Изобретение относится к средствам для маркировки торцевых крышек емкостей для напитков и пищевых продуктов при помощи лазерного луча, в том числе идентификационным или верификационным двумерным штриховым кодом, на предварительно определенных частях каждой торцевой крышки, и может быть использовано преимущественно в пищевой промышленности.
Известна установка для лазерной маркировки различных объектов, содержащая последовательно установленные узел загрузки маркируемых объектов в установку, узел подачи их на средство для перемещения отдельных маркируемых объектов на маркировку и последующую выгрузку, узел лазерного маркиратора, узел маркируемых объектов выгрузки из установки (Патент РФ 2674194, МПК B41J 2/44, опубл. 26.04.2018).
Известная установка не может обеспечить качественную лазерную маркировку неориентированных маркируемых объектов ввиду отсутствия как возможности позиционирования этих объектов в необходимое для качественной лазерной маркировки положение, так и возможности формирования лазерного луча и его наведения на поверхность маркировки, обеспечивающего наведение лазерного луча в требуемом направлении относительно поверхности маркировки.
Наиболее близкой по технической сущности к предлагаемой является установка для лазерной маркировки торцевых крышек емкостей для напитков и пищевых продуктов, содержащая последовательно установленные узел загрузки стопки крышек в установку, узел разделения стопки крышек на отдельные крышки и подачи их на средство для перемещения отдельных крышек на маркировку и последующую выгрузку, узел лазерного маркиратора со средствами ориентирования торцевых крышек путем изменения их положения, узел отбраковки, выполненный с возможностью контроля качества маркировки и отделения крышек, несоответствующих заданным критериям качества, узел сборки крышек в стопки и выгрузки из установки (Патент РФ № 2707302, МПК B65D 17/00, опубл. 04.10.2019).
К недостаткам известного устройства можно отнести необходимость использования сложного устройства для ориентирования торцевых крышек, а также недостаточную эффективность функционирования отдельных узлов, входящих в состав установки.
Предлагаемое изобретение направлено на решение технической проблемы и достижение технического результата, состоящего в повышении качества лазерной маркировки за счет обеспечения наиболее эффективного воздействия луча лазера на области нанесения маркировки, имеющие различную ориентацию, а также в повышении эффективности функционирования установки в целом за счет более эффективного выполнения отдельных узлов установки.
Данный технический результат достигается тем, что в установке для лазерной маркировки торцевых крышек емкостей для напитков, содержащей последовательно установленные узел загрузки стопки крышек в установку, узел разделения стопки крышек на отдельные крышки и подачи их на средство для перемещения отдельных крышек на маркировку и последующую выгрузку, узел лазерного маркиратора, узел сборки крышек в стопки и выгрузки из установки, узел лазерного маркиратора выполнен содержащим блок управления лазерным маркиратором и связанные с ним импульсный источник лазерного излучения, оптическое средство формирования лазерного луча и его наведения на поверхность маркировки крышки, модуль обнаружения и модуль определения скорости перемещения крышки, при этом узел лазерного маркиратора также содержит модуль определения ориентации крышки, выполненный в виде камеры машинного зрения, связанной с блоком управления модуля определения ориентации, соединенным также с дополнительным модулем обнаружения, и направленных на крышку источников освещения, причем блок управления лазерным маркиратором выполнен с возможностью по сигналу, сформированному блоком управления модуля определения ориентации, выработки управляющего сигнала на оптическое средство формирования лазерного луча и его наведения на поверхность маркировки крышки, обеспечивающего наведение лазерного луча в требуемом направлении относительно поверхности маркировки крышки.
Снабжение узла лазерного маркиратора модулем определения ориентации крышек, выполненным в виде камеры машинного зрения, связанной с блоком управления модуля определения ориентации, и направленных на крышку источников освещения, при том, что блок управления лазерного маркиратора связан с блоком управления модуля определения ориентации и выполнен с возможностью воздействия по сигналу, сформированному камерой машинного зрения, выработки управляющего сигнала на оптическое средство формирования лазерного луча и его наведения на поверхность маркировки крышки, обеспечивающего наведение лазерного луча в требуемом направлении относительно поверхности маркировки, позволяет повысить качество лазерной маркировки за счет обеспечения наиболее эффективного воздействия луча лазера в требуемом направлении на поверхности маркировки крышек, имеющих различную ориентацию. Это обусловлено тем, что при использовании описанных выше технических средств имеется возможность точного определения ориентации крышки и изменения направления лазерного луча в оптимальном для эффективной маркировки крышки направлении, в зависимости от изменения ориентации каждой крышки. При этом камера машинного зрения обеспечивает высокое качество визуальной инспекции, высокую скорость работы с увеличением оборота, возможность непрерывной работы и точность повторяемых измерений, и ее использование неизвестно в аппаратурном оформлении лазерной маркировки движущихся неориентированных крышек.
Снабжение узла лазерного маркиратора дополнительным модулем обнаружения, связанным с блоком управления модулем определения ориентации крышки, также обеспечивает достижение указанного технического результата за счет того, что при этом обеспечивается своевременное подключение и функционирование модуля определения ориентации крышки, что, соответственно, позволяет точно определить ориентацию крышки и учесть ее как при формирования лазерного луча, так и при его оптимальном наведении на поверхность маркировки крышки, и таким образом осуществить эффективную лазерную маркировку.
Предпочтительное выполнение узла загрузки стопки крышек в установку в виде закрытого/открытого желоба, который может быть снабжен вибродвигателем, позволяет обеспечить надежную загрузку стопки крышек (с одновременным предварительным отделением крышек друг от друга в стопке за счет вибрации или гравитационного перемещения) и ее перемещение к узлу разделения стопки крышек на отдельные крышки, что повышает эффективность функционирования данного узла и, соответственно, установки в целом.
Предпочтительное выполнение узла разделения стопки крышек на отдельные крышки в виде шнекового разделителя позволяет со свойственной такому разделителю эффективностью осуществить разделение стопки крышек на отдельные крышки и, таким образом, обеспечить достижение технического результата.
Предпочтительное выполнение узла сборки крышек в стопки и выгрузки из установки в виде закрытого/открытого желоба с подключенной к нему системой вакуумного подсоса повышает эффективность функционирования данного узла и, соответственно, установки в целом, за счет того, что при такой сборке обеспечивается равномерное размещение крышек в стопках и, соответственно, получение одинаковых стопок.
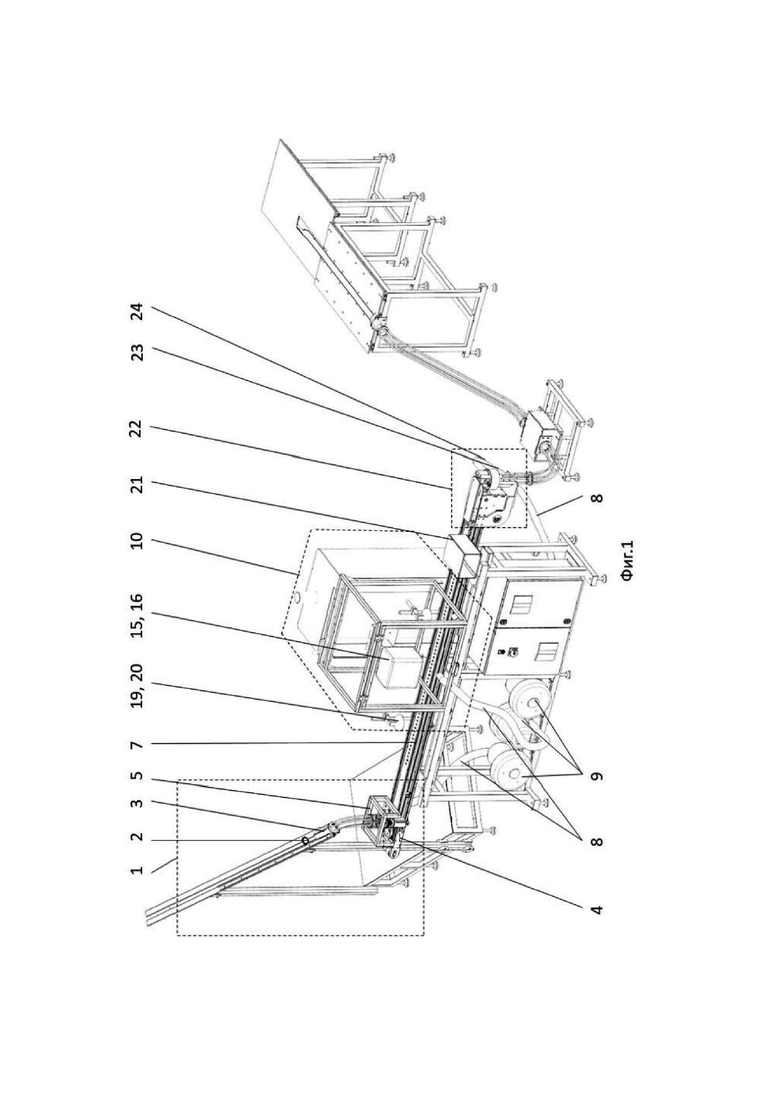
На Фиг.1 схематично представлен общий вид установки для лазерной маркировки торцевых крышек емкостей для напитков;
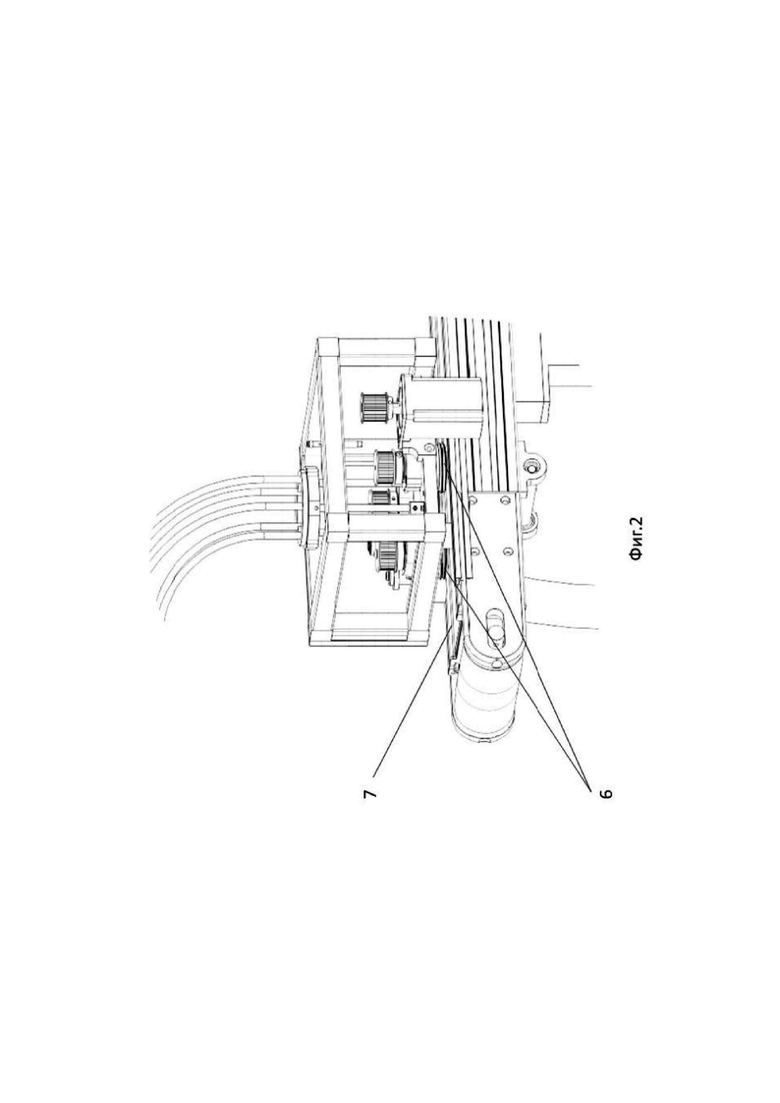
на Фиг.2 - фрагмент установки в области шнекового разделителя;
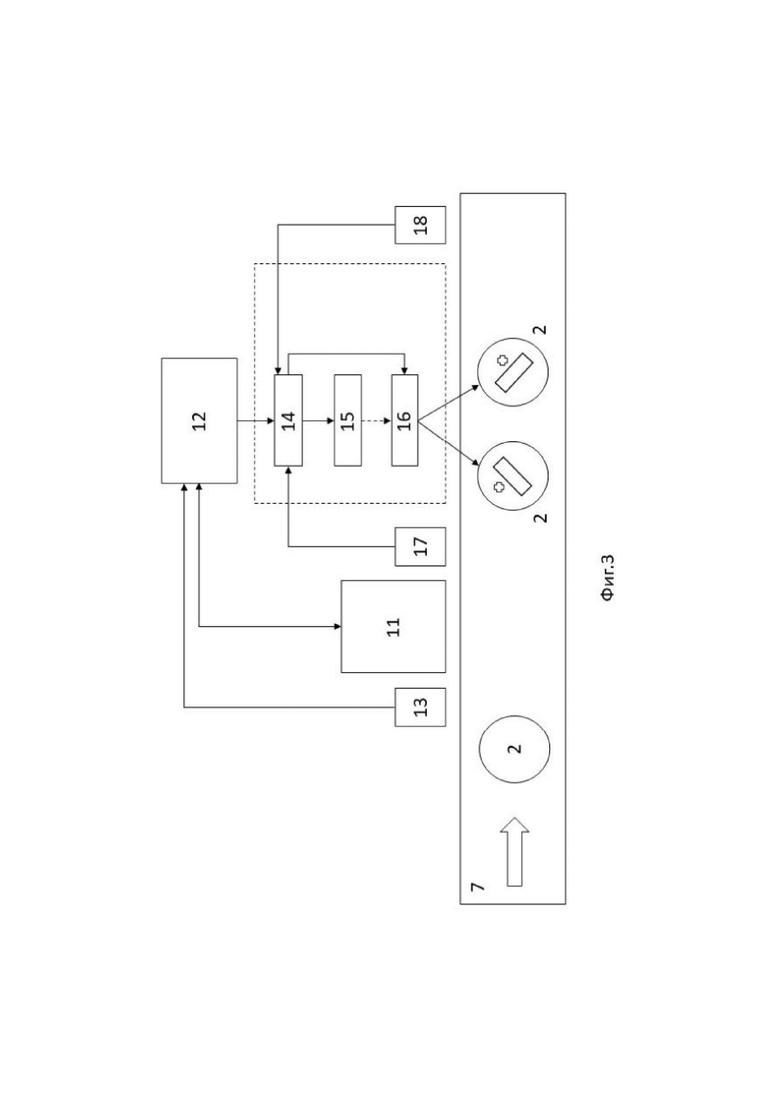
на Фиг.3 - блок-схема узла лазерного маркиратора;
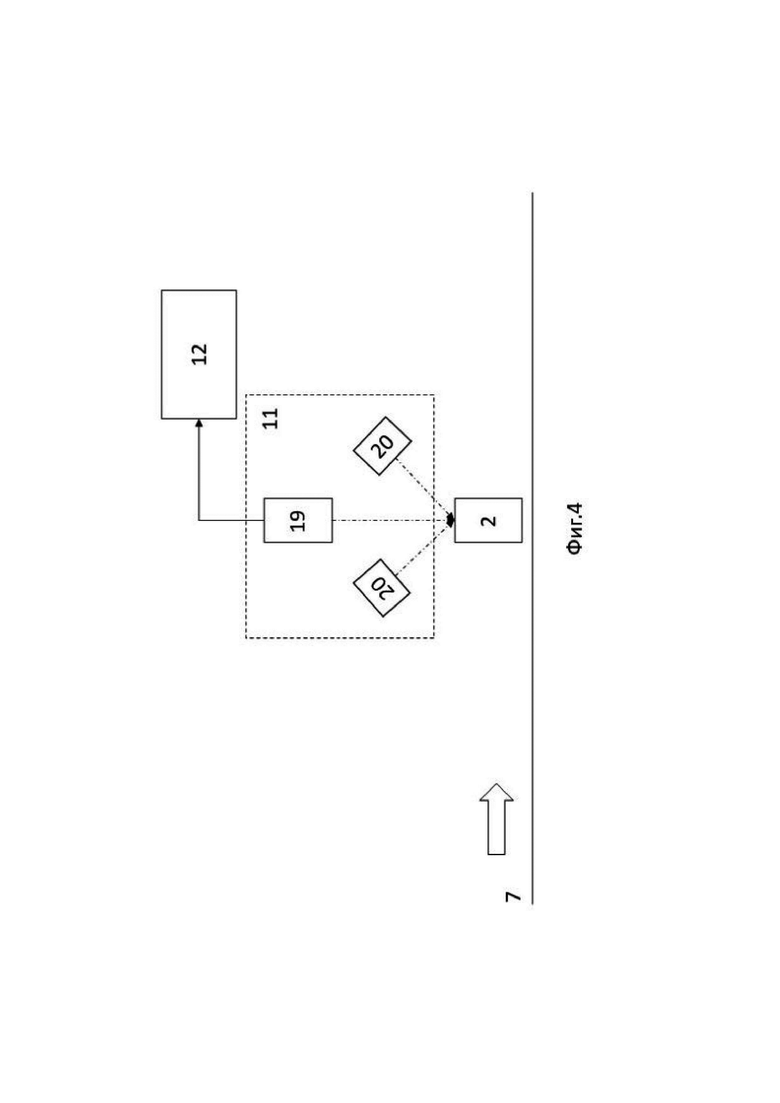
на Фиг.4 - блок-схема модуля определения ориентации крышек.
Установка для лазерной маркировки торцевых крышек емкостей для напитков содержит узел 1 загрузки стопки крышек 2 в установку, выполненный в виде открытого или закрытого желоба 3, который может быть снабжен вибродвигателем 4. Стопка крышек загружается в желоб 3 оператором в горизонтальном или наклонном положении и перемещается в желобе 2, вибрирующем под действием вибродвигателя 4, или под действием гравитации к узлу 5 разделения стопки крышек на отдельные крышки.
Узел 5 разделения стопки крышек на отдельные крышки выполнен в виде шнекового разделителя, то есть в качестве разделителя используется шнек 6, который входит в зацепление с кромочной частью передней в стопке крышки 2 и отделяет от стопки крышку 2, которая затем поступает на ленточный конвейер (см. Фиг.2).
Средство для перемещения отдельных крышек на маркировку и последующую выгрузку может быть выполнено, например, в виде перфорированного ленточного конвейера 7, снабженного системой вакуумного присасывания крышек 2 для предотвращения их колебаний или непроизвольных смещений. Система вакуумного присасывания крышек может содержать одну или несколько вакуумных камер 8, вакуум в которых поддерживается путем отсоса воздуха вентилятором или насосом 9.
Узел 10 лазерного маркиратора (см. Фиг.3) содержит модуль 11 определения ориентации крышки, связанный с блоком 12 управления модуля определения ориентации, к которому подсоединен дополнительный модуль 13 обнаружения крышки 2. Узел 10 лазерного маркиратора также включает в себя блок 14 управления лазерным маркиратором (компьютер, ЭВМ с соответствующим программным обеспечением) и связанные с ним импульсный источник 15 лазерного излучения, например, иттербиевый (волоконный) импульсный лазерный излучатель, и оптическое средство 16 формирования лазерного луча и его наведения на поверхность маркировки крышки, например, двухосевой сканатор. К блоку 14 управления лазерным маркиратором подсоединены модуль 17 обнаружения и модуль 18 определения скорости перемещения крышки, а также блок 12 управления модуля определения ориентации. Модуль 11 определения ориентации крышки выполнен (см. Фиг.4) в виде камеры 19 машинного зрения (см. https://www.cameraiq.ru/faq/mashinnoe-zrenie-tipy-kamer-i-primenenie/), связанной с блоком 12 управления модуля определения ориентации, и направленных на крышку 2 источников 20 освещения.
Также установка может содержать узел 21 отбраковки, выполненный с возможностью контроля качества маркировки и отделения крышек, не соответствующих заданным критериям качества, который может быть выполнен в любой известной конструкции, например, содержать видеокамеру с анализатором изображения, сигнал от которого на отбраковку определенной крышки 2 поступает на устройство для выталкивания этой крышки с конвейера 7 (не показано).
Узел 22 сборки крышек в стопки и выгрузки из установки выполнен в виде желоба 23 с подключенной к нему системой 24 вакуумного подсоса в виде вакуумных присасывающих устройств, при помощи которых отдельные крышки 2 складываются в стопки и затем выгружаются оператором из установки с последующей их упаковкой для транспортировки.
Предлагаемая установка для лазерной маркировки торцевых крышек емкостей для напитков и пищевых продуктов работает следующим образом.
Обычно торцевые крышки 2 емкостей для напитков и пищевых продуктов поступают на маркировку в виде стопки таких крышек, которая подается оператором в узел 1 загрузки стопки крышек в установку в горизонтальном положении на желоб 3. Стопка крышек 2 перемещается на вибрирующем под действием вибродвигателя 4 желобе 3 или под действием гравитации к узлу 5 разделения стопки крышек на отдельные крышки 2 и при этом одновременно с перемещением в стопке происходит предварительное отделение крышек 2 друг от друга.
Затем стопка крышек поступает в узел 5 разделения стопки крышек на отдельные крышки в виде шнекового разделителя, в котором в качестве разделителя используется шнек 6, который входит в зацепление с кромочной частью передней в стопке крышки 2 и отделяет от стопки крышку 2, которая затем поступает на ленточный конвейер 7.
Поступившие на перфорированный ленточный конвейер 7 отдельные крышки 2 перемещаются и подаются на маркировку в узел 10 лазерного маркиратора. При этом, за счет использования системы вакуумного присасывания крышек 2 обеспечивается предотвращение колебаний крышек 2 и их непроизвольные нежелательные смещения на ленточном конвейере 7.
Первоначально при этом дополнительный модуль 13 обнаружения крышки фиксирует наличие крышки 2 и подает соответствующий сигнал в блок 12 управления модуля определения ориентации, который в свою очередь направляет управляющий сигнал на подключение модуля 11 определения ориентации крышки, который затем производит определение такой ориентации по какому-либо из параметров или характеристик крышки 2, например, по углу отклонения α поверхности для нанесения маркировки от оси перпендикулярной оси движения, (посредством камеры 19 машинного зрения, которая осуществляет видеофиксацию изображения крышки 2, подсвечиваемой источниками 20 освещения (см. Фиг.3), и передает соответствующую информацию, например, в виде цифровых данных, в блок 12 управления модуля определения ориентации. Данная информация поступает в блок 14 управления лазерным маркиратором, который по результатам обработки информации об ориентации маркируемого объекта вырабатывает соответствующий управляющий сигнал в оптическое средство 16 формирования лазерного луча и его наведения на поверхность маркировки, на основе которого осуществляется настройка оптического средства 16, которая обеспечивала бы формирование, например, фокусировку и отклонение луча импульсного источника 15 лазерного излучения, например, в соответствии с указанным выше углом отклонения α в требуемом направлении относительно поверхности маркировки крышки 2. После фиксации модулем 17 обнаружения крышки наличия крышки 2 в зоне предполагаемого воздействия лазерным излучением блок 14 управления лазерным маркиратором вырабатывает, с учетом скорости крышки 2 по данным от модуля 18 определения скорости перемещения крышки, соответствующие управляющие сигналы в импульсный источник 15 лазерного излучения, лазерный луч которого, проходя через оптическое средство 16 формирования лазерного луча и его наведения на поверхность маркировки крышки 2, направляется в оптимальном направлении для осуществления эффективной лазерной маркировки и производит маркировку, например, информационного или верификационного двумерного штрихового кода.
На Фиг.2 пунктирной линией, направленной от импульсного источника 15 лазерного излучения к оптическому средству 16 формирования лазерного луча и его наведения на поверхность маркировки и затем крышки 2, условно показаны возможные направления лазерного луча при различных ориентациях крышки 2.
После лазерной маркировки крышки 2 поступают в узел 21 отбраковки, в котором осуществляется контроль качества маркировки с последующим отделением крышек 2, несоответствующих заданным критериям качества. Контроль может осуществляться, например, при помощи видеокамеры с анализатором изображения, сигнал от которого на отбраковку определенной крышки 2 поступает на устройство для выталкивания этой крышки с конвейера 7, которое сбрасывает некондиционные крышки, например, в сборник (не показаны).
В завершение всего процесса маркировки отдельные крышки 2 поступают в узел 22 сборки крышек в стопки на желобе 23 при помощи вакуумных присасывающих устройств 24, при помощи которых отдельные крышки 2 захватываются и последовательно складываются в стопки, которые затем выгружаются оператором из установки с последующей их упаковкой для транспортировки. Если выгрузка крышек из установки осуществляется россыпью, то конструкция предусматривает лоток для сброса отмаркированной крышки с конвейера маркиратора в транспортные короба или другую упаковку (не показаны).
Предлагаемая установка для лазерной маркировки торцевых крышек емкостей для напитков позволяет повысить качество лазерной маркировки за счет обеспечения наиболее эффективного воздействия луча лазера на области нанесения маркировки, имеющие различную ориентацию, а также в обладает высокой эффективностью при ее функционировании за счет более эффективного выполнения отдельных узлов установки.
Изобретение относится к области лазерной маркировки. В установке для лазерной маркировки торцевых крышек емкостей для напитков и пищевых продуктов, содержащей последовательно установленные узел загрузки стопки крышек, узел разделения стопки на отдельные крышки и подачи их на средство перемещения на маркировку и последующую выгрузку, узел лазерного маркиратора, узел сборки крышек в стопки и выгрузки из установки, узел маркиратора содержит блок управления маркиратором, импульсный лазерный источник, оптическое средство формирования и наведения лазерного луча, модуль обнаружения и модуль определения скорости перемещения крышки, при этом узел маркиратора содержит модуль определения ориентации крышки в виде камеры машинного зрения с блоком управления модуля определения ориентации, соединенным с дополнительным модулем обнаружения, и направленных на крышку источников освещения, причем блок управления маркиратором выполнен с возможностью по сигналу, от блока управления модуля определения ориентации, выработки управляющего сигнала на оптическое средство формирования и наведения лазерного луча, обеспечивающего наведение лазерного луча в требуемом направлении относительно поверхности маркировки крышки. Технический результат - повышение качества лазерной маркировки и эффективности функционирования установки. 4 з.п. ф-лы, 4 ил.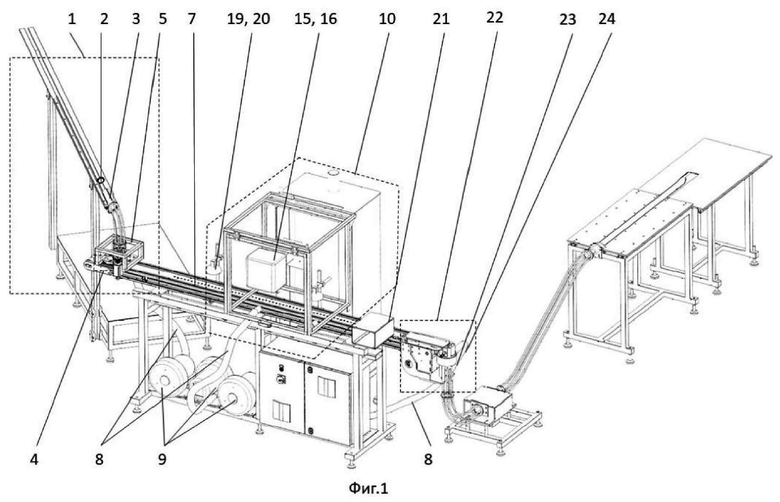
1. Установка для лазерной маркировки торцевых крышек емкостей для напитков и пищевой продукции, содержащая последовательно установленные узел загрузки стопки крышек в установку, узел разделения стопки крышек на отдельные крышки и подачи их на средство для перемещения отдельных крышек на маркировку и последующую выгрузку, узел лазерного маркиратора, узел сборки крышек в стопки или россыпью при выгрузке из установки, отличающаяся тем, что узел лазерного маркиратора выполнен содержащим блок управления лазерным маркиратором и связанные с ним импульсный источник лазерного излучения, оптическое средство формирования лазерного луча и его наведения на поверхность маркировки крышки, модуль обнаружения и модуль определения скорости перемещения крышки, при этом узел лазерного маркиратора также содержит модуль определения ориентации крышки, выполненный в виде камеры машинного зрения, связанной с блоком управления модуля определения ориентации, соединенным также с дополнительным модулем обнаружения, и направленных на крышку источников освещения, причем блок управления лазерным маркиратором выполнен с возможностью по сигналу, сформированному блоком управления модуля определения ориентации, выработки управляющего сигнала на оптическое средство формирования лазерного луча и его наведения на поверхность маркировки крышки, обеспечивающего наведение лазерного луча в требуемом направлении относительно поверхности маркировки крышки.
2. Установка для лазерной маркировки торцевых крышек емкостей для напитков и пищевой продукции по п.1, отличающаяся тем, что узел загрузки стопки крышек в установку выполнен в виде закрытого/открытого желоба.
3. Установка для лазерной маркировки торцевых крышек емкостей для напитков и пищевой продукции по п.2, отличающаяся тем, что желоб снабжен вибродвигателем.
4. Установка для лазерной маркировки торцевых крышек емкостей для напитков и пищевой продукции по п.1, отличающаяся тем, что узел разделения стопки крышек на отдельные крышки выполнен в виде шнекового разделителя.
5. Установка для лазерной маркировки торцевых крышек емкостей для напитков и пищевой продукции по п.1, отличающаяся тем, что узел сборки крышки в стопки и выгрузки из установки выполнен в виде закрытого/открытого желоба с подключенной системой вакуумного подсоса с целью равномерного размещения крышек в стопках и получения одинаковых стопок.
| CN 207190553 U, 06.04.2018 | |||
| CN 205905562 U, 25.01.2017 | |||
| CN 105935666 A, 14.09.2016 | |||
| US 6180914 B1, 30.01.2001 | |||
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОРИЕНТИРОВАНИЯ ТОРЦЕВОЙ КРЫШКИ ЕМКОСТИ ДЛЯ НАПИТКОВ И НАНЕСЕНИЯ ЗНАКОВ В ПРЕДВАРИТЕЛЬНО ОПРЕДЕЛЕННОМ МЕСТЕ | 2016 |
|
RU2707302C2 |
| Газовая печь непрерывного действия с наклонным или горизонтальным подом для обработки железной руды и других материалов | 1948 |
|
SU127669A1 |
