Изобретение относится к способам нанесения изображений, в том числе декоративных, маркировочных, защитных и др., на поверхность различных изделий и может быть использовано для горячего тиснения фольгой изделий из различных типов микрогофрокартона.
Известен способ горячего тиснения фольгой изделий из пластмассы для их маркировки [1], заключающийся в двухстадийной обработке изделия. На первой стадии фольгу с небольшим усилием прижимают к изделию и прогревают в течение нескольких секунд, а на второй стадии увеличивают усилие прижима до рабочего. Для тиснения изделий на основе бумаги нет необходимости в таком двухстадийном процессе.
Известен способ горячего тиснения фольгой изделий из различных материалов, в том числе бумаги и картона [2], заключающийся в изготовлении клише, монтаже его на печатном прессе, нагревании клише и давлении прессом с клише на поверхность изделия через фольгу. Непосредственное перенесение данного способа на случай тиснения фольгой микрогофрокартона не позволяет получить качественный результат.
Техническим результатом изобретения является получение качественного изображения на различных типах микрогофрокартона.
Указанный технический результат достигается тем, что в способе горячего тиснения фольгой изделий из бумаги, заключающемся в изготовлении клише, монтаже его на печатном прессе, нагревании клише и давлении прессом с клише на поверхность изделия через фольгу, в качестве материала изделия выбирают микрогофрокартон, клише изготавливают с высотой рабочего профиля, превышающей толщину материала изделия на 10-50%, при этом клише нагревают до 110-180°С, а давление осуществляют с усилием 20-120 кг/см2.
Клише, используемое при горячем тиснении фольгой, представляет собой печатную форму, в которой печатающие элементы приподняты, а пробельные элементы опущены. Разница в высоте между печатающими и пробельными элементами невелика и при тиснении таким клише микрогофрокартона, толщина которого больше указанной разницы, полученное изображение некачественно, так как фольга наносится на изделие как печатающими, так и пробельными элементами клише. Изготовление клише по изобретению устраняет указанный недостаток.
Клише изготавливают методом фрезерования или травления из цинка, латуни, бронзы, магния и др. металлов, а также из фотополимеров. Высота рабочего профиля клише выбирается больше толщины микрогофрокартона на 10-50%. Если высота рабочего профиля клише превышает толщину микрогофрокартона меньше, чем на 10%, то, как было указано выше, тиснение получается некачественным. Если высота рабочего профиля клише превышает толщину микрогофрокартона больше, чем на 50%, то возникают технологические трудности изготовления такого клише, связанные с механической обработкой или травлением рабочего профиля клише. Кроме того, возникает опасность разрыва одного из слоев микрогофрокартона при тиснении.
Диапазон температур нагрева клише кроме типа применяемой для тиснения фольги и ее свойств определяется качеством получаемого оттиска. При слишком низких температурах слои фольги плохо закрепляются на микрогофрокартоне, а при слишком высоких температурах повреждается клеевой слой фольги, снижается качество тиснения и глянец фольги. Экспериментально показано, что для микрогофрокартона диапазон температур 110-180°С является оптимальным для всех типов используемых на настоящее время микрогофрокартона и фольги.
Давление, оказываемое прессом с клише во время тиснения микрогофрокартона, влияет на качество тиснения аналогичным образом, то есть при слишком низких давлениях получается неполная укрывистость оттиска, а при слишком высоких давлениях нечеткое тиснение по краям оттиска. Экспериментально показано, что для микрогофрокартона диапазон давлений 20-120 кг/см2 является оптимальным для всех типов используемых на настоящее время микрогофрокартона и фольги.
Клише по изобретению могут устанавливаться на различные печатные прессы для горячего тиснения фольгой. Выбор печатного пресса в основном определяется тиражом изготавливаемых изделий. Это могут быть ручные прессы для малых тиражей или, с увеличением тиража, тигельные прессы, плоскопечатные прессы, ротационные прессы. Время горячего тиснения фольгой определяется в основном типом фольги и составляет доли секунды.
Таким образом, изобретение позволяет решить задачу горячего тиснения микрогофрокартона фольгой. Данная задача является актуальной, так как микрогофрокартон различных типов все чаще используется для изготовления упаковки. Упаковка из микрогофрокартона получается легкой и достаточно прочной, хорошо защищает находящийся внутри нее товар, так как благодаря многослойности меньше повреждается. Кроме того, микрогофрокартон идеально подходит для упаковки небольших по размерам товаров. В настоящее время промышленностью освоен выпуск различных типов микрогофрокартона малой толщины (типы Е, F и G).
“Микроволны” позволяют склеивать из такого материала даже очень маленькие коробки. Для получения таких же коробок из обычного картона приходится брать тонкие сорта (склеить маленькую коробку из толстого картона сложно), а коробка из обычного тонкого картона выглядит не очень презентабельно и легко деформируется. В настоящее время микрогофрокартон, как и обычные виды картона и бумаги, можно запечатать сколь угодно яркими красками (например, офсетным или флексографским способами), а также тиснить фольгой по изобретению, что привлечет еще большее внимание к фирменному товару.
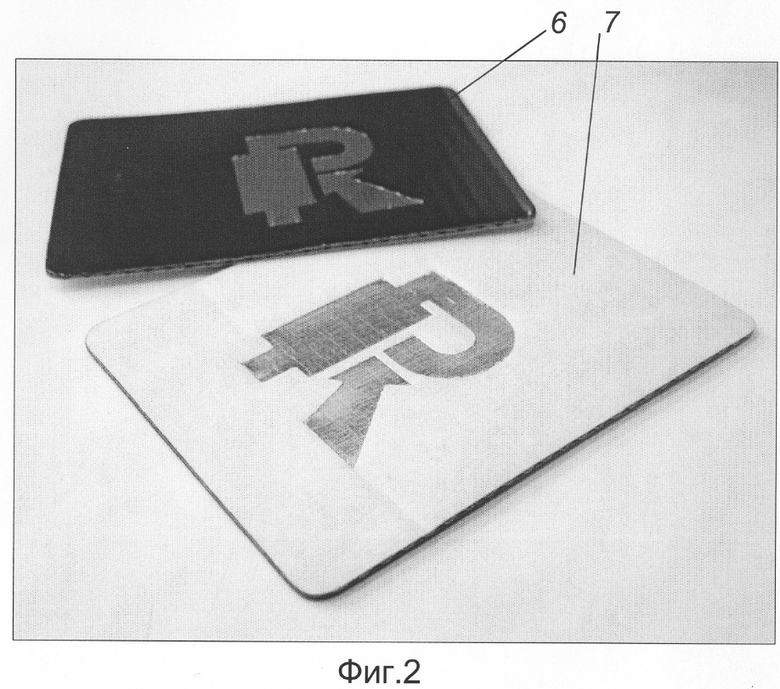
Способ горячего тиснения фольгой представлен на фиг.1-2, при этом на фиг.1 показана схема устройства для реализации способа, на фиг.2 - образцы тиснения микрогофрокартона, где:
1 - клише,
2 - нагреваемая плита пресса,
3 - изделие из микрогофрокартона,
4 - прижимная плита пресса,
5 - полиграфическая фольга,
6 - образец с тиснением по лицевой стороне микрогофрокартона,
7 - образец с тиснением по обратной стороне микрогофрокартона.
Для реализации способа использовался тигельный пресс БПП-75. Клише 1 устанавливалось на неподвижную нагреваемую плиту 2, изделие из микрогофрокартона 3 - на подвижную прижимную плиту (тигель) 4. Фольга 5 помещалась на подающий вал, протягивалась перед клише и закреплялась на приемном валу. Устройство пресса позволяло регулировать температуру клише и усилие прижатия (давление) прижимной плиты (тигеля). Клише изготавливалось методом фрезерования из латуни с высотой рабочего профиля Н=2 мм. Использовалась полиграфическая фольга для горячего тиснения “под золото” типа Luxor GTS-220 фирмы Leonhard KURZ, Германия. Для тиснения использовался трехслойный кашированный микрогофрокартон типа Е толщиной h=1,7 мм. Результаты тиснения представлены на фиг.2, где показаны образец 6 с тиснением по лицевой стороне микрогофрокартона и образец 7 с тиснением по обратной стороне микрогофрокартона.
Таким образом, способ по изобретению позволяет получить качественное изображение на поверхности изделий из микрогофрокартона путем тиснения фольгой. В условиях растущей потребности рынка в разнообразной упаковке решение задачи создания упаковки из микрогофрокартона с эффектными декоративными изображениями является весьма актуальной. Тиснение фольгой позволяет сделать упаковку более яркой и броской, придает ей большую объемность, чего нельзя добиться только сочетанием красок. Тиснение специальными видами фольги (магнитной, голографической и др.) позволит обеспечить упаковку и товар дополнительной защитой от подделки.
Источники информации
1. А.с. SU №1110672, кл. В 44 С 1/24, 02.06.81.
2. Гольман И.А. Рекламное планирование. Рекламные технологии. Организация рекламной деятельности. М., Гелла-принт, 1996, с.141-143 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячего тиснения фольгой изделий из бумаги | 2018 |
|
RU2684320C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОБРАЖЕНИЯ НА ПОВЕРХНОСТЬ ПРОИЗВОЛЬНОЙ ФОРМЫ | 2000 |
|
RU2185289C2 |
| ПЕЧАТНАЯ ФОРМА И СПОСОБ ИЗГОТОВЛЕНИЯ ДАННОЙ ФОРМЫ | 2001 |
|
RU2207959C1 |
| Способ горячего тиснения фольгой | 1992 |
|
SU1831436A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИШЕ ДЛЯ ТИСНЕНИЯ | 2016 |
|
RU2624717C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИСНЕНОЙ ПЛАТИНКИ | 2007 |
|
RU2417896C2 |
| ПОВЕРХНОСТЬ, ИМЕЮЩАЯ ИЗМЕНЯЕМЫЙ ЦИФРОВОЙ ОТТИСК С ПРИВОДКОЙ | 2013 |
|
RU2642767C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНОЙ ПРОДУКЦИИ И ПЕЧАТНАЯ ПРОДУКЦИЯ | 2011 |
|
RU2483933C1 |
| НОВАЯ МАРКИРОВКА И СПОСОБ ЕЕ ВЫПОЛНЕНИЯ | 2006 |
|
RU2405878C2 |
| СПОСОБ ОФОРМЛЕНИЯ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ | 1999 |
|
RU2174070C2 |
Способ горячего тиснения фольгой для повышения качества изображения заключается в том, что в качестве материала изделия выбирают микрогофрокартон, клише изготавливают с высотой рабочего профиля, превышающей толщину материала изделия на 10-50%. 2 ил., 1 табл.

Способ горячего тиснения фольгой изделий из бумаги, заключающийся в изготовлении клише, монтаже его на печатном прессе, нагревании клише и давлении прессом с клише на поверхность изделия через фольгу, отличающийся тем, что в качестве материала изделия выбирают микрогофрокартон, клише изготавливают с высотой рабочего профиля, превышающей толщину материала изделия на 10-50%, при этом клише нагревают до 110-180°С, а давление осуществляют с усилием 20-120 кг/см2.
| ГОЛЬМАН И.А., РЕКЛАМНОЕ ПЛАНИРОВАНИЕ | |||
| РЕКЛАМНЫЕ ТЕХНОЛОГИИ | |||
| ОРГАНИЗАЦИЯ РЕКЛАМНОЙ ДЕЯТЕЛЬНОСТИ | |||
| - М.: ГЕЛЛА-ПРИНТ, 1996, C.141-143 | |||
| Бункер-накопитель плодов | 1985 |
|
SU1303069A1 |
| US 4240869 А, 23.12.1980 | |||
| СИСТЕМА КОМПЛЕКСНОЙ ПОДГОТОВКИ ПРОДУКЦИИ СКВАЖИН | 2004 |
|
RU2331454C2 |
| Вентиляционный люк крыши транспортного средства | 1985 |
|
SU1263554A1 |

