Изобретение относится к способам контроля технического состояния замкнутых полостей изделий и в частности сосудов, работающих под избыточным внутренним давлением.
Изобретение может быть использовано для контроля состояния отсеков космических аппаратов, ракетных двигателей, трубопроводов, герметичных сосудов и барокамер, находящихся как под избыточным давлением, так и в нормальных условиях. Особенно эффективно применение заявленного изобретения при испытании изделий, к которым предъявляются высокие требования по герметичности и надежности контроля, когда ограничено время нагружения изделия избыточным давлением и требуется установить не только наличие открытых течей, но и внутренние микродефекты, в последствии могущие привести к аварии.
Многие объекты промышленности, транспорта, энергетики и др. отраслей промышленности работают в условиях внутреннего давления. Например, газовые баллоны (металлические или пластиковые), цистерны для перевозки сжиженных газов, некоторые фильтры и ряд других. Основные требованием, предъявляемым к ним, является требование герметичности, т.е. способность удерживать внутреннее давление в течение определенного времени. Поэтому основным способом диагностики их технического состояния является диагностика их герметичности.
Известны многочисленные способы контроля герметичности изделий, работающих под избыточным внутренним давлением. В частности это акустические методы, Согласно одному из них при наличии градиента давления осуществляется акустическая эмиссия, а протечка фиксируется визуально или на слух с помощью головных телефонов (например, смотрипатент RU 2042123).
Известен способ проверки герметичности сосудов (SU 827989) путем создания перепада давления между окружающей средой и средой в сосуде и регистрации акустических колебаний на участке течи. Перепад давлений создают путем нагрева теплоносителя до испарения жидкой фазы.
Согласно SU 1425504 герметичность проверяют при подаче внутрь сосуда газа под давлением, сосуд помещают в жидкость без газа и облучают двумя совмещенными лучами монохроматического света с различной частотой. Наличие течи устанавливают по свечению пузырьков газа.
Наиболее близким к предлагаемому способу является способ диагностики технического состояния сосудов, работающих под избыточным давлением (патент RU 2089866). Контролируемый объект нагружается внутренним давлением посредством закачивания внутрь жидкости (например, воды) или газа под давлением. Производят выравнивание температуры среды в сосуде и наружной температуры, далее регистрируют изменение давления в сосуде, по изменению давления судят о состоянии сосуда и его герметичности. При этом давление нагружения определяется из условия эксплуатации контролируемого объекта и, как правило, равно эксплуатационному давлению. Далее в течение определенного времени, определяемого из условия эксплуатации контролируемого объекта, измеряется величина внутреннего давления. Заключение о пригодности контролируемого изделия для эксплуатации выносится на основании следующего условия: объект пригоден, если P(t)>Pnop, объект не пригоден, если (t)<Pnop, где P(t) - изменение внутреннего давления в течение времени контроля t, Pnop - допустимое изменение внутреннего давления.
Известный способ технической диагностики является простым при техническом осуществлении, надежным в эксплуатации, наглядным, но имеет один большой недостаток, существенно ограничивающий его применение на практике: он не позволяет определять и локализовать места нарушения герметичности стенок контролируемого объекта. Это, в свою очередь, не позволяет произвести ремонт изделий с целью обеспечения их герметичности, что приводит к большим финансовым потерям.
Имеются неоднократные попытки решить эту проблему с помощью дефектоскопии различными методами - ультразвуковым, радиоволновым и т.п. Однако это не приводило к желаемым результатам. Это связано с рядом причин.
1. Как правило методы дефектоскопии позволяют обнаруживать макродефекты, в то время как нарушения герметичности обуславливается, в основном, микородефектами (микротрещины, микропоры и т.п.).
2. Микродефекты, которые обуславливают нарушения герметичности. В основном образуются в процессе нагружения контролируемого объекта внутренним давлением, а методы дефектоскопии, в основном, не позволяют проводить неразрушающий контроль в процессе нагружения изделий. Кроме того, это опасно с точки зрения техники безопасности, т.к. для проведения дефектоскопии изделий около изделия должен находиться оператор - дефектоскопист.
Таким образом встала задача создания способа, обеспечивающего обнаружение влияющих на герметичность контролируемого изделия дефектов в процессе его нагружения внутренним давлением, локализующего участки нахождения этих дефектов.
Технический результат, достигаемый при использовании заявленного способа по сравнению с ближайшим аналогом, заключается в обеспечении выявления местоположения дефектов и микродефектов.
Этот технический результат достигается за счет того, что в способе диагностики технического состояния сосудов, работающих под избыточным внутренним давлением, включающем нагружение сосуда внутренним давлением посредством подачи в него среды под давлением, перед подачей в контролируемый сосуд среды под давлением измеряют температуру поверхности сосуда, среду нагревают до температуры, превышающей температуру поверхности сосуда, или охлаждают до температуры, ниже температуры его поверхности, после нагружения сосуда внутренним избыточным давлением, осуществляют регистрацию температурного поля его поверхности, например, с помощьютепловизионной установки, и проводят анализ температурного поля, при наличии аномалий температурного поля делают вывод о наличии дефектов и необходимости ремонта, а при их отсутствии - заключение о удовлетворительном техническом состоянии сосуда.
По результатам регистрации температурного поля сосуда строят дефектограмму, производят идентификацию дефектов, определяют их координаты и характеристики.
Устанавливают поле обзора тепловизионнлой аппаратуры большее, чем размеры потенциально опасных участков на поверхности исследуемого сосуда.
Среду перед подачей в сосуд нагревают до температуры, превышающей температуру поверхности сосуда на величину не менее разрешающей способности тепловизионной аппаратуры.
Среду перед подачей в сосуд охлаждают до температуры ниже температуры поверхности сосуда на величину не менее разрешающей способности тепловизионной аппаратуры
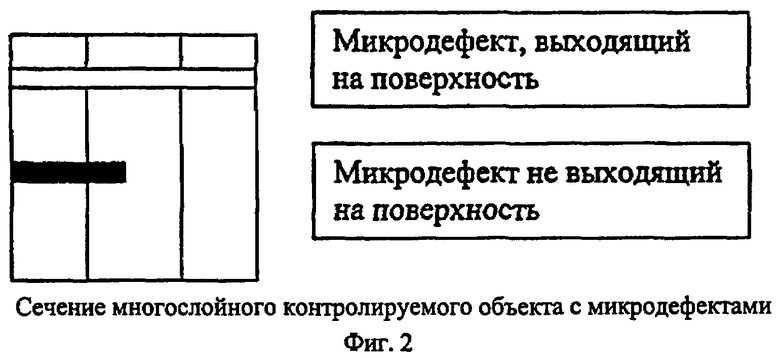
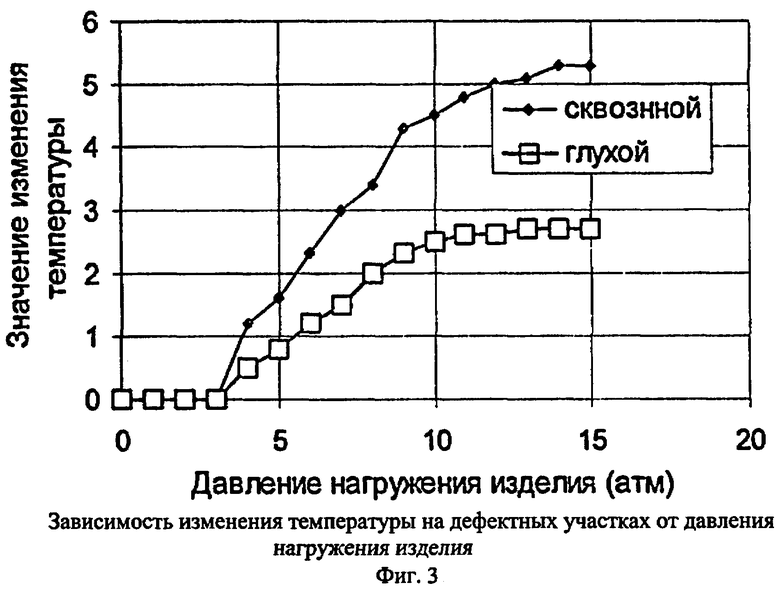
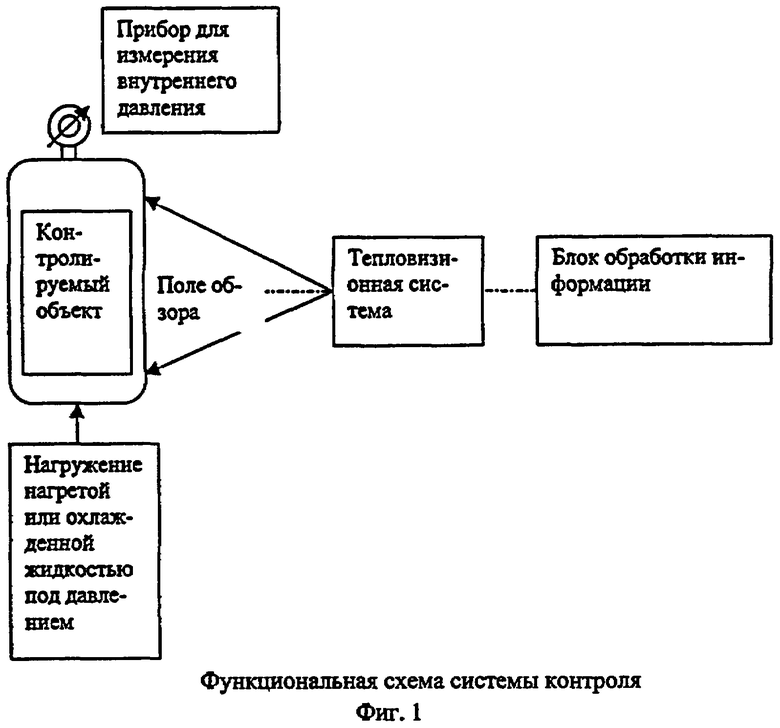
Сущность изобретения иллюстрируется чертежами, где на фиг.1 представлена функциональная схема системы контроля, с помощью которой осуществляется заявленный способ, на фиг.2 - изображение сечения многослойного контролируемого объекта с микродефектами, на фиг.3 - график изменения температуры в потенциально опасных участках поверхности контролируемого объекта.
Предлагаемый способ заключается в следующем.
В процессе нагружения изделия средой - жидкостью или газом под давлением изделие “растягивается” и “раскрываются” микродефекты (трещины, поры и т.п.), нагретая или охлажденная среда через микродефекты (поры, микротрещины и т.п.) проникает на поверхность (см. фиг.2) контролируемого объекта либо проникает в поверхностный слой и создает на его поверхности участки с аномальными значениями температуры. Таким образом, создается признак участка, содержащего микродефект, влияющий на герметичность изделия.
Аномалии температурного поля будут образовываться и в том случае, когда микродефекты не выходят на поверхность изделия. Среда проникает в материал, приближается к поверхности и, не выходя на поверхность, также образует на поверхности температурные аномалии. В этом случае предлагаемый способ позволит обнаружить потенциально опасные участки изделия, которые при различных изменениях режимов эксплуатации могут привести к нарушению герметичности изделия.
Участки поверхности с температурными аномалиями регистрируются в процессе нагружения изделия тепловизионной аппаратурой и после соответствующей обработки представляются в виде дефектограммы. Обработка заключается в обнаружении аномалий на фоне шумов и помех, при необходимости, идентификации микродефектов по температурным аномалиям, определении координат и характеристик микродефектов.
При проведении тепловизионных обследований поле обзора тепловизионной аппаратуры должно превышать размеры потенциально опасных участков на поверхности, а температурная разрешающая способность должна обеспечивать обнаружение на поверхности температурные аномалии.
Для экспериментального подтверждения предлагаемого способа технической диагностики был проведен контроль в соответствии с предлагаемым способом многослойного сосуда из полимерных композиционных материалов с заложенными в нем искусственными эталонными микродефектами в виде трещин, выходящих и не выходящих на поверхность. Температура воды, которой осуществлялось нагружение изделия, составляла 40°С, температура объекта - 25°С. Т.е. разница температур составляла 15°. Функциональная схема системы контроля приведена на фиг.1, сечение объекта с микродефектами на фиг.2.
График изменения температуры в потенциально опасных участках поверхности (в местах искусственных дефектов) для одного из экспериментов (всего было проведено более 50 экспериментальных исследований на различных типах объектов) приведен на фиг.3.
Для осуществления заявленного изобретения использовалась тепловизионная система, описанная в книге О.Н.Будадин и др., Тепловой неразрушающий контроль изделий. - Москва: Наука, 2002. Методика анализа температурных полей и идентификации дефектов описана там же, см. стр. 146-160, 305, 399. Проведенные экспериментальные исследования показали, что предлагаемый способ контроля обеспечивает наряду с диагностикой технического состояния герметичности объектов по стандартной существующей методике, достоверное обнаружение микродефектов в процессе контроля. В дальнейшем эта информация была использована для целенаправленного ремонта изделий. Это позволило снизить процент брака изделий, существенно повысить их качество и получить значительный экономический эффект на предприятии изготовителе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕПЛОВОГО КОНТРОЛЯ НАДЕЖНОСТИ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПО АНАЛИЗУ ВНУТРЕННИХ НАПРЯЖЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2506575C1 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ ОРТОПЕДИЧЕСКОЙ КОРРЕКЦИИ СТОПЫ | 2007 |
|
RU2357705C2 |
| СПОСОБ ТЕПЛОВОГО КОНТРОЛЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ И ДЕФЕКТОВ КОНСТРУКЦИЙ | 2007 |
|
RU2383009C2 |
| Способ теплового контроля состояния объекта | 2020 |
|
RU2751122C1 |
| СПОСОБ ЭЛЕКТРОСИЛОВОЙ ТЕРМОГРАФИИ ПРОСТРАНСТВЕННЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2690033C1 |
| СПОСОБ ДИАГНОСТИКИ СОСУДИСТОЙ ПАТОЛОГИИ ПУТЕМ АКТИВНОГО ТЕРМОЛОКАЦИОННОГО ЗОНДИРОВАНИЯ | 2009 |
|
RU2428102C1 |
| Способ теплового контроля композитных материалов | 2016 |
|
RU2616438C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2171469C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ТЕРМОТОМОГРАФИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2686498C1 |
| СПОСОБ ТЕПЛОВОГО КОНТРОЛЯ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2537520C1 |
Изобретение относится к способам контроля технического состояния замкнутых полостей изделий, в частности сосудов, работающих под избыточным внутренним давлением. Изобретение направлено на обеспечение выявления местоположения дефектов и микродефектов. Способ диагностики технического состояния сосудов, работающих под избыточным внутренним давлением, включает нагружение сосуда внутренним давлением посредством подачи в него среды под давлением. Перед подачей в контролируемый сосуд среды измеряют температуру поверхности сосуда, среду нагревают до температуры, превышающей температуру поверхности сосуда на величину не менее температурной разрешающей способности тепловизионной аппаратуры, или охлаждают до температуры, ниже температуры его поверхности на величину не менее температурной разрешающей способности тепловизионной аппаратуры. После нагружения сосуда внутренним избыточным давлением осуществляют регистрацию температурного поля его поверхности с помощью тепловизионной аппаратуры и проводят анализ температурного поля. При наличии аномалий температурного поля делают вывод о наличии дефектов и необходимости ремонта, а при их отсутствии - заключение об удовлетворительном техническом состоянии сосуда. 4 з.п. ф-лы, 3 ил.
| RU 2089866 C1, 10.09.1997.SU 1712852 A1, 15.02.1992.RU 98110986 A, 27.03.2000.Неразрушающий контроль и диагностика | |||
| Справочник/Под редакцией В.В.Клюева | |||
| - М.: Машиностроение, 1995, с | |||
| Саморазгружающаяся платформа | 1922 |
|
SU385A1 |

