Данное изобретение относится к сварочной технике, предназначено для сварки плавлением с помощью луча электронов и может быть использовано для сварки тугоплавких материалов.
Известно устройство для электронно-лучевой сварки, содержащее катод и ускоряющий анод с отверстием, электромагнитную фокусирующую линзу, электромагнитную отклоняющую систему, высоковольтный источник постоянного тока. Выходящие из катода электроны предварительно фокусируются в луч с помощью электрического поля между катодом и ускоряющим анодом. На пути от катода к ускоряющему аноду электроны приобретают достаточную для сварки изделия энергию. Затем на пути от ускоряющего анода до свариваемого изделия луч электронов фокусируется магнитным полем в электромагнитной линзе устройства для электроннолучевой сварки. Фокусирующая линза выполнена из электромагнита, в виде полого ферромагнитного кольца со щелевой прорезью и отверстием для электрических проводов. Щелевая прорезь разделяет полюса электромагнита. Полость ферромагнитного кольца заполнена витками изолированного немагнитного провода. Перемещение луча по свариваемому изделию осуществляется с помощью электромагнитной отклоняющей системы. Кинетическая энергия электронов вследствие торможения в материале свариваемого изделия превращается в теплоту, нагревая материал до высоких температур. Электрическое питание устройства для электронно-лучевой сварки осуществляется от высоковольтного источника постоянного тока [O.K.Назаренко, А.А.Кандалов, С.Н.Ковбасенко и др. Электроннолучевая сварка. Под редакцией Б.Е.Патона. - Киев: Наукова думка, 1987 г., с.23-25].
Наиболее близким по технической сущности и достигаемому результату (прототипом) к заявляемому изобретению является устройство для электронно-лучевой сварки, которое работает по принципу функционирования электровакуумного триода.
Устройство для электронно-лучевой сварки, содержащее высоковольтный источник питания, вакуумную камеру, в которой последовательно расположены катод, сетка смещения электрического потенциала с отверстием, ускоряющий анод с отверстием, фокусирующие линзы, изготовленные из магнитов с кольцеобразными сечениями и щелевыми прорезями, разделяющими полюса магнитов, и электромагнитная отклоняющая система. Фокусирующие линзы изготовлены из электромагнитов, выполненных в виде полых торов. Выходящие из катода электроны вначале фокусируются с помощью электрического поля между катодом, сеткой смещения электрического потенциала с отверстием и ускоряющим анодом в луч с диаметром, сначала равным диаметру отверстия в сетке смещения потенциала, затем равным диаметру отверстия в аноде. Положительный потенциал ускоряющего анода достигает нескольких десятков тысяч вольт, поэтому электроны, испускаемые катодом, на пути к аноду приобретают значительную кинетическую энергию. Для увеличения плотности энергии в луче после выхода электронов из ускоряющего анода электроны фокусируются магнитным полем в электромагнитных фокусирующих линзах. Сфокусированные в плотный луч летящие электроны ударяются с большой скоростью о малую площадку, равную пятну нагрева на свариваемом изделии, при этом кинетическая энергия электронов вследствие торможения в материале свариваемого изделия превращается в теплоту, нагревая металл до очень высоких температур. Для перемещения луча по свариваемому изделию на пути электронов помещена магнитная отклоняющая система, позволяющая устанавливать луч точно по линии сварки (см. книгу “Сварка, резка, пайка металлов”, - М.: Аделант Арфа СВ, 1999 г., 192 с., с.73-75).
Общими недостатками описанных устройств является, во-первых, неудовлетворительная нестабильная во времени и неоднородная вокруг луча фокусировка луча электронов, из-за невозможности максимально близко к лучу электронов расположить витки изолированного немагнитного провода электромагнитной фокусирующей линзы, приводящая к низкому качеству сварки; во-вторых, высокое энергопотребление из-за применения энергоемких витков изолированного немагнитного провода электромагнитной фокусирующей линзы и электромагнитной отклоняющей системы, и, в третьих, большие габариты устройства вследствие значительных размеров электромагнитных фокусирующих линз и электромагнитной отклоняющей системы вследствие необходимости изготавливать их в виде громоздких витков изолированного немагнитного провода.
Предлагаемым изобретением решается задача, во-первых, повышения качества сварки путем стабилизации фокусировки электронного луча, во-вторых, уменьшения энергопотребления, в-третьих, уменьшения габаритов устройства для электронно-лучевой сварки.
Для достижения указанного результата в устройстве для электронно-лучевой сварки, содержащем высоковольтный источник питания, вакуумную камеру, в которой последовательно расположены катод, сетка смещения электрического потенциала с отверстием, ускоряющий анод с отверстием, фокусирующие линзы, изготовленные из магнитов с кольцеобразными сечениями и щелевыми прорезями, разделяющими полюса магнитов, и электромагнитная отклоняющая система, фокусирующие линзы изготовлены из статических магнитов, выполненных в виде полых торов.
Стабильная фокусировка электронного луча в устройстве для электронно-лучевой сварки, улучшающая качество сварки, обеспечена тем, что в качестве магнитов, из которых изготовлены фокусирующие линзы, использованы статические магниты, выполненные в виде полых торов и наиболее активно воздействующие на электроны в поверхностных слоях потока электронов.
Снижение энергопотребления устройства для электронно-лучевой сварки обусловлено использованием неэнергоемких малогабаритных фокусирующих линз, каждая из которых выполнена из статического магнита.
Уменьшение габаритов устройства для электронно-лучевой сварки обусловлено применением для фокусировки луча электронов фокусирующих линз, не требующих электрического тока и изготовленных из статического магнита в виде полого тора.
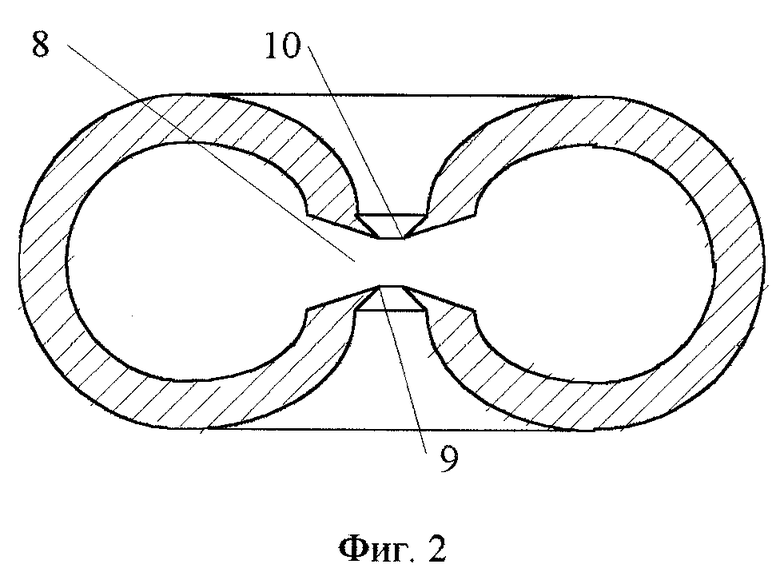
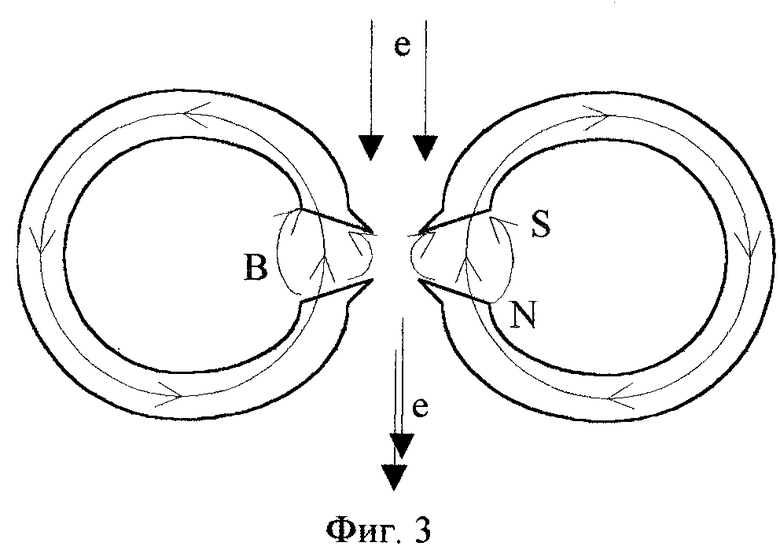
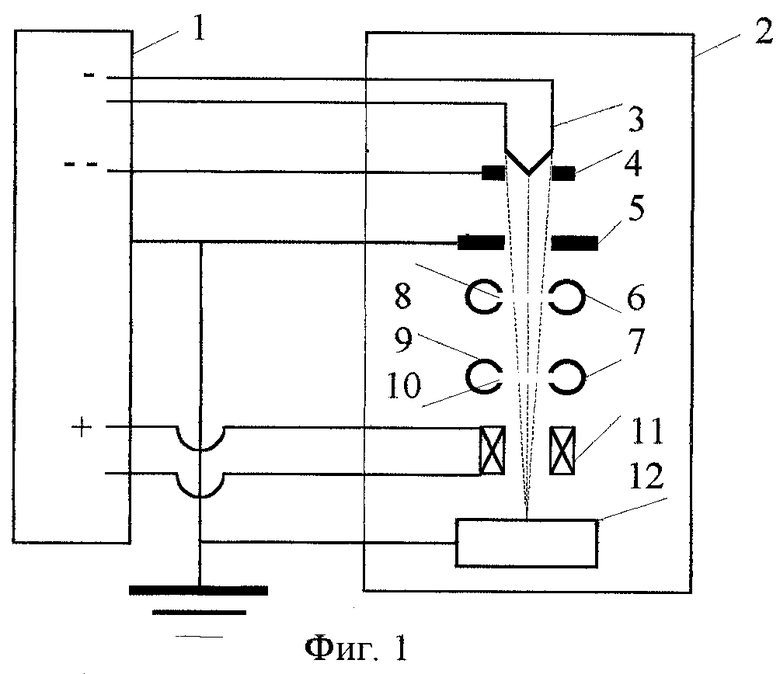
Изобретение поясняется чертежом, где на фигуре 1 изображен общий вид устройства для электронно-лучевой сварки; на фигуре 2 - вертикальное сечение фокусирующей линзы, а на фигуре 3 - вертикальное сечение фокусирующей линзы с указанием направлений линий магнитной индукции “В”, полюсами N и S статического магнита и указанием направления полета электронов “е”.
Устройство для электронно-лучевой сварки содержит высоковольтный источник 1 питания и вакуумную камеру 2. В вакуумной камере последовательно расположены катод 3, сетка 4 смещения электрического потенциала с отверстием, ускоряющий анод 5 с отверстием, фокусирующие линзы 6, 7, изготовленные из статических магнитов с кольцеобразными сечениями и щелевыми прорезями 8, разделяющими полюса магнитов с полюсными наконечниками 9, 10, и электромагнитная отклоняющая система 11. Устройство предназначено для сварки изделия 12. Катод 3 выполнен из монокристалла гексаборида лантана и обеспечивает электрический ток в 1 А. Фокусирующие линзы 6, 7 выполнены в виде полых торов. Каждый статический магнит снабжен щелевой прорезью 8, разделяющей полюса N и S статического магнита.
Предлагаемое устройство для электронно-лучевой сварки работает следующим образом.
Высоковольтный источник 1 питания обеспечивает электрической энергией функционирование всех узлов устройства для электронно-лучевой сварки, в том числе обеспечивает нагрев расположенного в вакуумной камере 2 катода 3. Катод 3 позволяет непрерывно работать до 30 ч. Из него происходит эмиссия электронов. Выходящие из катода 3 электроны сначала формируются в направленный поток электронов. Затем с помощью электрического поля между катодом 3, сеткой 4 смещения электрического потенциала с отверстием и ускоряющим анодом 5 электроны фокусируются в луч с диаметром, сначала равным диаметру отверстия в сетке 4 смещения потенциала, затем в луч, равным диаметру отверстия в аноде 5. Разность потенциалов между ускоряющим анодом 5 и катодом 3 достигает нескольких десятков тысяч вольт, поэтому испускаемые катодом 3 электроны на пути к аноду 5 приобретают высокую кинетическую энергию. Далее, для увеличения плотности энергии в электронном луче, после выхода электронов из отверстия ускоряющего анода 5 электроны направляются в фокусирующую линзу 6. Электроны “е” направлены противоположно усредненному направлению линиям магнитной индукции “В” фокусирующего магнитного поля. Формирование фокусирующего магнитного поля осуществляется статическим магнитом, из которого выполнена линза 6. Распределение индукции “В” между полюсами N и S статического магнита по радиусу фокусирующей линзы 6 таково, что в центре каждой линзы получается фокусирующее магнитное поле и зона фокусировки электронов “е”, где и осуществляется фокусировка луча электронов “е”. В каждой точке пространства вокруг фокусируемого луча индукция “В” фокусирующего статического магнитного поля не изменяется во времени по величине и по направлению в пространстве. Индукция “В” магнитного поля и степень неоднородности магнитного поля получаются в зависимости от формы щелевой прорези 8 и формы полюсных наконечников 9, 10 фокусирующей линзы 6. Магнитный поток приводит к действию силы Лоренца на все пролетающие электроны “е”. У направленного электронного луча по оси фокусирующей линзы 6 постоянный магнитный поток осуществляет еще большую фокусировку. Магнитное поле фокусирующей линзы 6 особенно активно воздействует на электроны “е” в поверхностных слоях потока электронов “е”, что и приводит к фокусировке электронного луча. Глубина фокусировки, профиль магнитного поля и параметры электронного луча зависят от конструкции полюсных наконечников 9, 10 и формы щелевой прорези 8.
Разделение полюсов N и S статического магнита обеспечивает однородную индукцию “В” магнитного поля вокруг фокусируемого электронного луча.
После фокусирующей линзы 6 электроны “е” следуют в такую же фокусирующую линзу 7, где происходят аналогичные процессы, далее в электромагнитную отклоняющую систему 11 и затем к свариваемому изделию 12, размещенному по ходу электронов после электромагнитной отклоняющей системы 11. Перемещение луча по свариваемому изделию 12 осуществляется с помощью электромагнитной отклоняющей системы 11, позволяющей устанавливать луч точно по линии сварки на свариваемом изделии 12.
Предлагаемое изобретение повышает фокусировку луча электронов созданием стабильного во времени магнитного поля с помощью фокусирующей линзы; снижает энергопотребление устройства для электронно-лучевой сварки, обусловленное использованием фокусирующих линз, не требующих электрического тока; уменьшает габариты устройства для электронно-лучевой сварки вследствие исключения витков изолированного немагнитного провода из фокусирующих линз.
Кроме того, при использовании предлагаемого устройства для электронно-лучевой сварки уменьшаются материальные и финансовые затраты на изготовление и эксплуатацию устройства, т.к. оно не требует применения громоздких и энергоемких электромагнитов линзы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2217281C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2217282C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2186665C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2217280C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2238179C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2186666C2 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОЙ ФОКУСИРОВКИ ИОННОГО ПУЧКА В УСКОРИТЕЛЕ ПЛАЗМЫ С АЗИМУТАЛЬНЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 2010 |
|
RU2465749C2 |
| ГАЗОРАЗРЯДНАЯ ЭЛЕКТРОННАЯ ПУШКА, УПРАВЛЯЕМАЯ ИСТОЧНИКОМ ИОНОВ С ЗАМКНУТЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 2022 |
|
RU2792344C1 |
| ЭЛЕКТРОННО-ЛУЧЕВАЯ ПУШКА С ПЛАЗМЕННЫМ ИСТОЧНИКОМ ЭЛЕКТРОНОВ | 2008 |
|
RU2371802C1 |
| ЭЛЕКТРОННО-ЛУЧЕВОЙ ПРИБОР | 1991 |
|
RU2103762C1 |
Данное изобретение относится к сварочной технике, предназначено для сварки плавлением с помощью луча электронов и может быть использовано для сварки тугоплавких материалов. В вакуумной камере последовательно и симметрично относительно продольной плоскости симметрии вакуумной камеры после катода расположены сетка смещения электрического потенциала с отверстием, ускоряющий анод с отверстием, фокусирующие линзы, изготовленные из магнитов с кольцеобразными сечениями, имеющие щелевые прорези, разделяющие полюса магнитов с плоскостями линз, перпендикулярными к продольной плоскости симметрии вакуумной камеры, и электромагнитная отклоняющая система. В качестве магнитов, из которых изготовлены фокусирующие линзы, использованы статические магниты, выполненные в виде полых торов. В качестве плоскостей фокусирующих линз, перпендикулярных к продольной плоскости симметрии вакуумной камеры, использованы плоскости симметрии торов. Достигается повышение качества сварки путем стабилизации фокусировки электронного луча, уменьшение энергопотребления и габаритов устройства. 3 ил.
Устройство для электронно-лучевой сварки, содержащее высоковольтный источник питания, вакуумную камеру, в которой последовательно расположены катод, сетка смещения электрического потенциала с отверстием, ускоряющий анод с отверстием, фокусирующие линзы, изготовленные из магнитов с кольцеобразными сечениями и щелевыми прорезями, разделяющими полюса магнитов, и электромагнитная отклоняющая система, отличающееся тем, что фокусирующие линзы изготовлены из статических магнитов, выполненных в виде полых торов.
| Сварка, резка, пайка металлов | |||
| - М.: Аделант Арфа СВ, 1999, 73-75 | |||
| МНОГОПОЛЮСНАЯ МАГНИТНАЯ ЛИНЗА | 1993 |
|
RU2063108C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2186665C2 |
| Способ изменения светосилы аксиально-симметричной магнитной линзы и устройство для его осуществления | 1990 |
|
SU1835566A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |

