Настоящее изобретение относится к способу эффективного и избирательного отделения и извлечения редких продуктов ядерного деления (fission products, FP), группу за группой, из азотнокислого раствора, содержащего эти редкие продукты ядерного деления и образовавшегося в результате операции переработки отработавшего ядерного топлива, используемого в ядерных энергетических установках, включая легководные ядерные реакторы и ядерные реакторы на быстрых нейтронах. Кроме того, оно относится к системе взаимодействия между производством электроэнергии ядерными энергетическими установками и производством электроэнергии топливными элементами, путем использования извлеченных редких продуктов ядерного деления для технических областей, связанных с производством электроэнергии топливными элементами.
В настоящем описании термин “редкие продукты ядерного деления” используется в качестве термина, включающего в себя редкие продукты ядерного деления, представляющие собой редкие металлы, такие как элементы платиновой группы (Ru (рутений), Rh (родий) и Pd (палладий)), Аg (серебро), Тс (технеций), Se (селен) и Те (теллур).
Азотнокислые растворы или радиоактивные производственные жидкие отходы, образовавшиеся в результате работы установок по переработке отработавшего ядерного топлива, используемого в легководных ядерных реакторах или ядерных реакторах на быстрых нейтронах, содержат значительное количество полезных редких продуктов ядерного деления, и способ отделения и извлечения таких редких продуктов ядерного деления (“a method of separating and recovering platinum group elements, technetium, tellurium and selenium, т.е. (“способ разделения и извлечения элементов платиновой группы, технеция, теллура и селена”) были предложены, например в патенте Японии № 2997266.
Этот известный способ включает в себя электролиз при постоянном токе азотнокислого раствора (например, азотнокислого раствора, образовавшегося в результате работы установок по переработке отработавшего ядерного топлива), содержащего один или более из элементов, выбранных из группы, состоящей из элементов платиновой группы, отличных от Pd (таких, как Ru, Rh и т.п.), Тс, Те и Se, при сосуществовании с Pd2+, и осаждение этих элементов на катоде путем электролитического восстановления. В том случае, если обработке подвергается азотнокислый раствор, содержащий Pd в качестве элемента платиновой группы, отсутствует необходимость в обязательном добавлении Pd2+. Металлические элементы, осажденные на катоде, последовательно растворяются, элемент за элементом, и по отдельности извлекаются путем замены раствора, подлежащего обработке в катодной камере, чистым раствором азотной кислоты и регулирования электродного потенциала с тем, чтобы его значение соответствовало заданному элементу.
В описанном выше известном способе отделения и извлечения редких продуктов ядерного деления продукты ядерного деления, относящиеся к платиновой группе (Pd, Ru, Rd) и осажденные в виде твердых растворов на электроде, могут быть в принципе по отдельности растворены на основе разности потенциалов растворения в принципе путем регулирования потенциала растворения так, чтобы он соответствовал потенциалу растворения каждого из элементов. Однако фактически проблемой, связанной со способом регулирования потенциала, является то, что трудно поддерживать скорость реакции постоянной, или то, что конструкция резервуара для электролиза является сложной, и поэтому способ по предшествующему уровню техники нельзя всегда рассматривать в качестве удачного способа отделения и извлечения с инженерной точки зрения на электролитический процесс.
Однако в том случае, когда полезные редкие продукты ядерного деления, содержащиеся в отработавшем ядерном топливе, могут быть отделены и избирательно извлечены с высоким процентом извлечения, может быть значительно уменьшена та часть общего количества этих продуктов, которую требуется добыть и извлечь из природных запасов редких элементов, т.е. существует возможность сохранения определенных природных запасов.
Кроме того, Pd, Ru и Rh в качестве полезных редких продуктов ядерного деления, содержащихся в отработавшем ядерном топливе, имеют высокую каталитическую активность, и ожидается, что в ближайшем будущем будет возрастать потребность в них как в электродных материалах или как в катализаторе для получения и очистки водородного топлива, предназначенного для использования в топливных элементах.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Следовательно, целью настоящего изобретения является разработка способа, способного обеспечить отделение и извлечение полезных редких продуктов ядерного деления, содержащихся в отработавшем ядерном топливе, избирательно и с высоким процентом извлечения.
Другой целью настоящего изобретения является разработка системы взаимодействия между производством электроэнергии ядерными энергетическими установками и производством электроэнергии топливными элементами путем использования извлеченных таким образом полезных редких продуктов ядерного деления в качестве электродных материалов и катализатора для получения и очистки водородного топлива, предназначенного для использования в топливных элементах.
Авторы настоящего изобретения провели серьезное исследование с целью разработки способа отделения и извлечения полезных редких продуктов ядерного деления, содержащихся в отработавшем ядерном топливе, который не основан на электролитическом процессе при постоянном потенциале, как описанный выше способ по известному уровню техники, но который может обеспечить эффективное отделение и извлечение редких продуктов ядерного деления путем сочетания рабочих параметров плотности тока и концентрации азотной кислоты, даже в случае использования процесса электролиза при постоянном токе, который является относительно простым и рациональным с точки зрения работы и при котором конструкция резервуара для электролиза может быть значительно упрощена. Следовательно, авторы изобретения создали настоящее изобретение на основе открытия, заключающегося в том, что отделение и извлечение возможны путем электролитического восстановления азотнокислого раствора, подлежащего обработке и содержащего полезные редкие продукты ядерного деления, имеющиеся в отработавшем ядерном топливе, с использованием Pd2+ или Fе2+ в качестве катализатора, совместного осаждения редких продуктов ядерного деления на электроде, последующего совместного растворения осадка на электроде путем электрохимического окисления и последующего электролитического восстановления раствора, содержащего растворенный в нем осадок, последовательно при низкой плотности тока, средней плотности тока и высокой плотности тока, в результате чего группу Ag-Pd, группу Se·Те и группу Ru·Rh·Те по отдельности осаждают и извлекают группу за группой.
Согласно настоящему изобретению разработан способ отделения и извлечения редких продуктов ядерного деления, содержащихся в отработавшем ядерном топливе, включающий в себя:
стадию А подачи азотнокислого раствора, подлежащего обработке, имеющего концентрацию азотной кислоты от 0,1 до 4,5 М, содержащего один или более из редких продуктов ядерного деления, выбранных из группы, состоящей из элементов платиновой группы, Аg (серебра), Тс (технеция), Se (селена) и Те (теллура), и образовавшегося в результате операции переработки отработавшего ядерного топлива, используемого в ядерных энергетических установках, включая легководные ядерные реакторы или ядерные реакторы на быстрых нейтронах, в катодную камеру вместе с Pd2+ (палладием) или Fe2+ (железом) в качестве катализатора; и проведения электролитического восстановления при плотности тока от 1 до 3000 мА/см2 при одновременной подаче чистого раствора азотной кислоты с концентрацией азотной кислоты от 0,1 до 4,5 М в анодную камеру, в результате чего происходит совместное осаждение Ru (рутения), Rh (родия) и Pd как элементов платиновой группы и Аg, Тс, Se и Те, содержащихся в азотнокислом растворе, подлежащем обработке, на катоде;
стадию В переключения катода на анод и проведения электрохимического окисления при заданном потенциале от 1,5 до 3 В при одновременной подаче чистого раствора азотной кислоты с концентрацией азотной кислоты от 3 до 5 М, в результате чего происходит совместное растворение осадка (осадков) на электроде в чистый раствор азотной кислоты;
стадию С переключения анода на катод и проведения электролитического восстановления при плотности тока от 1 до 25 мА/см2 с одновременной подачей азотнокислого раствора, полученного после указанных осаждения-растворения и имеющего концентрацию азотной кислоты 0,1 до 4,5 М, в катодную камеру и подачей чистого раствора азотной кислоты с концентрацией азотной кислоты от 0,1 до 4,5 М в анодную камеру, в результате чего происходит избирательное осаждение Pd и Аg, имеющихся в азотнокислом растворе, полученном после указанных осаждения-растворения на катоде;
стадию D переключения катода на анод и проведения электрохимического окисления при заданном потенциале от 1,5 до 3 В при одновременной подаче чистого раствора азотной кислоты с концентрацией азотной кислоты от 3 до 5 М, в результате чего происходит растворение Pd и Аg, осажденных на электроде, в чистый раствор азотной кислоты и их извлечение;
стадию Е переключения анода на катод и проведения электролитического восстановления при плотности тока от 25 до 100 мА/см2 с одновременной подачей азотнокислого раствора, который получен после указанных осаждения-растворения, из которого удалены Pd·Ag и который имеет концентрацию азотной кислоты от 0,1 до 4,5 М, в катодную камеру и подачей чистого раствора азотной кислоты с концентрацией азотной кислоты от 0,1 до 4,5 М в анодную камеру, в результате чего происходит избирательное осаждение Sе и Те, имеющихся в азотнокислом растворе, который получен после указанных осаждения-растворения и из которого удалены Pd·Ag, на катоде;
стадию F переключения катода на анод и проведения электрохимического окисления при заданном потенциале от 1,5 до 3 В при одновременной подаче чистого раствора азотной кислоты с концентрацией азотной кислоты от 3 до 5 М, в результате чего происходит растворение Se и Те, осажденных на электроде, в чистый раствор азотной кислоты и их извлечение;
стадию G переключения анода на катод и проведения электролитического восстановления при плотности тока от 100 до 700 мА/см2 с одновременной подачей азотнокислого раствора, который получен после указанных осаждения-растворения, из которого удалены Pd-Ag-Se-Te и который имеет концентрацию азотной кислоты от 0,1 до 4,5 М, в катодную камеру и подачей чистого раствора азотной кислоты с концентрацией азотной кислоты от 0,1 до 4,5 М в анодную камеру, в результате чего происходит избирательное осаждение Ru, Rd и Тс, имеющихся в азотнокислом растворе, который получен после указанного осаждения-растворения и из которого удалены Pd·Ag·Se·Те, на катоде; и
стадию Н переключения катода на анод и проведения электрохимического окисления при заданном потенциале от 1,5 до 3 В при одновременной подаче чистого раствора азотной кислоты с концентрацией азотной кислоты от 3 до 5 М, в результате чего происходит растворение Ru, Rh и Тс, осажденных на электроде, в чистый раствор азотной кислоты и их извлечение.
В соответствии с настоящим изобретением также разработана система взаимодействия между производством электроэнергии ядерными энергетическими установками и производством электроэнергии топливными элементами, в которой редкие продукты ядерного деления, отделенные и извлеченные с помощью описанного выше способа, использованы в способе производства электроэнергии топливными элементами, например:
- Ru и Rh используются в качестве катализатора для производства водородного топлива, предназначенного для использования в топливных элементах;
- Ru и Rh используются в качестве электродного катализатора, предназначенного для использования в топливных элементах;
- Pd используется в качестве катализатора для очистки водородного топлива, предназначенного для использования в топливных элементах;
- Pd используется в качестве ламинированного Mg-Pd-го сплава, применяемого в качестве абсорбирующего водород сплава, абсорбирующего водородное топливо, предназначенное для использования в топливных элементах.
Наиболее предпочтительным вариантом реализации системы взаимодействия между производством электроэнергии ядерными энергетическими установками и производством электроэнергии топливными элементами согласно настоящему изобретению является подача электроэнергии, выработанной ядерными энергетическими установками, включая легководные ядерные реакторы или ядерные реакторы на быстрых нейтронах, в качестве электрической энергии для получения водородного топлива, предназначенного для использования в топливных элементах, применение способа отделения и извлечения, описанного выше, для редких продуктов ядерного деления, содержащихся в отработавшем ядерном топливе, использованном в ядерных энергетических установках, и использование извлеченных Ru, Rh и Pd в качестве катализатора для получения и очистки водородного топлива, предназначенного для использования в топливных элементах, или в качестве электродного катализатора, предназначенного для использования в топливных элементах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
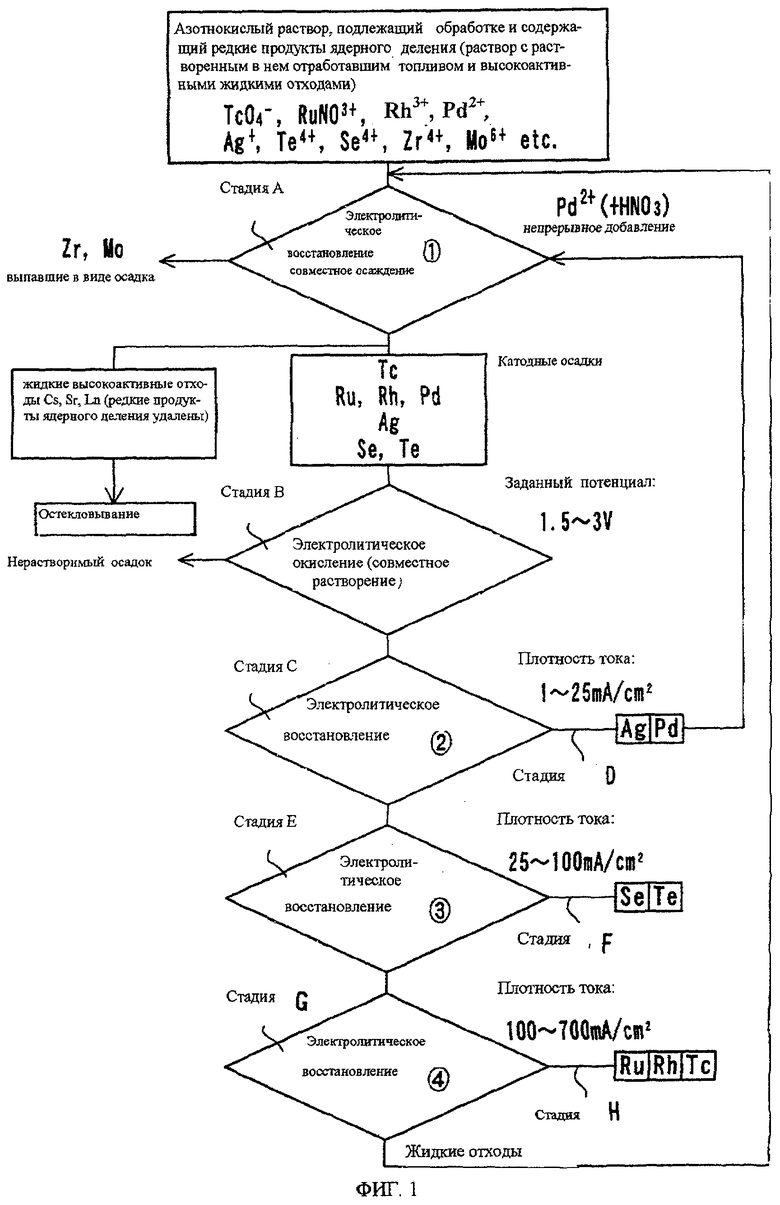
Фиг.1 представляет собой схему последовательности операций способа отделения и извлечения редких продуктов ядерного деления, содержащихся в отработавшем ядерном топливе, согласно настоящему изобретению.
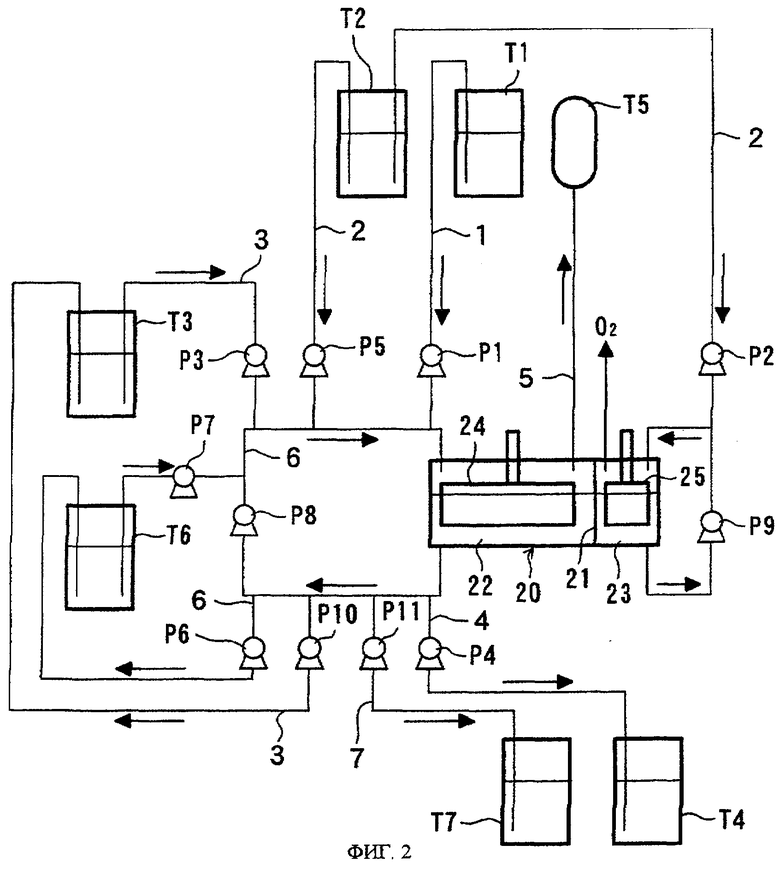
Фиг.2 представляет собой схематичное изображение, показывающее пример установки для электролиза, используемой для реализации на практике способа отделения и извлечения редких продуктов ядерного деления согласно настоящему изобретению.
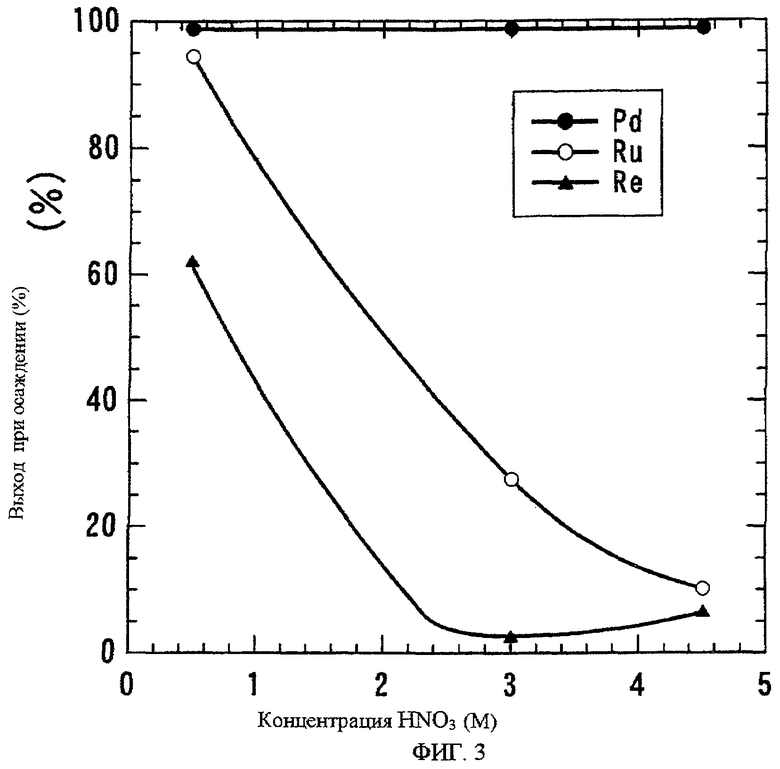
Фиг.3 представляет собой график, показывающий влияние концентрации азотной кислоты на выход осажденных элементов на катоде в способе отделения и извлечения редких продуктов ядерного деления согласно настоящему изобретению.
Фиг.4 представляет собой график, показывающий влияние плотности тока на выход осажденных элементов на катоде в способе отделения и извлечения редких продуктов ядерного деления согласно настоящему изобретению.
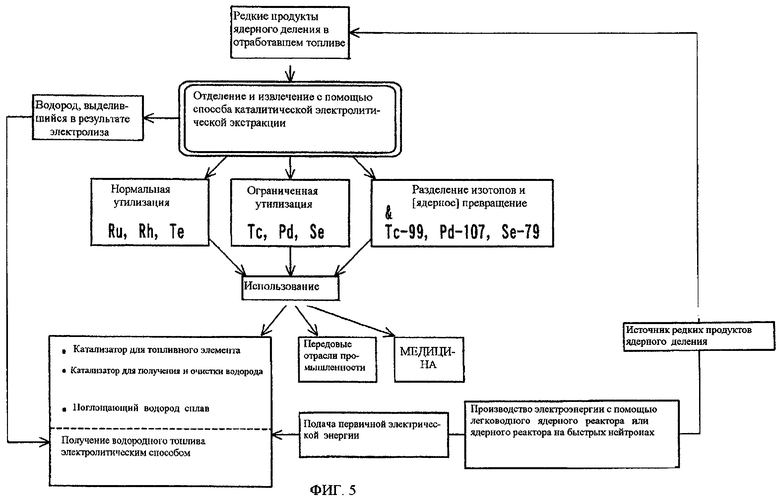
Фиг.5 представляет собой принципиальную схему системы взаимодействия между производством электроэнергии ядерными энергетическими установками и производством электроэнергии топливными элементами согласно настоящему изобретению.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Фиг.1 представляет собой схему последовательности операций способа отделения и извлечения редких продуктов ядерного деления, содержащихся в отработавшем ядерном топливе, согласно настоящему изобретению, и фиг.2 представляет собой схематичное изображение, показывающее пример установки для электролиза, используемой для реализации на практике данного способа. Далее каждая из стадий способа по настоящему изобретению, проиллюстрированного на фиг.1, будет разъяснена со ссылкой на схематичное изображение установки для электролиза по фиг.2.
<Стадия А>
Подлежащий обработке азотнокислый раствор, который содержит редкие продукты ядерного деления и который подвергается обработке посредством способа по настоящему изобретению, содержит азотнокислые растворы или жидкие высокоактивные отходы, образовавшиеся в результате переработки отработавшего ядерного топлива, использованного в ядерных реакторах, предназначенных для выработки электроэнергии, таких как легководные ядерные реакторы и ядерные реакторы на быстрых нейтронах. В проиллюстрированном примере азотнокислый раствор, подлежащий обработке, содержит растворы с растворенным отработавшим ядерным топливом и жидкие высокоактивные отходы, содержащие ТсO
Резервуар 20 для проточного электролиза, показанный на фиг.2, разделен посредством диафрагмы 21 на катодную камеру 22 и анодную камеру 23, в которых расположены соответственно катод 24 и анод 25. В качестве материала резервуара для электролиза и электродов может быть использован любой из материалов, обычно используемых до настоящего времени, при условии, что они имеют кислотостойкость и радиационную стойкость. Например, металлы или пластики (политетрафторэтилен и т.д.) могут быть использованы в качестве материала резервуара для электролиза, а нержавеющая сталь, платина и платинированный или покрытый платиной титан, графит и т.п. могут быть использованы в качестве материала для электродов. Кроме того, в качестве материала для диафрагмы могут быть использованы ионообменная мембрана на основе сульфоновых кислот перфторового ряда, пористое стекло или керамика.
Заранее заданное количество раствора 1, подлежащего обработке (с концентрацией азотной кислоты от 0,1 до 4,5 М), из резервуара Т1 подают с помощью насоса Р1 в катодную камеру 22 резервуара для электролиза, и заранее заданное количество чистого раствора 2 азотной кислоты (с концентрацией азотной кислоты от 0,1 до 4,5 М) из резервуара Т2 подают с помощью насоса Р2 в анодную камеру 23 резервуара для электролиза, и после этого начинается электролитическое (или электрохимическое) восстановление ①. Плотность тока устанавливают на уровне от 1 до 3000 мА/см2.
Во время электролиза азотнокислый раствор 3 палладия Pd2+ добавляют в качестве катализатора из резервуара ТЗ с помощью насоса Р3 в раствор 1, подлежащий обработке, и непрерывно подают в катодную камеру 22 резервуара для электролиза, и катодный раствор после электролиза время от времени с помощью насоса Р4 отводят в качестве подвергшегося обработке раствора 4 (из которого были удалены редкие продукты ядерного деления) в резервуар Т4. Кроме того, водород 5, выделившийся из катодного раствора во время электролиза, улавливается в резервуаре Т5. В качестве катализатора также можно использовать железо Fе2+, которое является менее дорогим по сравнению с Pd2+.
Редкие продукты ядерного деления как объект, подлежащий выделению из раствора 1, подлежащего обработке, полностью осаждаются на катоде 24 (совместное осаждение) за счет электролитического восстановления ① и избирательно отделяются от других продуктов ядерного деления (Cs, Sr, лантаноидов (Ln) и т.д.). Подвергшийся обработке раствор 4, из которого были удалены редкие продукты ядерного деления, остекловывают и хранят в течение длительного времени.
Поскольку Zr и Мо, содержащиеся в растворе 1, подлежащем обработке, также могут быть извлечены в виде осадка (выпавшей фазы) путем снижения концентрации азотной кислоты в растворе 3 азотной кислоты, добавляемом вместе с Pd2+ при электролитическом восстановлении ①, то Zr и Мо, содержащиеся в жидких высокоактивных отходах, подлежащих остекловыванию, могут быть восстановлены, чтобы способствовать совершенствованию операции остекловывания.
<Стадия В>
После завершения стадии А катод 24 переключают на анод, и чистый раствор 2 азотной кислоты (с концентрацией азотной кислоты от 3 до 5 М) подают непрерывно из резервуара Т2 с помощью насоса Р5 для проведения электрохимического окисления при заданном потенциале от 1,5 до 3 В, чтобы тем самым обеспечить полное растворение редких продуктов ядерного деления, осажденных на электроде 24, в чистый раствор 2 азотной кислоты (совместное растворение). Нерастворимые редкие продукты ядерного деления, которые не растворяются на этой операции, остаются на электроде в виде нерастворимого осадка. Чистый раствор азотной кислоты, содержащий растворенный в нем осадок из редких продуктов ядерного деления, время от времени отводят в виде азотнокислого раствора, полученного после указанных совместных осаждения-растворения 6, с помощью насоса Р6 в резервуар Т6.
<Стадия С>
После того как анод снова переключат на катод, концентрацию азотной кислоты в азотнокислом растворе 6, полученном после указанных совместных осаждения-растворения и отведенном в резервуар Т6, регулируют до значений от 0,1 до 4,5 М и обеспечивают циркуляцию этого раствора между катодной камерой 22 резервуара для электролиза и резервуаром Т6 с помощью насосов Р7 и Р8, и с помощью насоса Р9 осуществляют циркуляцию чистого раствора 2 азотной кислоты (с концентрацией азотной кислоты от 0,1 до 4,5 М) из анодной камеры 23, при этом электролитическое восстановление ② происходит при плотности тока от 1 до 25 мА/см2. Посредством электролитического восстановления, происходящего при такой низкой плотности тока, на катоде 24 могут быть осаждены только Pd и Аg, содержащиеся в растворе 6. Водород 5, выделившийся из катодного раствора в процессе электролиза, улавливается в резервуаре Т5.
За счет того что на стадии С электролитическое восстановление ② проводится при добавлении восстановителя, такого как азотнокислый гидроксиламин (NН3ОН+ (HAN)) или гидразин (N2H5NO3 или N2H5OH), в азотнокислый раствор 6, полученный после указанных осаждения-растворения, осажденные Pd и Аg могут быть активированы избирательно для повышения степени чистоты осажденных Pd и Аg.
<Стадия D>
После завершения стадии С катод 24 переключают на анод, и чистый раствор 2 азотной кислоты (с концентрацией азотной кислоты от 3 до 5 М) подают непрерывно из резервуара Т2 с помощью насоса Р5 и подвергают электролитическому окислению при заданном потенциале от 1,5 до 3 В, чтобы обеспечить растворение Pd и Аg, осажденных на электроде 24, в чистый раствор 2 азотной кислоты. Азотнокислый раствор, содержащий растворенные в нем Pd, Аg, время от времени отводят с помощью насоса Р10 в виде азотнокислого раствора 3, содержащего растворенные в нем Pd2+, Ag+, в резервуар Т3 и добавляют из резервуара Т3 в жидкие высокоактивные отходы, обрабатываемые на операции А, в виде азотнокислого раствора 3 с содержащимся в нем Pd2+ в качестве катализатора.
Поскольку количество Аg, извлеченное вместе с Pd на этой стадии D, является ничтожно малым по сравнению с количеством Pd, оно не замедляет каталитическое действие Pd2+ на операцию А при циркуляции его вместе с Pd.
<Стадия Е>
После того как анод снова переключат на катод, обеспечивают циркуляцию азотнокислого раствора 6 (с концентрацией азотной кислоты от 0,1 до 4,5 М), полученного после осаждения-растворения и отведенного в резервуар Т6 и из которого на операции С были удалены Pd и Аg, между катодной камерой 22 резервуара для электролиза и резервуаром Т6 с помощью насосов Р7 и Р8 и с помощью насоса Р9 осуществляют циркуляцию чистого раствора 2 азотной кислоты (с концентрацией азотной кислоты от 0,1 до 4,5 М) в анодную камеру 23, а электролитическое восстановление ③ происходит при плотности тока от 25 до 100 мА/см2. Посредством электролитического восстановления, происходящего при такой средней плотности тока, на катоде 24 могут быть осаждены только Se и Те, содержащиеся в растворе 6. Водород 5, выделившийся из катодного раствора в процессе электролиза, улавливается в резервуаре Т5.
<Стадия F>
После завершения стадии Е катод 24 переключают на анод, чистый раствор 2 азотной кислоты (с концентрацией азотной кислоты от 3 до 5 М) подают непрерывно из резервуара Т2 с помощью насоса Р5 и подвергают электрохимическому окислению при заданном потенциале от 1,5 до 3 В, чтобы обеспечить растворение Se и Те, осажденных на электроде 24, в чистый раствор 2 азотной кислоты. Азотнокислый раствор 7, содержащий растворенные в нем Se, Те, время от времени отводят с помощью насоса Р11 в резервуар Т7.
<Стадия G>
После того как анод снова переключат на катод, обеспечивают циркуляцию азотнокислого раствора 6 (с концентрацией азотной кислоты от 0,1 до 4,5 М), который получен после осаждения-растворения, отведен в резервуар Т6 и из которого на стадии F были удалены Se и Те, между катодной камерой 22 резервуара для электролиза и резервуаром Т 6 с помощью насосов Р7 и Р8 и с помощью насоса Р9 осуществляют циркуляцию чистого раствора 2 азотной кислоты (с концентрацией азотной кислоты от 0,1 до 4,5 М) в анодную камеру 23, а электролитическое восстановление ④ происходит при плотности тока от 100 до 700 мА/см2. Посредством электролитического восстановления, происходящего при такой высокой плотности тока, Н+ удаляется как H2 из раствора 6, и Ru, Rh и Те, содержащиеся в растворе 6, могут быть эффективно осаждены на катоде 24. Водород 5, выделившийся из катодного раствора в процессе электролиза, улавливается в резервуаре Т5.
Жидкие отходы подвергшегося обработке раствора, из которого Ru, Rh и Тс были осаждены и удалены путем электролитического восстановления ④, путем циркуляции подаются на операцию А и подвергаются электролитическому восстановлению ① вместе с раствором 1, подлежащим обработке и содержащим редкие продукты ядерного деления.
<Стадия Н>
После завершения стадии G катод 24 переключают на анод, чистый раствор 2 азотной кислоты (с концентрацией азотной кислоты от 3 до 5 М) подают непрерывно из резервуара Т2 с помощью насоса Р5 и подвергают электрохимическому окислению при заданном потенциале от 1,5 до 3 В, чтобы обеспечить растворение Ru, Rh и Тc, осажденных на электроде 24, в чистый раствор 2 азотной кислоты. Азотнокислый раствор 7, содержащий растворенные в нем Ru, Rh и Те, время от времени отводят с помощью насоса Р11 в резервуар Т7.
Хотя это и не проиллюстрировано, в том случае, когда электролизу подвергают обладающий высокой степенью радиоактивности азотнокислый раствор, подлежащий обработке, такой как жидкие высокоактивные отходы, то газообразный водород выделяется из раствора азотной кислоты, подлежащего обработке, непосредственно за счет радиолиза (разложения под действием излучения). Такой газообразный водород, образовавшийся в результате радиолиза, также улавливается и подвергается очистке вместе с газообразным водородом, выделившимся на операциях электролитического восстановления, и может быть использован в качестве водородного топлива, предназначенного для использования в топливных элементах, как описано ниже.
ПРИМЕРЫ
Настоящее изобретение будет дополнительно разъяснено со ссылкой на примеры и тестовые примеры. Примеры и тестовые примеры были выполнены с использованием установки для электролиза, показанной на фиг.2. Детали резервуара для электролиза описаны ниже.
- Анодная камера и катодная камера:
объем 100 мл, изготовлены из политетрафторэтилена.
- Анод и катод:
платинированный титан (титан, на котором нанесено покрытие из платины), 20 см2.
- Диафрагма:
мембрана из сульфоновой кислоты перфторового ряда (коммерческое название: "Nafion 450", изготавливается фирмой DuPont Co.).
- Трубопроводы:
изготовлены из сополимера тетрафторэтилена и перфторалкилового винилового эфира.
Концентрация ионов металлов в азотнокислых растворах была измерена с помощью эмиссионного спектрохимического анализа индуцируемой плазмы (ICP - inductively coupled plasma).
[Пример]
Пример реализации способа отделения и извлечения редких продуктов ядерного деления согласно настоящему изобретению, проиллюстрированного на фиг.1, будет описан ниже.
В качестве азотнокислого раствора, подлежащего обработке, была использована имитация азотнокислого раствора, содержащего указанные ниже элементы в качестве редких продуктов ядерного деления, имеющихся в отработавшем ядерном топливе. В данном примере в качестве ионов, имитирующих ТсO
- Концентрация азотной кислоты в имитируемом азотнокислом растворе азотной кислоты: 2,5 М.
- Содержащиеся элементы: Pd2+, Sе4+, Те4+, RuNO3+, ReO
Рабочие условия на каждой из стадий и процент извлечения каждого элемента (массовая доля в % мас. от количества каждого элемента в исследуемом имитируемом азотнокислом растворе) приведены в таблице 1. Каждая из электролитических операций проводилась при нормальных температурах и нормальных давлениях. Количество Pd2+, добавляемого в качестве катализатора на стадии А, задавали таким образом, чтобы оно было выше концентрации каждого из элементов, содержащихся в имитируемом азотнокислом растворе.
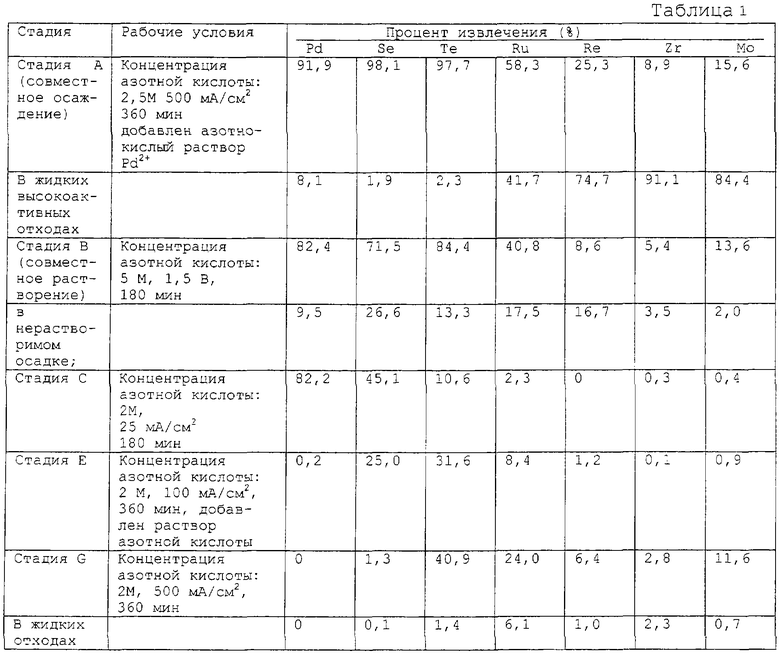
Как можно видеть из таблицы 1, 90% или более Pd, Se и Те, приблизительно 60% Ru и приблизительно 25% Re (Тс) могут быть осаждены из имитируемого азотнокислого раствора на катоде и отделены на стадии А. Кроме того, окончательно может быть извлечено приблизительно 82% Pd на стадии С, 25-32% Se и Те на стадии Е и 6-24% Re (Тс) и Ru на стадии G.
[Тестовый пример 1]: Влияние добавления катализатора на стадии А
Pd2+ или Fe2+ добавляли в качестве катализатора в имитируемый азотнокислый раствор, содержащий редкие продукты ядерного деления, и проводили испытание на коллективное осаждение и извлечение для редких продуктов ядерного деления. Для сравнения то же испытание было проведено также для имитируемого азотнокислого раствора, в который не был добавлен катализатор. Полученные результаты показаны в таблице 2. Условия испытания были следующими:
- Концентрация азотной кислоты в имитируемом азотнокислом растворе:
Начальное значение 2,5 М, при завершении электролиза 0,5 М.
- Количество добавленного катализатора:
Рd2+ 0,34 г (общее добавленное количество в течение 90-360 мин от начала электролиза).
Fе2+ 0,45 г (совокупно добавленное после начала электролиза).
- Плотность тока: 500 мА/см2.
Время электролитического восстановления: 360 мин.
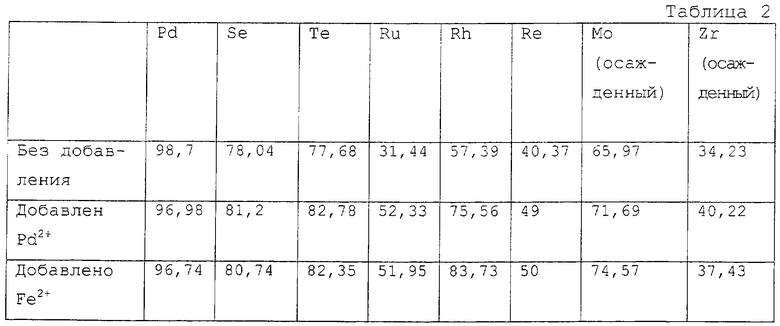
Как можно видеть из таблицы 2, на стадии А совместного осаждения редких продуктов ядерного деления процент извлечения Ru, Rh и Re (Тс) может быть повышен за счет добавления Рd2+ или Fe2+ в качестве катализатора, при этом данный катализатор не оказывает существенного влияния на осаждение Pd, Se и Те и выпадение Мо и Zr в виде осадка.
[Тестовый пример 2]: Влияние концентрации азотной кислоты
Имитируемый азотнокислый раствор, содержащий Pd, Ru и Re (Тс) с концентрацией каждого из элементов 100 частей на миллион (ЧНМ), был подвергнут электролитическому восстановлению в течение 180 мин при плотности тока 500 мА/см2 при изменении концентрации азотной кислоты в пределах интервала от 0,5 до 4,5 М, и было проведено испытание на осаждение каждого элемента на катоде. На фиг.3 показан график, иллюстрирующий зависимость между концентрацией азотной кислоты и выходом осажденных элементов (выходом при осаждении).
На каждой из операций по настоящему изобретению оптимальная концентрация азотной кислоты может быть выбрана надлежащим образом при сочетании различных условий (концентрации редких элементов, плотности тока, времени электролитического восстановления, подвергаемого обработке количества раствора и т.д.) в пределах интервала от 0,1 до 4,5 М для раствора, подлежащего обработке. Как можно видеть из графика, показанного на фиг.3, имеет место тенденция увеличения выхода Ru и Re (Тс) при их осаждении и сохранения высокого выхода Pd при осаждении при снижении концентрации азотной кислоты до 0,5 М. Соответственно, для повышения выхода Ru, Re (Тс) и Pd при осаждении на стадии А и повышения выхода Ru и Re (Тс) при осаждении на стадии G предпочтительно отрегулировать концентрацию азотной кислоты в растворе, подлежащем обработке так, чтобы она имела сравнительно низкое значение.
С другой стороны, заметна тенденция подавления совместного осаждения Ru и Re (Тс) при сохранении высокого выхода Pd при осаждении по мере увеличения концентрации азотной кислоты до 4,5 М. Соответственно, предпочтительно, чтобы концентрация азотной кислоты в азотнокислом растворе на операции С, на которой желательно обеспечить осаждение Pd с высокой степенью чистоты, была отрегулирована до сравнительно высоких значений.
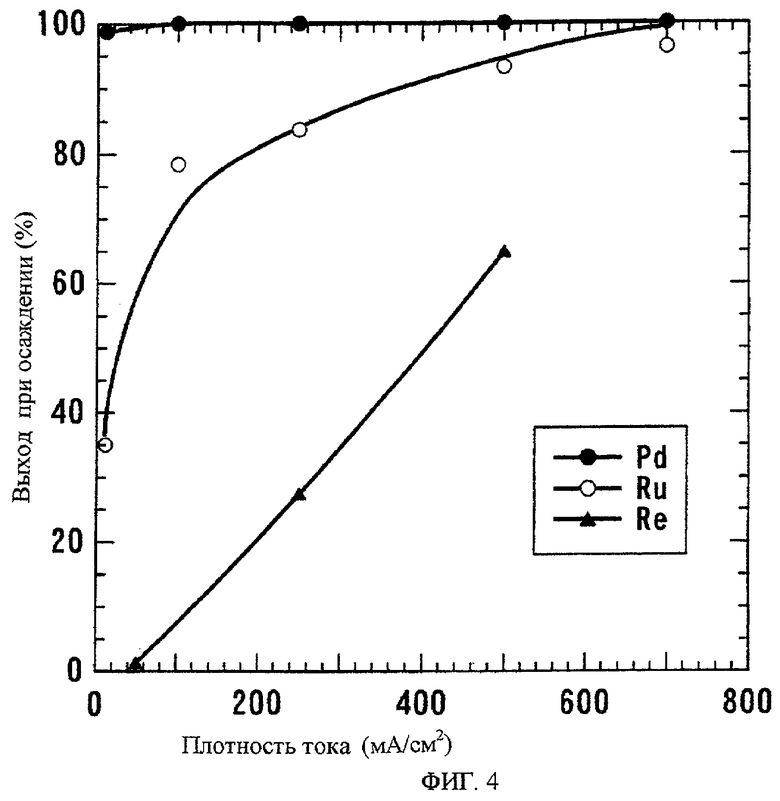
[Тестовый пример 3]: Влияние плотности тока
Имитируемый азотнокислый раствор, содержащий Pd, Ru и Re (Тс) с концентрацией каждого из элементов 100 ЧНМ, был подвергнут электролитическому восстановлению в течение 180 мин при концентрации азотной кислоты 0,5 М при изменении плотности тока в пределах интервала от 10 до 700 мА/см2, и было проведено испытание на осаждение на катоде для каждого элемента. На фиг.4 показан график, иллюстрирующий зависимость между плотностью тока и выходом при осаждении.
На каждой из операций по настоящему изобретению оптимальное значение плотности тока также может быть выбрано надлежащим образом в зависимости от сочетания различных условий в пределах диапазона, заданного для каждой из операций. Как можно видеть из графика на фиг.4, заметна тенденция подавления совместного осаждения Ru и Re (Тс) при одновременном сохранении высокого выхода Pd при осаждении по мере снижения плотности тока до 10 мА/см2. Соответственно, можно видеть, что относительно низкая плотность тока может быть принята в качестве значения плотности тока на стадии С, на которой происходит избирательное осаждение Pd.
С другой стороны, по мере увеличения плотности тока до 500 мА/см2 и выше, до 700 мА/см2, заметна тенденция увеличения осаждения Re (Тс) и Ru при сохранении высокого выхода Pd при осаждении. Соответственно, можно видеть, что относительно высокая плотность тока может быть принята предпочтительно на стадии А для совместного осаждения Pd, Re (Тс) и Ru и на стадии G, на которой требуется высокая степень осаждения Re (Тс) и Ru.
Редкие продукты ядерного деления, отделенные и извлеченные с помощью описанного выше способа, могут быть эффективно использованы для технологии производства электроэнергии топливными элементами после того, как эти продукты были подвержены обработке в соответствии с их соответствующей радиохимией, чтобы тем самым получить систему взаимодействия между производством электроэнергии ядерными энергетическими установками и производством электроэнергии топливными элементами согласно настоящему изобретению. Система взаимодействия по настоящему изобретению будет описана ниже со ссылкой на принципиальную схему, показанную на фиг.5.
На фиг.5 блок, окруженный двойными линиями, соответствует отделению и извлечению редких продуктов ядерного деления, содержащихся в отработавшем ядерном топливе, согласно настоящему изобретению, описанному выше, и источником редких продуктов ядерного деления является отработавшее ядерное топливо, использованное в ядерных энергетических установках для производства электроэнергии, включая легководные ядерные реакторы и ядерные реакторы на быстрых нейтронах.
Редкие продукты ядерного деления, отделенные и извлеченные с помощью способа разделения и извлечения редких продуктов ядерного деления согласно настоящему изобретению, могут быть использованы на практике после их обработки в соответствии с их радиохимией и могут быть использованы как в области производства электроэнергии топливными элементами, так и в медицинской науке или различных сферах передовых отраслей промышленности.
Способ обработки отдельных редких продуктов ядерного деления, как правило, делят на нормальную утилизацию, ограниченную утилизацию и разделение изотопов и ядерное превращение, как показано на фиг.5. В соответствии с нормальной утилизацией радиоактивность короткоживущих Ru и Rh с относительно коротким периодом полураспада может быть снижена до такого уровня, что эффект, обусловленный радиохимической токсичностью, будет ничтожно малым при хранении в условиях охлаждения в течение нескольких десятков лет. Для контроля при хранении может быть использована система контроля при хранении жидких высокоактивных отходов, применяемая в настоящее время. Кроме того, поскольку известно, что при радиоактивном излучении образуются кислород и радикалы с гидроксильными группами, то радиоактивное излучение от Ru и Rh может быть эффективно использовано в системе, в которой радиоактивное излучение от Ru и Rh положительно воздействует на характеристики катализатора при использовании этого излучения под защитой без хранения в условиях охлаждения. Что касается Те, то имеется долгоживущий радиоактивный изотоп (нуклид) с периодом полураспада 1,3×1013 лет. Однако радиоактивность является очень низкой, поскольку этот нуклид представляет собой нуклид с чрезвычайно большим периодом полураспада, и радиоактивная токсичность является чрезвычайно низкой, и поэтому возможна нормальная утилизация. В том случае, если влияние небольшого радиоактивного излучения не является ничтожно малым, оно может быть использовано после принятия контрмер для небольшого радиоактивного излучения в возможном варианте, но это необязательно.
Тс, Pd и Se при ограниченной утилизации представляют собой долгоживущие редкие продукты ядерного деления, включая соответственно 99Тс с периодом полураспада 2,1×105 лет, 107Pd с периодом полураспада 7×106 лет и 79Se с периодом полураспада 6×104 лет. Однако поскольку их радиохимическая токсичность чрезвычайно мала, они могут быть легко ограничены и использованы при защите от β-излучения. В частности, поскольку радиохимическая токсичность Pd является чрезвычайно низкой и составляет приблизительно 1/300 или менее от радиохимической токсичности металлического урана при радиационно-химическом равновесии, меры против радиоактивности могут быть более “умеренными”.
Что касается долгоживущего Тс-99, то он может быть использован после применения ядерного превращения путем использования ядерного реактора на быстрых нейтронах или ускорителя и превращения в Ru-100, представляющий собой устойчивый изотоп. Кроме того, что касается Pd-107 и Se-79, то поскольку в принципе возможно разделение изотопов с помощью лазера или т.п., эти изотопы разделяются (отделяют) и подвергаются ядерному превращению, когда на практике используется разделение изотопов, и остающиеся устойчивые нуклиды могут быть утилизированы.
Целью настоящего изобретения является разработка системы взаимодействия между производством электроэнергии ядерными энергетическими установками и производством электроэнергии топливными элементами, и настоящее изобретение включает в себя приведенные ниже варианты осуществления, специально предназначенные для использования отделенных и извлеченных редких продуктов ядерного деления для технологии производства электроэнергии топливными элементами.
Прежде всего, Ru может быть использован в качестве катализатора для электродного материала топливных элементов. То есть Ru может быть использован для катализатора из сплава Pt-Ru, чтобы повысить стойкость материала топливного электрода (анода) к отравлению оксидом углерода в топливных элементах с твердым полимерным электролитом. Кроме того, Ru может быть использован для катализатора из сплава Pt-Ru в качестве материала топливного электрода для топливных элементов, работающих на метаноле и воздухе.
Как показано на фиг.1, иллюстрирующей способ отделения и извлечения редких продуктов ядерного деления посредством электролитического извлечения, Sr, остающийся в жидких высокоактивных отходах, не осаждающихся на стадии совместного осаждения элементов платиновой группы, Тс, Аg, Se и Те на катоде путем электролитического восстановления (стадия А), может быть отделен и извлечен путем использования известного краун-эфира (crown ether) (18-краун-6) или избирательного экстрагирующего вещества (1,2-бензол-бис(1,4-диоксанонил-6,8-дионат)комплекс металла) (1,2-benzenebis(l,4-dioxanonyl-6,8-dionate) metal complex), как описано в патенте Японии №3059628. Извлеченный таким образом Sr может быть использован для оксида типа перовскита La1-xSrхМnО3 (х=0,1-0,2) в качестве материала воздушного электрода (катода) для твердых оксидных топливных элементов.
Ru, Rh и Pd могут быть использованы в качестве катализатора для получения и очистки водородного топлива при производстве электроэнергии топливными элементами. То есть Ru и Rh могут быть использованы при получении водорода из углеводородов, используя реакцию конверсии с водяным паром. Ru и Rh имеют отличную каталитическую активность по сравнению с катализатором Ni, используемым до сих пор. Кроме того, Rh может быть использован в качестве катализатора электролиза воды с использованием твердого полимерного электролита при получении водорода путем электролиза воды. Кроме того, Ru и Rh используются для получения полупроводникового фотохимического катализатора TiO2(a)-RuO2 или TiO2(a)-Rh для получения водорода путем фотолиза воды. Кроме того, Pd используется для производства мембраны из сплава Pd для получения чистого водорода. Кроме того, Pd используется для производства ламинированного сплава Mg-Pd в качестве поглощающего водород сплава, применяемого для хранения водородного топлива.
Предпочтительным вариантом осуществления системы взаимодействия между производством электроэнергии ядерными энергетическими установками и производством электроэнергии топливными элементами, показанной на фиг.5, является использование первичной электрической энергии, вырабатываемой ядерными энергетическими установками, в качестве, например, электроэнергии для получения водородного топлива электролитическим способом. Кроме того, при реализации способа по настоящему изобретению, представляющего собой способ разделения и извлечения редких продуктов ядерного деления из отработавшего ядерного топлива с помощью способа электролитического извлечения, водород, выделившийся на стадиях электролитического восстановления, и газообразный водород, образовавшийся в результате радиолиза высокоактивного азотнокислого раствора, подлежащего обработке, могут быть использованы в качестве водородного топлива, предназначенного для использования при производстве электроэнергии топливными элементами.
Как описано выше, производство электроэнергии ядерными энергетическими установками (производство централизованного типа) и производство электроэнергии топливными элементами (производство распределенного типа) могут быть сведены в систему взаимодействия путем эффективного производства и использования двух основных веществ: водородного топлива и вещества, представляющего собой катализатор, для получения и использования водорода при производстве электроэнергии топливными элементами. Это позволяет создать устойчивую чистую энергетическую систему, в которой для производства электроэнергии не используется ископаемое органическое топливо, применение которого приводит к выделению газообразного диоксида углерода, вызывающего глобальное потепление.
Редкие продукты ядерного деления, отделенные и извлеченные согласно настоящему изобретению, могут быть использованы также в области производства электрической энергии на солнечных электростанциях, которое является возобновляемым источником энергии аналогично производству электрической энергии топливными элементами, хотя это и не имеет прямого отношения к производству электроэнергии топливными элементами. То есть Se и Те могут быть использованы для солнечных элементов с мембранами ряда Cu(InGa)Se2 и ряда CdTe в качестве солнечных элементов на полупроводниковых соединениях. Кроме того, Ru может быть использован в качестве красящего комплекса (dye complex) RuL2(NCS)2 в наливных солнечных элементах, сенсибилизированных красителем.
Как можно видеть из вышеизложенного, в соответствии с настоящим изобретением полезные редкие элементы ядерного деления, содержащиеся в отработавшем ядерном топливе, могут быть разделены и извлечены с высоким процентом извлечения путем использования электролиза при заданном токе, который является относительно простым и рациональным с точки зрения условий работы, а также может быть упрощен по конструкции резервуара для электролиза путем сочетания эксплуатационных параметров плотности тока и концентрации азотной кислоты.
Кроме того, путем использования извлеченных полезных редких продуктов ядерного деления в качестве электродного материала в топливных элементах или в качестве катализатора для получения и очистки водородного топлива может быть создана система взаимодействия между производством электроэнергии ядерными энергетическими установками и производством электроэнергии топливными элементами для обеспечения возможности создания чистой энергетической системы, в которой производство электроэнергии осуществляется без использования ископаемого органического топлива, которое приводит к выделению газообразного диоксида углерода, вызывающего глобальное потепление.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2014 |
|
RU2560119C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ПАЛЛАДИЯ ИЗ АЗОТНОКИСЛЫХ РАСТВОРОВ (ВАРИАНТЫ) | 2001 |
|
RU2195518C1 |
| СПОСОБ ОЧИСТКИ ОБЛУЧЕННОГО ЯДЕРНОГО ТОПЛИВА | 2012 |
|
RU2499306C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНЦЕНТРАТА РОДИЯ, ПАЛЛАДИЯ И РУТЕНИЯ ИЗ АЗОТНОКИСЛЫХ РАСТВОРОВ | 2003 |
|
RU2239666C1 |
| Способ извлечения родия, рутения и палладия из азотнокислых растворов | 2020 |
|
RU2762694C1 |
| Способ контролируемого извлечения актинидов из металлических продуктов отработавшего ядерного топлива в хлоридном расплаве | 2021 |
|
RU2772970C1 |
| Способ совместного определения массового содержания Ru, Rh, Pd, Mo, Zr в нитридном облученном ядерном топливе | 2020 |
|
RU2766226C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ ПЛАТИНОВОЙ ГРУППЫ ИЗ ПРОДУКТА КИСЛОТНОГО РАСТВОРЕНИЯ ВОЛОКСИДИРОВАННОГО ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2015 |
|
RU2607644C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ПАЛЛАДИЯ ИЗ ВЫСОКОАКТИВНОГО РАФИНАТА ЭКСТРАКЦИОННОГО ЦИКЛА ПЕРЕРАБОТКИ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ВАРИАНТЫ) | 2017 |
|
RU2639884C1 |
| Способ переработки оксидного ядерного топлива | 2018 |
|
RU2700934C1 |
Изобретение относится к области обращения с отработавшим ядерным топливом. Сущность изобретения: способ отделения и извлечения редких продуктов ядерного деления, содержащихся в отработавшем ядерном топливе, включает в себя стадии электролитического восстановления и анодного окисления. При этом выделяют элементы платиновой группы, серебра, технеция, селена и теллура. Рутений и родий применяют в качестве катализатора при получении водородного топлива для топливных элементов. Кроме того, элементы платиновой группы, извлеченные с помощью способа отделения и извлечения, используют в качестве катализатора в топливном электроде топливных элементов. Палладий применяют в качестве катализатора для очистки водородного топлива для топливных элементов, а также в ламинированном сплаве Mg-Pd в качестве абсорбирующего водород сплава. Водород, образовавшийся на стадиях электролитического восстановления способа отделения и извлечения, применяют в качестве водородного топлива в топливных элементах. Преимущество изобретения заключается в том, что оно позволяет обеспечить высокий процент извлечения элементов. 6 н. и 3 з.п. ф-лы., 5 ил., 2 табл.
| US 527916 А, 21.12.1993 | |||
| RU 2075139 C1, 10.03.1997 | |||
| СПОСОБ ПЕРЕРАБОТКИ ОБЛУЧЕННОГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) АЭС | 1997 |
|
RU2132578C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ВОДОРОДА ИЗ ВОДОРОДСОДЕРЖАЩИХ ГАЗОВЫХ СМЕСЕЙ | 1999 |
|
RU2160700C1 |
| US 3510356 A, 05.05.1970. | |||

