Настоящее изобретение относится к сварочной технике, предназначено для сварки плавлением и может быть использовано для сварки тугоплавких и жаропрочных материалов.
Известно устройство для электронно-лучевой сварки, в котором электроны предварительно приобретают высокую энергию. Устройство содержит катод, размещенный внутри прикатодного электрода, ускоряющий анод с отверстием, высоковольтный источник постоянного тока, магнитную линзу, размещающуюся между ускоряющим анодом и изделием, и магнитную отклоняющую систему. Магнитная линза и магнитная отклоняющая система выполнены в виде многовитковых катушек из изолированного провода. Выходящие из катода электроны фокусируются с помощью электрического поля между прикатодным электродом и ускоряющим анодом в луч с диаметром, равным диаметру отверстия в аноде. Положительный потенциал ускоряющего анода достигает нескольких десятков тысяч вольт, поэтому электроны, испускаемые катодом, на пути к аноду приобретают значительную кинетическую энергию. Для увеличения плотности энергии в луче после выхода электронов из ускоряющего анода электроны фокусируются магнитным полем в магнитной линзе. Сфокусированные в плотный пучок летящие электроны ударяются с большой скоростью о малую площадку, равную пятну нагрева на свариваемом изделии, при этом кинетическая энергия электронов вследствие торможения в материале свариваемого изделия превращается в теплоту, нагревая металл до очень высоких температур. Для перемещения луча по свариваемому изделию на пути электронов помещена магнитная отклоняющая система, позволяющая устанавливать луч точно по линии сварки [см. Сварка, резка, пайка металлов. М.: Аделант Арфа СВ, 1999, 192 с., с.73-75 ].
Наиболее близким по технической сущности и достигаемому результату (прототипом) к заявляемому изобретению является устройство для электронно-лучевой сварки, содержащее катод, размещенный внутри прикатодного электрода, ускоряющий анод с отверстием, высоковольтный источник постоянного тока и токопроводящий раструб, образующий магнитную линзу, сужающийся по дугам орбит электронов, снабженный продольной щелевой прорезью, с широкой частью, размещающейся у ускоряющего анода, и узкой частью, размещающейся у изделия [патент Российской Федерации на изобретение №2186665, МПК 7 В 23 К 15/00, Н 01 J 37/14].
Общим недостатком описанных устройств является отсутствие возможности одновременной сварки нескольких изделий и невысокая производительность труда вследствие наличия одного электронного неразделяемого луча.
Сущность изобретения состоит в том, что устройство для электронно-лучевой сварки, содержащее катод, размещенный внутри прикатодного электрода, ускоряющий анод с отверстием, высоковольтный источник постоянного тока и основной токопроводящий раструб, образующий магнитную линзу, сужающийся по дугам орбит электронов, снабженный продольной щелевой прорезью, с широкой частью, размещающейся у ускоряющего анода, и узкой частью, размещающейся у изделия, оснащено соосными с основным раструбом дополнительными токопроводящими раструбами, сужающимися по дугам орбит электронов, установленными с общим совмещением в широкой части каждого раструба при уменьшении поперечных сечений раструбов от области совмещения раструбов к противоположному концу каждого раструба, при этом дополнительные раструбы, размещающиеся у ускоряющего анода общим совмещением в широкой части каждого раструба и у изделий узкой частью каждого раструба, снабжены продольными щелевыми прорезями, а магнитная линза образована основным раструбом и дополнительными раструбами.
Техническим результатом является обеспечение возможности одновременной сварки нескольких изделий и повышение производительности труда из-за применения нескольких электронных лучей, полученных из одного электронного луча посредством соосных основного раструба и дополнительных токопроводящих раструбов, установленных с общим совмещением в широкой части каждого раструба при уменьшении поперечных сечений раструбов от области совмещения раструбов у ускоряющего анода к противоположному концу каждого раструба у свариваемых изделий, что позволяет осуществлять сварку изделий у узкой части каждого раструба в зонах пятен нагрева, образованных электронными лучами.
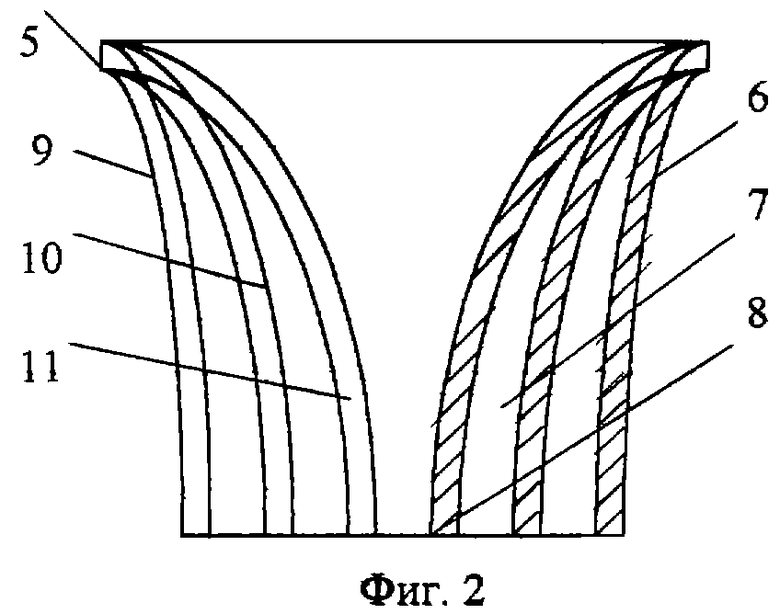
Изобретение поясняется чертежами, где на фиг.1 изображен общий вид устройства для электронно-лучевой сварки, а на фиг.2 - продольное сечение магнитной фокусирующей линзы.
Дополнительно на фиг.1 пунктирными линиями обозначены электронные лучи.
Устройство для электронно-лучевой сварки содержит катод 1, размещенный внутри прикатодного электрода 2, ускоряющий анод 3 с отверстием, высоковольтный источник 4 постоянного тока, магнитную линзу 5, размещающуюся между ускоряющим анодом 3 и изделием. Катод 1 и ускоряющий анод 3 соединены с высоковольтным источником 4 постоянного тока. Магнитная линза 5 образована соосными токопроводящими раструбами 6, 7, 8 с криволинейными образующими, снабженными продольными щелевыми прорезями 9, 10, 11, с общей широкой частью, размещающейся у ускоряющего анода 3, и узкими частями, размещающимися у изделий 12, 13, 14. Раструб 6 принимается за основной раструб, а раструбы 7, 8 принимаются за дополнительные раструбы. Раструбы 6, 7, 8 установлены с общим совмещением в широкой части каждого раструба при уменьшении поперечных сечений раструбов 6, 7, 8 от области совмещения раструбов 6, 7, 8 к противоположному концу каждого раструба.
Вдоль каждого раструба 6, 7, 8 протекает постоянный по направлению электрический ток, формирующий магнитное поле с магнитным барьером вокруг каждого раструба 6, 7, 8 для фокусировки электронов. Магнитным барьером является повышенное значение магнитной индукции вокруг каждого раструба 6, 7, 8 и вдоль каждой щелевой прорези 9, 10, 11. Магнитная линза 5 изготовлена из проводящего электрический ток материала. Каждый раструб 6, 7, 8 имеет переменный по длине диаметр, изменяющийся в соответствии с усредненной орбитой фокусируемой части потока электронов. Раструб 6 и продольная щелевая прорезь 9 в нем обеспечивают высокую фокусировку низкоэнергетических электронов. Раструб 7 и продольная щелевая прорезь 10 в нем обеспечивают высокую фокусировку электронов с промежуточными энергиями. Раструб 8 и продольная щелевая прорезь 11 в нем обеспечивают фокусировку высокоэнергетических электронов. Число раструбов может быть также и меньше трех и больше трех, поскольку определяется необходимым числом электронных лучей для одновременной сварки необходимого количества изделий. Ускоряющий анод 3 установлен около места общего совмещения в широкой части каждого раструба 6, 7, 8 вдоль щелевых прорезей 9, 10, 11. Места расположения свариваемых изделий 12, 13, 14 зависят от расположения пятен нагрева, получаемых от электронных лучей. Свариваемое изделие 12 размещено у узкой части раструба 6. Свариваемое изделие 13 размещено у узкой части раструба 7. Свариваемое изделие 14 размещено у узкой части раструба 8.
Для формирования магнитного поля с магнитными барьерами необходимо подать электрические токи вдоль раструбов 6, 7, 8 магнитной линзы 5. Положительный электрический потенциал при этом подается на общую широкую часть раструбов 6, 7, 8, где вводятся электроны. Отрицательные потенциалы подаются на узкие концы раструбов 6, 7, 8, из которых вылетают электроны. Распределение индукции по радиусу каждого раструба 6, 7, 8 в зоне фокусировки электронов таково, что получается поле с барьером магнитной индукции. С помощью магнитных барьеров магнитного поля около раструбов 6, 7, 8 вдоль щелевых прорезей 9, 10, 11 осуществляется фокусировка лучей низкоэнергетических с промежуточными энергиями и высокоэнергетических электронов.
Предлагаемое устройство для электронно-лучевой сварки работает следующим образом.
Из катода 1 через отверстие прикатодного электрода 2 электроны вытягиваются электрическим полем между катодом 1 и анодом 3 и затем поступают в магнитную линзу 5. В магнитной линзе 5 поток электронов формируется в луч, расщепляется на лучи по энергиям электронов и каждый из лучей фокусируется соответствующим магнитным барьером. Луч низкоэнергетических электронов фокусируется магнитным барьером, расположенным в провале магнитного поля вдоль щелевой прорези 9 раструба 6. Луч электронов с промежуточными энергиями фокусируется магнитным барьером, расположенным в провале магнитного поля вдоль щелевой прорези 10 раструба 7. Луч высокоэнергетических электронов фокусируется магнитным барьером, расположенным в провале магнитного поля вдоль щелевой прорези 11 раструба 8. Электроны подвержены воздействию силы Лоренца и не проходят через магнитный барьер, если скорость электронов недостаточна. Электроны, не пропущенные магнитным барьером, отклоняются магнитным полем на траекторию движения вдоль магнитного барьера. Низкоэнергетические электроны следуют по траектории, которую определяет протяженный магнитный барьер, вдоль щелевой прорези 9 к свариваемому изделию 12. Магнитный барьер, расположенный вдоль широкой части раструба 6, легко держит все низкоэнергетические электроны на орбите. По мере движения вдоль раструба 6 низкоэнергетические электроны попадают в область магнитного поля с большими значениями магнитной индукции и все надежнее удерживаются магнитным барьером. По мере движения вдоль раструба 7 электроны с промежуточными энергиями попадают в область магнитного поля с большими значениями магнитной индукции и все надежнее удерживаются магнитным барьером. По мере движения вдоль раструба 8 электроны с промежуточными энергиями попадают в область магнитного поля с большими значениями магнитной индукции и все надежнее удерживаются магнитным барьером. Важнейшей особенностью магнитной линзы 5 является отсутствие катушек. Это стало возможно потому, что токопроводящие раструбы 6, 7, 8 с криволинейными образующими, представляющие собой магнитную линзу 5, позволили сформировать магнитные барьеры магнитного поля. После магнитной линзы 5 электроны поступают к свариваемым изделиям 12, 13, 14. Места расположения свариваемых изделий 12, 13, 14 предварительно определяют по расположению пятен нагрева, образованных электронными лучами. Перемещение лучей электронов по свариваемым изделиям 12, 13, 14 при настройке устройства для электронно-лучевой сварки осуществляется незначительным поворотом одновременно всех раструбов 6, 7, 8 магнитной линзы 5, позволяющим устанавливать лучи точно по взаимно согласованным линиям сварки. Наложение пролонгированных сварочных швов на свариваемые изделия осуществляется путем автоматического одномерного перемещения свариваемых изделий относительно электронного луча.
Предлагаемое изобретение по сравнению с известными техническими решениями в этой области повышает производительность труда, поскольку многолучевое устройство позволяет осуществлять сварку одновременно нескольких изделий.
Кроме того, при использовании предлагаемого изобретения снижается себестоимость свариваемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2186665C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2186666C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2217280C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2217282C2 |
| ИОННО-ЛУЧЕВАЯ УСТАНОВКА ВЫРАВНИВАНИЯ ПОВЕРХНОСТИ ОКСИДНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2217527C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2242345C2 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ЗАРЯЖЕННЫХ ЧАСТИЦ ПО МАССАМ | 1999 |
|
RU2174862C2 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ЗАРЯЖЕННЫХ ЧАСТИЦ ПО МАССАМ | 1999 |
|
RU2171707C2 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ЗАРЯЖЕННЫХ ЧАСТИЦ ПО МАССАМ | 1998 |
|
RU2135270C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2217281C2 |
Изобретение относится к электронно-лучевой сварке плавлением, тугоплавких и жаропрочных материалов и может найти применение в различных отраслях машиностроения. Внутри прикатодного электрода установлен катод. Катод и ускоряющий анод с отверстием соединены с высоковольтным источником постоянного тока. Магнитная линза образована основным токопроводящим раструбом и соосными с ним дополнительными токопроводящими раструбами. Основной и дополнительные раструбы, сужающиеся по дугам орбит электронов, установлены с общим совмещением в широкой части каждого раструба при уменьшении поперечных сечений раструбов от области совмещения раструбов к противоположному концу каждого раструба. Каждый раструб снабжен продольной щелевой прорезью. Технический результат: обеспечение возможности одновременной сварки нескольких изделий и повышение производительности труда вследствие применения нескольких электронных лучей, полученных из одного электронного луча. 2 ил.

Устройство для электронно-лучевой сварки, содержащее катод, размещенный внутри прикатодного электрода, ускоряющий анод с отверстием, высоковольтный источник постоянного тока и основной токопроводящий раструб, образующий магнитную линзу, сужающийся по дугам орбит электронов, снабженный продольной щелевой прорезью, с широкой частью, размещающейся у ускоряющего анода, и узкой частью, размещающейся у изделия, отличающееся тем, что оно оснащено соосными с основным раструбом дополнительными токопроводящими раструбами, сужающимися по дугам орбит электронов, установленными с общим совмещением в широкой части каждого раструба при уменьшении поперечных сечений раструбов от области совмещения раструбов к противоположному концу каждого раструба, при этом дополнительные раструбы, размещающиеся у ускоряющего анода общим совмещением в широкой части каждого раструба и у изделий узкой частью каждого раструба, снабжены продольными щелевыми прорезями, а магнитная линза образована основным раструбом и дополнительными раструбами.
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2186665C2 |
| ЭЛЕКТРОННАЯ ПУШКА ЦВЕТНОЙ ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ (ВАРИАНТЫ) | 1994 |
|
RU2095878C1 |
| ЭЛЕКТРОННО-ОПТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 1996 |
|
RU2094897C1 |
| ЭЛЕКТРОСТАТИЧЕСКАЯ ФОКУСИРУЮЩАЯ СИСТЕМА | 0 |
|
SU408393A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОВОГО СОПРОТИВЛЕНИЯ ПЕРЕХОД-КОРПУС ПОЛУПРОВОДНИКОВЫХ ДИОДОВ | 2001 |
|
RU2178893C1 |
| US 6028317 А, 22.02.2000. | |||

