Настоящее изобретение относится к сварочной технике, предназначено для сварки плавлением и может быть использовано для сварки тугоплавких и жаропрочных материалов.
Известно устройство для электронно-лучевой сварки, содержащее катод и ускоряющий анод с отверстием, электромагнитную линзу, электромагнитную отклоняющую систему, высоковольтный источник постоянного тока. Выходящие из катода электроны фокусируются в пучок с помощью электрического поля между катодом и ускоряющим анодом. На пути от катода к ускоряющему аноду электроны приобретают достаточную для сварки изделия энергию. На пути от ускоряющего анода до свариваемого изделия пучок электронов фокусируется магнитным полем в электромагнитной линзе устройства для электронно-лучевой сварки. Перемещение луча по свариваемому изделию осуществляется с помощью электромагнитной отклоняющей системы. Кинетическая энергия электронов вследствие торможения в материале свариваемого изделия превращается в теплоту, нагревая материал до высоких температур. Электропитание устройства для электронно-лучевой сварки осуществляется от высоковольтного источника постоянного тока [O. K. Назаренко, А.А. Кайдалов, С.Н. Ковбасенко и др. Электронно-лучевая сварка./ Под ред. Б.Е. Патона. - Киев: Наукова думка, 1987, с.23-25].
Наиболее близким по технической сущности и достигаемому результату (прототипом) к заявляемому изобретению является устройство для электронно-лучевой сварки, в котором электроны предварительно приобретают высокую энергию. Устройство для электронно-лучевой сварки содержит высоковольтный источник электропитания, катод, сетку смещения потенциала с отверстием, ускоряющий анод с отверстием, фокусирующую линзу и электромагнитную отклоняющую систему, размещающиеся в направлении свариваемого изделия. Фокусирующая линза является электромагнитной линзой из многовитковых катушек с изолированным проводом. Первая катушка расположена вблизи ускоряющего анода и обращена к ускоряющему аноду торцом, а последняя катушка размещена вблизи электромагнитной отклоняющей системы и обращена к ней торцом, причем между соседними электромагнитными катушками образован осевой зазор. Выходящие из катода электроны фокусируются с помощью электрического поля между катодом, сеткой смещения потенциала с отверстием и ускоряющим анодом в пучок с диаметром, равным диаметру отверстия в аноде. Положительный потенциал ускоряющего анода достигает нескольких десятков тысяч вольт, поэтому электроны, испускаемые катодом, на пути к аноду приобретают значительную кинетическую энергию. Для увеличения плотности энергии в луче после выхода электронов из ускоряющего анода электроны фокусируются магнитным полем в электромагнитной линзе. Сфокусированные в плотный пучок летящие электроны ударяются с большой скоростью о малую площадку, равную пятну нагрева на свариваемом изделии, при этом кинетическая энергия электронов вследствие торможения в материале свариваемого изделия превращается в теплоту, нагревая металл до очень высоких температур. Для перемещения луча по свариваемому изделию на пути электронов помещена электромагнитная отклоняющая система, позволяющая устанавливать луч точно по линии сварки. Электромагнитная отклоняющая система изготовлена в виде громоздких многовитковых катушек из изолированного провода (см. кн. Сварка, резка, пайка металлов. - М.: Аделант Арфа СВ, 1999, 192 с., с.73-75).
Общими недостатками описанных устройств являются: во-первых, слабая фокусировка пучка электронов из-за невозможности максимально близко к пучку электронов расположить изолированные токопроводящие витки многовитковых катушек электромагнитной фокусирующей линзы, приводящая к низкому качеству сварки; во-вторых, значительное энергопотребление из-за применения многовитковых катушек электромагнитной фокусирующей линзы и электромагнитной отклоняющей системы, и, в-третьих, большие габариты электромагнитной фокусирующей линзы и электромагнитной отклоняющей системы из-за необходимости изготавливать их в виде громоздких многовитковых катушек из изолированного провода.
Предлагаемым изобретением решается задача, во-первых, повышения качества сварки путем увеличения фокусировки электронного луча, во-вторых, уменьшения энергопотребления, в-третьих, значительного уменьшения габаритов устройства для электронно-лучевой сварки.
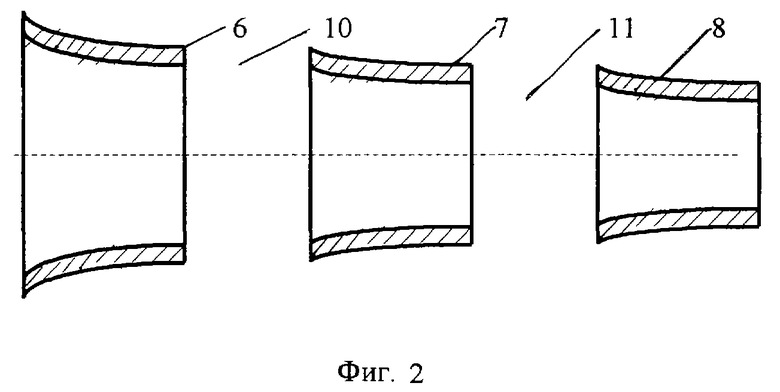
Для достижения указанного технического результата в устройстве для электронно-лучевой сварки, содержащем высоковольтный источник электропитания, катод, сетку смещения потенциала с отверстием, ускоряющий анод с отверстием и фокусирующую линзу, размещающуюся в направлении от ускоряющего анода к свариваемому изделию, фокусирующая линза выполнена из трех последовательно установленных электродов, изготовленных в виде раструбов, постепенно сужающихся от ускоряющего анода к свариваемому изделию, при этом между первым и вторым электродами образован зазор для ускорения электронов, а между вторым и третьим электродами образован зазор для замедления электронов.
Увеличение фокусировки электронного луча в устройстве для электронно-лучевой сварки обеспечивается созданием сильного электростатического поля, индуцированного электростатической фокусирующей линзой провалами электростатического поля в зазорах между тремя последовательно установленными электродами, изготовленными в виде раструбов, постепенно сужающихся от ускоряющего анода к свариваемому изделию.
Малое энергопотребление устройства для электронно-лучевой сварки обусловлено использованием электростатической фокусирующей линзы, состоящей из трех электродов, изготовленных в виде раструбов, и не требующей электрического тока при индукции статического электрического поля для фокусировки потока электронов.
Значительно меньшие габариты устройства для электронно-лучевой сварки обусловлены, во-первых, применением малогабаритной электростатической линзы, состоящей из трех электродов, изготовленных в виде раструбов, и, во-вторых, практически не потребляющей электрической энергии при работе и, следовательно, не требующей громоздких источников электропитания устройства в целом.
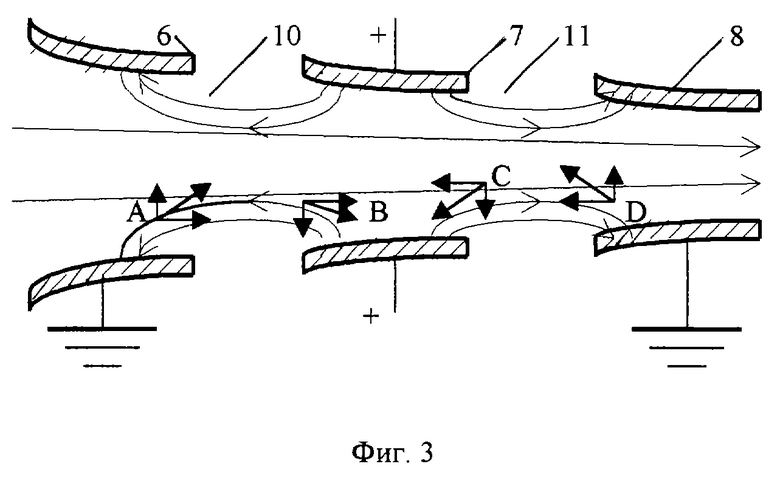
Изобретение поясняется чертежом, где на фиг.1 изображен общий вид устройства для электронно-лучевой сварки, на фиг.2 - продольное сечение фокусирующей линзы, а на фиг.3 - продольное сечение фокусирующей линзы с направленными тонкими изогнутыми линиями напряженности электростатического поля и направлениями сил, действующих на пролетающие вдоль фокусирующей линзы электроны. На фиг.3 прямыми короткими линиями со стрелками обозначена действующая на электрон электрическая сила Лоренца и ее продольная и поперечная составляющие. Продольными, прямыми тонкими длинными линиями со стрелками обозначены направления перемещения фокусируемых электронов. Символом "А" обозначена область фокусирующего электростатического поля в зазоре для ускорения электронов в фокусирующей линзе. Символом "В" - не фокусирующая область электростатического поля в зазоре для ускорения электронов в фокусирующей линзе; "С" - не фокусирующая область электростатического поля в зазоре для замедления электронов в фокусирующей линзе; "D" - область фокусирующего электростатического поля в зазоре для замедления электронов в фокусирующей линзе.
Устройство для электронно-лучевой сварки содержит высоковольтный источник 1 электропитания, катод 2, сетку 3 смещения потенциала с отверстием, ускоряющий анод 4 с отверстием и фокусирующую линзу 5, размещающуюся в направлении от ускоряющего анода 4 к свариваемому изделию 9. Фокусирующая линза 5 выполнена из трех последовательно установленных электродов 6, 7, 8, изготовленных в виде раструбов, постепенно сужающихся от ускоряющего анода 4 к свариваемому изделию 9. Между первым и вторым электродами 6, 7 образован зазор 10 для ускорения электронов, а между вторым и третьим электродами 7, 8 образован зазор 11 для замедления электронов.
Электроды 6, 7, 8 фокусирующей линзы 5 изготовлены из электропроводящего материала. К электродам 6, 7, 8 для индукции электростатического поля, фокусирующего поток электронов в луч, приложены электрические потенциалы. Фокусировка потока электронов в луч осуществляется провалами электростатического поля в зазорах 10, 11 между размещенными последовательно электродами 6, 7 и 7, 8 и электростатическим полем внутри электродов 6, 7, 8. Электроды 6, 7, 8 изогнуты по продольным образующим раструбов. Широкие части электродов 6, 7, 8 с помощью соответствующего формам электродов 6, 7, 8 электростатического поля внутри электродов 6, 7, 8 и с помощью провалов электростатического поля в зазорах 10, 11 между электродами 6, 7 и 7, 8 обеспечивают высокую фокусировку потока электронов в луч. Ускоряющий анод 4 установлен около широкой части электрода 6 вдоль продольной оси фокусирующей линзы 5. Свариваемое изделие 9 размещено вблизи узкой части электрода 8 вдоль продольной оси фокусирующей линзы 5.
Для формирования фокусирующего электронный поток в луч электростатического поля необходимо подать электрические потенциалы на электроды 6, 7, 8 фокусирующей линзы 5. На электрод 7 подается положительный потенциал по отношению к электродам 6 и 8. Потенциалы электродов 6, 7, 8 приводят к ускоряющей движение электронов разности потенциалов на электродах 6, 7 и к замедляющей электроны разности потенциалов на электродах 7, 8. К широкому концу электрода 6 подводятся электроны, которые внутри электрода 6 следуют к узкому концу электрода 6. Далее сначала через широкий конец электрода 7 и затем через узкий конец электрода 7 электроны пролетают внутри электрода 7. На всем пути внутри линзы 5 с помощью электростатического поля, формируемого приложенными к электродам 6, 7, 8 потенциалами, осуществляется воздействие на поток электронов с конечным результатом, заключающимся в фокусировке потока электронов в луч. Из узкого конца электрода 8 фокусирующей линзы 5 выводится электронный луч и подается на свариваемое изделие 9.
Предлагаемое устройство для электронно-лучевой сварки работает следующим образом.
Высоковольтный источник 1 электропитания обеспечивает энергией функционирование всех элементов устройства для электронно-лучевой сварки, в том числе обеспечивает нагрев катода 2. Из катода 2 происходит эмиссия электронов. Из катода 2 через отверстие сетки 3 смещения потенциала электроны вытягиваются электрическим полем между катодом 2 и анодом 4, проходят через отверстие анода 4 и затем поступают в электростатическую фокусирующую линзу 5, выполненную из электродов 6, 7, 8. Фокусировка пучка электронов аналогична фокусировке света с помощью оптических линз. Фокусировка заключается в отборе электронов, летящих под различными углами с одинаковой энергией, и последующем сборе электронов в тонкий пучок. Фокусировка производится с помощью последовательно расположенных электродов 6, 7, 8, изготовленных в виде раструбов. В зазоре 10 для ускорения электронов между электродами 6, 7 электрическое поле провисает внутрь этого зазора к его оси. В наиболее широком электроде 6 пучок электронов фокусируется электростатическим полем, расположенным внутри электрода 6, и электростатическим полем, провисающим в зазоре 10 для ускорения электронов между электродами 6, 7. Электроны здесь подвержены воздействию электрической составляющей силы Лоренца, которая и сводит постепенно электроны в пучок. Действие электростатической фокусирующей линзы 5 зависит от параметров электростатического поля между двумя соседними электродами 6, 7 и электродами 7, 8. Попав в область "А" зазора 10 для ускорения электронов между электродами 6 и 7, электроны испытывают действие электрической силы Лоренца с боковой компонентой силы, которая прижимает электроны к оси. В области "А" зазора 10 для ускорения электронов между электродами 6, 7 электрон прижимается электрическим полем к продольной оси линзы 5, т.е. электростатическое поле в области "А" зазора 10 для ускорения электронов фокусирует поток электронов. В области "А" электроны испытывают также действие продольной компоненты электрической силы Лоренца, которая ускоряет электроны. В области "В" электроны, казалось бы, должны получить равный по величине, но противоположный по знаку импульс в направлении к оси, однако это не так. К тому времени, когда электроны достигнут области "В", скорость электронов увеличится, энергия электронов увеличится, и поэтому на прохождение области "В" электроны затратят меньше времени. Силы, действующие на электрон в области "В" зазора 10 для ускорения электронов, имеют ту же величину, что и в области "А", но время действия сил в области "В" меньше, поэтому и полученный электронами в области "В" импульс в направлении к оси будет меньше, чем полученный в области "А" импульс. В области "В", зазора 10 для ускорения электронов между электродами 6, 7, электрическим полем отклоняется электрон от оси, т.е. область "В" зазора 10 поток электронов не фокусирует. Поскольку электрон, ускоряясь, пролетает вторую часть зазора 10 для ускорения электронов между электродами 6, 7 быстрее, чем первую, то фокусирующее действие напряженности электрического поля оказывается преобладающим. Полный импульс силы, полученный электроном при прохождении областей "А" и "В" зазора 10 для ускорения электронов, направлен к оси фокусирующей линзы 5, так что в результате электроны стягиваются к одной общей траектории. Далее, в областях "С" и "D" зазора 11 для замедления электронов, электроны получат добавочный толчок по направлению к оси фокусирующей линзы 5. В области "С" зазора 11 для замедления электронов действующая на электрон поперечная составляющая электрической силы Лоренца направлена от оси линзы 5. В области "D" зазора 11 для замедления электронов поперечная составляющая электрической силы Лоренца направлена к оси линзы 5, но поскольку в области "D" зазора 11 электрон замедлен и пребывает дольше, то полученный электроном при прохождении областей "С" и "D" зазора 11 полный импульс направлен к оси линзы 5. Для небольших расстояний от оси фокусирующей линзы 5 полный импульс силы на протяжении всей фокусирующей линзы 5 пропорционален расстоянию от оси, и это является основным условием, необходимым для обеспечения фокусировки электронов электростатическими фокусирующими линзами такого типа. Фокусировка электронов будет достигнута во всех случаях, когда потенциал среднего электрода 7 по отношению к двум другим электродам 6, 9 положителен, как это показано на фиг. 2. Электростатическая фокусировка электронов, основанная на изменении скорости в зазорах 10, 11 между электродами 6, 7 и 7, 8, эффективна лишь при малых скоростях электронов. Фокусировке потока электронов препятствует взаимное отталкивание ускоряемых электронов, которое начинает сказываться при больших интенсивностях пучков. В различных фокусирующих линзах взаимодействие электронов сказывается по-разному, но обычно именно взаимодействие электронов определяет предельно достижимую интенсивность пучка электронов.
Важнейшей особенностью фокусирующей линзы 5 для фокусировки электронов и отклонения пучка электронов является отсутствие витковых катушек. Это стало возможно потому, что выполнение фокусирующей линзы 5 из электродов 6, 7, 8, изогнутых по продольным образующим раструбов, позволило сформировать узкий пучок электронов. После фокусирующей линзы 5 электроны поступают к свариваемому изделию 9. Электроны дают на свариваемом изделии 9 маленькое светлое пятнышко. Перемещение луча электронов по свариваемому изделию 9 осуществляется незначительным поворотом фокусирующей линзы 5, позволяющим устанавливать электронный луч точно по линии сварки. Перемещение луча электронов по свариваемому изделию 9 осуществляется также поворотом электрода 8 фокусирующей линзы 5.
Предлагаемое изобретение по сравнению с известными техническими решениями в области электронно-лучевой сварки повышает качество сварки из-за повышения фокусировки пучка электронов путем формирования электростатического поля, индуцированного электростатической фокусирующей линзой, выполненной из трех электродов, изготовленных в виде раструбов из электропроводящего материала; позволяет снизить энергопотребление во время фокусировки вследствие использования неэнергоемкой электростатической фокусирующей линзы; позволяет уменьшить габариты устройства, т. к. не требуется применение громоздких электромагнитов для фокусировки электронов и для отклонения пучка электронов.
Кроме того, при использовании предлагаемого изобретения уменьшаются материальные и финансовые затраты на изготовление и эксплуатацию устройства для электронно-лучевой сварки, т.к. заявляемое устройство для электронно-лучевой сварки не требует применения громоздких и энергоемких электромагнитов для фокусировки электронов и для отклонения пучка электронов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2217282C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2186665C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2238179C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2217281C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2242345C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2186666C2 |
| ЭЛЕКТРОННО-ЛУЧЕВОЙ ПРИБОР | 1991 |
|
RU2103762C1 |
| Устройство для электронно-лучевой сварки | 1960 |
|
SU137604A1 |
| Способ формирования электронных пучков | 1976 |
|
SU622183A1 |
| Газоразрядная электронная пушка для термообработки | 1990 |
|
SU1810926A1 |
Изобретение относится к сварке, в частности к устройствам для электронно-лучевой сварки, и может быть использовано при сварке тугоплавких и жаропрочных материалов в различных отраслях машиностроения. Высоковольтный источник электропитания обеспечивает нагрев катода, из которого осуществляется эмиссия электронов. Из катода через отверстие сетки смещения потенциала электроны вытягиваются электрическим полем между катодом и ускоряющим анодом с отверстием, проходят через отверстие анода и поступают в электростатическую фокусирующую линзу, размещающуюся в направлении от ускоряющего анода к свариваемому изделию. Фокусирующая линза выполнена из трех последовательно установленных электродов, изготовленных в виде раструбов, постепенно сужающихся от ускоряющего анода к свариваемому изделию. Между первым и вторым электродами образован зазор для ускорения электронов. Между вторым и третьим электродами образован зазор для замедления электронов. Такое выполнение устройства позволяет повысить качество сварки путем увеличения фокусировки электронного луча, уменьшить энергопотребление и габариты устройства. 3 ил.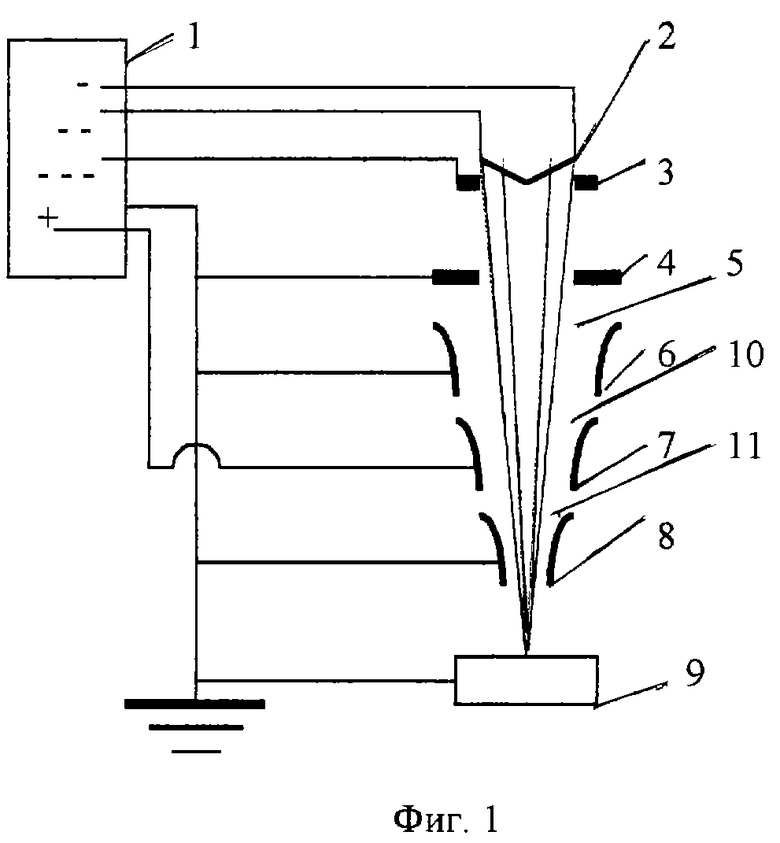
Устройство для электронно-лучевой сварки, содержащее высоковольтный источник электропитания, катод, сетку смещения потенциала с отверстием, ускоряющий анод с отверстием и фокусирующую линзу, размещающуюся в направлении от ускоряющего анода к свариваемому изделию, отличающееся тем, что фокусирующая линза выполнена из трех последовательно установленных электродов, изготовленных в виде раструбов, постепенно сужающихся от ускоряющего анода к свариваемому изделию, при этом между первым и вторым электродами образован зазор для ускорения электронов, а между вторым и третьим электродами образован зазор для замедления электронов.
| Сварка, резка, пайка металлов | |||
| - М.: Аделант Арфа СВ, 1999, с.73-75 | |||
| ЭЛЕКТРОННАЯ ПУШКА ЦВЕТНОЙ ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ (ВАРИАНТЫ) | 1994 |
|
RU2095878C1 |
| ЭЛЕКТРОННО-ОПТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 1996 |
|
RU2094897C1 |
| ЭЛЕКТРОСТАТИЧЕСКАЯ ФОКУСИРУЮЩАЯ СИСТЕМА | 0 |
|
SU408393A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОВОГО СОПРОТИВЛЕНИЯ ПЕРЕХОД-КОРПУС ПОЛУПРОВОДНИКОВЫХ ДИОДОВ | 2001 |
|
RU2178893C1 |
| US 6028317, 22.02.2000. | |||

