Изобретение касается способа и устройства проверки при автоматической сортировке продуктов, таких как фрукты.
На сегодняшний день существует множество способов, позволяющих проверять продукты, такие как фрукты, при автоматической сортировке этих продуктов таким образом, чтобы получить однородные комплекты по свойствам и цвету.
Первый способ состоит в размещении одной и/или множества камер сверху и/или сбоку конвейера таким образом, чтобы проверять часть поверхности транспортируемых на нем фруктов. Тем не менее, это решение ведет к ошибкам, которые не являются ничтожными, так как проверке подвергается только одна часть поверхности продуктов. В результате дефекты, которые имеют эти продукты на невидимых поверхностях, не прошедших проверку, не оцениваются в рассчитываемом комплекте при сортировке.
Для ликвидации этого недостатка известное решение предусматривает размещение четырех камер вокруг конвейера на уровне связи с другим конвейером, приподнятым по отношению к первому конвейеру таким образом, чтобы проверять фрукты при их падении. Это решение позволяет проверять самую максимальную часть поверхности продуктов.
Однако в первую очередь это решение не позволяет проверять совокупность верхней и нижней поверхностей продуктов. Кроме того, тот факт, что продукты подвергают падению, содержит немалый риск порчи этих продуктов.
Другой способ, наиболее часто используемый и описанный в патенте США № 4726898, состоит в размещении одной камеры наверху конвейера и в подводе продукта с поворотом относительно самого себя с превышающей скоростью. Согласно этому способу, соответствующее размещение продукта и оптическое поле камеры приспособлены так, что камера наблюдает за четырьмя или пятью фруктами таким образом, что множество последовательных поверхностей каждого приводимого во вращение фрукта, последовательно видимы упомянутой камерой.
Одно из преимуществ, вытекающих из этого размещения, заключается в том, что только одна камера имеет возможность проверять фрукты, перемещаемые по двум параллельным конвейерным линиям. Однако такое расположение обязывает отдалить конвейерные линии относительно камеры и приводит к тому, что на практике становится невозможным обнаружить очень маленькие точки, такие как “рассеянная диффузия”. Кроме того, доказано, что согласно этому способу может быть достигнута только такая скорость вращения фруктов, которая обеспечивает осмотр около 80% общей поверхности упомянутых фруктов. Наконец, дефекты зон фруктов с одним большим падением оказываются плохо проверенными. Из всего вышесказанного следует, что на практике 25-30% поверхности фруктов либо совсем не проверяется, либо проверяется плохо.
Для устранения всех этих недостатков предлагались другие решения, сводящиеся, например, к подвешиванию продуктов или их транспортировке на прозрачном конвейере. Однако на практике эти решения были признаны непригодными для использования.
Другой способ описан в патенте ЕР-0258810 и состоит в размещении камеры наверху конвейера, размещении множества зеркал наверху и по бокам этого конвейера таким образом, чтобы дать возможность камере наблюдать за верхней поверхностью и боковыми поверхностями продуктов, и размещении множества осветительных ламп наверху конвейера. Кроме нижней поверхности продуктов, расположенной на конвейере, это решение позволяет проверять верхнюю часть поверхности упомянутых продуктов без риска травмировать последние. Однако введение в действие такого способа представляется относительно сложным. В самом деле, данный процесс обязывает располагать лампы освещения таким образом, чтобы не ослеплять камеру, при этом определенное расположение необходимо для того, чтобы получить при желании единообразное освещение. Кроме того, относительное размещение камеры и различных зеркал должно быть вполне определенным, так как мало очевидно, что проблема занимаемого места связана с присутствием конвейера. Сверх того, принятый в известном решении принцип, состоящий в использовании одной камеры ССД, рассеченной на сегменты анализа, ведет к значительному уменьшению разрешающей способности датчика.
Другой способ описан в заявке на патент WO 94/10555 и в патенте США № 5156278 и состоит в первую очередь в использовании четырех проверочных пунктов, расположенных поочередно на расстоянии один за другим по длине конвейера. Каждый из этих пунктов содержит линзу, расположенную вертикально к упомянутому конвейеру и связанную в систему линза/фильтры/фотодиоды посредством оптического кабеля. Кроме того, согласно этому способу фрукты переносятся конвейером, снабженным роликами, смонтированными с возможностью свободного вращения относительно поперечной оси, и заставляют указанные ролики поворачиваться относительно их осей вращения между пунктами таким образом, что, проходя два пункта, каждый фрукт повергается вращению примерно на 90°, в то время как у вертикали каждого пункта фрукт останавливается во вращении.
Такой способ позволяет изучить общую поверхность фруктов так, что дополнительные поверхности последних проверяются на уровне каждого пункта. Однако он представляет неудобство, являющееся следствием разницы в размерах проверяемых фруктов. В самом деле, вращение, которому подвергается фрукт известного диаметра, отлично от вращения фрукта другого диаметра, поэтому угол вращения принудительно подсчитан для фрукта среднего известного диаметра; фрукты большего размера не просматриваются полностью, в то время как зоны покрытия фруктов меньшего размера просматриваются, что приводит к ошибочной проверке поверхности упомянутых фруктов.
Настоящее изобретение направлено на устранение недостатков описанных выше способов и имеет основную цель: создать устройство для проверки продуктов, очень простое в работе и эксплуатации и позволяющее проверить всю поверхность этих продуктов, несмотря на разные размеры последних.
Для этого, согласно изобретению предлагается способ проверки при автоматической сортировке продуктов, таких как фрукты, транспортируемых по оси (x) на цепном конвейере, состоящем из множества роликов, смонтированных с возможностью свободного вращения каждый вокруг поперечной оси вращения, ортогонально к оси (x), и расположенных таким образом, что два соседних ролика образуют между собой ложе для продукта. Способ проверки предусматривает использование проверочных пунктов, разделенных на множество пунктов, последовательно расположенных на расстоянии друг от друга по оси (x), при этом приводимые во вращение ролики расположены относительно упомянутых пунктов таким образом, чтобы наблюдать на уровне каждого упомянутого пункта различные поверхности каждого продукта.
Согласно изобретению, этот способ проверки характеризуется тем, что:
- размещают три пункта проверки по длине цепного конвейера и оборудуют каждый из упомянутых пунктов проверки, по меньшей мере, одной камерой, ориентированной и приспособленной для исполнения с точной частотой снимков продуктов, транспортируемых цепным конвейером,
- один из упомянутых пунктов выполняют из двух камер, расположенных с той и другой стороны цепного конвейера в том же вертикальном плане, ортогонально оси (x) и ориентированных таким образом, что их оптические соответствующие оси формируют букву V, направленную на упомянутую ось (x), с углом при вершине равным 90°-130°,
- каждый из двух других пунктов выполняют из одной камеры, расположенной вертикально цепному конвейеру и ориентированной таким образом, что ее оптическая ось вертикальна и пересекается с осью (x),
- в предварительной фазе определяют средний диаметр проверяемых продуктов, и в зависимости от упомянутого среднего диаметра определяют скорость вращения роликов, приспособленную так, чтобы один продукт среднего диаметра находился бы в плане одной камеры на уровне первого продукта и поворачивался относительно самого себя вдоль всех средств проверки под действием роликов, подвергаемых такому вращению, при котором четыре дополнительных зоны поверхности продукта просматриваются соответствующими камерами первого, второго и третьего пунктов,
- при этом во время транспортировки продуктов ролики непрерывно вращаются с заранее рассчитанной скорость вращения, и для каждого продукта:
- исполняют mi снимков этого продукта на уровне первого пункта с i≥3, nj снимков на уровне второго пункта с j≥1 и pk снимков на уровне третьего пункта с k≥3,
- подсчитывают теоретический диаметр продукта, начиная с выполненных снимков
- и определяют, сравнением между теоретическим диаметром этого продукта и предварительным средним диаметром, снимки mi, nj и pk, взятые в расчет, в виде анализа упомянутого продукта таким образом, чтобы получить полную проверку без покрытия или с покрытием общей поверхности этого продукта.
Согласно способу по изобретению, камеры расположены и ориентированы с той и другой стороны, при этом каждый продукт непрерывно вращается во время транспортировки по длине проверочного устройства таким образом, что упомянутый продукт наблюдается под четырьмя углами для обеспечения проверки четырех дополнительных поверхностей продукта среднего определенного диаметра. Кроме того, при принятии в расчет разности диаметров проверяемых продуктов по отношению к рассчитанному среднему диаметру:
- определяют, во-первых, в классической манере теоретический диаметр каждого продукта,
- делают сравнение между теоретическим диаметром и средним диаметром, предопределенным порядком снимка, взятого в расчет при анализе между выполненными снимками на уровне разных пунктов таким образом, чтобы получить полную проверку общей поверхности продукта. Этот отбор снимков для проверки производится очень легко. В качестве примера, если снимки mi, nj и pk соответствуют продукту среднего диаметра, и если берут i, j, k снимки на уровне каждого пункта с i-x≤i≤i+x, j-y≤j≤j+y, и k-z≤k≤k+z снимки будут:
- для продукта теоретического диаметра, заметно равного среднему диаметру: mi, nj, pk,
- для продукта, диаметр которого меньше, чем средний диаметр: снимки m(i+x), n(j-y) и p(k-z) с x, y, z порядком действия разности диаметра,
- для продукта, диаметр которого больше, чем средний диаметр: снимки m(i-х), n(j+y) и p(k+z) с x, y, z порядком действия разности диаметров.
Такой способ, который связывает в один процесс использование множества камер, специфически размещенных и ориентированных, введение во вращение продуктов с данной скоростью вращения и отбор снимков, выполненных камерами в зависимости от теоретического диаметра продуктов, позволяет проверить общую поверхность каждого продукта без покрытия или с известным покрытием и вопреки различиям размера упомянутых продуктов.
Согласно усовершенствованному способу, определяют скорость вращения роликов, приспособленную для продукта среднего диаметра, вводимого во вращение относительно самого себя с углом вращения, находящимся между 110 и 130° между первым и вторым пунктами, и углом вращения, находящимся между 105 и 115° между вторым и третьим пунктами.
Эти углы вращения, связанные с расположением двух камер, размещенных на уровне одного из пунктов, ведут к получению оценок внешнего вида каждого продукта, эквивалентных оценкам, которые были бы получены при использовании четырех камер, расположенных по четырем вершинам тетраэдра и ориентированных к центру тяжести тетраэдра при помещении продукта на уровне центра тяжести.
Преимущественным образом эти углы вращения могут быть получены:
- размещением проверочных пунктов таким образом, что расстояние между первым и вторым пунктами составляет 1,1-1,2 расстояния между вторым и третьим пунктами,
- и приведением поворотных роликов во вращение с постоянной скоростью вращения вдоль всего упомянутого проверочного устройства.
Согласно усовершенствованному способу определяют скорость вращения роликов, приспособленную для продукта среднего диаметра, вращающегося относительного самого себя с углом вращения, равным 125,5°, между первым и вторым пунктами и углом вращения 109° между вторым и третьим пунктами.
Кроме того, камеры пункта, содержащего две камеры, размещают преимущественно таким образом, что их соответствующие оптические оси определяют V-образный угол с вершиной в 109°.
Эти углы вращения и определенная ориентация двух камер ведут к получению системы оценки оптимального внешнего вида, эквивалентной системе, четыре камеры которой расположены в четырех вершинах правильного тетраэдра.
Для того, чтобы получить эти углы вращения по усовершенствованному способу, расстояние между первым и вторым пунктами должно быть равно 1,15 расстояния между вторым и третьим пунктами.
Кроме того, оборудуют первый пункт двумя камерами и второй и третий пункт одной камерой. Факт размещения двух камер на уровне первого пункта позволяет лучше определить теоретический диаметр продуктов.
В то же время преимущественным образом, берут три снимка каждого продукта на уровне первого и третьего пунктов и один снимок упомянутых продуктов на уровне второго пункта.
Изобретение относится также к устройству проверки при автоматической сортировке продуктов, таких как фрукты, содержащему:
- цепной конвейер для транспортировки продуктов по продольной оси (x), содержащий множество роликов, смонтированных с возможностью свободного вращения относительно поперечной оси вращения ортогонально оси (x) и расположенных таким образом, что два соседних ролика образуют ложе для продукта,
- средства проверки поверхности продуктов, расположенные выше цепного конвейера и содержащие множество пунктов последовательно расположенных на расстоянии друг от друга по оси (x),
- средства для приведения во вращение роликов вокруг их оси вращения, которые обеспечивают вращение упомянутых роликов между пунктами проверки таким образом, что на уровне каждого пункта проверяются разные поверхности продуктов,
- и приспособление обработки, предназначенное для получения информации, исходящей от средств проверки, и для подсчета, начиная с предопределенных программных критериев, сведений сортировки, пригодных для обработки.
Согласно изобретению это устройство проверки отличается тем, что:
- средства проверки содержат три пункта проверки, каждый из которых включает, по меньшей мере, одну камеру, ориентированную и приспособленную для исполнения с отрегулированной частотой снимков продуктов, транспортируемых цепным конвейером,
- один из упомянутых пунктов содержит две камеры, расположенные по обе стороны цепного конвейера в том же самом вертикальном плане ортогонально оси (x) и ориентированные таким образом, что их соответствующие оптические оси формируют букву V, направленную по оси (x), с углом при вершине между 90 и 130°
- каждый из двух других пунктов содержит камеру, расположенную отвесно к цепному конвейеру и ориентированную таким образом, что ее оптическая ось расположена вертикально и пересекается с осью (x).
- средства для приведения во вращение роликов расположены таким образом, чтобы непрерывно вращать упомянутые ролики вдоль средств проверки со скоростью вращения, приспособленной для продукта среднего предопределенного диаметра, находящегося в плане камеры на уровне первого пункта и вводимого во вращение относительно самого себя вдоль системы средств проверки под действием упомянутых роликов, вращаемых так, что четыре дополнительных зоны поверхности продукта находятся под наблюдением соответствующих камерам первого, второго и третьего пунктов, приспособление обработки предназначено для:
- обработки для каждого продукта mi снимков этого продукта, сделанных на уровне первого пункта с i≥3, nj снимков, сделанных на уровне второго пункта c j≥1 и pk снимков - на уровне третьего пункта с k≥3
- определения, путем сравнения теоретического диаметра этого продукта с предопределенным средним диаметром, снимков mi, nj и pk, взятых в расчет для анализа упомянутого продукта таким образом, чтобы получить полный анализ без покрытия или с известным покрытием общей поверхности этого продукта.
Согласно преимущественному способу реализации, первый пункт состоит из двух камер, а второй и третий имеют только одну камеру.
Кроме того, преимущественным образом, расстояние между первым и вторым пунктами составляет 1,1-1,2 расстояния между вторым и третьим пунктами.
Предпочтительно это расстояние между первым и вторым пунктом равно 1,15 расстояния между вторым и третьим пунктами.
Кроме того, камеры пункта, содержащего две камеры, преимущественно ориентированы таким образом, что их соответствующие оптические оси определяют V-образный угол, составляющий при вершине 109°.
Сверх того, согласно преимущественному способу осуществления средства приведения роликов во вращение содержат бесконечную ленту, проходящую под цепным конвейером вдоль средств проверки и расположенную касательно к нижней образующей упомянутых роликов, и средства для перемещения бесконечной ленты с регулируемой скоростью, отличной от скорости цепного конвейера.
Кроме того, преимущественно, средства привода бесконечной ленты выполнены с возможностью перемещения ее в том же направлении, что и цепной конвейер, со скоростью перемещения, точно подчиненной скорости упомянутого цепного конвейера.
Другие отличительные цели и преимущества изобретения вытекают из детального описания, которое ссылается на прилагаемые чертежи, представленные в качестве примера, не ограничивающего предпочтительный способ реализации.
На чертежах:
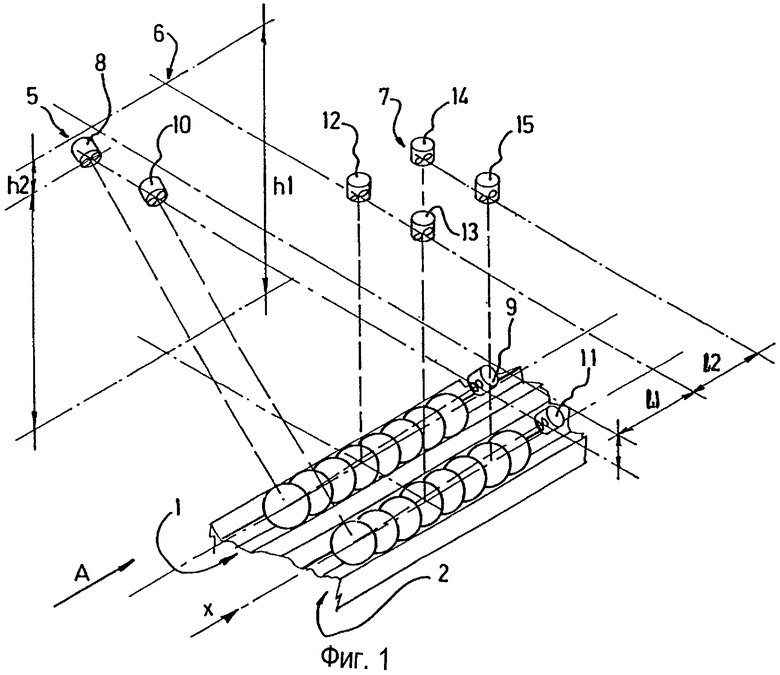
на фиг.1 схематично представлен перспективный вид устройства проверки в соответствии с изобретением, размещенного на конвейере, состоящем из двух конвейерных линий для продуктов.
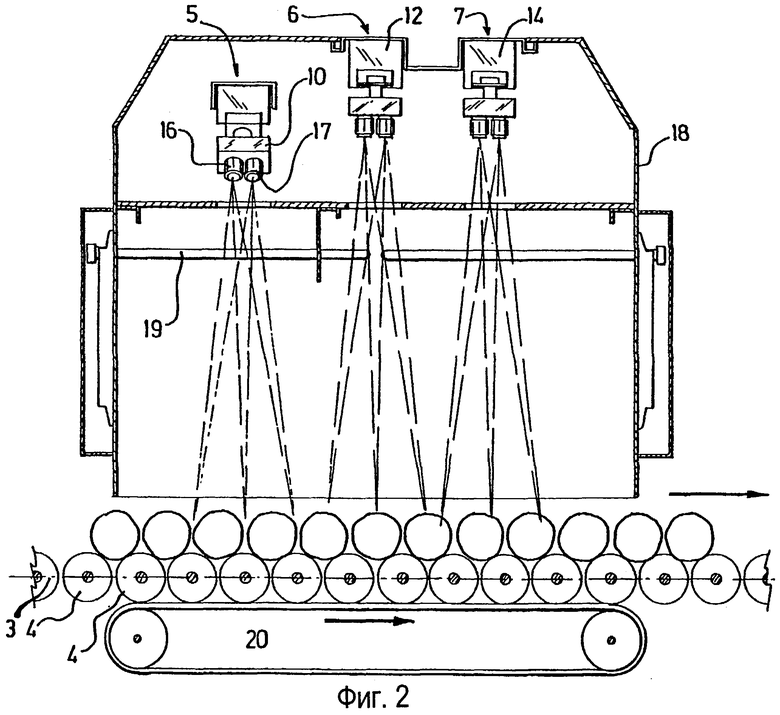
на фиг.2 схематично представлен продольный разрез устройства проверки по вертикальной плоскости В,
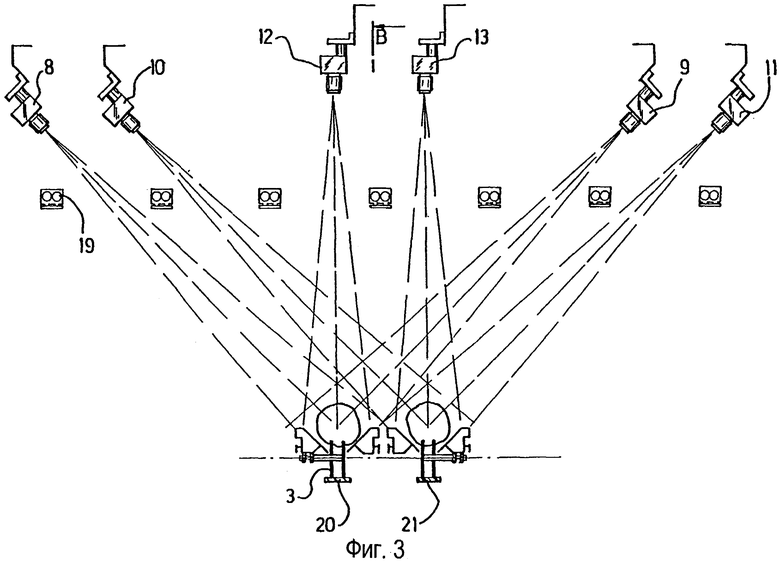
на фиг.3 - фронтальный вид устройства проверки по стрелке А.
Устройство проверки, согласно изобретению представленное на чертежах, размещено на конвейере для фруктов, состоящем из двух параллельных линий 1 и 2. Каждая из этих линий 1 и 2 конвейера состоит из множества роликов, таких как 3 и 4, каждый из которых смонтирован с возможностью свободного вращения относительно поперечной оси вращения. Ролики размещены таким образом, что два последовательных ролика определяют между собой ложе для фрукта. Эти конвейерные линии являются линиями такого же типа, какие, например, описаны в заявке на патент Франции № 2772358, на который будет дана более детальная отсылка.
Устройство проверки содержит три проверочных пункта 5, 6 и 7, расположенных последовательно на расстоянии друг от друга вдоль линий 1 и 2 конвейера, и имеет в своем составе для каждой из упомянутых линий конвейера:
для первого пункта 5 по две камеры 8, 9 и 10, 11, расположенные с той и другой стороны линии конвейера в том же вертикальном плане ортогонально к направлению перемещения этой линии конвейера, при этом упомянутые камеры ориентированы таким образом, что их оптические оси формируют букву V, ориентированную на фрукт среднего диаметра, с углом при вершине 90-130°;
для второго пункта 6 камеру 12-13, расположенную отвесно к цепному конвейеру 1, 2 и ориентированную таким образом, что ее оптическая ось является вертикальной и секущей по отношению к продольной оси упомянутого цепного конвейера.
для третьего пункта 7 камеру 14-15, расположенную отвесно к цепному конвейеру 1, 2 и ориентированную таким образом, что ее оптическая ось является вертикальной и секущей по отношению к продольной оси упомянутого цепного конвейера.
Кроме того, проверочные пункты 5, 6 и 7 расположены друг за другом так, что расстояние L1 между оптическими осями соответствующих камер 8-11 и 12-13 первого 5 и второго 6 пунктов равно 1,15 расстояния L2 между оптическими осями соответствующих камер 12-13, 14-15 второго 6 и третьего 7 пунктов. На практике в качестве примера L1 равно 26 см и L2 следовательно равно 22 см.
Кроме того, камеры 12-15 второго 6 и третьего 7 пунктов расположены таким образом, что их объективы размещены на высоте h1, равной 80 см, сверху от линий конвейера, в то время как объектив камер 8-11 первого пункта 5 находится на высоте h1-h2 с h2, равным 9 см, сверху от упомянутых линий конвейера.
В то же время каждая камера 8-15 содержит в едином корпусе две различные камеры, такие как 16, 17, предназначенные для выполнения полностью совпадающих снимков: 16 - классическая камера (RVB) и 17 - инфракрасная камера. Кроме того, камеры 16 и 17 являются камерами “одного действия”, приспособленными снимать порядка 25 снимков в секунду.
Узел камер 8-15 включен в единый картер 18 классического присоединяющего типа, сверх того, осветительные средства, такие как 19, известны сами по себе.
Устройство проверки согласно изобретению содержит, кроме того, вертикально к картеру 18 для каждой линии конвейера 1, 2 бесконечную ленту 20, 21, расположенную таким образом, чтобы взаимодействовать тангенциально c нижней касательной роликов 3, 4, и средства для перемещения указанных бесконечных лент в том же направлении, что и упомянутых линий конвейера.
Работа устройства проверки согласно изобретению описана ниже.
В первую очередь в предварительной фазе определяют средний диаметр перемещаемых фруктов. Скорость перемещения бесконечных лент 20, 21 устанавливают в зависимости от скорости прохождения конвейерных линий 1, 2 таким образом, что вращение роликов 3, 4 вводит фрукт среднего диаметра во вращение относительно самого себя под углом 125,5°, на расстоянии l1, отделяющем первый и второй пункты 5, 6, и подсчитывают постоянную скорость прохождения упомянутых бесконечных лент и линий конвейера при вращении фруктов относительно самих себя на 109° на расстоянии L2, отделяющем второй и третий пункты 6, 7.
В процессе проверки производят три снимка mi с i-1≤i≤i+1 каждого фрукта на уровне первого пункта 5, один снимок n - на уровне третьего пункта и, три снимка pk с k-1≤k≤k+1 - на уровне третьего пункта.
После классического превращения типа аналоговый/числовой эти снимки запоминаются, и их обработка состоит в следующем:
- подсчитывают теоретический диаметр каждого фрукта, начиная с mi и n снимков, взятых на уровне первого и второго пунктов 5, 6.
- с учетом подсчета теоретического диаметра, определяют снимки, принятые в расчет в виде расчета величин, годных для разработки сведений сортировки; это определение состоит в отборе:
для фрукта диаметра, равного или близкого к среднему диаметру, снимки mi, n и рk,
для фрукта маленького размера, т.е. диаметра меньше среднего диаметра, снимки m(i+1), n и p(k-1),
и для фрукта большого размера, т.е. диаметра, превышающего средний диаметр, снимки m(i-1), n и p(k+1).
Необходимо заметить, что, хотя на чертежах представлен конвейер, снабженный двумя конвейерными линиями, устройство проверки может быть установлено на конвейере, снабженном n параллельными линиями с n≥1. Число камер 8-15 равно 4n с 2n камерами на уровне первого пункта 5 и n камерами на уровне каждого второго и третьего пунктов 6, 7.
Изобретение касается способа проверки продуктов (таких как фрукты), транспортируемых на цепном конвейере, который состоит из: во-первых, установки над упомянутым цепным конвейером трех последовательно установленных проверочных пункта 5, 6, 7, один из которых 5 содержит две камеры 8, 9, размещенные так, что их оптические оси формируют V-образный центр на продуктах с вершиной угла 90-130°, и два других 12, 14 - камеру, установленную вертикально над цепным конвейером. Продукты приводятся во вращение, когда они транспортируются вдоль проверочных пунктов 5-7 так, что камеры 8, 9, 12, 14 делают каждая несколько фотографий с дополнительных передних поверхностей продуктов и выбирают среди фотографий сравнением подсчитанного теоретического диаметра продукта с заранее рассчитанным средним диаметром те фотографии, которые должны быть сохранены для получения полной проверки всей поверхности продукта. Технический результат - простота эксплуатации, проверка всей поверхности продукта. 2 с. и 13 з.п. ф-лы, 3 ил.
| WO 9410555 A, 11.05.1994 | |||
| Способ изготовления волоконно-оптической матрицы для биочипа (варианты) | 2019 |
|
RU2705593C1 |
| Устройство для калибровки плодов и овощей округлой формы | 1989 |
|
SU1775103A1 |
| JP 4147042 A, 20.05.1992. | |||

