Данное изобретение относится к сварочной технике, предназначено для сварки плавлением, можно использовать для сварки тугоплавких и жаропрочных материалов.
Известно устройство для электронно-лучевой сварки, содержащее катод и ускоряющий анод с отверстием, электромагнитную линзу, электромагнитную отклоняющую систему, высоковольтный источник постоянного тока. Выходящие из катода электроны фокусируются в пучок с помощью электрического поля между катодом и ускоряющим анодом. На пути от катода к ускоряющему аноду электроны приобретают достаточную для сварки изделия энергию. На пути от ускоряющего анода до свариваемого изделия пучок электронов фокусируется магнитным полем в электромагнитной линзе. Перемещение луча по свариваемому изделию осуществляется с помощью электромагнитной отклоняющей системы. Кинетическая энергия электронов вследствие торможения в материале свариваемого изделия превращается в теплоту и нагревает материал до высоких температур. Электропитание устройства для электронно-лучевой сварки осуществляется от высоковольтного источника постоянного тока [O.K. Назаренко, А.А. Кайдалов, С.Н. Ковбасенко и др. Электронно-лучевая сварка./ Под ред. Б.Е. Патона. - Киев: Наукова думка, 1987 , с.23-25].
Наиболее близким по технической сущности и достигаемому результату (прототипом) к заявляемому изобретению является устройство для электронно-лучевой сварки, работающее по принципу работы электровакуумного триода. Устройство для электронно-лучевой сварки содержит высоковольтный источник электропитания, катод, сетку смещения потенциала с отверстием, ускоряющий анод с отверстием, фокусирующую линзу и электромагнитную отклоняющую систему, размещающиеся в направлении свариваемого изделия. Фокусирующая линза является электромагнитной линзой из многовитковых катушек с изолированным проводом. Первая катушка расположена вблизи ускоряющего анода и обращена к ускоряющему аноду торцом, а последняя катушка размещена вблизи электромагнитной отклоняющей системы и обращена к ней торцом, причем между соседними электромагнитными катушками и образован осевой зазор. Выходящие из катода электроны фокусируются с помощью электрического поля между катодом, сеткой смещения потенциала с отверстием и ускоряющим анодом в пучок с диаметром, равным диаметру отверстия в аноде. Положительный потенциал ускоряющего анода достигает нескольких десятков тысяч вольт, поэтому электроны, испускаемые катодом, на пути к аноду приобретают значительную кинетическую энергию. Для увеличения плотности энергии в луче после выхода электронов из ускоряющего анода электроны фокусируются магнитным полем в электромагнитной линзе. Сфокусированные в плотный пучок летящие электроны ударяются с большой скоростью о малую площадку, равную пятну нагрева на свариваемом изделии, при этом кинетическая энергия электронов вследствие торможения в материале свариваемого изделия превращается в теплоту, нагревая металл до очень высоких температур. Для перемещения луча по свариваемому изделию на пути электронов помещена электромагнитная отклоняющая система, позволяющая устанавливать луч точно по линии сварки. Электромагнитная отклоняющая система изготовлена в виде громоздких многовитковых катушек из изолированного провода (см. кн. Сварка, резка, пайка металлов. - М.: Аделант Арфа СВ, 1999, 192 с., с.73-75).
Общими недостатками описанных устройств являются: во-первых, слабая фокусировка пучка электронов из-за невозможности максимально близко к пучку электронов расположить изолированные токопроводящие витки многовитковых катушек электромагнитной фокусирующей линзы, приводящая к низкому качеству сварки; во-вторых, значительное энергопотребление из-за применения многовитковых катушек электромагнитной фокусирующей линзы и электромагнитной отклоняющей системы, и, в-третьих, большие габариты электромагнитной фокусирующей линзы и электромагнитной отклоняющей системы из-за необходимости изготавливать их в виде громоздких многовитковых катушек из изолированного провода.
Предлагаемым изобретением решается задача, во-первых, повышения качества сварки путем увеличения фокусировки электронного луча, во-вторых, уменьшения энергопотребления, в-третьих, значительного уменьшения габаритов устройства для электронно-лучевой сварки.
Для достижения указанного технического результата в устройстве для электронно-лучевой сварки, содержащем высоковольтный источник электропитания, катод, сетку смещения потенциала с отверстием, ускоряющий анод с отверстием и фокусирующую линзу, размещающуюся в направлении от ускоряющего анода к свариваемому изделию, фокусирующая линза выполнена из двух последовательно установленных электродов, первый из которых изготовлен в виде раструба, сужающегося от ускоряющего анода к свариваемому изделию, а второй изготовлен в виде короткой трубы, при этом между электродами образован зазор для ускорения электронов.
Увеличение фокусировки электронного луча в устройстве для электронно-лучевой сварки обеспечивается провалом сильного электростатического поля, индуцированного электростатической фокусирующей линзой в зазоре для ускорения электронов между двумя последовательно установленными электродами, первый из которых изготовлен в виде раструба, сужающегося от ускоряющего анода к свариваемому изделию, а второй изготовлен в виде короткой трубы.
Малое энергопотребление устройства для электронно-лучевой сварки обусловлено использованием фокусирующей линзы, состоящей из двух последовательно установленных электродов, первый из которых изготовлен в виде раструба, сужающегося от ускоряющего анода к свариваемому изделию, а второй изготовлен в виде короткой трубы, не требующих электрического тока при индукции статического электрического поля для фокусировки потока электронов.
Значительно меньшие габариты устройства для электронно-лучевой сварки обусловлены, во-первых, применением малогабаритной линзы, состоящей из двух последовательно установленных электродов, первый из которых изготовлен в виде раструба, а второй изготовлен в виде короткой трубы, и, во-вторых, практически не потребляющей электрической энергии при работе и, следовательно, не требующей громоздких источников электропитания устройства в целом.
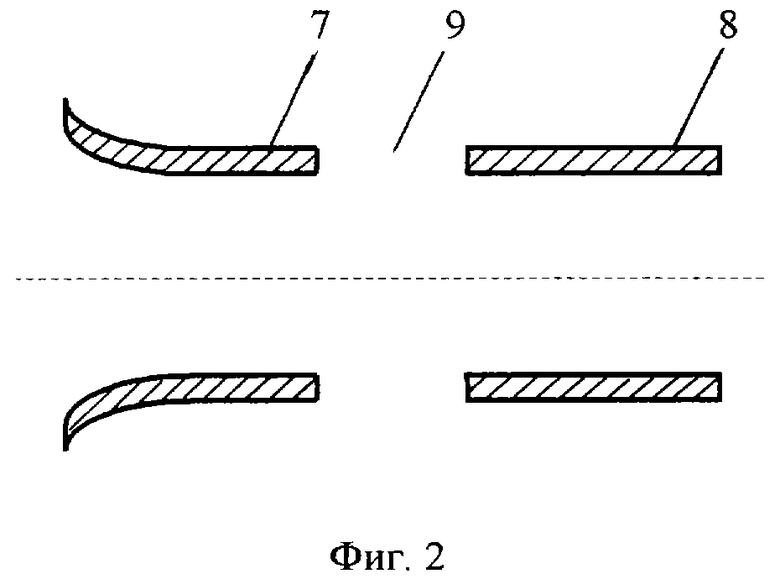
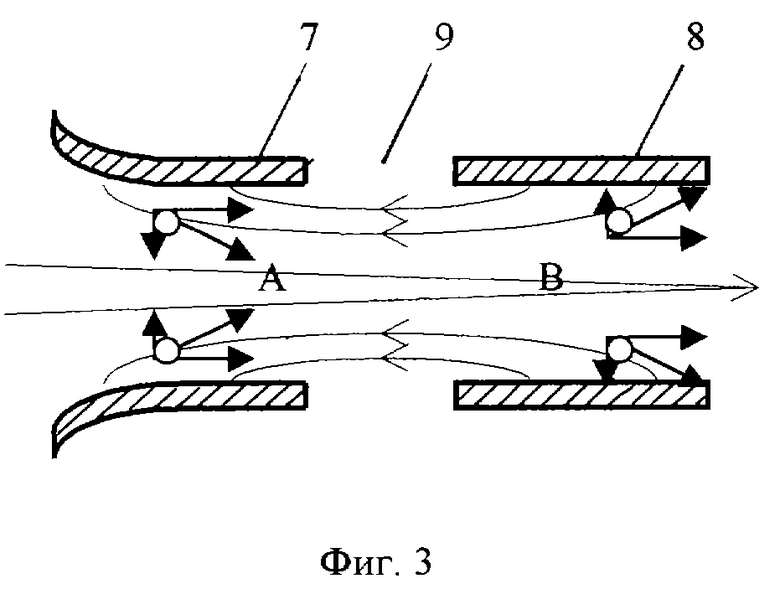
Изобретение поясняется чертежом, где на фиг.1 изображен общий вид устройства для электронно-лучевой сварки, на фиг.2 - продольное сечение фокусирующей линзы, а на фиг.3 - продольное сечение фокусирующей линзы с направленными тонкими изогнутыми линиями напряженности электростатического поля и направлениями сил, действующих на пролетающие вдоль фокусирующей линзы электроны. На фиг.3 прямыми короткими линиями со стрелками обозначена действующая на электрон электрическая сила Лоренца и ее продольная и поперечная составляющие. Продольными, прямыми тонкими длинными сходящимися линиями с общей стрелкой обозначены направления перемещения фокусируемых электронов. Символом "А" обозначена область фокусирующего электростатического поля в зазоре для ускорения электронов. Символом "В" - не фокусирующая область электростатического поля в зазоре для ускорения электронов в электростатической фокусирующей линзе.
Устройство для электронно-лучевой сварки содержит высоковольтный источник 1 электропитания, катод 2, сетку 3 смещения потенциала с отверстием, ускоряющий анод 4 с отверстием и фокусирующую линзу 5, размещающуюся в направлении от ускоряющего анода 4 к свариваемому изделию 6. Фокусирующая линза 5 выполнена из двух последовательно установленных электродов 7, 8, первый из которых изготовлен в виде раструба, сужающегося от ускоряющего анода 4 к свариваемому изделию 6, а второй изготовлен в виде короткой трубы, при этом между электродами образован зазор 9 для ускорения электронов.
Электроды 7, 8 фокусирующей линзы 5 изготовлены из электропроводящего материала. К электродам 7, 8 для индукции электростатического поля, фокусирующего поток электронов в луч приложены электрические потенциалы. Фокусировка потока электронов в луч осуществляется провалом электростатического поля в зазоре 9 между размещенными последовательно электродами 7, 8 и электростатическим полем внутри электродов 7, 8. Электрод 8 изготовлен в виде короткой трубы. Электрод 7 изогнут по продольным образующим раструба. Широкая часть электрода 7 с помощью соответствующего формам электродов 7, 8 электростатического поля внутри электродов 7, 8 и с помощью провала электростатического поля в зазоре 9 между электродами 7, 8 обеспечивают высокую фокусировку потока электронов в луч. Ускоряющий анод 4 установлен около широкой части электрода 7 вдоль продольной оси фокусирующей линзы 5. Свариваемое изделие 6 размещено вблизи электрода 8 вдоль продольной оси фокусирующей линзы 5.
Для формирования фокусирующего электростатического поля необходимо подать электрические потенциалы на электроды 7, 8 фокусирующей линзы 5. На электрод 8 подается положительный потенциал по отношению к электроду 7. Потенциалы электродов 7, 8 приводят к ускоряющей движение электронов разности потенциалов. К широкому концу электрода 7 подводятся ускоряемые электроны, которые внутри электрода 7 следуют к узкому концу электрода 7. Далее электроны пролетают через ускоряющий зазор 9 и электрод 8. На всем пути внутри линзы 5 с помощью электростатического поля, формируемого приложенными к электродам 7, 8 потенциалами, осуществляется воздействие на поток электронов с конечным результатом, заключающимся в фокусировке потока электронов в луч. Из электрода 8 фокусирующей линзы 5 выводится электронный луч и подается на свариваемое изделие 6.
Предлагаемое устройство для электронно-лучевой сварки работает следующим образом.
Высоковольтный источник 1 электропитания обеспечивает энергией функционирование всех элементов устройства для электронно-лучевой сварки, в том числе обеспечивает нагрев катода 2. Из катода 2 происходит эмиссия электронов. Из катода 2 через отверстие сетки 3 смещения потенциала электроны вытягиваются электрическим полем между катодом 2 и анодом 4, проходят через отверстие анода 4 и затем поступают в электростатическую фокусирующую линзу 5, выполненную из электродов 7, 8. Фокусировка пучка электронов аналогична фокусировке света с помощью оптических линз. Фокусировка заключается в отборе электронов, летящих под различными углами с одинаковой энергией, и последующем сборе электронов в тонкий пучок. Фокусировка производится с помощью последовательно расположенных электродов 7, 8, один из которых изготовлен в виде раструба, а другой изготовлен в виде короткой трубы. В зазоре 9 для ускорения электронов между электродами 7, 8 электрическое поле провисает внутрь этого зазора 9 к его оси. Начиная с широкой части электрода 7 пучок электронов фокусируется электростатическим полем, расположенным внутри электрода 7, и электростатическим полем, провисающим в зазоре 9 для ускорения электронов между электродами 7, 8. Электроны здесь подвержены воздействию электрической составляющей силы Лоренца, которая и сводит постепенно электроны в пучок. Действие фокусирующей линзы 5 зависит от параметров электростатического поля между двумя соседними электродами 7, 8. Попав в область "А" зазора 9 для ускорения электронов между электродами 7 и 8, электроны испытывают действие электрической силы Лоренца с боковой компонентой силы, которая прижимает электроны к оси линзы 5. В области "А" зазора 9 для ускорения электронов между электродами 7, 8 электрон прижимается электрическим полем к продольной оси линзы 5, т.е. электростатическое поле в области "А" зазора 9 для ускорения электронов фокусирует поток электронов. В области "А" электроны испытывают также действие продольной компоненты электрической силы Лоренца, которая ускоряет электроны. В области "В" электроны, казалось бы, должны получить равный по величине, но противоположный по знаку импульс в направлении к оси, однако это не так. К тому времени, когда электроны достигнут области "В", скорость электронов увеличится, энергия электронов увеличится, и поэтому на прохождение области "В" электроны затратят меньше времени. Силы, действующие на электрон в области "В" зазора 9 для ускорения электронов, имеют ту же величину, что и в области "А", но время действия сил в области "В" меньше, поэтому и полученный электронами в области "В" импульс в направлении к оси будет меньше, чем полученный в области "А" импульс. В области "В" зазора 9 для ускорения электронов между электродами 7, 8 электрическим полем отклоняется электрон от оси, т.е. область "В" зазора 9 поток электронов не фокусирует. Поскольку электрон, ускоряясь, пролетает вторую часть зазора 9 для ускорения электронов между электродами 7, 8 быстрее, чем первую, то фокусирующее действие напряженности электрического поля оказывается преобладающим. Полный импульс силы, полученный электроном при прохождении областей "А" и "В" зазора 9 для ускорения электронов, направлен к оси фокусирующей линзы 5, так что в результате электроны стягиваются к одной общей траектории. Для небольших расстояний от оси фокусирующей линзы 5 полный импульс силы на протяжении всей фокусирующей линзы 5 пропорционален расстоянию от оси, и это является основным условием, необходимым для обеспечения фокусировки электронов электростатическими фокусирующими линзами такого типа.
Важнейшей особенностью фокусирующей линзы 5 для фокусировки электронов и отклонения пучка электронов является отсутствие витковых катушек. Это стало возможно потому, что выполнение фокусирующей линзы 5 из электродов 7, 8 позволило получить сильное электростатическое поле и полем сформировать узкий пучок электронов. После фокусирующей линзы 5 электроны поступают к свариваемому изделию 6. Электроны дают на свариваемом изделии 6 маленькое светлое пятнышко. Перемещение луча электронов по свариваемому изделию 6 осуществляется незначительным поворотом фокусирующей линзы 5, позволяющим устанавливать электронный луч точно по линии сварки. Перемещение луча электронов по свариваемому изделию 6 осуществляется также поворотом электрода 8 фокусирующей линзы 5.
Предлагаемое изобретение по сравнению с известными техническими решениями в области электронно-лучевой сварки повышает качество сварки из-за повышения фокусировки пучка электронов путем формирования сильного электростатического поля, индуцированного фокусирующей линзой, выполненной из двух электродов, изготовленных из электропроводящего материала; позволяет снизить энергопотребление во время фокусировки вследствие использования неэнергоемкой электростатической фокусирующей линзы; позволяет уменьшить габариты устройства, т.к. не требуется применение громоздких электромагнитов для фокусировки электронов и для отклонения пучка электронов.
При использовании предлагаемого изобретения уменьшаются также материальные и финансовые затраты на изготовление и эксплуатацию устройства для электронно-лучевой сварки, т.к. заявляемое устройство для электронно-лучевой сварки не требует применения громоздких и энергоемких электромагнитов для фокусировки электронов и для отклонения пучка электронов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2217280C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2186665C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2217281C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2238179C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2186666C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2242345C2 |
| ЭЛЕКТРОННО-ЛУЧЕВОЙ ПРИБОР | 1991 |
|
RU2103762C1 |
| ЭЛЕКТРОННО-ЛУЧЕВАЯ ПУШКА | 2000 |
|
RU2177659C1 |
| Газоразрядная электронная пушка для термообработки | 1990 |
|
SU1810926A1 |
| Устройство для электронно-лучевой сварки | 1960 |
|
SU137604A1 |
Изобретение относится к устройствам для электронно-лучевой сварки и может быть применено при сварке жаропрочных и тугоплавких изделий в различных отраслях машиностроения. Источник с высоким напряжением электропитания производит нагрев катода, из которого осуществляется эмиссия электронов. Из катода через отверстие сетки смещения потенциала электроны вытягиваются электрическим полем между катодом и ускоряющим анодом с отверстием, проходят через отверстие анода и поступают в электростатическую фокусирующую линзу, размещающуюся в направлении от ускоряющего анода к свариваемому изделию. Фокусирующая линза выполнена из двух последовательно установленных электродов, первый из которых изготовлен в виде раструба, сужающегося от ускоряющего анода к свариваемому изделию, а второй изготовлен в виде короткой трубы. Между электродами образован зазор для ускорения электронов. Такая конструкция устройства позволяет повысить качество сварки путем увеличения фокусировки электронного луча и уменьшить энергопотребление и габариты устройства. 3 ил.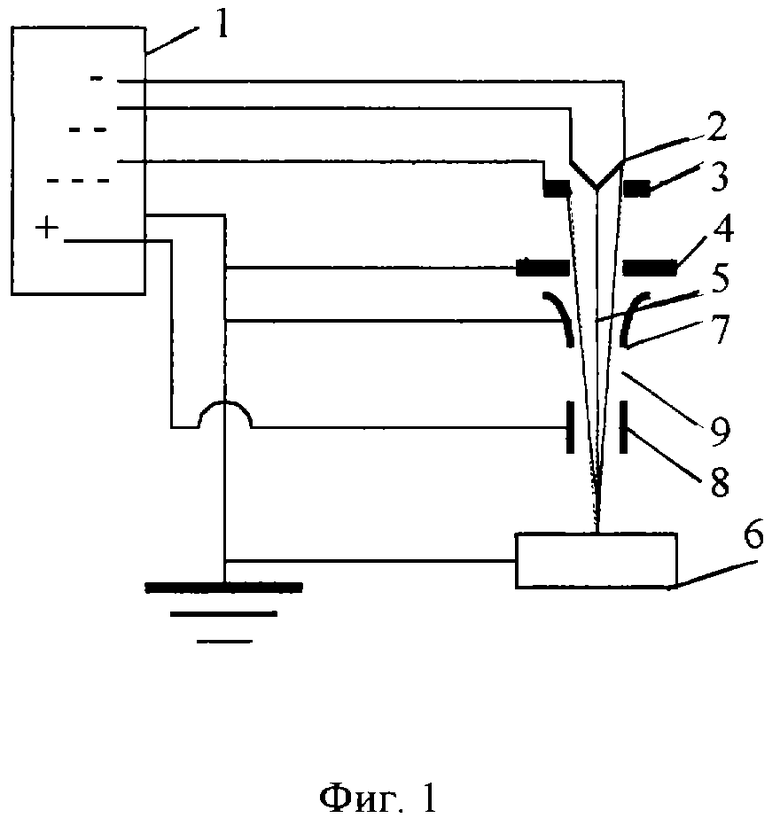
Устройство для электронно-лучевой сварки, содержащее высоковольтный источник электропитания, катод, сетку смещения потенциала с отверстием, ускоряющий анод с отверстием и фокусирующую линзу, размещающуюся в направлении от ускоряющего анода к свариваемому изделию, отличающееся тем, что фокусирующая линза выполнена из двух последовательно установленных электродов, первый из которых изготовлен в виде раструба, сужающегося от ускоряющего анода к свариваемому изделию, а второй изготовлен в виде короткой трубы, при этом между электродами образован зазор для ускорения электронов.
| Сварка, резка, пайка металлов | |||
| - М.: Аделант Арфа СВ, 1999, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| ЭЛЕКТРОННАЯ ПУШКА ЦВЕТНОЙ ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ (ВАРИАНТЫ) | 1994 |
|
RU2095878C1 |
| ЭЛЕКТРОННО-ОПТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 1996 |
|
RU2094897C1 |
| ЭЛЕКТРОСТАТИЧЕСКАЯ ФОКУСИРУЮЩАЯ СИСТЕМА | 0 |
|
SU408393A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОВОГО СОПРОТИВЛЕНИЯ ПЕРЕХОД-КОРПУС ПОЛУПРОВОДНИКОВЫХ ДИОДОВ | 2001 |
|
RU2178893C1 |
| US 6028317, 22.02.2000. | |||

