического связующего материала и от 38 до 54 объем.% пористости.
Эти органически связанные инструменты имеют минимальную разрывную скорость, составляющую 4000 линейных футов в минуту (20.32 м/с), а преимущественно 6000 линейных футов в минуту (30.48 м/с).
В соответствии с предпочтительным вариантом органически связанные абразивные инструменты могут содержать в первой фазе 26-40 объем.% абразивных шлифовальных зерен, связанных с 10-22 объем.% органического связующего материала, и меньше чем 10 объем.% пористости, и вторую фазу, содержащую 38-50 объем.% пористости.
При изготовлении с агломератами зерна и органическими связующими материалами органически связанные абразивные инструменты могут иметь в первой фазе 24-42 объем.% абразивных шлифовальных зерен, связанных с 18-38 объем.% органического связующего материала, и меньше чем 10 объем.% пористости, и вторую фазу, содержащую 38-54 объем.% пористости.
При изготовлении с агломератами зерна и неорганическими связующими материалами, органически связанные абразивные инструменты могут иметь в первой фазе от 28 до 48 объем.% зерна, связанных с 10-33 объем.% связующего материала (сумма органического связующего материала в круге и не органического связующего материал в агломератах), и вторую фазу, которая содержит от 38 до 53 объем.% пористости. Инструмент преимущественно содержит минимум 1 объем.% неорганического связующего материала, а еще лучше содержит от 2 до 12 объем.% неорганического связующего материала. Такие инструменты преимущественно имеют максимальное значение модуля упругости 10 ГПа и минимальную разрывную скорость, составляющую 6000 линейных футов в минуту (30.48 м/с). При оценке по шкале градаций фирмы Norton эти абразивные инструменты имеют градацию твердости между А и Н, причем эта градация твердости по меньшей мере на одну градацию мягче, чем для идентичного в других отношениях обычного инструмента, изготовленного с абразивными шлифовальными зернами, которые не были агломерированы вместе с неорганическим связующим материалом.
При необходимости, органически связанный абразивный инструмент содержит смесь множества зерен, агломерированных вместе с неорганическим связующим материалом, и множества зерен, агломерированных вместе с органическим связующим материалом.
При изготовлении с неорганическим связующим материалом и агломератами зерна и неорганических связующих материалов связанные абразивные инструменты могут содержать трехмерный композиционный материал, имеющий (а) 22-46 объем.% абразивных шлифовальных зерен, связанных с 4-20 объем.% неорганического связующего материала; и (b) 40-68 объем.% взаимосвязанной пористости; причем большинство абразивных шлифовальных зерен присутствуют в виде неправильных пространственных кластеров в композиционном материале. Эти связанные абразивные инструменты имеют величины модуля упругости, которые по меньшей мере на 10% ниже, чем величины модуля упругости для идентичных в других отношениях обычных инструментов, имеющих правильно расположенные абразивные шлифовальные зерна в трехмерном композиционном материале, причем они имеют минимальную разрывную скорость, составляющую 4000 линейных футов в минуту (20.32 м/с), а преимущественно 6000 линейных футов в минуту (30.48 м/с). Предпочтительные неорганически связанные абразивные инструменты содержат 22-40 объем.% абразивных шлифовальных зерен, связанных с 8-20 объем.% неорганического связующего материала, и 40-68 объем.% взаимосвязанной пористости.
В соответствии с предпочтительным вариантом неорганически связанные абразивные инструменты содержат 34-42 объем.% абразивных шлифовальных зерен, связанных с 6-12 объем.% неорганического связующего материала, и 46-58 объем.% взаимосвязанной пористости. Эти инструменты, которые изготовлены с использованием застеклованного связующего материала, главным образом не содержат абразивные шлифовальные зерна с высоким коэффициентом формы и наполнители, причем инструменты формованы и прокалены без добавления создающих пористость материалов в ходе изготовления. Предпочтительными застеклованными связанными абразивными инструментами являются круги, имеющие градацию твердости между А и М по шкале градаций фирмы Norton, причем эта градация твердости по меньшей мере на одну градацию мягче, чем для идентичного в других отношениях обычного инструмента, имеющего правильно расположенные абразивные шлифовальные зерна в трехмерном композиционном материале. Предпочтительные застеклованные связанные абразивные инструменты характеризуются значением модуля упругости, которое по меньшей мере на 25% ниже, а преимущественно по меньшей мере на 40% ниже, чем значение модуля упругости для идентичного в других отношениях обычного инструмента, имеющего правильно расположенные абразивные шлифовальные зерна в объеме трехмерного композиционного материала, и минимальную разрывную скорость, составляющую 6000 линейных футов в минуту (30.48 м/с).
Предпочтительные застеклованные связанные абразивные инструменты, изготовленные с использованием агломератов зерна в неорганических связующих материалах, включают в себя круги для шлифования внутреннего диаметра, содержащие от 40 до 52 объем.% абразивного шлифовального зерна и имеющие значение модуля упругости от 25 до 50 ГПа. Они также включают в себя круги для плоского шлифования, используемые для изготовления инструментов и приспособлений, содержащие от 39 до 52 объем.% абразивного шлифовального зерна и имеющие значение модуля упругости от 15 до 36 ГПа, а также круги для глубинного шлифования, содержащие от 30 до 40 объем.% абразивного шлифовального зерна и имеющие значение модуля упругости от 8 до 25 ГПа.
Для придания соответствующей механической прочности органически связанному абразивному инструменту в ходе изготовления инструмента и во время использования инструмента в операциях шлифования по меньшей мере 10 объем.% всего компонента связующего материала должны быть образованы из добавленного органического связующего материала, которым не может быть связующий материал, использованный в агломератах.
Абразивные круги могут быть получены при помощи известных технологий формования и прессования, в том числе технологий горячего, теплого и холодного прессования. Следует принять меры предосторожности при выборе давления формования сырых кругов, чтобы избежать дробления агломератов или ограничить дробление контролируемым количеством агломератов (например, 0-75 вес.% агломератов) и сохранить трехмерную структуру остальных агломератов. Конкретные значения прикладываемых давлений при изготовлении кругов в соответствии с настоящим изобретением зависят от формы, размера и толщины абразивного крута, а также от компонента связующего материала в нем и, кроме того, от температуры формования. В обычных процессах изготовления максимальное давление может лежать в диапазоне ориентировочно от 500 до 10,000 фунтов/кв. дюйм (от 35 до 704 кг/кв. см). Формование и прессование преимущественно проводят при давлении ориентировочно от 53 до 422 кг/кв. см, а преимущественно от 42 до 352 кг/кв. см. Агломераты в соответствии с настоящим изобретением имеют достаточную механическую прочность, чтобы выдержать операции формования и прессования, проводимые при осуществлении типичных промышленных процессов производства абразивных инструментов.
Абразивные круги могут быть отверждены с использованием способов, известных специалистам в данной области. Условия отверждения в первую очередь определяются конкретными использованными связкой и абразивами, а также типом связующего материала, содержащегося в агломерате абразивного шлифовального зерна. В зависимости от химического состава выбранной связки обжиг органического связующего материала можно производить при температурах от 150 до 250°С, а преимущественно от 160 до 200°С, чтобы обеспечить прочностные свойства, необходимые для осуществления промышленных операций шлифования.
Выбор подходящего органического связующего материала зависит от использованного способа агломерирования и от желательности исключения втекания потока нагретого органического связующего материала во внутренние поры агломерата.
Органически связанные инструменты могут быть получены с использованием операций перемешивания, формования и отверждения, проводимых при помощи различных технологических процессов, с различными пропорциями абразивного шлифовального зерна или агломерата, компонентов связующего материала и пористости, что известно само по себе. Подходящие технологии изготовления органически связанных абразивных инструментов раскрыты в патентах США А-6,015,338; А-5,912,216 и А-5,611,827.
Подходящие технологии изготовления застеклованных (или полученных с другим неорганическим связующим материалом) связанных абразивных инструментов в соответствии с настоящим изобретением раскрыты в более ранней заявке на патент США 10/120,969, поданной 11 апреля 2002 г., а также в ее Примерах и, например, в патенте США No.-A-5,738,696 и в патенте США No.-А-5,738,697.
Применения для шлифования
Абразивные инструменты в соответствии с настоящим изобретением особенно эффективны в применениях шлифования с широкими поверхностными зонами контакта или с длительным непрерывным контактом между абразивным инструментом и обрабатываемой деталью в ходе шлифования. Такими операциями шлифования являются (но без ограничения) вальцешлифование и шлифование на абразивном круге, глубинное шлифование, шлифование внутреннего диаметра, шлифование инструментов и приспособлений, а также другие точные операции шлифования.
При операциях точного (тонкого) шлифования или полирования, в которых используют микронные или субмикронные размеры абразивного шлифовального зерна, применение инструментов, изготовленных с использованием агломератов в соответствии с настоящим изобретением, является особенно предпочтительным. По сравнению с обычными инструментами и системами для суперфиниширования или полирования инструменты в соответствии с настоящим изобретением, изготовленные с такими агломератами из мелкого абразивного зерна, будут эродировать при меньших силах шлифования, при малом повреждении или совсем без повреждения поверхности обрабатываемой детали в ходе точных операций чистовой обработки (например, с обеспечением зеркальной полировки стекла и керамических компонентов). Срок службы инструмента сохраняется достаточно высоким за счет использования агломерированных структур в трехмерной матрице тела инструмента.
За счет взаимосвязанной пористости инструментов при проведении вальцешлифования и шлифования на абразивном круге улучшается подвод охлаждающей среды и удаление стружки, что приводит к снижению температуры при операциях шлифования, к менее частой правке инструмента, к меньшему тепловому повреждению обрабатываемой детали и меньшему износу шлифовального станка. Так как абразивные шлифовальные зерна меньшего размера в агломерированном виде обеспечивают такую же эффективность шлифования, что и зерна большего размера, однако позволяют получать более гладкую поверхность, то качество шлифования часто существенно повышается.
В предпочтительном способе шлифования на абразивном круге органически связанные абразивные инструменты, которые содержат агломераты зерна, связанные с органическими связующими материалами, устанавливают на плоскошлифовальном станке и приводят во вращение, например, со скоростью от 4000 до 6500 линейных футов в минуту (от 20.32 до 33.02 м/с) и вводят в контакт с обрабатываемой деталью на промежуток времени, достаточный для шлифования обрабатываемой детали. В таком способе круг удаляет материал обрабатываемой детали с эффективной скоростью съема материала, при этом поверхность шлифования круга остается главным образом свободной от шлифовальной стружки, причем после завершения шлифования обрабатываемая деталь главным образом не имеет теплового повреждения.
В предпочтительном способе глубинного шлифования застеклованные связанные абразивные круги, которые содержат агломераты зерна, связанные с неорганическими связующими материалами, имеющие значение модуля упругости, которое по меньшей мере на 10% ниже, чем значение модуля упругости для идентичного в других отношениях обычного инструмента, имеющего правильно расположенные абразивные шлифовальные зерна в трехмерном композиционном материале, и имеющие минимальную разрывную скорость, составляющую 4000 линейных футов в минуту (20.32 м/с), устанавливают на станке для глубинного шлифования. Застеклованный круг приводят во вращение со скоростью от 5500 до 8500 линейных футов в минуту (27.94 до 43.18 м/с) и вводят в контакт с обрабатываемой деталью на промежуток времени, достаточный для шлифования обрабатываемой детали. За счет использования такого способа круг удаляет материал обрабатываемой детали с эффективной скоростью съема материала, при этом после завершения шлифования обрабатываемая деталь главным образом не имеет теплового повреждения.
Приведенные далее Примеры служат для пояснения настоящего изобретения и не имеют ограничительного характера.
Пример 1
Ряд образцов агломерированного абразивного шлифовального зерна, содержащих неорганические связующие материалы, был приготовлен во вращающейся обжиговой печи (с электронагревом, модель # HOU-5D34-RT-28 фирмы Harper International, Buffalo, New York (США), максимальная температура 1200°С, потребляемая мощность 30 кВт, причем печь имеет огнеупорную металлическую трубу длиной 72'' (183 см), с внутренним диаметром 5.5'' (14 см). Огнеупорную металлическую трубу заменили на трубу таких же размеров из карбида кремния, причем устройство было модифицировано для работы при максимальной температуре 1550°С. Процесс агломерирования проводили в атмосферных условиях, при поддержании заданной температуры 1180°С в горячей зоне, причем труба вращалась со скоростью 9 об/мин, с наклоном от 2.5 до 3 градусов, при скорости подачи материала 6-10 кг/ч. Выход годных к употреблению сыпучих гранул (проходящих через сито 12 меш) составляет от 60 до 90% полного веса сырья до проведения обжига.
Образцы агломерата были изготовлены из простой смеси абразивного шлифовального зерна, связующего материала и воды, приведенной в Таблице 1-1.
Композиции застеклованного связующего материала, использованные для приготовления образцов, приведены в Таблице 2. Образцы были приготовлены из трех типов абразивных шлифовальных зерен: плавленый глинозем 38А, плавленый глинозем 32А и спеченный золь гель альфа оксид алюминия Norton SG, полученный на фирме Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, США, при размерах зерна, приведенных в Таблице 1.
После агломерации во вращающейся обжиговой печи образцы агломерированного абразивного шлифовального зерна были разделены на ситах и были проверены на плотность неплотной упаковки (LPD), гранулометрический состав (распределение частиц по размерам) и прочность агломерата. Полученные результаты приведены в Таблице 1-1.
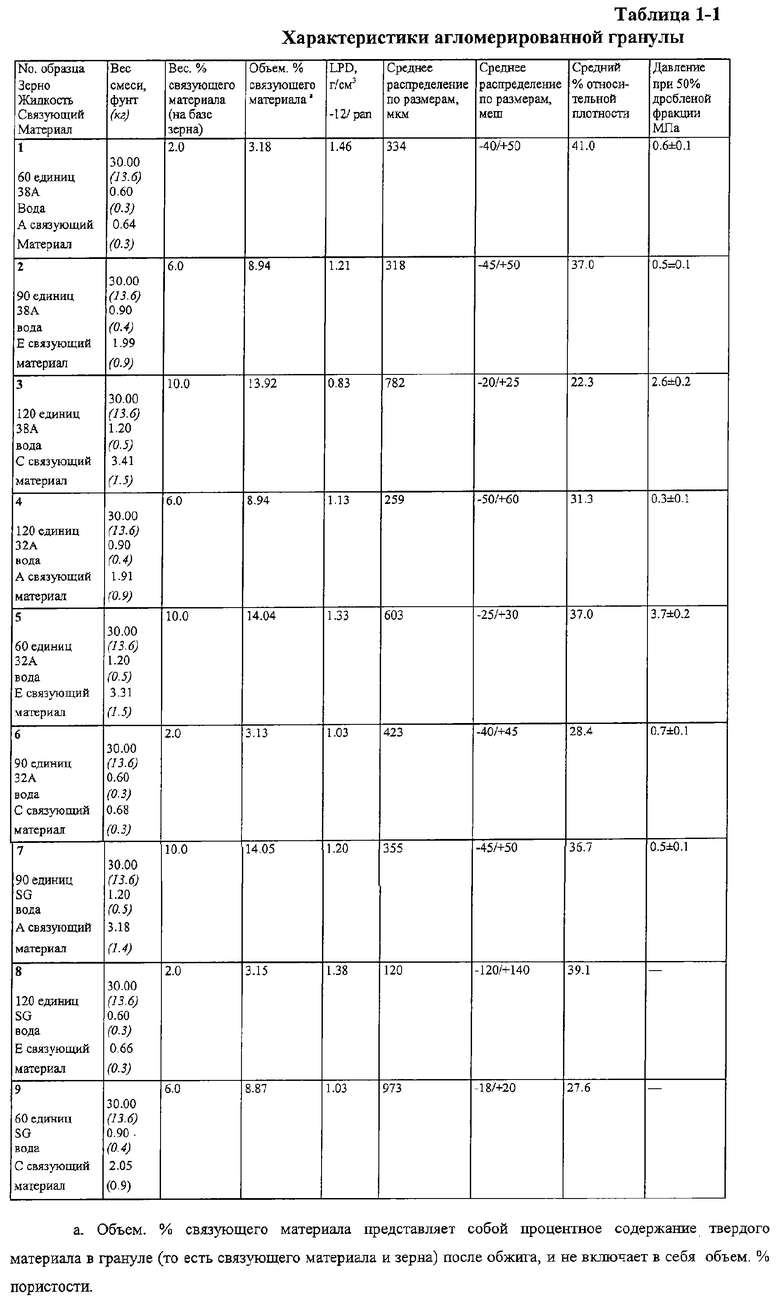
Объем.% связующего материала агломератов после обжига был определен с использованием средней LOI (потери веса на прокаливании) связующего материала в исходных материалах.
Спеченные агломераты были распределены по размерам при помощи стандартных ситовых анализаторов США, установленных на вибрационном устройстве для сит (Ro-Тар; Model RX-29; W.S. Tyier Inc. Mentor, ОН). Сита имели размер ячеек от 18 до 140 меш, в соответствии с размерами различных образцов. Плотность неплотной упаковки спеченных агломератов (LPD) измеряли при помощи методики Американского национального института стандартов для определения объемной плотности абразивных шлифовальных зерен.
Начальную среднюю относительную плотность, выраженную в процентах, вычисляли как частное от деления LPD (р) на теоретическую плотность агломератов (р0), допуская и нулевую пористость. Теоретическую плотность вычисляли в соответствии с объемным правилом для смесей из весового процентного содержания и удельной массы связующего материала и абразивного шлифовального зерна, содержащихся в агломератах.
Прочность агломератов измеряли при помощи проверки уплотнения. Проверки уплотнения проводили с использованием смазанного стального пуансона диаметром 1 дюйм (2.54 см), на универсальной машине для испытаний Instron® (модель MTS 1125, 20,000 фунтов (9072 кг)), с использованием образца агломерата весом 5 г. Образец агломерата заливали в пуансон и слегка выравнивали, постукивая снаружи по пуансону. Вводили верхний пробойник и ползун опускали до тех пор, пока на самописце не появляется усилие («начальное положение»). Увеличивали давление, прикладываемое к образцу, с постоянной скоростью (2 мм/мин) до максимального давления 180 МПа. Объем образца агломерата (сжатой LPD образца), наблюдаемый как перемещение ползуна (деформация), регистрировали как относительную плотность в функции логарифма приложенного давления. Материал остатка затем просеивали для определения процента раздробленной фракции. Измеряли различные давления для построения графика соотношения между логарифмом приложенного давления и процентом раздробленной фракции. Полученные результаты приведены в Таблице 1-1 как логарифм давления в точке, в которой процент раздробленной фракции составляет 50 весовых процентов образца агломерата. Раздробленная фракция представляет собой отношение веса раздробленных частиц, проходящих через сито с малыми ячейками, к начальному весу образца.
Указанные агломераты имеют LPD, гранулометрический состав, а также характеристики прочности формования и удержания размера гранулы, подходящие для использования при промышленном изготовлении абразивных шлифовальных кругов. Готовые, спеченные агломераты имеют различные трехмерные конфигурации, в том числе треугольные, сферические, кубические, прямоугольные и другие геометрические формы. Агломераты содержат множество индивидуальных абразивных зерен (например, от 2 до 20 штук), связанных вместе при помощи застеклованного связующего материала в точках контакта одного зерна с другим.
Размер гранулы агломерата увеличивается с увеличением количества связующего материала в грануле агломерата, в диапазоне от 3 до 20 вес.% связующего материала.
Адекватную прочность уплотнения наблюдали для всех образцов 1-9, что свидетельствует о том, что застеклованный связующий материал был нагрет до плавления и создавал эффективную связку за счет втекания между абразивными шлифовальными зернами в агломерате. Агломераты, изготовленные с использованием 10 вес.% связующего материала, имеют существенно более высокую прочность уплотнения по сравнению с теми, которые были изготовлены с использованием 2 или 6 вес.% связующего материала.
Более низкие значения LPD являются индикатором более высокой степени агломерирования. LPD агломератов снижаются с увеличением вес.% связующего материала и со снижением размера абразивного зерна. Относительно большая разница между 2 и 6 вес.% связующего материала по сравнению с относительно малой разницей между 6 и 10 вес.% связующего материала показывает, что содержание связующего материала меньше чем 2 вес.%, может не обеспечить образование агломератов. При более высоких весовых процентах ориентировочно выше 6 вес.%, добавка дополнительного связующего материала может быть бесполезной для получения существенно больших по размерам или более прочных агломератов.
Как показывают результаты, связанные с размером гранулы агломерата, связующий материал С образцов, имеющий самую низкую вязкость расплавленного стекла при температуре агломерирования, имеет самую низкую LPD из трех связующих материалов. Тип абразива не оказывает существенного влияния на LPD.
b. Содержание примесей (например, Fe2O3 и TiO2) составляет ориентировочно 0.1-2%.
Пример 2
Абразивное шлифовальное зерно/Агломераты с использованием неорганического связующего материала
Застеклованные связующие материалы были использованы для изготовления образцов AV2 и AV3 агломерированного абразивного шлифовального зерна. Агломераты были приготовлены во вращающейся обжиговой печи в соответствии со способом, описанным в Примере 1, с использованием указанных ниже материалов. AV2 агломераты были приготовлены с использованием 3 вес.% А связующего материала (Таблица 1-2).
Была установлена температура обжига 1250°С, угол наклона трубки составлял 2.5 градуса, а скорость вращения составляла 5 об/мин. AV3 агломераты были приготовлены с использованием 6 вес.% Е связующего материала (Таблица 1-2), при температуре обжига 1200°С, угол наклона трубки составлял 2.5-4°, а скорость вращения составляла 5 об/мин. В качестве абразивного шлифовального зерна было использовано абразивное шлифовальное зерно из плавленого глинозема 38А, с размером 80 единиц, полученное на фирме Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, США.
Были проведены проверки агломератов застеклованного зерна на плотность неплотной упаковки, относительную плотность и размер. Результаты испытаний приведены ниже в Таблице 2-1. Агломераты состоят из множества индивидуальных абразивных зерен (например, от 2 до 40 зерен), связанных вместе при помощи застеклованного связующего материала с точках контакта одного зерна с другим, а также имеют видимые пустоты. Большинство агломератов являются достаточно стойкими к уплотнению и сохраняют размерные характеристики после проведения операций перемешивания и формования при изготовлении абразивного круга.
материал
(38.53)
(-20/+45)
(153.56)
-20/+45
материал
Абразивные круги
Образцы AV2 и AV3 агломерата были использованы для изготовления экспериментальных абразивных шлифовальных кругов (тип 1) (окончательный размер 5.0×0.5×1.250 дюймов) (12.7×1.27×3.18 см). Экспериментальные круги были изготовлены за счет добавления агломератов во вращающуюся лопастную мешалку (типа Foote-Jones, фирма Illinois Gear, Chicago, IL) и смешивания с ними жидкого фенолоальдегидного полимера (полимер V-1181 фирмы Honeywell International Inc., Friction Division, Troy NY) (22 вес.% полимерной смеси). Порошковый фенолоальдегидный полимер (Durez Varcum® 29-717 фирмы Durez Corporation, Dallas TX) (78 вес.% полимерной смеси) добавляли в мокрые агломераты. Весовые проценты абразивного агломерата и полимерного связующего материала, использованные для изготовления этих кругов, и состав готовых кругов (с учетом объем.% абразива, связующего материала и пористости в отвержденных кругах) приведены далее в Таблице 2-2.
Материалы перемешивали в течение достаточного периода времени, чтобы получить однородную смесь и снизить до минимума количество рыхлого связующего материала. После перемешивания агломераты пропускали через сито 24 меш для разрушения любых больших комков полимера. Однородную смесь агломерата и связующего материала вводили в пресс-формы и прикладывали давление для формования сырых (не спеченных) кругов. Эти сырые круги извлекали из пресс-форм, обертывали бумагой с покрытием и сушили (спекали) при максимальной температуре 160°С, разделяли по сортам, производили чистовую обработку и проверяли в соответствии с принятой методикой оценки промышленных шлифовальных кругов. Измеряли модули упругости готовых кругов. Полученные результаты приведены далее в Таблице 2-2.
Модули упругости измеряли с использованием установки Grindosonic по способу, описанному в публикации «Sonic Testing of Grinding Wheels», Advances in Machine Tool Design and Research, Pergamon Press, 1968.
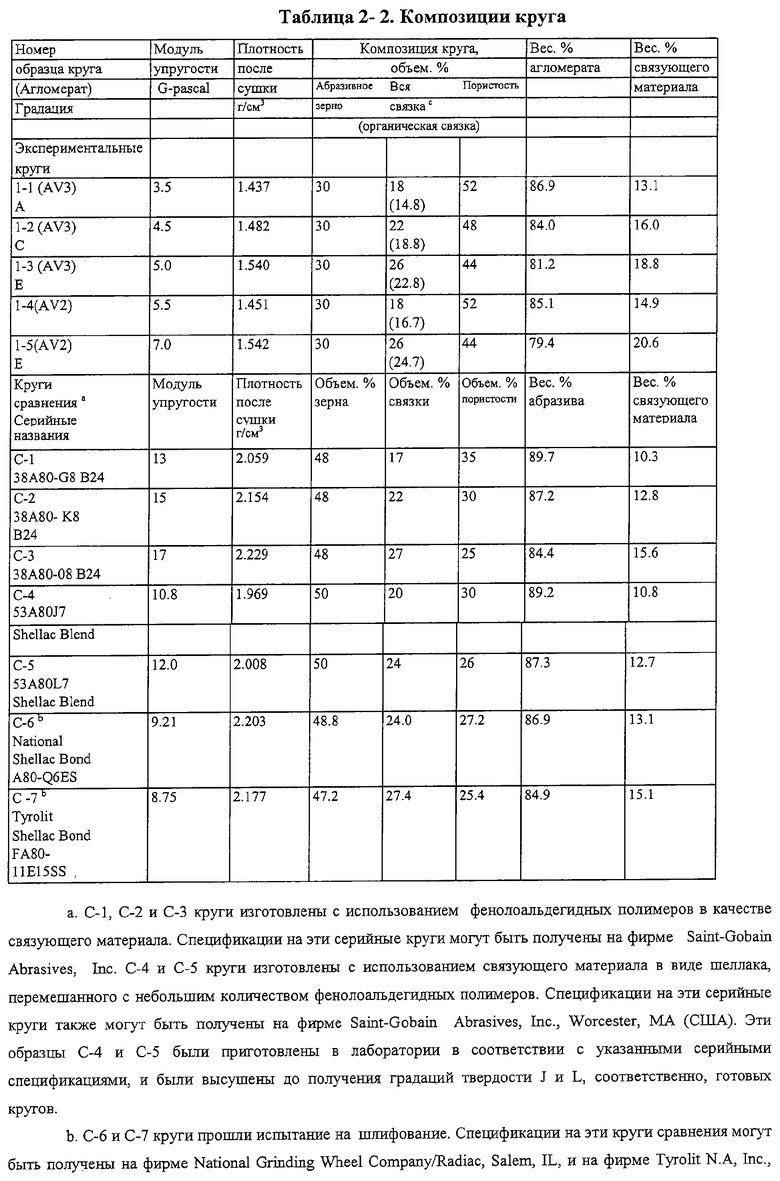
Пример 3
Экспериментальные круги Примера 2 были подвергнуты испытанию на вальцешлифование (имитация), для сравнения с серийными кругами, связанными при помощи фенолоальдегидных полимеров (С-1 - С-3, получены на фирме Saint-Gobain Abrasives, Inc., Worcester, MA (США). Круги со шеллачной связкой (С-4 и С-5), которые были приготовлены в лаборатории с использованием смеси шеллачного полимера, также проходили испытания в качестве кругов сравнения. Эти круги сравнения были выбраны потому, что они имеют составы, структуры и физические свойства, эквивалентные кругам, которые используют в серийных операциях вальцешлифования.
Для имитации вальцешлифования в лабораторных условиях была проведена операция шлифования в канавке с непрерывным контактом на плоскошлифовальном станке. При проведении испытаний были использованы следующие условия шлифования:
Шлифовальный станок: Brown & Sharpe плоскошлифовальный станок
Режим: два прохода шлифования в канавке с непрерывным контактом, с изменением направления на обратное в конце прохода, ранее потери контакта с обрабатываемой деталью
Охлаждающая среда: Trim Clear, при разбавлении 1:40 деионизированной водой
Обрабатываемая деталь: 16×4 дюйма 4340 сталь, твердость Rc50
Скорость вращения обрабатываемой детали: 25 футов/мин
Скорость вращения круга: 5730 об/мин
Вертикальная подача: 0.100 дюйма (полная)
Глубина прореза: 0.0005 дюйма на каждом конце
Время контакта: 10.7 минут
Правка: алмаз с точечным контактом, при поперечной подаче 10 дюймов/мин, 0.001 дюйма компенсация.
Вибрацию круга в ходе шлифования измеряли при помощи оборудования IRD Mechanalysis (анализатор типа 855 Analyzer/Balancer фирмы Entek Corporation, North Westerville, Ohio). При проходе начального шлифования регистрировали уровни вибрации на различных частотах (как скорость в дюймах/с), с использованием методики быстрого преобразования Фурье (FFT), через 2 и 8 минут после правки круга. После прохода начального шлифования осуществляли второй проход шлифования и регистрировали связанный со временем рост уровня вибрации на выбранной заданной частоте (57000 циклов в минуту, частоту выбирали при начальном проходе) при полном времени нахождения круга в контакте с обрабатываемой деталью, составляющем 10.7 мин. Скорости изнашивания круга (WWR), скорости съема материала (с обрабатываемой детали) (MRR) и другие переменные шлифования регистрировали после каждого прохода шлифования. Эти данные вместе с амплитудой вибрации для каждого круга после 9-10 минут непрерывного контакта шлифования приведены ниже в Таблице 3-1.
(Агломерат)
Градация твердости
Можно видеть, что экспериментальные круги имеют самую низкую интенсивность изнашивания круга и самые низкие значения амплитуды вибрации. Серийные круги сравнения со связками из фенолоальдегидных полимеров (38A80-G8 В24, -К8 В24 и -08 В24) имеют низкую интенсивность изнашивания круга, но неприемлемо высокие значения амплитуды вибрации. Можно предсказать, что эти круги будут создавать нестабильные вибрации в реальной операции вальцешлифования. Круги сравнения со связками из шеллачного полимера (53A80J7 Shellac Blend и 53A80L7 Shellac Blend) имеют высокую интенсивность изнашивания круга, но приемлемые низкие значения амплитуды вибрации. Экспериментальные круги превосходят все круги сравнения во всем диапазоне мощностей (почти постоянная амплитуда вибрации при 10-23 л. с. и существенно более низкие WWR), причем экспериментальные круги имеют лучшие G-отношения (скорость съема материала/интенсивность изнашивания круга), что является свидетельством отличной эффективности и высокого срока службы круга.
Можно полагать, что относительно низкий модуль упругости и относительно высокая пористость экспериментальных кругов позволяют создать стойкий к нестабильным вибрациям круг, без снижения срока службы круга и эффективности шлифования. Совершенно неожиданно обнаружили, что экспериментальные круги имеют более высокую эффективность шлифования, чем круги, которые содержат более высокие объемные проценты зерна и имеют более высокую градацию твердости. Несмотря на то что экспериментальные круги имеют относительно мягкую градацию твердости (градацию А-Е по шкале твердости шлифовального круга фирмы Norton), они шлифуют более активно, с меньшим износом круга, и обеспечивают более высокое G-отношение, чем круги сравнения, имеющие существенно более высокие градации твердости (например, градации G-O по шкале твердости шлифовального круга фирмы Norton). Эти результаты являются весьма существенными и совершенно неожиданными.
Пример 4
Экспериментальные круги, содержащие агломерированное зерно, были приготовлены с использованием серийной операции изготовления и испытаны в промышленной операции вальцешлифования, в которой ранее использовали связанные шеллаком круги.
Абразивное шлифовальное зерно/Агломераты неорганического связующего материала
Застеклованные связующие материалы (А связующий материал из Таблицы 1-2) были использованы для изготовления агломерированного абразивного шлифовального зерна образца AV4. Образец AV4 был аналогичен образцу AV2, за исключением того, что образец AV4 отобран из партии промышленного объема. Агломераты были приготовлены с использованием вращающейся обжиговой печи по способу, описанному в Примере 1. В качестве абразивного шлифовального зерна использовали зерно из плавленого глинозема 38А, 80 единиц, полученное на фирме Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, США, причем использовали 3 вес.% А связующего материала (Таблица 1-2). Использовали температуру 1250°С, угол наклона трубы 2.5 градуса и скорость вращения трубы 5 об/мин. Агломераты были обработаны 2% раствором силана (полученным на фирме Crompton Corporation, South Charleston, West Virginia).
Абразивные круги
Образец агломерата AV4 был использован для изготовления шлифовальных кругов (окончательный размер: диаметр 36''× ширина 4''× центральное отверстие 20'' (тип 1) (91.4×10.2×50.8 см). Экспериментальные абразивные круги были приготовлены с использованием серийного оборудования для перемешивания агломератов с жидким фенолоальдегидным полимером (полимер V-1181, полученный на фирме Honeywell International Inc., Friction Division, Troy NY) (22 вес.% полимерной смеси) и порошковым фенолоальдегидным полимером (полимер Durez Varcum® 29-7171, полученный на фирме Durez Corporation, Dallas TX) (78 вес.% полимерной смеси). Весовые проценты абразивного агломерата и полимерного связующего материала, использованные в данных кругах, приведены далее в Таблице 4-1. Материалы перемешивали в течение достаточного периода времени, чтобы получить однородную смесь. Однородную смесь агломерата и связующего материала вводили в пресс-формы и прикладывали давление для формования сырых (не высушенных) кругов. Эти сырые круги извлекали из пресс-форм, обертывали бумагой с покрытием и сушили при максимальной температуре 160°С, разделяли по сортам, производили чистовую обработку и проверяли в соответствии с принятой методикой оценки промышленных шлифовальных кругов. Измеряли модули упругости готовых кругов и плотность после обжига. Полученные результаты приведены далее в Таблице 4-1. Измерили разрывную скорость круга и нашли, что максимальная рабочая скорость круга составляет 9500 линейных футов в минуту.
Состав кругов (в том числе объем.% абразива, связующего материала и пористости в высушенных кругах) приведен в Таблице 4-1. Эти круги при визуальном осмотре имеют открытую, непрерывную, относительно однородную структуру пористости, неизвестную в органически связанных шлифовальных кругах, применяемых ранее в промышленных операциях шлифования.
Испытания на шлифование
Указанные экспериментальные абразивные круги были испытаны при проведении двух серийных операций шлифования для отделки вальцов холодной прокатки. После шлифования эти кованые стальные вальцы были использованы для прокатки и окончательной отделки поверхности листов металла (например, стали). В серийных операциях обычно используют круги со шеллачной связкой (обычно с абразивным шлифовальным зерном 80 единиц), с рабочей скоростью 6500 линейных футов в минуту и максимальной скоростью ориентировочно 8000 линейных футов в минуту. Условия шлифования приведены ниже, а результаты испытаний приведены в Таблицах 4-2 и 4-3.
Условия шлифования А:
Шлифовальный станок: Farrell Roll Grinder, 40 л. с.
Охлаждающая среда: Stuart Synthetic w/вода
Скорость вращения круга: 780 об/мин
Обрабатываемая деталь: кованая сталь, валки для прокатного стана тандем, твердость 842 Equotip, 82×25 дюймов (208×64 см)
Скорость вращения обрабатываемой детали (валец): 32 об/мин
Траверса: 100 дюймов/мин
Непрерывная подача: 0.0009 дюйма/мин
Конечная подача: 0.0008 дюйма/мин
Требуемая чистота поверхности: шероховатость 18-30 Ra, 160 пиков максимум
Условия шлифования В:
Шлифовальный станок: Pomini Roll Grinder, 150 л. с.
Охлаждающая среда: Stuart Synthetic w/вода
Скорость вращения круга: 880 об/мин
Обрабатываемая деталь: кованая сталь, валки для прокатного стана тандем, твердость 842 Equotip, 82×25 дюймов (208×64 см)
Скорость вращения обрабатываемой детали (валец): 32 об/мин
Траверса: 100 дюймов/мин
Непрерывная подача: 0.00011 дюйма/мин
Конечная подача: 0.002 дюйма/мин
Требуемая чистота поверхности: шероховатость 18-30 Ra, ориентировочно 160-180 пиков
Параметры испытаний
При условиях шлифования А экспериментальные шлифовальные круги показывают отличные характеристики шлифования и позволяют обеспечивать существенно более высокие G - отношения, чем наблюдаемые ранее в промышленных операциях при таких же условиях шлифования, с использованием связанных шеллаком кругов. Если основываться на предыдущем опыте вальцешлифования при условиях шлифования А, то экспериментальные круги 2-1, 2-2 и 2-3 следовало бы считать слишком мягкими (соответствующими значениям B-D по шкале градаций твердости фирмы Norton) для того, чтобы обеспечить приемлемую эффективность шлифования; поэтому можно считать полученные результаты с высокими G - отношениями совершенно неожиданными. Более того, поверхность вальца не имеет следов нестабильных вибраций и соответствует требованиям относительно шероховатости поверхности (18-30 Ra) и числа пиков на поверхности (около 160). Экспериментальные круги позволяют получить чистоту поверхности, которая раньше могла быть получена только с использованием связанных шеллаком кругов.
При втором испытании на шлифование экспериментального круга 3-3, при условиях шлифования В, находят подтверждение удивительные преимущества использования кругов в соответствии с настоящим изобретением при промышленной операции шлифования для отделки вальца для холодной прокатки в течение длительного периода испытаний. Результаты испытаний приведены ниже в Таблице 4-3.
а. Измерение износа круга.
b. Измерение съема материала.
Интегральное (накопленное) G-отношение для экспериментального круга 2-4 равняется 2.093 после шлифования 19 вальцов и достижения износа, составляющего ориентировочно 3 дюйма от диаметра круга. Это G-отношение отображает улучшение в 2-3 раза G-отношений, характерных для серийных шлифовальных кругов (например, для связанных шеллаком кругов С-6 и С-7, описанных в Примере 2), которые используют для шлифования вальцов в условиях шлифования А или В. Скорость вращения круга и скорость съема материала для экспериментального круга выше, чем для серийных шлифовальных кругов сравнения, использованных в указанной операции вальцешлифования, что дополнительно подтверждает удивительную эффективность шлифования, которая может быть достигнута по способу в соответствии с настоящим изобретением. Полученная при помощи экспериментального круга чистота поверхности вальца является приемлемой в соответствии с производственными стандартами. Накопленные результаты, полученные после шлифования 19 вальцов, подтверждают стабильную работу экспериментального круга и высокую стойкость круга к развитию огранки круга (отклонения от круглости), вибрации и дребезга по мере снашивания круга в операции шлифования.
Пример 5
Абразивное шлифовальное зерно/Неорганически связанные агломераты
Образцы агломерата были изготовлены из простой смеси абразивного шлифовального зерна, связующего материала и воды, приведенной в Таблице 5-1. Композицией застеклованного связующего материала, использованной для приготовления образцов, является связующий материал С, приведенный в Таблице 1-2. Абразивное шлифовальное зерно представляет собой зерно из плавленого глинозема 38А, размер 80 единиц, полученное на фирме Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, США.
Образцы агломерированного абразивного шлифовального зерна были получены при 1,150°С, с использованием вращающейся обжиговой печи (модель # HOU-6D60-RTA-28, фирма-изготовитель Harper International, Buffalo, New York), оборудованной металлической трубой (Hastelloy) длиной 120 дюймов (305 см), с внутренним диаметром 5.75 дюйма (15.6 см) и толщиной 3/8 дюйма (0.95 см), имеющей длину нагревания 60 дюймов (152 см) с тремя зонами контроля температуры. Для дозированной подачи смеси абразивного шлифовального зерна и связующего материала в нагревательную трубу вращающейся обжиговой печи использовали устройство подачи Brabender® с регулируемым объемным расходом. Процесс агломерации проводили в атмосферных условиях, при скорости вращения трубы от 3.5 до 4 об/мин, с наклоном трубы от 2.5 до 3 градусов и при расходе материала 6-10 кг/ч.
После агломерации во вращающейся обжиговой печи образцы агломерированного абразивного шлифовального зерна просеивали и проверяли на плотность неплотной упаковки (LPD) и на распределение по размерам. Полученные результаты приведены в Таблице 5-1.
Зерно
Жидкость
Связующий материал
2.8
1,5
Образец агломерированного зерна VI был использован для изготовления шлифовальных кругов (тип 1) (окончательный размер: 20×1×8 дюймов) (50.8×2.54×20.3 см). Композиции кругов (в том числе объем.% абразива, связующего материала и пористости в круге после обжига), плотность и прочностные свойства кругов приведены в Таблице 5-2. Композиции для экспериментальных кругов 1-4 были выбраны таким образом, чтобы обеспечить градацию твердости F, а композиции для экспериментальных кругов 5-8 были выбраны таким образом, чтобы обеспечить градацию твердости G.
Для изготовления абразивных кругов агломераты вводили в смеситель вместе с жидким связующим материалом и композицией порошкового застеклованного связующего материала, соответствующей связующему материалу С из Таблицы 1-2. Структуры агломератов были достаточно стойкими к уплотнению, чтобы выдерживать эффективное количество агломератов, имеющих трехмерное построение, после проведения операций перемешивания и формования абразивного круга. Затем производили формование, сушку и обжиг кругов при максимальной температуре 900°С, а после этого сортировку по градациям, отделку, балансировку и визуальный осмотр в соответствии с принятыми методиками оценки серийных шлифовальных кругов.
Готовые круги проверяли на безопасность (на разрыв) в соответствии с применяемым в промышленности испытанием на скорость вращения, чтобы убедиться в том, что круги имеют достаточную механическую прочность для вращения при их установке на шлифовальном станке и достаточную механическую прочность для проведения операции шлифования. Все экспериментальные круги успешно прошли испытание на максимальную скорость вращения (85.1 м/с), проводимое на испытательном оборудовании, и, следовательно, имеют достаточную механическую прочность для проведения операций глубинного шлифования.
Композиции кругов (в том числе объем.% абразива, связующего материала и пористости в кругах после отверждения), плотность и прочностные свойства кругов приведены в Таблице 5-2.
b. Значения объем.% связующего материала для экспериментальных кругов включают в себя объем.% застеклованного связующего материала, нанесенного на зерна для изготовления агломератов.
с. Круги были испытаны на модуль разрыва на установке для механических испытаний Instron Model 1125, с использованием приспособления для изгиба с зажимом в четырех точках, с опорным пролетом (интервалом) 3'', пролетом нагрузки 1'' и при норме погрузки 0.050'' в минуту для скорости траверсы.
d. Круги не разрушаются при вращении с максимальной скоростью, достигаемой на установке для испытания на разрушение.
Величины модуля упругости экспериментальных кругов 1-4 на 34-43% ниже, чем значения для круга сравнения градации F, а величины модуля упругости экспериментальных кругов 5-8 на 45-54% ниже, чем значения для круга сравнения градации G. Круги, имеющие идентичные объем.% композиции зерна, связующего материала и пористости, совершенно неожиданно имеют существенно другие величины модуля упругости. Экспериментальный круг 1 имеет значение модуля упругости на 34% ниже, чем соответствующее значение для круга сравнения градации F, а экспериментальный крут 5 имеет значение модуля упругости на 51% ниже, чем соответствующее значение для круга сравнения градации G. В отдельном эксперименте были испытаны круги сравнения, изготовленные с соответствующими более мягкими градациями, чтобы иметь эквивалентные, относительно низкие величины модуля упругости. Оказалось, что эти круги не обладают достаточной механической прочностью для успешного прохождения испытания на скорость 85.1 м/с.
Результаты испытания на скорость для экспериментальных кругов являются полностью приемлемыми. Более того, если использовать идентичный объем.% композиций зерна, связующего материала и пористости, то экспериментальный круг 1 будет иметь модуль разрыва только на 7% ниже, чем модуль разрыва круга сравнения градации F, в то время как экспериментальный круг 5 будет иметь модуль разрыва только на 3% ниже, чем модуль разрыва круга сравнения градации G. Это небольшое снижение модуля разрыва является ожидаемым, если учитывать небольшое снижение плотности экспериментальных кругов относительно кругов сравнения. Снижение плотности также подсказывает, что экспериментальные круги будут иметь более высокую стойкость к усадке во время термической обработки, чем круги сравнения, имеющие идентичный объем.% композиции; это представляет собой существенную потенциальную экономию расходов на изготовление как в стоимости материала, так и в стоимости проведения операций чистовой отделки.
Круги были испытаны в операции глубинного шлифования относительно серийных кругов сравнения, рекомендованных для использования в операциях глубинного шлифования. Круги сравнения имеют такие же размеры, а также идентичный или аналогичный объем.% композиций, эквивалентные градации твердости (градация была определена на основе объем.% содержания зерна, связующего материала и пористости) и функционально эквивалентные химические составы связующего материала. Эти круги во всех других отношениях подходят для использования в качестве кругов сравнения для испытания на глубинное шлифование. Однако круги сравнения были приготовлены без использования агломерированного зерна и поэтому в них необходимо использовать сгораемые средства создания пор для получения заданного объем.% пористости и плотности круга. Названия серийных кругов и композиции кругов сравнения приведены в Таблице 5-2 (серийные круги 38A80F19VCF2 и 38A80G19VCF2).
Было проведено испытание на шлифование «клином», при котором обрабатываемая деталь имеет наклон на небольшой угол относительно направляющей станка, на котором она установлена. Эта геометрия позволяет увеличить глубину разреза, повысить скорость съема материала (с обрабатываемой детали) и увеличить толщину стружки при продвижении от начала до конца операции шлифования. Таким образом, данные относительно шлифования получают в диапазоне различных условий при единственном проходе. Для оценки характеристик круга при испытании на шлифование «клином» дополнительно измеряют и регистрируют мощность, подводимую к шпинделю, и усилия шлифования. Точное определение условий (MRR, толщина стружки и т.п.), которые приводят к неприемлемым результатам, таким как прижог при шлифовании или разрушение круга, облегчает определение характеристик круга и относительного качества изделия.
Условия шлифования:
Станок: Hauni-Blohm Profimat 410
Режим работы: глубинное шлифование «клином»
Скорость круга: 5500 линейных футов в минуту (28 м/с)
Скорость стола: переменная, от 5 до 17.5 дюйм/ мин (12.7-44.4 см/мин)
Охлаждающая среда: Master Chemical Trim E210 200, 10% концентрация, с разбавлением деионизированной родниковой водой, 72 галлон/мин (272 л/мин)
Материал обрабатываемой детали: Inconel 718 (42 HRc)
Режим правки: непрерывный, с вращающимся алмазом
Компенсация правки: 20 микродюймов/оборот (0.5 мм/оборот)
Отношение скоростей: +0.8
В указанных прогонах шлифования непрерывное увеличение глубины прореза приводит к непрерывному увеличению скорости съема материала (с обрабатываемой детали) по длине блока (8 дюймов (20.3 см)). Неблагоприятными результатами можно считать прижог обрабатываемой детали, разрушение круга, снижение чистоты поверхности и/или потерю формы угла круга. Износ круга за счет шлифования был меньше, чем потеря от непрерывной компенсации правки, проводимой в ходе испытания на шлифование. Специфическая энергия шлифования и скорость съема материала, при которых происходит поломка (максимум MRR) приведены в Таблице 5-3.
а. Для вычисления значений процентного улучшения было проведено сравнение экспериментальных кругов с кругом сравнения, имеющим ближайшую эквивалентную градацию твердости. Экспериментальные круги 1-4 сравнивали с кругом F градации. Экспериментальные круги 5-8 сравнивали с кругом G градации.
Из приведенных в Таблице 5-3 результатов шлифования можно понять, что ранее выхода из строя экспериментальные круги будут иметь на 20-58% более высокие значения MRR относительно соответствующих значений кругов сравнения, имеющих идентичные объем.% композиции. При идентичных композициях экспериментальные круги обеспечивают по меньшей мере на 17% снижение мощности, необходимой для шлифования (удельной энергии шлифования). Такие эффективности операции шлифования достигаются безо всякой существенной потери чистоты поверхности шлифуемой обрабатываемой детали. Результаты подсказывают, что экспериментальные круги могут работать в промышленных операциях глубинного шлифования с меньшей частотой правок, при постоянном MRR, за счет чего достигается по меньшей мере удвоение срока службы круга.
Пример 6
Абразивное шлифовальное зерно/Агломераты с неорганическим связующим
Образцы агломерата были изготовлены из простой смеси абразивного шлифовального зерна, связующего материала и воды, приведенной в Таблице 6-1. Композицией застеклованного связующего материала, использованной для приготовления образцов, является связующий материал С, приведенный в Таблице 1-2. Абразивное шлифовальное зерно представляет собой зерно из плавленого глинозема 38А, размер 60 единиц, полученное на фирме Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, США. Образцы агломерированного абразивного шлифовального зерна были приготовлены в промышленной вращающейся обжиговой печи (фирма-изготовитель Bartlett Inc. Stow, Ohio; модель с использованием горючего газа) при максимальной температуре 1,250°С, оборудованной огнеупорной трубой длиной 35 футов (10.7 м), с внутренним диаметром 31 дюйм (0.78 м) и толщиной 23 дюйма (0.58 м). Процесс агломерирования проводили в атмосферных условиях, при поддержании заданной температуры 1,250°С в горячей зоне, при скорости вращения трубы 2.5 об/мин, с наклоном трубы 3 градуса и при расходе материала 450 кг/ч.
После агломерации во вращающейся обжиговой печи образцы агломерированного абразивного шлифовального зерна просеивали и проверяли на плотность неплотной упаковки (LPD) и распределение по размерам. Полученные результаты приведены в Таблице 6-1.

Образцы агломерата были использованы для изготовления шлифовальных кругов (тип 1) (окончательный размер: 20×1×8 дюймов) (50.8×2.54×20.3 см). Для изготовления абразивных кругов агломераты вводили в смеситель вместе с жидким связующим материалом и композицией порошкового застеклованного связующего материала, соответствующей связующему материалу С из Таблицы 1-2. Структуры агломератов были достаточно стойкими к уплотнению, чтобы выдерживать эффективное количество агломератов, имеющих трехмерное построение, после проведения операций перемешивания и формования абразивного круга. Композиции для экспериментальных кругов 9-11 были выбраны таким образом, чтобы получить круги с градацией твердости I, композиции для экспериментальных кругов 12-16 были выбраны таким образом, чтобы получить круги с градацией твердости К, а композиции для экспериментальных кругов 17-19 были выбраны таким образом, чтобы получить круги с градацией твердости J. Затем производили формование, сушку и обжиг кругов при максимальной температуре 1030°С, а затем сортировку по градациям, отделку, балансировку и визуальный осмотр в соответствии с принятыми методиками оценки серийных шлифовальных кругов.
Готовые круги проверяли на безопасность (на разрыв) в соответствии с применяемым в промышленности испытанием на скорость вращения, чтобы убедиться в том, что крути имеют достаточную механическую прочность для вращения при их установке на шлифовальном станке и достаточную механическую прочность для проведения операции шлифования. Результаты испытания на разрыв приведены в Таблице 6-2. Все экспериментальные круги имеют достаточную механическую прочность для проведения операций глубинного шлифования. В промышленных операциях глубинного шлифования обычно используют эти шлифовальные круги при скорости 6500 линейных футов в минуту (33 м/с), с максимальной рабочей скоростью около 8500 линейных футов в минуту (43.2 м/с)
Композиции кругов (в том числе объем.% абразива, связующего материала и пористости в кругах после отверждения), плотность и прочностные свойства кругов приведены в Таблице 6-2.
b. Значения объем.% связующего материала для экспериментальных кругов включают в себя объем.% застеклованного связующего материала, нанесенного на зерна для изготовления агломератов.
с. Этот круг похож на круг сравнения 38А60-К75 LCNN по объем.% композиции, но был изготовлен с использованием удлиненного абразивного шлифовального зерна из спеченного золь гель альфа оксида алюминия, имеющего коэффициент формы больше чем 4:1, в соответствии с патентами US-A-5,738,696 и US-A-5,73 8,697. Следует иметь в виду, что этот круг имеет более низкую плотность, чем круг 38А60К75 LCNN, но значение модуля упругости, весьма близкое к значению модуля упругости для этого круга.
Круги, имеющие идентичные объем.% композиции зерна, связующего материала и пористости, совершенно неожиданно имеют существенно другие величины модуля упругости. В частности, примечательно, что не снижается значение модуля упругости для круга сравнения (TG2-80 Е13 VCF5), в котором желательный относительно высокий объем.% пористости и относительно низкая плотность были получены за счет добавленных удлиненных частиц (абразивного шлифовального зерна), а не при помощи сгораемого средства создания пор. В самом деле, это значение модуля упругости выше, чем соответствующее значение для ближайшего эквивалентного круга, и намного выше, чем для экспериментальных кругов, имеющих эквивалентный объем.% композиций.
Несмотря на более низкие значения модуля упругости, результаты испытания на скорость для экспериментальных кругов являются совершенно удовлетворительными. При идентичных объем.% композиции зерна, связующего материала и пористости экспериментальный круг 1 имеет только немного более низкие значения модуля разрыва и разрывной скорости. Плотности экспериментальных кругов были немного ниже, чем для кругов сравнения, имеющих такой же объем.% композиции. Таким образом, можно ожидать небольшого падения модуля разрыва. Снижение плотности также подсказывает, что экспериментальные круги будут иметь более высокую стойкость к усадке во время термической обработки, чем круги сравнения, имеющие идентичный объем.% композиции; это представляет собой существенную потенциальную экономию расходов на изготовление как в стоимости материала, так и в стоимости проведения операций чистовой отделки.
Круги были испытаны в операции глубинного шлифования с использованием условий шлифования «клином», описанных в Примере 5. Было проведено сравнительное испытание экспериментальных кругов и серийных кругов, рекомендованных для использования в операциях глубинного шлифования. Круги сравнения имеют такие же размеры, а также идентичный или аналогичный объем.% композиций, эквивалентные градации твердости (градация была определена на основе объем.% содержания зерна, связующего материала и пористости) и функционально эквивалентные химические составы связующего материала. Эти круги во всех других отношениях подходят для использования в качестве кругов сравнения для испытания на глубинное шлифование. Однако круги сравнения были приготовлены без использования агломерированного зерна и поэтому в них необходимо использовать сгораемые средства создания пор для получения заданного объем.% пористости и плотности круга. Названия серийных кругов и композиции кругов сравнения приведены в Таблице 6-2 (серийные круги 38А60-196 LCNN, 38A60-K75 LCNN и 38A60-J64 LCNN). Результаты испытаний приведены ниже в Таблице 6-3.
а. Для вычисления значений процентного улучшения было проведено сравнение экспериментальных кругов с кругом сравнения, имеющим ближайшую эквивалентную градацию твердости. Экспериментальные круги 1-4 сравнивали с кругом F градации. Экспериментальные круги 5-8 сравнивали с кругом G градации.
Из приведенных в Таблице 6-3 результатов шлифования можно понять, что ранее выхода из строя экспериментальные круги будут иметь на 20-68% более высокие значения MRR, чем соответствующие значения кругов сравнения, имеющих идентичные объем.% композиции. При идентичных композициях экспериментальные круги обеспечивают снижение мощности (на 3-31%), необходимой для шлифования (удельной энергии шлифования). Такие эффективности операции шлифования достигаются безо всякой существенной потери чистоты поверхности шлифуемой обрабатываемой детали. Результаты подсказывают, что экспериментальные круги могут работать в промышленных операциях глубинного шлифования с меньшей частотой правок при постоянном MRR, за счет чего достигается по меньшей мере удвоение срока службы круга.
Пример 7
Абразивное шлифовальное зерно/Органически связанные агломераты
Несколько образцов (А1-А8) агломерированного абразивного шлифовального зерна были приготовлены из смеси абразивного шлифовального зерна и связующего материала из фенолоальдегидного полимера (полимер Durez Varcum® 29-717, удельная масса 1.28 г/см3, полученный на фирме Durez Corporation, Dallas TX), в количествах, указанных в Таблице 7-1. Все образцы были приготовлены с использованием абразивного шлифовального зерна из обработанного силаном плавленого глинозема 38А, полученного на фирме Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, США, с размером зерна (80 или 46 единиц), указанным в Таблице 7-1.
Зерно и полимерный связующий материал были введены в чашу соответствующего смесителя (образцы А5-А8 были введены в смеситель с большим сдвиговым усилием типа RV-02 Erich Mixer фирмы Erich Company, Gumee, IL; образец Al был введен в барабанный смеситель фирмы Foote-Jones/lllinois Gear, Chicago, IL., a образцы А2, A3 и А4 были введены в заказной барабанный смеситель фирмы Boniface Instrument and Die, Southbridge MA). Перемешивание начинали при скорости вращения чаши 64 об/мин и скорости вращения лопатки 720 об/мин (образцы А5-А8 в смесителе Eirich); или при скорости вращения чаши 35 об/мин и при неподвижной лопатке (образец A1 в смесителе Foote/Jones); или при скорости вращения чаши 35 об/мин и скорости вращения лопатки 75 об/мин (образцы А2-А4 в смесителе Boniface). Во время перемешивания распыляли в виде тумана достаточное количество растворителя (фурфураль) на смесь зерна и связующего материала, для того чтобы вызвать агломерирование вместе зерна и связующего материала. Распыление растворителя на смесь проводили до тех пор, пока не будут образованы агломераты зерна и связующего материала. При приготовлении образца A1 распыление на сухие компоненты производили вручную из пластиковой бутылки. При приготовлении образцов А2-А8, для распыления на сухие компоненты в виде сплошного тумана в дозированном количестве, использовали генератор Instrument Mist Coolant Generator, полученный на фирме Wesco Company, Chatsworth, CA. Процесс агломерации проводили в атмосферных условиях, при комнатной температуре.
После проведения агломерации в смесителе образцы мокрого агломерированного абразивного шлифовального зерна просеивали через сито 3.5 меш и сушили в течение ночи в атмосферных условиях. Затем образцы повторно просеивали через крупноячеистое сито (стандартное сито США #8 screen для агломератов 46 единиц, #20 screen для агломератов 80 единиц) и раскладывали в один слой на облицованном фторполимером лотке для проведения сушки (размеры лотка ориентировочно 45×30 см). Затем агломераты сушили в лабораторной печи (типа Despatch VRD-1-90-1E фирмы Despatch Industries, Minneapolis MN) в атмосферных условиях, при максимальной температуре 160°С, с выдержкой при указанной температуре в течение 30 минут. После отверждения агломераты прокатывали (вальцевали) вручную при помощи стального стержня диаметром 1.5 дюйма, чтобы частично раздавить и разделить более крупные агломераты на более мелкие агломераты.
Отвержденные агломераты распределяли по размерам с использованием стандартных испытательных сит (ситовых анализаторов) США, установленных на вибрационном устройстве для сит (Ro-Tap; Model RX-29; W.S. Tyier Inc. Mentor, ОН). Сита имели размеры ячеек от 10 до 45 меш для агломератов, изготовленных из зерна 46 единиц, и от 20 до 45 меш для агломератов, изготовленных из зерна 80 единиц.
Выход полезных сыпучих агломератов образцов А1-А8, определенных как агломераты, имеющие гранулометрический состав в соответствии с указанными размерами ячейки стандартного сита США (меш), в виде вес.% от полного веса смеси зерна до проведения агломерации приведен ниже в Таблице 7-1.
Агломераты были проверены на плотность неплотной упаковки (LPD), относительную плотность и распределение по размерам, причем производили их визуальный осмотр до и после их использования для изготовления абразивных шлифовальных инструментов. Плотность неплотной упаковки спеченных агломератов (LPD) измеряли при помощи методики Американского национального института стандартов для определения объемной плотности абразивных шлифовальных зерен. Начальную среднюю относительную плотность, выраженную в процентах, вычисляли как частное от деления LPD (р) на теоретическую плотность агломератов (р0), допуская и нулевую пористость. Теоретическую плотность вычисляли в соответствии с объемным правилом для смесей, из весового процентного содержания и удельной массы связующего материала и абразивного шлифовального зерна, содержащихся в агломератах.
Эти агломераты имеют LPD, относительную плотность и гранулометрический состав, подходящие для промышленного изготовления абразивных шлифовальных кругов. Результаты испытаний на агломерирование приведены в Таблице 7-1.
Готовые, спеченные агломераты имеют различные трехмерные конфигурации, в том числе треугольные, сферические, кубические, прямоугольные и другие геометрические формы. Агломераты содержат множество индивидуальных абразивных зерен (например, от 2 до 20 штук), связанных вместе при помощи полимерного связующего материала в точках контакта одного зерна с другим. На основании плотности материала и объемных расчетов можно найти, что пористость агломератов в объеме составляет около 18 объем.%. Структуры агломератов являются достаточно стойкими к уплотнению и сохраняют эффективное количество агломератов с начальными трехмерными характеристиками после проведения операций перемешивания и формования при изготовлении абразивного круга.
Смесь: зерно, растворитель, связующий
+45)
+20)
(-20 +45)
а. Объем.% связующего материала представляет собой процентное содержание твердого материала в грануле (то есть связующего материала и зерна) после обжига и не включает в себя объем.% пористости. Объем.% связующего материала в спеченных агломератах рассчитывают в предположении отсутствия внутренней пористости и потерь при перемешивании.
Абразивные круги
Образцы агломерата A1, A2 и A3 были использованы для изготовления чашечных абразивных шлифовальных кругов Типа 6 (окончательный размер: 3.5×3.75×0.88 - ободок 0.50 дюйма) (8.9×9.5×2.2 - ободок 1.3 см). Для изготовления экспериментальных абразивных кругов агломераты были перемешаны вручную партиями по 250 г с композицией связующего материала из фенолоальдегидного полимера до получения однородной смеси. Композиция полимерного связующего материала представляет собой смесь 22 вес.% жидкого фенолоальдегидного полимера (V-1181, фирма-изготовитель Honeywell International Inc., Friction Division, TroyNY) и 78 вес.% порошкового фенолоальдегидного полимера (Durez Varcum® 29-717, фирма-изготовитель Durez Corporation, Dallas TX). Однородную смесь агломерата и связующего материала вводили в пресс-формы и прикладывали давление для формования сырых (не спеченных) кругов. Эти сырые круги извлекали из пресс-форм, обертывали бумагой с покрытием и сушили (спекали) при максимальной температуре 160°С, разделяли по сортам, производили чистовую обработку и проверяли в соответствии с принятой методикой оценки промышленных шлифовальных кругов.
Готовые круги проверяли на безопасность (на разрыв) в соответствии с применяемым в промышленности испытанием на скорость вращения, чтобы убедиться в том, что круги имеют достаточную механическую прочность для вращения при их установке на шлифовальном станке и достаточную механическую прочность для проведения операции шлифования. Все экспериментальные круги успешно прошли испытание на скорость вращения 7200 об/мин и, следовательно, имеют достаточную механическую прочность для проведения операций плоского шлифования.
Композиции кругов (в том числе объем.% абразива, связующего материала и пористости в кругах после отверждения) приведены в Таблице 7-2.
b) Значения объем.% связующего материала (связки) экспериментальных кругов включают в себя объем.% полимерного связующего материала, использованного на зернах для изготовления агломератов, и связующего материала, использованного для изготовления кругов. На основании предварительных наблюдений при проведении испытаний можно считать, что экспериментальные круги имеют состав (объемный процент компонентов) в соответствии с градацией твердости D по шкале градаций твердости фирмы Norton для серийных кругов.
c) В качестве образцов сравнения использовали серийные изделия, полученные на фирме Saint-Gobain Abrasives, Inc., Worcester, MA, США, которые имеют соответствующие торговые буквенно-цифровые названия, указанные в Таблице 7-2. Круги содержат связующий материал из фенолоальдегидного полимера, CaF2 и полые сферы из муллита, абразивное шлифовальное зерно из оксида алюминия 38А и имеют градацию твердости (по шкале градаций твердости фирмы Norton) L или Р, как это показано в Таблице 7-2.
Эти экспериментальные круги были испытаны в операции плоского шлифования, и по результатам испытаний пришли к выводу о том, что они годятся для серийного использования. Было проведено сравнительное испытание экспериментальных кругов и кругов сравнения, указанных в Таблице 7-2, которые рекомендованы для серийного использования в операциях плоского шлифования. Круги сравнения имеют такие же размеры и такие же типы абразивного шлифовального зерна и связующего материала. Эти круги во всех других отношениях подходят для использования в качестве кругов сравнения для оценки экспериментальных кругов в испытании на плоское шлифование, однако они были приготовлены без использования агломерированного зерна. Результаты указанных испытаний на шлифование приведены в Таблице 7-3.
Испытание на шлифование
Круги в соответствии с настоящим изобретением и круги сравнения были испытаны при проведении плоского шлифования с зоной высокого контакта, для имитации промышленных операций шлифования на абразивном круге. При этом были использованы следующие условия:
Условия шлифования:
Станок: Okuma GI-20N, внешний диаметр/внутренний диаметр Grinder
Режим шлифования: торцевое шлифование; имитация шлифования на абразивном круге
Скорость круга: 6,000 об/мин; 5,498 линейных футов в минуту (27.9 м/с)
Рабочая скорость: 10 об/мин; 20.9 линейных футов в минуту (0.106 м/с)
Скорость врезной подачи: 0.0105 дюйм/мин (0.0044 мм/с)/ 0.0210 дюйм/мин (0.0089 мм/с)
Охлаждающая среда: Trim VHPE210, 5% разбавление деионизированной родниковой водой
Материал обрабатываемой детали: сталь марки 52100, внешний диаметр 8 дюймов (20.3 см), внутренний диаметр 7 дюймов (17.8 см), ободок 0.50 дюйма (1.27 см), твердость Rc-60
Правка: Кластерный алмаз; компенсация 0.001 дюйма, опережение 0.01 дюйма
Результаты испытания показывают, что шлифовальные круги, изготовленные в соответствии с настоящим изобретением, являются износостойкими и могут работать при скоростях врезной подачи и скоростях съема материала (с обрабатываемой детали) (MRR), которые являются эквивалентными для ближайших шлифовальных кругов сравнения, при больших сроках службы кругов (WWR) при эквивалентных удельных энергиях шлифования или при меньших удельных энергиях шлифования при эквивалентных сроках службы кругов. Экспериментальный круг (W4), который имеет более высокий объемный процент абразивного шлифовального зерна (34%), совершенно неожиданно имеет более высокую скорость износа круга, чем другие экспериментальные круги, которые содержат меньше абразивного шлифовального зерна (30%). При врезной подаче 0.0267 все экспериментальные круги имеют более низкие значения удельной энергии при данном MRR, чем круги сравнения. Так как более низкие значения удельной энергии шлифования коррелируют с более низким потенциалом прижога, то можно ожидать, что круги в соответствии с настоящим изобретением будут создавать меньший прижог обрабатываемой детали, чем круги сравнения. Более того, по отношению к кругам сравнения экспериментальные круги обеспечивают существенно лучшую эффективность шлифования при том же объеме фракции абразивного шлифовального зерна (то есть меньше зерна требуется для обеспечения такого же уровня эффективности шлифования). Эти результаты противоречат бытующим в среде специалистов в области технологии связанных абразивов обычным представлениям о том, что круг с более высокой градацией твердости, содержащий больше зерна, является более износостойким, имеет более высокий срок службы и обеспечивает лучшую эффективность шлифования, чем круг с более низкой (мягкой) градацией твердости. Таким образом, лучшие эксплуатационные качества кругов в соответствии с настоящим изобретением являются совершенно неожиданными.
Пример 8
Абразивные круги
Образцы агломерата А4 и А5 были использованы для изготовления чашечных абразивных шлифовальных кругов Типа 6 (окончательный размер 5.0×2.0×0.625 дюйма - ободок 1.5 дюйма (12.7×5.08×1.59 см - ободок 3.81 см). Экспериментальные абразивные круги были изготовлены по способу, описанному здесь ранее в Примере 7.
В ходе формования и прессования сырых кругов с использованием агломератов было обнаружено, что требуется некоторое уплотнение смеси, чтобы получить отвержденный круг, имеющий механическую прочность, достаточную для использования в операции плоского шлифования. Если пресс-форму заполнить смесью связующего материала и агломератов главным образом без приложения уплотнения при формовании, таким образом, что агломераты сохраняют их первичную плотность LPD, то это приведет к получению отвержденных экспериментальных кругов, которые не будут обладать преимуществами при шлифовании относительно кругов сравнения. Однако если приложить достаточное давление к формованной смеси агломератов и связующего материала, так чтобы сжать объем смеси по меньшей мере на 8 объем.%, то тогда круги будут иметь повышенные эксплуатационные качества в испытаниях на плоскостное шлифование. Было обнаружено, что объемы сжатия в диапазоне 8-35 объем.% (от первичной плотности LPD агломерата и объема смеси, введенной в пресс-форму) позволяют получать рабочие круги, обладающие преимуществами в соответствии с настоящим изобретением. Было обнаружено также, что раздавливание от 8 до 15 объем.% агломератов не изменяет качества шлифования круга, изготовленного с использованием таких агломератов.
Готовые круги проверяли на безопасность (на разрыв) в соответствии с применяемым в промышленности испытанием на скорость вращения, чтобы убедиться в том, что круги имеют достаточную механическую прочность для вращения при их установке на шлифовальном станке и достаточную механическую прочность для проведения операции шлифования. Все экспериментальные круги успешно прошли испытание на скорость вращения 6308 об/мин и, следовательно, имеют достаточную механическую прочность для проведения операций плоского шлифования.
Композиции кругов (в том числе объем.% абразива, связующего материала и пористости в кругах после отверждения) приведены в Таблице 8-1.
b) Значения объем.% связующего материала (связки) экспериментальных кругов включают в себя объем.% полимерного связующего материала, использованного на зернах для изготовления агломератов, и связующего материала, использованного для изготовления кругов. Круги W5, W6 и W8 имеют градацию твердости D по шкале градаций твердости фирмы Norton. Круг W7 имеет градацию твердости А, а круг W9 имеет градацию твердости G по шкале градаций твердости фирмы Norton для серийных кругов.
c) В качестве образцов сравнения использовали серийные изделия, полученные на фирме Saint-Gobain Abrasives, Inc., Worcester, MA, США, которые имеют соответствующие торговые буквенно-цифровые названия, указанные в Таблице 8-1. Круги содержат связующий материал из фенолоальдегидного полимера, CaF2, полые сферы из муллита и абразивное шлифовальное зерно из оксида алюминия 38А и имеют градацию твердости (по шкале градаций твердости фирмы Norton) I, L, P или Т, как это показано в Таблице 8-1.
d) Проницаемость для флюида (воздуха) дана в единицах см3/с/дюйм воды и была измерена при помощи сопла 1.1 см по способу, описанному в патентах США No. 5,738,696 и No. 5,738,697.
При визуальном исследовании поперечного сечения отвержденных экспериментальных кругов видно, что фенолоальдегидный полимер, использованный для соединения агломератов вместе в кругах, затягивается в зоны пустот вокруг поверхности агломератов и даже заполняет некоторые из этих зон пустот. Этого не наблюдалось ни в сырых кругах, ни в кругах, изготовленных с использованием полимера высокой вязкости. Это наблюдение подсказывает, что связующий материал заходит в зоны пустот агломератов во время операции термического отверждения. Можно полагать, что эта миграция связующего материала во время операции отверждения эффективно снижает пористость между агломератами и эффективно повышает пористость внутри агломератов, по сравнению с теоретическим распределением пористости внутри агломератов и между ними. Конечным результатом этого является создание структуры композиционного материала, содержащего матрицу абразивного шлифовального зерна/связующего материала в сплошной фазе, имеющей пористость взаимосвязанной природы.
Эти экспериментальные круги были испытаны в операции плоского шлифования, и по результатам испытаний пришли к выводу о том, что они годятся для серийного использования. Было проведено сравнительное испытание экспериментальных кругов и кругов сравнения, указанных в Таблице 8-1, которые рекомендованы для серийного использования в операциях плоского шлифования. Круги сравнения имеют такие же размеры и такие же типы абразивного шлифовального зерна и связующего материала. Эти круги во всех других отношениях подходят для использования в качестве кругов сравнения для оценки экспериментальных кругов в испытании на плоское шлифование, однако они были приготовлены без использования агломерированного зерна. Результаты указанных испытаний на шлифование приведены ниже в Таблице 8-2.
Испытание на шлифование
Круги в соответствии с настоящим изобретением и круги сравнения были испытаны при проведении плоского шлифования с зоной высокого контакта, для имитации промышленных операций шлифования на абразивном круге. При этом были использованы следующие условия:
Условия шлифования:
Станок: Rail Grinder; максимальная мощность: 45 л.с.
Режим шлифования: торцевое шлифование (имитация шлифования на абразивном круге)
Скорость круга: 4202 об/мин; 5500 линейных футов в минуту (27.9 м/с)
Рабочая скорость: 3 об/мин; 37.7 линейных футов в минуту/ 0.192 м/с
Скорость врезной подачи: 0.0027 дюйм/оборот (0.0686 мм/оборот) и 0.004 дюйм/оборот (0.1016 мм/оборот)
Время шлифования: 15 мин
Выхаживание: 10 с
Охлаждающая среда: Trim Clear, 2% разбавление деионизированной родниковой водой
Материал обрабатываемой детали: сталь марки 1070, внешний диаметр 48 дюймов (1.22 м) × внутренний диаметр 46.5 дюйма (1.18 м) × 0.75 дюйма (1.91 см) ободок, твердость по Бринеллю НВ 300-331
Правка: не применяется
Результаты испытания показывают, что шлифовальные круги, изготовленные в соответствии с настоящим изобретением, имеют либо большие сроки службы круга (WWR) при эквивалентных удельных энергиях шлифования, либо меньшие удельные энергии шлифования при эквивалентных сроках службы круга. Так как более низкие значения удельной энергии шлифования коррелируют с более низким потенциалом прижога, то можно ожидать, что круги в соответствии с настоящим изобретением будут создавать меньший прижог обрабатываемой детали, чем круги сравнения.
Более того, по отношению к кругам сравнения экспериментальные круги обеспечивают существенно лучшую эффективность шлифования при том же объеме фракции абразивного шлифовального зерна (то есть меньше зерна требуется для обеспечения такого же уровня эффективности шлифования). Эти результаты противоречат бытующим в среде специалистов в области технологии связанных абразивов обычным представлениям о том, что круг с более высокой градацией твердости, содержащий больше зерна, является более износостойким, имеет более высокий срок службы и обеспечивает лучшую эффективность шлифования, чем круг с более низкой (мягкой) градацией твердости.
Таким образом, в соответствии с настоящим изобретением могут быть получены экспериментальные шлифовальные круги, которые обладают достаточной механической прочностью для промышленного применения, но сравнительно низкими градациями твердости и сравнительно высоким значением взаимосвязанной пористости, существующей в виде непрерывной фазы в абразивной матрице круга.
Пример 9
Абразивные круги
Образец агломерата А6 был использован для изготовления чашечных абразивных шлифовальных кругов Типа 6 (окончательный размер 5.0×2.0×0.625 дюйма - ободок 1.5 дюйма (12.7×5.08×1.59 см - ободок 3.81 см). Экспериментальные абразивные круги были изготовлены по способу, описанному здесь ранее в Примере 7. Готовые круги проверяли на безопасность (на разрыв) в соответствии с применяемым в промышленности испытанием на скорость вращения, чтобы убедиться в том, что круги имеют достаточную механическую прочность для вращения при их установке на шлифовальном станке и достаточную механическую прочность для проведения операции шлифования. Все экспериментальные круги успешно прошли испытание на скорость вращения 6308 об/мин и, следовательно, имеют достаточную механическую прочность для проведения операций плоского шлифования.
Композиции кругов (в том числе объем.% абразива, связующего материала и пористости в кругах после отверждения) приведены в Таблице 9-1.
При визуальном исследовании поперечного сечения отвержденных экспериментальных кругов, как и предыдущем Примере 8, видна миграция связующего материала в зоны пустот у поверхности агломератов или внутри агломератов. И в этом случае конечным результатом является создание структуры композиционного материала, содержащего матрицу абразивного шлифовального зерна/связующего материала в сплошной фазе, имеющей пористость взаимосвязанной природы.
Эти экспериментальные круги были испытаны в операции плоского шлифования Примера 8, и по результатам испытаний пришли к выводу о том, что они годятся для серийного использования. Было проведено сравнительное испытание экспериментальных кругов и четырех кругов сравнения, указанных в Таблице 8-1. Круги сравнения имеют такие же размеры и такие же типы абразивного шлифовального зерна и связующего материала. Эти круги во всех других отношениях подходят для использования в качестве кругов сравнения для оценки экспериментальных кругов в испытании на плоское шлифование, однако они были приготовлены без использования агломерированного зерна. Результаты указанных испытаний на шлифование приведены в Таблице 9-2.
круга (Таблица 9-1) Градация
Имеющие относительно низкую градацию твердости экспериментальные круги (А и D) имеют более высокое значение WWR, но более низкое потребление мощности, чем круги сравнения, при проведении одинаковых операций шлифования (например, образец С2 L, круг градации L в Таблице 8-1). Круги сравнения в Таблице 8-1 (с градациями от L до Р) более чем на 8 градаций тверже (по шкале фирмы Norton), чем экспериментальные круги W10 и W11. Однако совершено неожиданно оказалось, что характеристики экспериментальных кругов (G-отношение, MRR и более низкое потребление энергии) превосходят характеристики кругов сравнения в большинстве испытательных прогонов шлифования.
Более того, экспериментальные круги обеспечивают существенно лучшую эффективность шлифования, чем круги сравнения, на основании объемной фракции абразивного шлифовального зерна (то есть требуется меньше зерна для достижения такого же уровня эффективности шлифования). Эти результаты противоречат бытующим в среде специалистов в области технологии связанных абразивов обычным представлениям о том, что круг с более высокой градацией твердости, содержащий больше зерна, является более износостойким, имеет более высокий срок службы и обеспечивает лучшую эффективность шлифования, чем круг с более низкой (мягкой) градацией твердости.
Таким образом, в соответствии с настоящим изобретением могут быть изготовлены экспериментальные шлифовальные круги, имеющие механическую прочность, достаточную для промышленного применения, но относительно низкие градации твердости и относительно высокую взаимосвязанную пористость.
Пример 10
Абразивные круги
Образцы агломерата А7 и А8 были использованы для изготовления шлифовальных кругов (окончательный размер 5.0×2.0×0.625 дюйма - ободок 1.5 дюйма (12.7×5.08×1.59 см - ободок 3.81 см). Для кругов W12 и W13 использовали образец агломерата, просеянный до размеров в диапазоне -10/+20 меш. Для круга W14 использовали образец агломерата, просеянный до размеров в диапазоне -14/+20 меш. Экспериментальные абразивные круги были изготовлены по способу, описанному здесь ранее в Примере 7. Готовые круги проверяли на безопасность (на разрыв) в соответствии с применяемым в промышленности испытанием на скорость вращения, чтобы убедиться в том, что круги имеют достаточную механическую прочность для вращения при их установке на шлифовальном станке и достаточную механическую прочность для проведения операции шлифования. Все экспериментальные круги успешно прошли испытание на скорость вращения 6308 об/мин и, следовательно, имеют достаточную механическую прочность для проведения операций плоского шлифования. Композиции кругов (в том числе объем.% абразива, связующего материала и пористости в кругах после отверждения) приведены в Таблице 10-1.
b) Значения объем.% связующего материала (связки) экспериментальных кругов включают в себя объем.% полимерного связующего материала, использованного на зернах для изготовления агломератов, и связующего материала, использованного для изготовления кругов.
c) В качестве образцов кругов сравнения использовали серийные изделия, полученные на фирме Samt-Gobain Abrasives, Inc., Worcester, MA, США, которые имеют соответствующие торговые буквенно-цифровые названия, указанные в Таблице 10-2. Круги содержат связующий материал из фенолоальдегидного полимера, CaF2, полые сферы из муллита и абразивное шлифовальное зерно из оксида алюминия 38А и имеют градацию твердости L (по шкале градаций твердости фирмы Norton), как это показано в Таблице 10-2.
d) Проницаемость для флюида (воздуха) дана в единицах см3/с/дюйм воды и была измерена при помощи сопла 1.1 см по способу, описанному в патентах США No. 5,738,696 и No. 5,738,697.
При визуальном исследовании поперечного сечения отвержденных экспериментальных кругов, как и предыдущих Примерах 8 и 9, видна миграция связующего материала в зоны пустот у поверхности агломератов или внутри агломератов. И в этом случае, конечным результатом является создание структуры композиционного материала, содержащего матрицу абразивного шлифовального зерна/ связующего материала в сплошной фазе, имеющей пористость взаимосвязанной природы.
Эти экспериментальные круги были испытаны в операции плоского шлифования, и по результатам испытаний пришли к выводу о том, что они годятся для серийного использования. Было проведено сравнительное испытание экспериментальных кругов и круга сравнения, указанного в Таблице 10-1, который рекомендован для серийного использования в операциях плоского шлифования. Круг сравнения имеет такие же размеры и такие же типы абразивного шлифовального зерна и связующего материала. Этот круг во всех других отношениях подходит для использования в качестве круга сравнения для оценки экспериментальных кругов в испытании на плоское шлифование, однако он был приготовлен без использования агломератов.
Далее указаны условия испытания на шлифование, а результаты испытания на шлифование приведены ниже в Таблице 10-2.
Условия шлифования:
Станок: Rail Grinder; максимальная мощность 45 л.с.
Режим шлифования: торцевое шлифование (имитация шлифования на абразивном круге)
Скорость круга: 4202 об/мин; 5500 линейных футов в минуту (27.9 м/с)
Рабочая скорость: 6 об/мин (75.4 линейных футов в минуту/ 0.383 м/с)
Скорость врезной подачи: 0.0010 дюйм/оборот (0.0254 мм/оборот), 0.0014 дюйм/оборот (0.0356 мм/оборот), 0.0020 дюйм/оборот (0.0508 мм/с) и 0.0027 дюйм/оборот (0.0686 мм/оборот)
Время шлифования: 15 мин при каждой скорости подачи
Выхаживание: 10 с
Охлаждающая среда: Trim Clear, 2% разбавление деионизированной родниковой водой
Материал обрабатываемой детали: сталь марки AISI 1070, внешний диаметр 48 дюймов (1.22 м) × внутренний диаметр 46.5 дюйма (1.18 м) × ободок 0.75 дюйма (1.91 см), твердость по Бринеллю НВ 302
Правка: не используют
Потребляемая мощность экспериментальных кругов немного выше, но WWR (интенсивность изнашивания круга) существенно ниже, чем для кругов сравнения. Можно полагать, что если экспериментальные круги будут работать при более низкой MRR (скорости съема материала с обрабатываемой детали), применяемой для кругов сравнения, то экспериментальные круги будут потреблять меньшую мощность.
И в этом случае экспериментальные круги обеспечивают существенно лучшую эффективность шлифования, чем круги сравнения, на основании объемной фракции абразивного шлифовального зерна (то есть требуется меньше зерна для достижения такого же уровня эффективности шлифования). Эти результаты противоречат бытующим в среде специалистов в области технологии связанных абразивов обычным представлениям о том, что круг с более высокой градацией твердости, содержащий больше зерна, является более износостойким, имеет более высокий срок службы и обеспечивает лучшую эффективность шлифования, чем круг с более низкой (мягкой) градацией твердости.
Пример 11
Абразивное шлифовальное зерно/Органически связанные агломераты
Различные связующие материалы (такие как указанные ниже в Таблице 11-1) были использованы для изготовления образцов А9-А13 агломерированного абразивного шлифовального зерна (Таблица 7-1). Как и в приведенном выше Примере 7, эти агломераты были приготовлены из смеси абразивного шлифовального зерна, связующего материала, содержащего фенолоальдегидный полимер (полимер Durez Varcum® 29-717, удельная масса 1.28 г/см3, полученный на фирме Durez Corporation, Dallas TX), совместно с наполнителем, указанным в Таблице 11-1. Зерно и связующие материалы были использованы в количествах, указанных в Таблице 11-1. Все образцы были приготовлены с использованием абразивного шлифовального зерна с размером 80 единиц из обработанного силаном плавленого глинозема 38А, полученного на фирме Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, США.
Зерно и полимерный связующий материал были введены в чашу соответствующего смесителя с большим сдвиговым усилием типа RV-02 Erich Mixer фирмы Erich Company, Gurnee, IL. Перемешивание начинали при скорости вращения чаши 64 об/мин и скорости вращения лопатки 720 об/мин. Во время перемешивания распыляли в виде тумана, с контролируемой скоростью, достаточное количество растворителя (фурфураль) на смесь зерна и связующего материала, для того чтобы вызвать агломерирование вместе зерна и связующего материала. Распыление растворителя на смесь проводили до тех пор, пока не будут образованы агломераты зерна и связующего материала (с расходом распыляемого материала 15-20 г/мин, в течение 7-15 мин, для партии, содержащей 2.25 кг зерна совместно с количеством связующего материала, указанным в Таблице 11-1). Распыление производили с использованием генератора Instrument Mist Coolant Generator, полученного на фирме Wesco Company, Chatsworth, CA. Процесс агломерации проводили в атмосферных условиях, при комнатной температуре.
После проведения агломерации в смесителе образцы мокрого агломерированного абразивного шлифовального зерна просеивали через стандартное сито США с размером ячейки 3.5 меш и сушили в течение ночи в атмосферных условиях. Затем образцы повторно просеивали, чтобы получить распределение -20/+45 меш, и раскладывали в один слой на облицованном фторполимером лотке для проведения сушки (размеры лотка ориентировочно 45×30 см). Затем агломераты сушили в печи в атмосферных условиях, с повышением температуры до максимальной температуры 160°С, с выдержкой при указанной температуре в течение 30 минут, чтобы обеспечить отверждение полимерного связующего материала. После отверждения агломераты прокатывали (вальцевали) вручную при помощи стального стержня диаметром 1.5 дюйма, чтобы частично раздавить и разделить более крупные агломераты на более мелкие агломераты. После этого агломераты просеивали, чтобы получить желательное распределение по размерам.
Выход годных к употреблению сыпучих агломератов в виде гранул с распределением по размерам от -20 до +45 меш (меш = размер ячейки стандартного сита США) составил >90 вес.% от полного веса смеси зерна до агломерации.
Агломераты были проверены на плотность неплотной упаковки (LPD), относительную плотность и распределение по размерам, причем производили их визуальный осмотр до и после их использования для изготовления абразивных шлифовальных инструментов. Полученные результаты приведены в Таблице 7-1.
Эти агломераты имеют LPD, относительную плотность и гранулометрический состав, подходящие для промышленного изготовления абразивных шлифовальных кругов. Готовые, спеченные агломераты имеют различные трехмерные конфигурации, в том числе треугольные, сферические, кубические, прямоугольные и другие геометрические формы. Агломераты содержат множество индивидуальных абразивных зерен (например, от 2 до 40 штук), связанных вместе при помощи полимерного связующего материала в точках контакта одного зерна с другим. Структуры агломератов были достаточно стойкими к уплотнению, чтобы сохранять трехмерное построение, после проведения операций перемешивания и формования абразивного круга (то есть несущественная порция (например, <20 вес.%) агломератов была разрушена до индивидуальных абразивных зерен во время формования круга). Было обнаружено, что агломераты, изготовленные с использованием комбинации материалов полимера и наполнителя, являются менее клейкими и легче разделяются, чем агломераты, изготовленные с использованием полимера и без наполнителя. Более того, требуются несколько меньшие количества растворителя, когда в полимер добавляют наполнитель.
Таким образом, при небольших модификациях способы, которые используют для изготовления агломератов с фенолоальдегидными полимерными связующими материалами, могут быть также использованы для изготовления агломератов абразивного шлифовального зерна с органическими связующими материалами, когда неорганические материалы наполнителя (желательные для введения в шлифовальный круг) добавляют в органические связующие материалы.
b) Наполнитель был получен на фирме Min-Chem Canada, Inc., Oakville Ontario, Канада, размер частиц <45 мкм (-325 меш) и был перемешан с порошковым полимерным компонентом ранее введения зерна и жидкого материала.
Абразивные круги
Образцы агломерата А9-А13 были использованы для изготовления шлифовальных кругов (окончательный размер 5.0×2.0×0.625 дюйма - ободок 1.5 дюйма (12.7×5.08×1.59 см - ободок 3.81 см). Экспериментальные абразивные круги были изготовлены по способу, описанному здесь ранее в Примере 7. Готовые круги проверяли на безопасность (на разрыв) в соответствии с применяемым в промышленности испытанием на скорость вращения, чтобы убедиться в том, что круги имеют достаточную механическую прочность для вращения при их установке на шлифовальном станке и достаточную механическую прочность для проведения операции шлифования. Все экспериментальные круги успешно прошли испытание на скорость вращения 6308 об/мин и, следовательно, имеют достаточную механическую прочность для проведения операций плоского шлифования. Композиции кругов (в том числе объем.% абразива, связующего материала и пористости в кругах после отверждения) приведены в Таблице 11-2.
b) Значения объем.% связующего материала (связки) экспериментальных кругов включают в себя объем.% полимерного связующего материала, использованного на зернах для изготовления агломератов, и связующего материала, использованного для изготовления кругов.
c) В качестве образцов кругов сравнения C5L, С5Р и С5Т использовали серийные изделия, полученные на фирме Saint-Gobain Abrasives, Inc., Worcester, MA, США, которые имеют соответствующие торговые буквенно-цифровые названия, указанные в Таблице 11-2. Круги содержат связующий материал из фенолоальдегидного полимера, CaF2, полые сферы из муллита и абразивное шлифовальное зерно из оксида алюминия 38А, и имеют градацию твердости L, P или Т (по шкале градаций твердости фирмы Norton), как это показано в Таблице 11-2.
d) Проницаемость для флюида (воздуха) дана в единицах см3/с/дюйм воды и была измерена при помощи сопла 1.1 см по способу, описанному в патентах США No. 5,738,696 и No. 5,738,697. (Это примечание, по всей вероятности, введено ошибочно. - Прим. переводчика
e) Образец круга C5D не обладает достаточной механической прочностью для прохождения серийных испытаний на безопасность (на разрыв).
Эти экспериментальные круги были испытаны в операции плоского шлифования, и по результатам испытаний пришли к выводу о том, что они годятся для серийного использования. Было проведено сравнительное испытание экспериментальных кругов и кругов сравнения C5L, С5Р и С5Т, указанных в Таблице 11-2, которые представляют собой имеющиеся в продаже круги, предназначенные для использования в операциях плоскостного шлифования. Круги сравнения имеют такие же размеры и такие же типы абразивного шлифовального зерна и связующего материала, что и экспериментальные круги. Эти круги во всех других отношениях подходят для сравнения с экспериментальными кругами при проведении плоского шлифования, однако круги сравнения были приготовлены без использования агломератов. Кроме того, в этом испытании на шлифование были использованы экспериментальный круг W5 и круг сравнения CLP из Таблицы 8-1.
В более позднем испытании при тех же самых условиях шлифования были испытаны два дополнительных круга сравнения (C5D и C5J). Эти круги сравнения C5D и C5J были изготовлены по способу, который был использован для экспериментальных кругов Примера 7, за тем исключением, что были использованы композиции, приведенные в Таблице 11-2, вместо композиций, указанных в Примере 7. Эти круги были сделаны в соответствии с более мягкими градациями твердости (D и J) и испытаны для того, чтобы сравнить характеристики экспериментального круга и обычного круга, имеющего совпадающую градацию (то есть имеющего такой же или аналогичный объем.% зерна, связующего материала и пористости). Оценки градации производили на основании состава связующего материала, выбранного для круга, вместе с объемными процентами абразивного шлифовального зерна, связующего материала и пористости в готовом круге. Условия шлифования приведены ниже, а результаты испытания на шлифование приведены далее в Таблице 11-3.
Условия шлифования:
Станок: Rail Grinder; максимальная мощность 45 л.с.
Режим шлифования: торцевое шлифование (имитация шлифования на абразивном круге)
Скорость круга: 4202 об/мин; 5500 линейных футов в минуту (27.9 м/с)
Рабочая скорость: 3 об/мин; 37.7 линейных футов в минуту/ 0.192 м/с
Скорость врезной подачи: 0.0020 дюйм/оборот (0.0508 мм/с), 0.0027 дюйм/оборот (0.0686 мм/оборот) и 0.004 дюйм/оборот (0.1016 мм/оборот)
Время шлифования: 15 мин при каждой скорости подачи
Выхаживание: 10 с
Охлаждающая среда: Trim Clear, 2% разбавление деионизированной родниковой водой
Материал обрабатываемой детали: сталь марки AISI 1070, внешний диаметр 48 дюймов (1.22 м) × внутренний диаметр 46.5 дюйма (1.18 м) × ободок 0.75 дюйма (1.91 см), твердость по Бринеллю НВ 302
Правка: не используют
b. Круги C5D и C5J были испытаны позднее, чем другие образцы, но при тех же самых условиях испытания на шлифование.
Экспериментальные круги показывают слегка меньшую потребляемую мощность, но сопоставимую с кругами сравнения WWR (скорость изнашивания круга). Это является сюрпризом, связанным с различием градаций (D в сравнении с L-T).
И в этом случае экспериментальные круги обеспечивают существенно лучшую эффективность шлифования, чем круги сравнения, на основании объемной фракции абразивного шлифовального зерна (то есть требуется меньше зерна для достижения такого же уровня эффективности шлифования). Образец C5J был испытан на более высоких скоростях съема материала MRR, однако данные для этого круга согласуются с общей тенденцией. Образцы С2Р и W5D, испытанные в отдельном испытании на шлифование, имеют лучшие эксплуатационные параметры, чем остальные круги, однако различие между экспериментальными кругами и кругами сравнения согласуются с общей тенденцией. Эти результаты противоречат бытующим в среде специалистов в области технологии связанных абразивов обычным представлениям о том, что круг с более высокой градацией твердости, содержащий больше зерна, является более износостойким, имеет более высокий срок службы и обеспечивает лучшую эффективность шлифования, чем круг с более мягкой градацией твердости.
Таким образом, в соответствии с настоящим изобретением могут быть получены экспериментальные шлифовальные круги, обеспечивающие эффективное шлифование в промышленных условиях, которые обладают достаточной механической прочностью для промышленного применения, но имеют сравнительно низкие градации твердости.
Пример 12
Абразивное шлифовальное зерно/Агломераты с застеклованным связующим материалом
Застеклованный связующий материал (А связующий материал из Таблицы 1-2) был использован для изготовления образца AV1 агломерированного абразивного шлифовального зерна. Агломераты были приготовлены из смеси абразивного шлифовального зерна и застеклованного связующего материала во вращающейся обжиговой печи по способу, описанному в Примере 1, за исключением того, что 2.6 вес.% А связующего материала было использовано для изготовления AV1 агломератов, а в качестве зерна использовали абразивное шлифовальное зерно размером 80 единиц из плавленого глинозема 38А, полученное на фирме Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, США. Отвержденные агломераты смачивали при помощи 2 вес.% водного раствора гамма-амино пропил тритокси силана (Witco Corporation, Friendly, West Virginia) (9.2 мл/фунт агломератов с зерном 80 единиц), чтобы смочить агломераты силаном, а затем сушили при 120°С и просеивали для удаления любых комков, которые могли образоваться при обработке силаном.
Выход годных к употреблению сыпучих агломератов, имеющих распределение по размерам -20/+45 меш (меш = размер ячейки стандартного сита США), составляет 86 вес.% от полного веса смеси зерна до проведения агломерации. Агломераты с застеклованной связкой зерна были проверены на плотность неплотной упаковки (LPD=1.04), относительную плотность (0.268) и гранулометрический состав (распределение по размерам) (-20/+45 меш), причем производили их визуальный осмотр до и после их использования для изготовления абразивных шлифовальных инструментов.
Эти агломераты имеют LPD, относительную плотность и гранулометрический состав, подходящие для промышленного изготовления абразивных шлифовальных кругов. Готовые, спеченные агломераты имеют различные трехмерные конфигурации, в том числе треугольные, сферические, кубические, прямоугольные и другие геометрические формы. Агломераты содержат множество индивидуальных абразивных зерен (например, от 2 до 40 штук), связанных вместе при помощи застеклованного связующего материала в точках контакта одного зерна с другим. Структуры агломератов были достаточно стойкими к уплотнению, чтобы сохранять трехмерное построение, после проведения операций перемешивания и формования абразивного круга (то есть несущественная порция (например, <20 вес.%) агломератов была разрушена до индивидуальных абразивных зерен во время формования круга).
Абразивное шлифовальное зерно/Органически связанные агломераты
Абразивное шлифовальное зерно (зерно 38А, 80 единиц, полученное на фирме Saint-Gobain Ceramics & Plastics, Inc., Worcester, MA, США) и полимерный связующий материал (связующий материал Е из Таблицы 11-1) были введены в чашу смесителя с большим сдвиговым усилием типа R07 Erich Mixer фирмы Erich Company, Gumee, EL. Перемешивание производили при скорости вращения чаши 460 об/мин (по часовой стрелке) и скорости вращения лопатки 890 об/мин (против часовой стрелки). Во время перемешивания распыляли в виде тумана, с контролируемым расходом, достаточное количество растворителя (фурфураль) на смесь зерна и связующего материала для того, чтобы вызвать агломерирование вместе зерна и связующего материала. Распыление растворителя на смесь проводили до тех пор, пока не будут образованы агломераты зерна и связующего материала (с расходом распыляемого материала 380-390 см3/мин в течение 2.5 мин, для партии, содержащей 49.5 кг зерна совместно с количеством связующего материала, указанным в Таблице 12-1). Распыление производили с использованием устройства Auto Jet 38660 Spraying Systems, полученного на фирме Spraying Systems, Wheaton IL). Процесс агломерации проводили в атмосферных условиях, при комнатной температуре.
Агломерат А14 прогоняли дважды через шестифутовый вибрационный конвейер (фирма Eriez Magnetics, модель HS/115, Erie PA), чтобы испарить растворитель. Агломерат затем был перемешан с сыпучим абразивным шлифовальным зерном (80 единиц, 38А), при соотношении 1 часть агломерата на 2 части сыпучего зерна, и полученную смесь поместили в печь (фирма-изготовитель Despatch Industries, Minneapolis MN, модель VRD-1-90-1E), при атмосферных условиях. Температуру повышали до максимальной температуры 160°С и выдерживали агломераты при максимальной температуре в течение 30 мин, до отверждения полимерного связующего материала. После отверждения сыпучий абразив разделяли от агломератов при помощи окончательной процедуры распределения по размерам (просеивания).
а) Объем.% связующего материала представляет собой процентное содержание твердого материала в грануле (то есть связующего материала и зерна) после отверждения, и не включает в себя объем.% пористости. Объем.% связующего материала отвержденных агломератов рассчитывают в предположении отсутствия внутренней пористости и потерь при перемешивании.
Абразивные круги
Образцы агломерата AV1 и А 14 были использованы для изготовления шлифовальных кругов (окончательный размер 5.0×2.0×0.625 дюйма - 1.5 дюйма ободок (12.7×5.08×1.59 см - 3.81 см ободок). Экспериментальные абразивные круги были изготовлены по способу, описанному здесь ранее в Примере 7. Готовые круги проверяли на безопасность (на разрыв) в соответствии с применяемым в промышленности испытанием на скорость вращения, чтобы убедиться в том, что круги имеют достаточную механическую прочность для вращения при их установке на шлифовальном станке и достаточную механическую прочность для проведения операции шлифования. Все экспериментальные круги успешно прошли испытание на скорость вращения 6308 об/мин и, следовательно, имеют достаточную механическую прочность для проведения операций плоского шлифования.
Композиции кругов (в том числе объем.% абразива, связующего материала и пористости в кругах после отверждения) приведены в Таблице 12-2.
a) При 46 объем.% абразивного шлифовального зерна круги сравнения содержат больший объем.% абразивного шлифовального зерна (например, на 16 объем.% больше), чем экспериментальные круги, которые имеют 30 объем.% абразивного шлифовального зерна.
b) Значения объем.% связующего материала (связки) экспериментальных кругов включают в себя объем.% полимерного связующего материала, использованного на зернах для изготовления агломератов, и связующего материала, использованного для изготовления кругов.
c) В качестве образцов кругов сравнения использовали серийные изделия, полученные на фирме Saint-Gobam Abrasives, Inc., Worcester, MA, США, которые имеют соответствующие торговые буквенно-цифровые названия, указанные в Таблице 12-2. Круги содержат связующий материал из фенолоальдегидного полимера, CaF2, полые сферы из муллита и абразивное шлифовальное зерно из оксида алюминия 38А, и имеют градацию твердости I, L, Р или Т (по шкале градаций твердости фирмы Norton), как это показано в Таблице 12-2.
d) Проницаемость для флюида (воздуха) дана в единицах см3/с/дюйм воды и была измерена при помощи сопла 1.1 см по способу, описанному в патентах США No. 5,738,696 и No. 5,738,697.
При визуальном исследовании поперечного сечения отвержденных экспериментальных кругов, как и в приведенном ранее Примере 7, видна миграция связующего материала в зоны пустот внутри агломератов. Были сделаны микрофотоснимки (с увеличением 46Х) поверхностей шлифования круга сравнения C6L и экспериментального круга W20D (Таблица 12-2). Эти снимки показаны соответственно на фиг.4 и 5. Из рассмотрения фиг.4 (круг сравнения) и фиг.5 (экспериментальный круг) можно понять, что пористость (более темные области) в абразивном композиционном материале в соответствии с настоящим изобретением присутствует в виде непрерывной фазы взаимосвязанных каналов. Абразивное шлифовальное зерно и связующий материал выглядят, как сетка, в которой абразивное шлифовальное зерно закреплено в органических связующих материалах. В отличие от этого обычные круги имеют главным образом однородную структуру, в которой пористость едва различима и четко присутствует прерывистая фаза.
Эти экспериментальные круги были испытаны в операции плоского шлифования, и по результатам испытаний пришли к выводу о том, что они годятся для серийного использования. Было проведено сравнительное испытание экспериментальных кругов и кругов сравнения, указанных в Таблице 12-2, которые обычно используют в промышленных операциях плоского шлифования. Для кругов сравнения был выбран диапазон градаций от I до Т по шкале градаций твердости фирмы Norton, чтобы подтвердить замеченный сдвиг градаций в экспериментальных кругах (то есть то, что имеющие более низкую градацию твердости экспериментальные круги могут работать не хуже, чем имеющие более высокую градацию твердости обычные круги). Круги сравнения имеют такие же размеры и такие же типы абразивного шлифовального зерна и связующего материала. Эти круги во всех других отношениях подходят для использования в качестве кругов сравнения для оценки экспериментальных кругов в испытании на плоское шлифование, однако они были приготовлены без использования агломератов. Условия шлифования приведены ниже, а результаты испытания на шлифование приведены далее в Таблице 12-3.
Условия шлифования:
Станок: Rail Grinder; максимальная мощность 45 л.с.
Режим шлифования: торцевое шлифование (имитация шлифования на абразивном круге)
Скорость круга: 4202 об/мин; 5500 линейных футов в минуту (27.9 м/с)
Рабочая скорость: 3 об/мин; 37.7 линейных футов в минуту/ 0.192 м/с
Скорость врезной подачи: 0.0027 дюйм/оборот (0.0686 мм/оборот) и 0.004 дюйм/оборот (0.1016 мм/оборот)
Время шлифования: 15 мин при каждой скорости подачи
Выхаживание: 10 с
Охлаждающая среда: Trim Clear, 2% разбавление деионизированной родниковой водой
Материал обрабатываемой детали: сталь марки AISI 1070, внешний диаметр 48 дюймов (1.22 м) × внутренний диаметр 46.5 дюйма (1.18 м) × ободок 0.75 дюйма (1.91 см), твердость по Бринеллю НВ 302
Правка: не используют
Результаты испытаний показывают, что экспериментальные круги, имеющие градации твердости D или G по шкале твердости фирмы Norton, имеют эксплуатационные параметры, эквивалентные параметрам кругов сравнения, имеющих более высокие градации твердости от Р до Т. Такие эксплуатационные параметры экспериментальных кругов являются особенно удивительными потому, что эти круги содержат только 30 объем.% абразивного шлифовального зерна, в то время как круги сравнения содержат 46 объем.% абразивного шлифовального зерна. Таким образом, круги в соответствии с настоящим изобретением позволяют максимально повысить эффективность шлифования индивидуальных зерен, существенно повысив эффективность зерна.


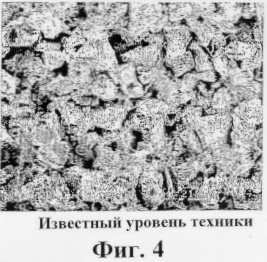

Изобретение относится к области машиностроения и может быть использовано при изготовлении абразивного инструмента и на операциях шлифования поверхностей деталей. Связанный абразивный инструмент содержит трехмерный композиционный материал, характеризуемый относительно низким объемным процентом абразивного зерна и связующего материала и относительно высоким объемным процентом взаимосвязанной пористости. Новая пористая структура инструмента включает агломерированное абразивное зерно и является проницаемой для потока флюида. Абразивный инструмент имеет относительно низкую градацию твердости, но обеспечивает высокую механическую прочность и эксплуатационные качества при шлифовании различных поверхностей деталей. 4 н. и 31 з.п. ф-лы, 5 ил., 29 табл.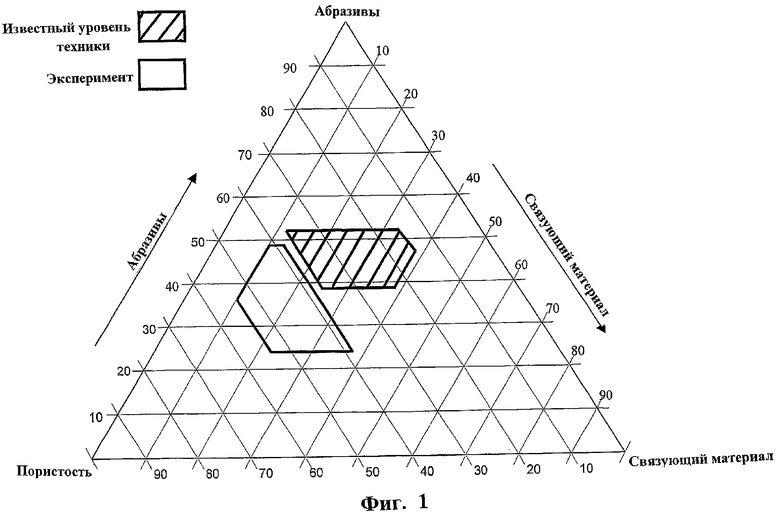
(a) первую фазу, содержащую 24-48 об.% абразивных шлифовальных зерен, связанных с 10-38 об.% органического связующего материала, и меньше 10 об.% пористости; и
(b) вторую фазу, имеющую 38-54 об.% пористости,
в котором вторая фаза представляет собой непрерывную фазу в композиционном материале, причем связанный абразивный инструмент имеет минимальную разрывную скорость, составляющую 20,32 м/с.
(a) использование связанного абразивного круга, содержащего трехмерный композиционный материал, имеющий
(i) первую фазу, содержащую 24-48 об.% абразивных шлифовальных зерен, связанных с 10-38 об.% органического связующего материала, и меньше 10 об.% пористости; и
(и) вторую фазу, имеющую 38-54 об.% пористости,
причем вторая фаза представляет собой непрерывную фазу в композиционном материале, при этом связанный абразивный инструмент имеет минимальную разрывную скорость, составляющую 20,32 м/с;
(b) установка указанного связанного абразивного круга на плоскошлифовальный станок;
(c) вращение абразивного круга и
(d) введение поверхности шлифования круга в контакт с обрабатываемой деталью на промежуток времени, достаточный для шлифовки обрабатываемой детали,
причем круг удаляет материал обрабатываемой детали с эффективной скоростью съема, при этом поверхность шлифования круга остается главным образом свободной от шлифовальной стружки, причем после завершения шлифования обрабатываемая деталь главным образом не имеет теплового повреждения.
(a) использование связанного абразивного круга, содержащего трехмерный композиционный материал, имеющий
(i) 22-46 об.% абразивных шлифовальных зерен, связанных с 4-20 об.% неорганического связующего материала; и
(ii) 40-68 об.% взаимосвязанной пористости,
причем большинство абразивных шлифовальных зерен присутствуют в виде неправильных пространственных кластеров в трехмерном композиционном материале,
при этом связанный абразивный инструмент имеет значение модуля упругости, которое по меньшей мере на 10% ниже, чем значение модуля упругости для идентичного в других отношениях обычного инструмента, имеющего правильно расположенные абразивные шлифовальные зерна в трехмерном композиционном материале; причем связанный абразивный инструмент имеет минимальную разрывную скорость, составляющую 20,32 м/с;
(b) установка указанного связанного абразивного круга на станок для глубинного шлифования;
(c) вращение абразивного круга и
(d) введение поверхности шлифования круга в контакт с обрабатываемой деталью на промежуток времени, достаточный для шлифовки обрабатываемой детали,
при этом круг удаляет материал обрабатываемой детали с эффективной скоростью удаления, причем после шлифования обрабатываемая деталь главным образом не имеет теплового повреждения.
| US 6086648 А, 11.07.2000 | |||
| US 5203886 А, 20.04.1993 | |||
| ШЛИФОВАЛЬНЫЕ КРУГИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2153411C1 |
| Масса для изготовления абразивного инструмента | 1980 |
|
SU946900A1 |

