Область техники
Изобретение относится, в общем, к области панелей с декоративной износостойкой поверхностью, предпочтительно - панелей пола и стен. Изобретение относится к строительным панелям с такими декоративными поверхностями и к способам изготовления, предназначенным для изготовления таких панелей.
Область применения
Варианты осуществления изобретения пригодны, в частности, для использования в полах, которые можно формировать из панелей пола, содержащих сердцевину, декоративный слой и прозрачный износостойкий слой поверх декоративного слоя. Поэтому нижеследующее описание известного способа, проблем известных систем, а также задач и признаков изобретения, будет приведено в качестве неограничительного примера, ориентированного на эту область применения, в частности на настилы, похожие на обычные настилы из древесины и слоистого пластика.
Следует подчеркнуть, что варианты осуществления этого изобретения можно использовать для изготовления поверхностного слоя в панелях любого типа, например строительных панелях, таких как панели стен, потолки, а также компоненты мебели и аналогичные им компоненты. Предлагаемый способ можно использовать для формирования тисненых структур в деревянных полах, полах на основе винила, таких как так называемые полы из виниловой плитки категории «люкс» (ВПКЛ (LVT)), и в керамической плитке.
Предпосылки создания изобретения
Большинство всех полов из слоистого пластика изготавливают в соответствии со способом изготовления, обычно именуемым способом получения слоистого пластика прямого давления (СППД (DPL)). Изготовленные таким способом полы содержат сердцевину из древесноволокнистой плиты толщиной 6-12 мм, верхний декоративный поверхностный слой толщиной 0,2 мм слоистого пластика и нижний балансирующий слой толщиной 0,1-0,2 мм слоистого пластика, пластмассы, бумаги или аналогичного материала.
Поверхностный слой пола из слоистого пластика отличается тем, что его декоративные свойства и свойства износа в общем случае получаются с помощью двух отдельных слоев бумаги, уложенных один поверх другого. Декоративный слой в общем случае представляет собой печатную бумагу, а слой износа - прозрачную бумагу оверлей, которая содержит мелкие частицы оксида алюминия.
Печатную декоративную бумагу и оверлей пропитывают меламиновыми смолами и наслаивают на сердцевину из древесноволокнистой плиты высокой плотности (ДВПВП (HDF)) в крупногабаритных прессах для формования слоистых пластиков, где смола вулканизируется под действием сильного нагрева (до 160-200°C) и высокого давления, а упомянутые бумаги наслаиваются на материал сердцевины. Тисненая плита пресса образует структуру поверхности. Иногда в качестве прессуемой матрицы используют структурированную бумагу.
Полы из слоистого пластика можно также изготавливать с помощью технологии печати. Одно преимущество заключается в том, что можно избежать операции прессования и что для обеспечения декоративной износостойкой поверхности не требуются печатные бумаги.
Панели пола с поверхностью из слоистого пластика прямой печати содержат сердцевину из древесноволокнистой плиты высокой плотности (ДВПВП (HDF)) такого же типа, как СППД. Декор печатают непосредственно на сердцевину. Процесс изготовления довольно сложен и рентабелен только при очень больших объемах производства.
На первом этапе совокупность окрашенных грунтовок на водной основе и герметиков наносят на сердцевину, чтобы обеспечить адгезию к сердцевине и базовую окраску. Такое покрытие в нижеследующем тексте именуется адгезионным покрытием.
Для печати декора посредством многокрасочной печатающей машины с валиками, которые осуществляют печать непосредственно на заранее уплотненную сердцевину, используют водные типографские краски. Слой с напечатанным декором нужно защитить от износа. В некоторых случаях используют оверлей на бумажной основе, а плиту прессуют в традиционном прессе для формования слоистых пластиков. Наиболее распространенным способом достижения высокой стойкости к абразивному истиранию является использование антиабразивных УФ-герметиков, которые затем наносят на отпечаток валиками и отверждают посредством ультрафиолетового излучения. Можно также получать структурированные и синхронизированные поверхности посредством тисненых валиков. На отпечаток наносят несколько слоев. Для наращивания толщины защитного слоя используют грунтовые покрытия, а для обеспечения стойкости заключительной структуры к контактным механическим повреждениям используют покрывные покрытия. Тисненые структуры можно формировать посредством тисненых валиков, которые также могут иметь структуру, предусматривающую окружную приводку печатных цилиндров.
Технологию прямой печати можно заменить технологией цифровой печати, которая является намного быстрее переналаживаемой, так что с ее помощью можно сделать рентабельным производство в небольших объемах. Различие между этими двумя способами заключается главным образом в этапе печати, где печатные валики заменяются процессом бесконтактной цифровой печати и где желаемое изображение наносят непосредственно на сердцевину, предварительно подвергнутую отделочной обработке. В заключение наносят прозрачное покрытие, которое защищает цифровое изображение, а структурированные поверхности обычно являются поверхностями такого же типа, как используемые в процессе прямой печати. Можно создавать печатные изображения любых типов, но структура поверхности всегда ограничивается формой тисненых валиков или структурированных пленок, которые припрессовываются к поверхности.
Цифровую печать можно также использовать для печати на листе бумаги, который используется в обычном производстве слоистых пластиков. Цифровой отпечаток можно наносить на отдельной - пропитанной или непропитанной - бумаге, которую после печати накладывают на сердцевину. Можно также накладывать необработанную бумагу на сердцевину, содержащую смолу, которая во время прессования проникает в необработанную бумагу. Основное преимущество заключается в том, что можно избежать пропитки и очень точного позиционирования.
Недавно разработаны полы нового типа - «безбумажные» - с твердыми поверхностями, содержащими, по существу, гомогенную порошковую смесь волокон, связующих и износостойких частиц.
Порошковая смесь может содержать частицы оксида алюминия, связующие из меламиноформальдегидных смол и древесных волокон. В большинстве приложений смесь включает в себя декоративные частицы, например, такие как цветные пигменты. В общем случае, все эти материалы предпочтительно наносить в сухом виде - как смешанный порошок - на сердцевину из ДВПВП и отверждать посредством нагревания и приложения давления с получением сплошного слоя толщиной 0,1-1,0 мм. Меламиноформальдегидную смолу можно заменить термопластичными частицами.
Можно получить несколько преимуществ над известной технологией, особенно над традиционными настилами из слоистого пластика, таких как повышенная износостойкость и стойкость к ударным воздействиям, возможность более быстрой переналадки производства и сниженные затраты.
Весьма подходящей для получения декоративного поверхностного слоя, который является копией камня и керамики, является порошковая технология. Вместе с тем трудно создавать дизайны, например, такие как антураж древесины. Однако недавно разработана цифровая порошковая печать, и теперь возможно создание весьма перспективных дизайнов любого типа путем введения цифрового отпечатка в порошок перед прессованием. Структуру поверхности создают так же, как для настила из слоистого пластика - посредством структурированной плиты пресса, или припрессовывают к порошку тисненую матричную бумагу.
Полы c поверхностью древесины получают многими разными способами. Разработаны традиционные деревянные полы, являющиеся встраиваемыми полами со слоями древесины, нанесенными на сердцевину, выполненную из деревянных пластинок, ДВПВП или фанеры. Большинство таких полов поставляются в виде заранее отделанных полов c поверхностью древесины, которая покрыта несколькими прозрачными слоями на предприятии-изготовителе. Недавно стали изготавливать деревянные настилы с рисунком, полученным способом цифровой печати, который улучшает дизайн структуры волокон древесины для пород древесины, не обладающих достаточно высоким качеством поверхности.
Большинство всех вышеописанных полов имеют тисненую структуру поверхности, особенно когда декоративный печатный антураж представляет собой рисунок древесины. Тисненую структуру в прошлом обеспечивали как отдельный тип общей структуры, используемый для многих разных типов декора. В последнее время большинство фирм-изготовителей полов ввели так называемый способ тиснения с приводкой (EIR), в котором тисненую структуру поверхности формируют особо для каждого типа пород древесины, а тиснение делают с приводкой печатного декора. Это обеспечивает улучшенные дизайны, которые трудно отличить от природных материалов, таких как древесина и камень. Тисненые поверхности являются существенной частью структуры и дизайна поверхностей, и если бы такие структуры можно было формировать быстрее переналаживаемым и более рентабельным способом, это стало бы преимуществом.
Определение некоторых терминов
В нижеследующем тексте видимая поверхность установленной панели пола именуется «передней стороной», а противоположная поверхность панели пола, обращенная к фальшполу, называется «задней стороной». Под «поверхностным слоем» понимаются все слои, которые придают панели ее декоративные свойства и ее износостойкость и которые наносят на сердцевину ближе всего к ее передней стороне, предпочтительно накрывая всю переднюю сторону плиты пола.
Под «отпечатком» понимается декор, дизайн, рисунок или изображение. Под словом «вверх» понимается направление к передней стороне, а под словом «вниз» - направление к задней стороне. Слово «вертикально» означает перпендикулярно поверхности, а слово «горизонтально» - параллельно поверхности.
Под «пигментами для типографской краски для цифровой печати» понимается материал, который изменяет цвет отраженного или пропускаемого света в результате поглощения с избирательностью по длине волны.
Под «краской на основе красителя» понимается окрашенное вещество, обладающее сродством к подложке, на которую наносится. В общем случае краситель наносят в водном растворе, который также может содержать связующее и может потребовать протравы для улучшения стойкости красителя на волокне. В отличие от пигментов, которые представляют собой некоторые нерастворимые частицы, краситель полностью растворим в воде подобно сахару.
Под «типографской краской на водяной или водной основе» понимается типографская краска, в которой в качестве жидкого вещества используется вода. Жидкость на водной основе является носителем пигментов. В системе также присутствует некоторое связующее для связи пигментов с подложкой.
Под «типографской краской на основе растворителя» понимается типографская краска, которая в общем случае содержит три основные составляющие, такие как текучий носитель, пигменты и смолы. Технически, «типографская краска на основе растворителя» - это термин, относящийся только к составленной на основе масла части-носителю типографской краски, несущей другие компоненты в жидкой форме и испаряющейся сразу же после нанесения на поверхность струйным способом.
Под «УФ-отверждаемой типографской краской или покрытием» понимается типографская краска или покрытие, которую или которое после нанесения отверждают, подвергая воздействию УФ света в УФ-печи.
Под «матрицей» понимается материал, который образует тисненую структуру поверхности, когда этот материал припрессовывают к поверхности.
Под «матовой типографской краской» понимается отверждаемое вещество типографской краски или покрытия, которое после нанесения, отверждения и припрессовывания к подложке создает углубление в подложке. Под «матовой матрицей» понимается прессуемая матрица, образованная матовым веществом матрицы, которое отверждают с получением жесткой структуры, так что оказывается возможным создание углублений в поверхности во время прессования. Под «покрытием цифровым способом» понимают цифровое нанесение отверждаемой типографской краски посредством цифровой головки для печати типографскими красками.
Термин «оттиск с приводкой» или EIR означает печатный декор с приводкой тисненой структуры. Термин «изменяемый цифровой оттиск с приводкой» или DVEIR означает, что тиснение с приводкой частично или полностью осуществляют цифровым способом и изменяют с изменением печатного декора.
Известный метод и сопутствующие ему проблемы
Ниже описывается общая технология, которую используют в промышленности, чтобы обеспечить цифровую печать. Способы, описываемые ниже, можно использовать по отдельности или в сочетаниях, создавая цифровой отпечаток или обеспечивая цифровое нанесение вещества в вариантах осуществления этого изобретения.
В цифровых печатающих устройствах высокого разрешения используются процессы безударной печати. В печатающем устройстве есть печатающие головки, которые очень точно «выстреливают» капли типографской краски из печатающих головок на подложку.
Многопроходная печать, называемая также печатью по принципу сканирования, - это способ печати в случае, когда головка печатающего устройства совершает поперечное движение над подложкой много раз, чтобы генерировать изображение. Такие печатающие устройства работают медленно, но одна малая печатающая головка может генерировать большее изображение.
Промышленные печатающие устройства в общем случае основаны на способе однопроходной печати, предусматривающем использование неподвижных головок печатающего устройства c шириной, которая соответствует ширине носителей печатной информации. Под головками движется подложка для печатной информации. Такие печатающие устройства обладают большой емкостью и оснащены неподвижными печатающими головками, которые выровнены друг за другом в направлении подачи. Каждая головка печатает одним цветом. Такие печатающие устройства можно изготавливать на заказ для каждого приложения.
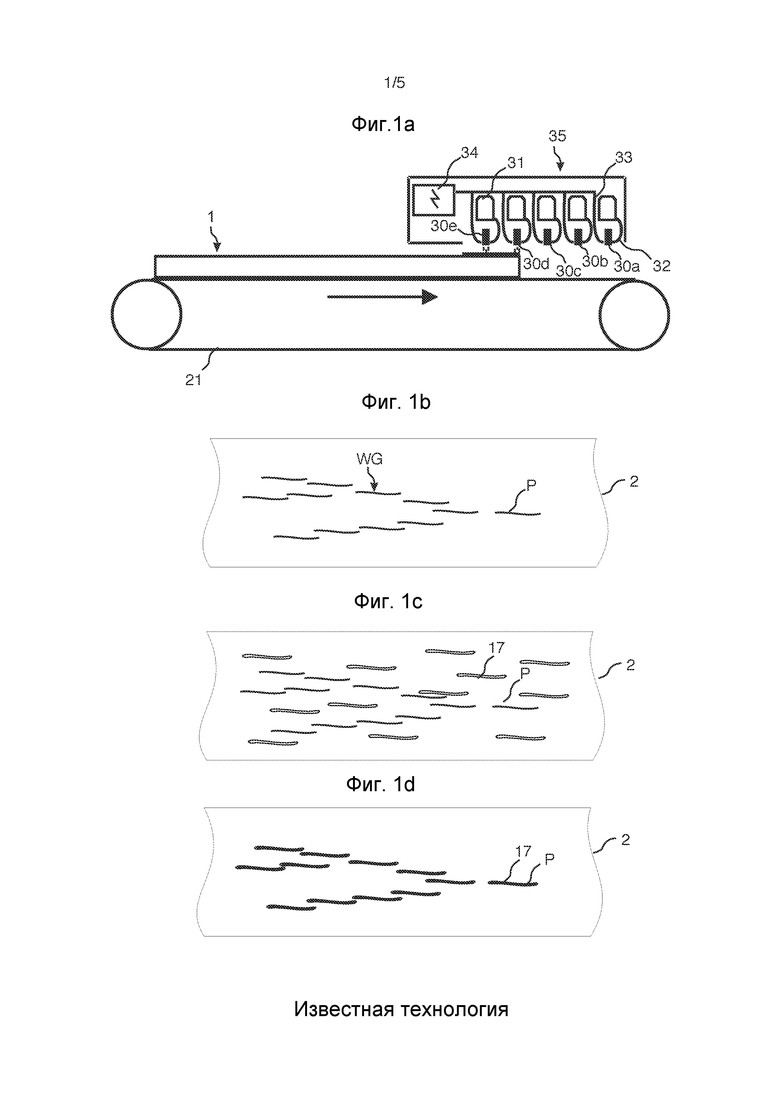
На фиг. 1a показано однопроходное печатающее устройство 35, содержащее пять цифровых печатающих головок 30a-e, которые соединены трубками 32 для типографских красок с контейнерами 31 типографских красок, наполненными типографскими красками разных цветов. Головки для печати типографскими красками соединены цифровыми кабелями 33 передачи данных или беспроводным методом с цифровым блоком 34 управления, который управляет подачей капель типографских красок и скоростью транспортера 21, который перемещает панель под печатающими головками с высокой точностью, чтобы гарантировать высококачественное изображение, содержащее несколько цветов.
Обычная ширина промышленной печатающей головки составляет примерно 6 см, и можно печатать любые отрезки. C помощью цифровых печатающих устройств, содержащих несколько рядов печатающих головок, выровненных бок о бок, можно проводить печать широких зон размером 1-2 м.
Для характеристики разрешения и качества печати посредством цифрового печатающего устройства используется количество точек на дюйм или DPI. 300 DPI в общем случае достаточно, например, для печати структур волокон древесины того же качества, которое используется в обычных настилах из слоистого пластика. Промышленные печатающие устройства могут печатать рисунки c разрешением 300-1000 DPI и даже больше на скорости, превышающей 60 м/мин.
Отпечаток может быть «полным отпечатком». Это означает, что видимый печатный декор создается главным образом посредством пикселей типографских красок, вносимых в порошок или поверхностный слой. Цвет слоя порошка или базовый цвет в таком варианте осуществления имеет, вообще говоря, ограниченное влияние на видимый рисунок или декор.
Отпечаток также может быть «частичным отпечатком». Цвет другого - нижележащего - слоя является одним из цветов, которые видны в готовом декоре. Зону, охваченную напечатанными пикселями, и количество используемой типографской краски можно уменьшить, а из-за меньшего использования типографской краски и большего объема печати по сравнению с полным печатным изображением можно получить снижение затрат.
Отпечаток может быть основан на принципе цветов модели CMYK. Это 4-цветная система, включающая в себя голубой, пурпурный, желтый и черный цвета. Их смешение друг с другом дает цветовое пространство, которое относительно мало, или цветовую палитру, которая относительно мала. Чтобы увеличить это пространство или эту палитру, можно добавить конкретный цвет или плашечные цвета всего спектра. Плашечный цвет может быть любым цветом. Смешение цветов и управление ими осуществляют с помощью совокупности программных и аппаратных средств (процессоров печати и/или печатающих головок).
Компания Valinge Innovation AB разработала новую технологию, которая делает возможным введение цифрового отпечатка в слой порошка. Этот новый тип «цифрового вводимого отпечатка» или DIP получают благодаря тому, что осуществляют печать в порошок, который отверждают после печати. Отпечаток внедряют в отвержденный слой, а не наносят на слой, как в случае использования обычных способов печати.
Отпечаток может быть основан на принципе цветов модели CMYK. Это 4-цветная система, включающая в себя голубой, пурпурный, желтый и черный цвета. Их смешение друг с другом дает цветовое пространство, которое относительно мало, или цветовую палитру, которая относительно мала. Чтобы увеличить его или ее, можно добавить конкретный цвет или плашечные цвета всего спектра. Плашечный цвет может быть любым цветом. Можно использовать дополнительные цвета, такие как оранжевый, зеленый, синий, красный, светло-серый, а также светлые оттенки пурпурного и голубого цветов, или белый цвет. Эти цвета можно использовать по отдельности или в сочетаниях. Смешение цветов и управление ими осуществляют с помощью совокупности программных и аппаратных средств (процессоров печати и/или печатающих головок).
Отпечаток можно позиционировать в нескольких измерениях горизонтально и вертикально на разных глубинах. Это можно использовать для создания эффектов объемности, когда используются прозрачные волокна, и для повышения износостойкости. Защитные слои, которые искажают исходный рисунок, не нужны.
Способ DIP можно использовать во всех материалах на основе порошка, которые можно отверждать после печати. Вместе с тем способ DIP оказывается особо пригодным к использованию, когда порошок содержит смесь древесных волокон, малых жестких частиц и меламиноформальдегидную смолу. Поверхностный слой также может содержать термопластичный материал, например частицы винила, которые наносят на подложку в виде порошка. Это обеспечивает введение отпечатка в частицы порошка винила. Даже в таких материалах можно достичь улучшенного дизайна и повышенной износостойкости.
Для получения высокого качества печати и высокой скорости печати в слоях на основе порошков и других вышеописанных слоях, приходится использовать подходящую головку печатающего устройства. Головка печатающего устройства имеет несколько малых сопел, которые могут управляемо «стрелять» каплями типографских красок («капля по требованию» - DOD - технология струйной печати с непостоянным каплеобразованием). Объем каждой капли можно изменять в зависимости от типа типографской краски и типа печатающей головки, обычно в диапазоне от 1 до 100 пиколитров. Можно спроектировать печатающие головки, которые смогут «стрелять» каплями большего объема - вплоть до величины более 200 пиколитров. Некоторые головки печатающих устройств могут «стрелять» каплями разных объемов и способны печатать в пределах полутоновой шкалы. Другие головки могут «стрелять» только каплями одного - фиксированного - объема.
Для «выстреливания» капель из сопла можно использовать разные технологии.
Технология головок термопечатающих устройств предусматривает использование картриджей для печати с рядом миниатюрных камер, каждая из которых содержит нагреватель, причем все они созданы посредством фотолитографии. Чтобы происходил выброс капли из каждой камеры, через нагревательный элемент пропускают импульс тока, вызывающий быстрое испарение типографской краски в камере с образованием пузырька, что обуславливает большой рост давления, продвигающий каплю типографской краски через сопло к подложке. В большинстве потребительских струйных печатающих устройств от таких компаний, как Canon, Hewlett-Packard и Lexmark, используются головки термопечатающих устройств.
В большинстве головок коммерческих и промышленных струйных печатающих устройств и некоторых потребительских печатающих устройствах, таких как изготавливаемые компанией Epson, используется технология головок пьезоэлектрических печатающих устройств. Вместо нагревательного элемента в наполненной типографской краской камере позади каждого сопла используется пьезоэлектрический материал. Когда прикладывается напряжение, пьезоэлектрический материал измеряет форму, что приводит к генерированию импульса давления в текучей среде, выталкивающей каплю типографской краски из сопла. Пьезоэлектрическая печать (именуемая также пьезопечатью) обеспечивает более широкую номенклатуру типографских красок, чем струйная термопечать, поскольку не выдвигается требование наличия летучего компонента и вопрос о когации не возникает. Можно использовать типографские краски множества типов, такие как типографские краски на основе красителей, типографские краски на основе растворителей, латексные типографские краски или УФ-отверждаемые типографские краски.
В большинстве головок коммерческих и промышленных струйных печатающих устройств и некоторых потребительских печатающих устройствах, таких как изготавливаемые компанией Epson, используется пьезоэлектрическая технология или технология головок пьезоэлектрических печатающих устройств. Вместо нагревательного элемента в наполненной типографской краской камере позади каждого сопла используется пьезоэлектрический материал. Когда прикладывается напряжение, пьезоэлектрический материал измеряет форму, что приводит к генерированию импульса давления в текучей среде, выталкивающей каплю типографской краски из сопла. Пьезоэлектрическая печать (именуемая также пьезопечатью) обеспечивает использование более широкой номенклатуры типографских красок, чем струйная термопечать, поскольку не выдвигается требование наличия летучего компонента и вопрос о когации не возникает. Можно использовать типографские краски множества типов, такие как типографские краски на основе красителей, типографские краски на основе растворителей, латексные типографские краски или УФ-отверждаемые типографские краски.
Типографские краски для приложений, связанных с настилами, в общем случае по отдельности смешиваются друг с другом за счет использования цветных пигментов и нескольких химических веществ. Особо пригодными являются типографские краски на водной основе, содержащие цветные пигменты, и они могут обеспечить рентабельный способ печати с высоким качеством во многих разных материалах.
Вышеизложенное описание различных известных аспектов представляет собой их характеристику заявителем, а не допущение, что к известному уровню техники относятся любые сведения из вышеизложенного описания. Некоторые из вышеописанных технологий известны и используются по отдельности, но не во всех вышеописанных сочетаниях и не всеми вышеописанными способами.
На фиг. 1b-1c показано формирование тисненой поверхности. Как показано на фиг. 1b, структура волокон древесины - WG - обеспечивается в качестве отпечатка Р на поверхности 2. Эту поверхность припрессовывают к матрице - в общем случае - тисненой стальной пластине с тиснеными участками 17, которая образует впадины или выступы в поверхности 2, как показано на фиг. 1c. На фиг. 1d показано формирование поверхности, тисненой с приводкой (поверхности EIR). Тисненые участки 17 и отпечаток P сформированы с приводкой, и тисненые участки 17 расположены выше надпечатанных участков Р.
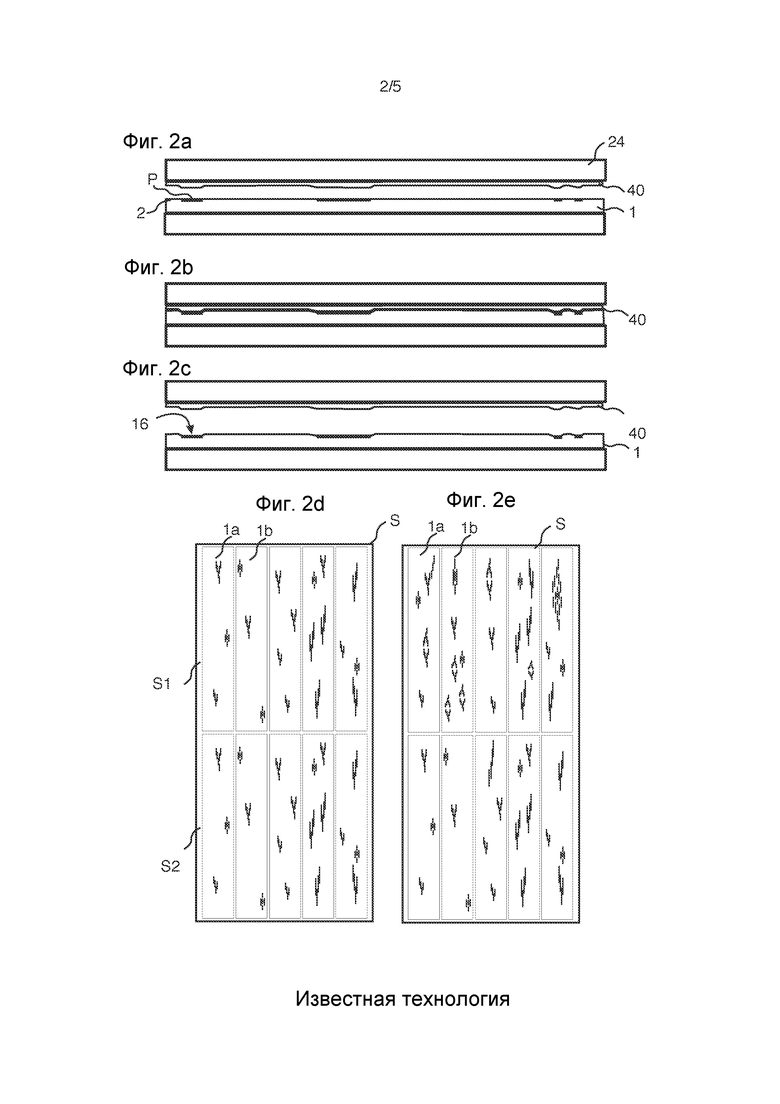
На фиг. 2a-2c показано формирование поверхности EIR в полу из слоистого пластика. Матрица 40, которая обычно представляет собой стальную пластину или совокупность стальной пластины и слоя тисненой бумаги, припрессовывается плитой 24 пресса к печатной поверхности 2, а после припрессовывания образуется поверхность 16 EIR, как показано на фиг. 2c.
EIR обеспечивает весьма улучшенный дизайн, который трудно отличить от реальной древесины. Однако эта технология является дорогостоящей и сложной, поскольку декоративные бумаги или отпечатки на плите пола должны точно располагаться относительно бумажной матрицы на тисненых стальных пластинах или валиках, которые используются для создания этой тисненой структуры.
Один из основных недостатков, связанных с известной технологией, заключается в том, что нельзя избежать эффекта повторения.
Большинство полов из слоистого пластика изготавливают в виде больших листов форматом 2,1×2,7 м, и это дает примерно 10 панелей или площадь пола 5 м2, когда панели формируют путем вырезания и фрезерования системы блокировки, как показано на фиг. 2d. В общем случае печатные цилиндры имеют периметр 1,3 м, и это значит, что лист состоит из двух идентичных частей S1 и S2 листа.
Если используют цифровую печать, то ограничений, связанных с размером декора, нет. На фиг. 2e показано, что цифровая печать позволяет изготавливать 10 отдельных панелей, не повторяясь, но в полу всегда будут некоторые панели, которые имеют идентичную структуру поверхности. Некоторые фирмы-изготовители используют пресс двойной ширины, в котором можно использовать две пластины пресса. Это дорогостоящий и сложный способ изготовления, а площадь пола по-прежнему ограничена величиной примерно 10 м2, которую можно установить как максимальную без эффекта повторения из-за структурированной поверхности.
Суммируя вышеизложенное, можно упомянуть, что цифровая печать является весьма быстро переналаживаемым способом, но его совсем нельзя использовать в связи с поверхностями EIR, поскольку печатный декор всегда надо адаптировать к тисненой плите пресса, тисненому валику или тисненой пленке. Общим признаком всех таких полов, как описанные выше, является то, что все поверхности имеют одинаковую базовую структуру и адаптированы к любым изменениям в декоре. Эти эффекты повторения обеспечивают поверхность пола, которая не похожа на деревянный пол, где практически все панели имеют разные структуры дизайна из-за структуры волокон древесины. Копии камня и других природных материалов нельзя получать таким способом, дающим истинную копию природного материала, в которой дизайн и структура совершенно слиты, а все панели разные.
Даже когда используют обычные печатные декоры, изготовленные с помощью печатных цилиндров, структурированные поверхности оказываются дорогостоящими, поскольку стоимость тисненых стальных пластин и/или валиков является высокой, а пластины подвергаются значительному износу, когда они припрессовываются под высоким давлением к поверхности, которая содержит износостойкие частицы. Если бы тисненые поверхности, а особенно поверхности EIR, можно было бы воплотить более рентабельным способом, который обеспечивал бы изменение тисненой структуры так же, как цифровая печать обеспечивает изменение декора, это стало бы основополагающим преимуществом.
Для получения преимуществ, связанных с возможностью быстро переналаживаемого создания изображения с высоким разрешением, используют главным образом только цифровую технологию нанесения. Вместе с тем не полностью используются или не разработаны другие аспекты этой технологии, связанные главным образом с возможностью очень точного нанесения вещества бесконтактным способом, в частности не в сочетании c веществами, которые не предназначены для создания изображения.
В документе EP 2 108 524 описан способ, в котором формируют выступы на подложке с двумя или более цифровыми отпечатками, предусматриваемыми один поверх другого.
В документе US 2013/0043211 описан способ, который предусматривает печать отверждаемой подложки или поверхности на панель в виде заранее определенного рисунка для создания возвышения на панели у рисунка или удаления части поверхности панели. Отпечаток может быть цифровым отпечатком, а вещество, удаляемое с поверхности, может быть жидкостью, сочетаемой с порошком. Это вещество выбирают так, что оно реагирует с поверхностью панели, удаляя часть этой поверхности.
Описанные способы непригодны к использованию, например, в полах из слоистого пластика и порошка, которые содержат термореактивные смолы, отверждаемые посредством приложения тепла и давления. Они непригодны для создания тисненых структур в другим поверхностях, таких как поверхность древесины и винила, которые формируют прессованием верхнего защитного поверхностного слоя.
В документе EP 2 213 476 описан способ, посредством которого можно печатать заранее определенный рисунок на носителе с помощью отверждаемой жидкости для формирования оттиска. Основной недостаток, связанный с этим способом, заключается в том, что отверждаемую жидкость наносят на нижней стороне носителя, которая во время прессования находится в контакте с подложкой. Отверждаемая жидкость должна быть прочно сцеплена с носителем, чтобы ее можно было удалить при удалении носителя. Это сложная операция, поскольку носитель в общем случае содержит разделительный агент, а жидкость очень трудно сцепить с носителем неподвижно. Невозможно использовать один и тот же носитель для разных тисненых рисунков.
Если бы тисненые структуры можно было сформировать быстро переналаживаемым способом, предпочтительно цифровым, с приложением давления на поверхности, это стало бы основополагающим преимуществом.
Задачи и краткое изложение сущность изобретения
Задача определенных вариантов осуществления изобретения состоит в том, чтобы разработать строительную панель, предпочтительно панель пола, и способ изготовления такой строительной панели c тисненой поверхностью, которую можно изготавливать быстрее переналаживаемым и более рентабельным способом и можно адаптировать к изготовлению печатного декора, который может быть цифровым отпечатком.
Вышеупомянутые задачи являются возможными, и варианты осуществления изобретения могут способствовать осуществлению других или дополнительных вариантов осуществления.
Вариант осуществления изобретения основан на главном принципе, согласно которому изменяемый оттиск формируют посредством отверждаемой типографской краски, наносимой цифровым способом и именуемой также матовой типографской краской, которая после нанесения цифровым способом и отверждения образует матрицу, именуемую далее матрицей типографской краски, которую припрессовывают к подложке и которая после отверждения подложки и удаления матрицы типографской краски с подложки образует тисненую структуру на подложке. Это обеспечивает возможность быстро переналаживаемого тиснения посредством этапа припрессовывания, и такое тиснение можно координировать с быстро переналаживаемой цифровой печатью, при которой отдельные панели могут иметь разные цвета и структуры без эффектов повторения.
Первый аспект изобретения представляет собой способ формирования тисненой поверхности в строительной панели. Способ включает в себя этапы, на которых:
- формируют матрицу типографской краски, имеющую горизонтальную и вертикальную протяженность, путем нанесения отверждаемой типографской краски посредством цифровой головки для печати типографскими красками;
- позиционируют матрицу типографской краски на поверхностном слое строительной панели,
- формируют впадину в поверхностном слое путем припрессовывания матрицы типографской краски к поверхностному слою, тем самым формируя тисненую поверхность строительной панели, и
- удаляют матрицу типографской краски с тисненой поверхности.
В соответствии с вариантом осуществления первого аспекта изобретения предложен способ формирования тисненой поверхности в строительной панели. Способ включает в себя этапы, на которых:
- формируют матрицу типографской краски, имеющую горизонтальную и вертикальную протяженность, путем нанесения отверждаемой типографской краски на поверхностном слое строительной панели посредством цифровой головки для печати типографскими красками,
- формируют впадину в поверхностном слое путем припрессовывания матрицы типографской краски к поверхностному слою, тем самым формируя тисненую поверхность строительной панели, и
- удаляют матрицу типографской краски с тисненой поверхности.
Строительная панель может быть панелью пола.
Поверхностный слой может содержать декоративный слой с отпечатком, предпочтительно цифровым отпечатком.
Впадину можно формировать, осуществляя приводку отпечатка.
Цифровая головка для печати типографскими красками может быть пьезоголовкой.
Отверждаемая типографская краска может быть полимерным материалом, предпочтительно полимерным материалом, отверждаемым ультрафиолетовым светом (УФ-отверждаемым полимерным материалом).
Способ может дополнительно содержать этап отверждения отверждаемой типографской краски для формирования матрицы типографской краски.
Матрицу типографской краски можно формировать на поверхностном слое строительной панели.
Матрицу типографской краски можно формировать на подложке, предпочтительно базовую матрицу, которую припрессовывают к поверхности панели.
Способ можно использовать для формирования тисненых структур на панели, которая содержит базовый оттиск, сформированный обычными способами изготовления, и дополнительный оттиск, сформированный цифровым способом и специально адаптированный к отдельным панелям.
Второй аспект изобретения представляет собой комплект строительных панелей, имеющих поверхностный слой, содержащий декоративный слой и тисненый верхний слой. Декоративный слой содержит изменяемый отпечаток, а тисненый верхний слой содержит базовый оттиск, являющийся, по существу, идентичным для комплекта строительных панелей, и изменяемый оттиск, являющийся отличающимся для каждой строительной панели. Изменяемый оттиск выполнен с приводкой изменяемого отпечатка.
Изменяемый оттиск может быть особым или индивидуальным для каждой строительной панели.
Строительные панели могут быть панелями пола.
Изменяемый отпечаток может быть цифровым отпечатком.
Базовый оттиск может быть сформирован с приводкой базового дизайна декоративного слоя.
Базовый дизайн декоративного слоя может быть отпечатком, предпочтительно цифровым отпечатком.
Конфигурация строительных панелей может предусматривать тисненую поверхность, которая обеспечивает установление площади пола более чем примерно 10 м2, предпочтительно более чем примерно 15 м2, где все строительные панели имеют разные структуры поверхности. Например, можно изготовить более 20 разных строительных панелей, каждую - с отличающейся структурой поверхности.
Эти базовые принципы можно также использовать для нанесения тисненых структур на верхней стороне фольги, которая во время припрессовывания контактирует с плитой пресса. Тисненую структуру впрессовывают в фольгу во время припрессовывания, и происходит автоматическое формование фольги как прессуемой матрицы, которая создает углубления в поверхности панели, где надлежит нанести цифровым способом отверждаемую типографскую краску или матовую типографскую краску, и образует матрицу типографской краски. Преимущество заключается в том, что фольгу легко удалить с прессованной поверхности и что структуру поверхности фольги можно использовать для формирования части базового оттиска даже на участках поверхности, которые образованы матрицей типографской краски.
Третий аспект изобретения представляет собой способ формирования матрицы для формирования тисненой поверхности на строительной панели, включающий в себя этапы, на которых:
- обеспечивают матрицу, содержащую фольгу с нижней частью, содержащей разделительную поверхность, которая во время припрессовывания находится в контакте с поверхностью строительной панели и которая предотвращает сцепление матрицы с поверхностью строительной панели, предпочтительно термореактивной или термопластичной поверхностью строительной панели; и
- наносят отверждаемую типографскую краску посредством цифровой головки для печати типографскими красками на верхней части фольги, которая не находится в контакте с поверхностью строительной панели, тем самым формируя матрицу типографской краски на фольге.
Отверждаемая типографская краска может быть полимерным материалом, предпочтительно УФ-отверждаемым полимерным материалом.
Способ может дополнительно содержать этап отверждения матрицы типографской краски, предпочтительно с получением твердого вещества.
Четвертый аспект изобретения представляет собой матрицу для формирования тисненой поверхности на строительной панели, изготовленной в соответствии с третьим аспектом изобретения.
Пятый аспект изобретения представляет собой способ формирования тисненой поверхности на строительной панели, включающий в себя этапы, на которых:
- обеспечивают фольгу;
- формируют матрицу типографской краски, имеющую горизонтальную и вертикальную протяженность, путем нанесения отверждаемой типографской краски на верхнюю часть фольги посредством цифровой головки для печати типографскими красками;
- формируют впадину в поверхностном слое строительной панели путем припрессовывания нижней части фольги и матрицы типографской краски, находящейся на верхней части фольги, к поверхностному слою строительной панели, тем самым формируя тисненую поверхность строительной панели; и
- удаляют фольгу с матрицей типографской краски с тисненой поверхности.
Строительная панель может быть панелью пола.
Поверхностный слой может содержать декоративный слой с отпечатком, предпочтительно цифровым отпечатком.
Впадину можно формировать, осуществляя приводку отпечатка.
Цифровая головка для печати типографскими красками может быть пьезоголовкой.
Отверждаемая типографская краска может быть полимерным материалом, предпочтительно УФ-отверждаемым полимерным материалом.
Способ может дополнительно содержать этап отверждения отверждаемой типографской краски, предпочтительно с получением твердого вещества.
Фольга может быть металлической фольгой, предпочтительно алюминиевой фольгой, или полимерной пленкой.
Поверхностный слой строительной панели может содержать термореактивную смолу, предпочтительно меламиноформальдегидную смолу.
Шестой аспект изобретения представляет собой базовую матрицу для формирования оттиска на поверхности строительной панели, причем базовая матрица представляет собой алюминиевую фольгу, или полимерную пленку, или бумагу с покрытием, при этом базовая матрица содержит:
нижнюю часть, предназначенную для припрессовывания к поверхности строительной панели и отделения от нее;
верхнюю часть, которая не предназначена для вступления в контакт с поверхностью строительной панели; и
выступы, предназначенные для того, чтобы во время операции припрессовывания деформировать базовую матрицу и создавать впадины на поверхности строительной панели.
Строительная панель и способы изготовления в соответствии с вариантами осуществления изобретения делают возможным получение весьма улучшенных декоративных рисунков, которые можно формировать с приводкой изменяемого оттиска, что может обуславливать приводку накладного декора и отсутствие эффектов повторения.
Варианты осуществления и подробности различных аспектов можно объединять с вариантами осуществления и подробностями других аспектов.
Краткое описание чертежей
Изобретение будет подробнее описано ниже в связи с вариантами осуществления и со ссылками на прилагаемые возможные чертежи.
Фиг. 1a-1d иллюстрируют известные способы изготовления печатной и тисненой поверхности;
фиг. 2a-2e иллюстрируют эффекты повторения в тисненых поверхностях в соответствии с известной технологией;
фиг. 3a-3f иллюстрируют изменяемый оттиск с приводкой в соответствии с одним вариантом осуществления изобретения;
фиг. 4a-4c иллюстрируют варианты осуществления изобретения;
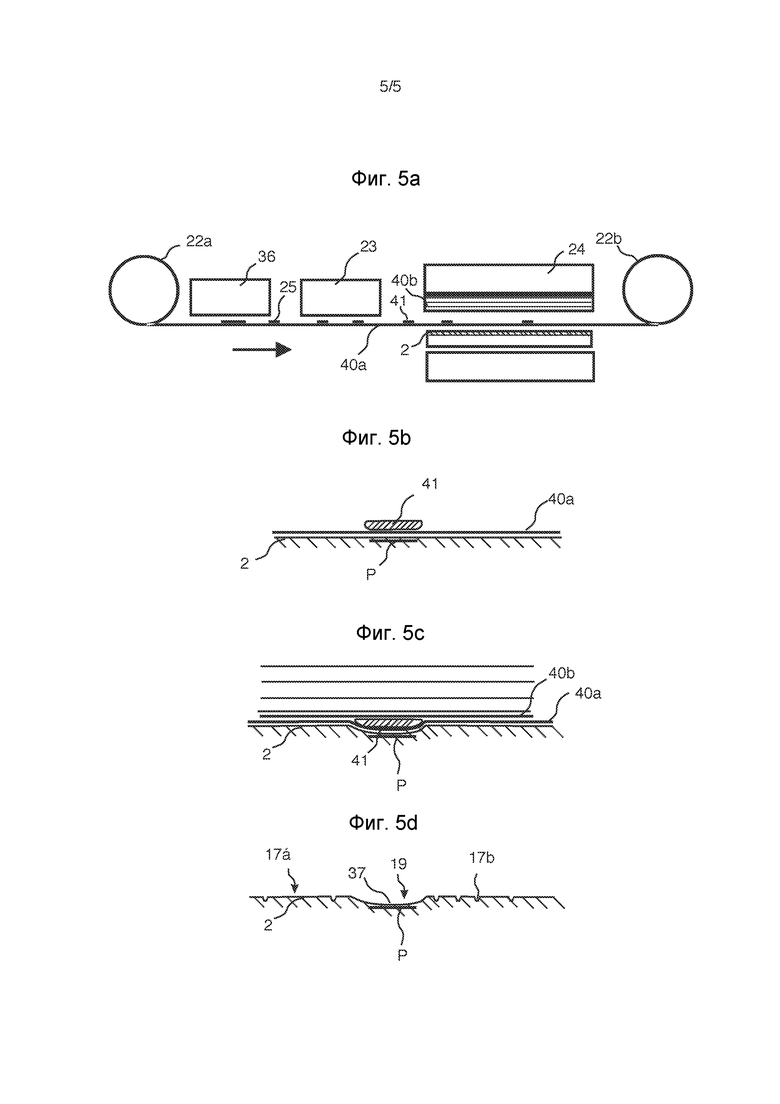
фиг. 5a-5d иллюстрируют варианты осуществления изобретения.
Подробное описание вариантов осуществления
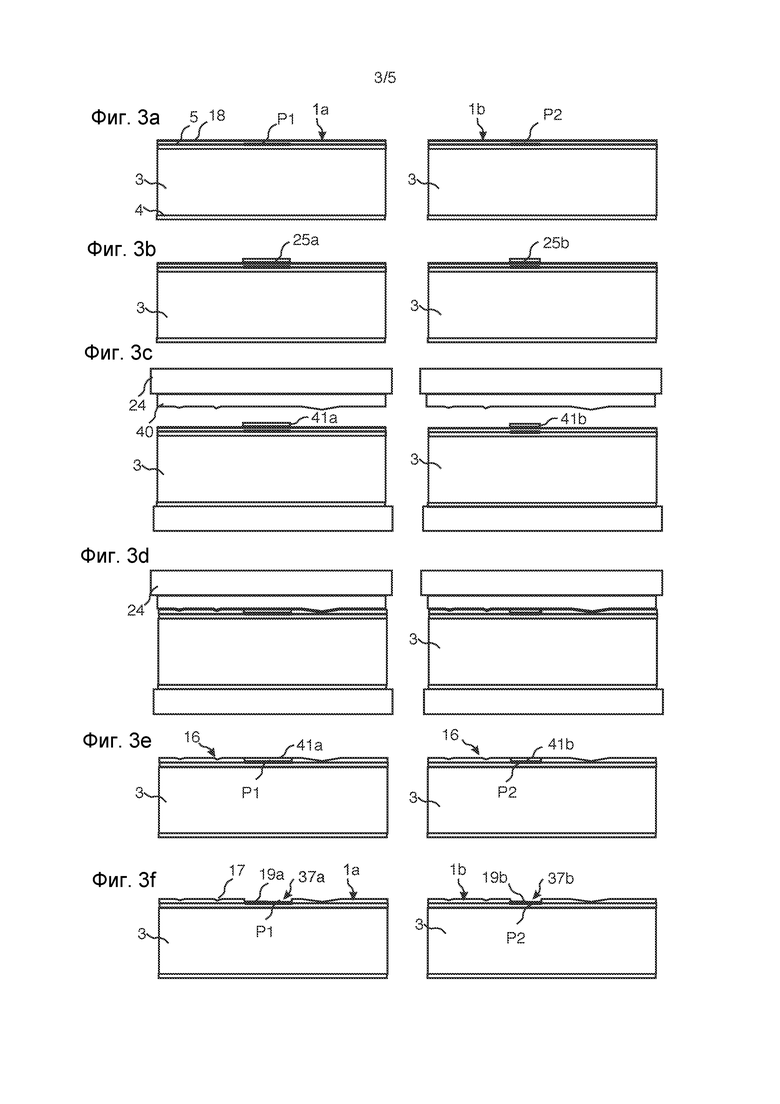
На фиг. 3a-3f показаны различные этапы изготовления, которые в соответствии с первым аспектом изобретения можно использовать для формирования изменяемой поверхности, тисненой с приводкой, в полу из слоистого пластика или любом другом полу, где поверхность формируют путем припрессовывания и предпочтительно - также с помощью повышенной температуры. Способ основан на главном принципе, согласно которому изменяемый оттиск формируют путем нанесения цифровым способом отверждаемой типографской краски или подложки, также именуемой матовой типографской краской, которая после нанесения и отверждения образует матрицу, припрессовываемую к подложке, в дальнейшем именуемую матрицей типографской краски.
На фиг. 3a показаны панели 1a, 1b из слоистого пластика, содержащие прозрачный оверлей 18 и декоративную бумагу 5, имеющую декор, которые нанесены на сердцевину 3 из ДВПВП. Панели 1a, 1b из слоистого пластика содержат подкладочный слой 4 для балансировки панели. Отпечаток P1, который может быть частью древесноволокнистой структуры, напечатан цифровым печатающим устройством на первой панели 1a, а отличающийся отпечаток P2 напечатан цифровым способом на второй панели 1b.
На фиг. 3f панели 1a и 1b показаны после припрессовывания. Часть структуры поверхности обоих панелей, т.е. панелей 1a и 1b, в этом варианте осуществления изобретения изготовлена с помощью той же базовой матрицы 40 (фиг. 3c), которая формирует базовый оттиск 17. Этот базовый оттиск сочетают с изменяемым оттиском 19a, 19b, сформированным во время припрессовывания матрицы типографской краски 41a, 41b. Матрицу типографской краски формируют посредством отверждаемой типографской краски 25a, 25b, наносимой цифровым способом, также именуемой матовой краской, которую перед этапом припрессовывания отверждают с получением твердого вещества.
На фиг. 3b показано, что два разных рисунка 25a, 25b отверждаемой типографской краски наносят с приводкой на двух разных отпечатках P1, P2. Отверждаемая типографская краска 25a, 25b выступает вертикально вверх от поверхности панели. Вертикальная протяженность отверждаемой типографской краски может находиться в диапазоне от 0,05 до 0,5 мм, например может составлять около 0,1 мм, что соответствует древесноволокнистой структуре.
На фиг. 3c отверждаемая типографская краска 25a, 25b показана, когда она отверждена с получением матрицы 41a, 41b твердой типографской краски. После этого панели перемещают в пресс с помощью плиты 24 пресса.
На фиг. 3d показано, что панели и матрицу 41a, 41b типографской краски спрессовывают и нагревают так, что прессуемая матрица 41a, 41b впрессовывается в поверхность панели, и поверхность панели отверждают предпочтительно в условиях сильного нагрева и высокого давления, аналогичных параметрам припрессовывания, используемым в полах на основе слоистого пластика и порошка или полах из ВПКЛ. Способ также можно использовать для формирования структур в древесном и керамическом материале.
На фиг. 3e показано, что когда панели покидают пресс, они содержат матрицу 41a, 41b типографской краски поверх отпечатков P1, P2.
На фиг. 3f показано, что матрицу типографской краски после этого удаляют, и поверх отпечатков P1, P2 образуются впадины 37a, 37b. Впадины 37a, 37b образуют часть изменяемого оттиска 19a, 19b. Панели имеют тисненую поверхность, содержащую базовый оттиск 17 и изменяемый оттиск 19a, 19b. Изменяемый оттиск выполнен с приводкой изменяемых цифровых отпечатков P1, P2.
Для получения отверждаемой типографской краски 25 можно использовать многие полимеры, которые могут образовывать матрицу 41 типографской краски. Предпочтительны УФ-отверждаемые полимеры. Они включают в себя широкую номенклатуру полимерных материалов, таких как акриловые смолы, акрилаты, эпоксидные смолы, полиуретаны, сложные полиэфиры и силиконы. Эти материалы можно наносить как типографскую краску с помощью печатающей пьезоголовки. Эти материалы можно создать такими, что они не будут сцепляться с термореактивной или термопластичной поверхностью, например это может быть меламиноформальдегидная смола и винил, и они имеют достаточную прочность и теплостойкость, которые требуются для формирования структурированной поверхности на этапах изготовления, которые обычно применяются для изготовления полов упомянутых типов. В состав отверждаемой типографской краски, находящейся на поверхности или применяемой при отдельном нанесении способом печати, можно включать разделительные агенты.
Посредством химии УФ-отверждаемых веществ на водной основе можно получить высокое качество и превосходные свойства, что по причинам окружающей среды является предпочтительным вариантом осуществления.
Чтобы удовлетворить конкретные требования к разным поверхностным материалам, можно подготовить широкую номенклатуру отверждаемых типографских красок, например, путем сочетания технологии алифатических или ароматических полиуретанов с акриловыми концевыми группами и материалов на основе сложных полиэфиров и/или акриловых материалов. Можно составлять УФ-отверждаемые дисперсии на водной основе и вводить их в прозрачные и/или пигментированные матовые или глянцевые отверждаемые типографские краски и покрытия.
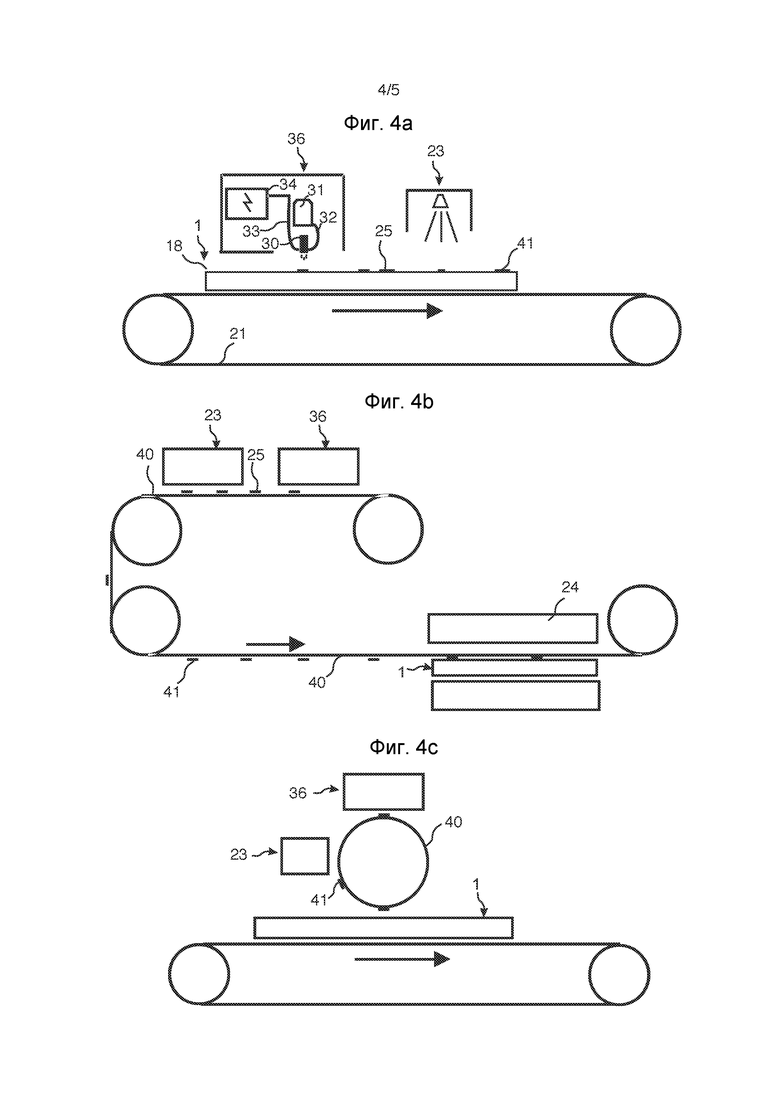
Основные принципы цифрового способа нанесения покрытия из отверждаемой типографской краски и соответствующего ему оборудования показаны на фиг. 4a. Цифровой блок 36 нанесения покрытия из отверждаемой типографской краски, содержащий неподвижную печатающую головку 30 для цифровой печати, наносит предпочтительно прозрачную отверждаемую типографскую краску на бумагу 18 оверлей. Цифровое нанесение осуществляется без какого-либо контакта с оверлеем, и отверждаемую типографскую краску 25 наносят в виде капель, которые «выстреливаются» из печатающей головки 30 для цифровой печати по направлению к поверхности.
Печь 23 УФ-отверждения ультрафиолетовым изучением располагается предпочтительно после цифрового блока 36 нанесения покрытия в направлении подачи и может обеспечить практически мгновенное, в пределах нескольких секунд, отверждение отверждаемой типографской краски 25 с получением матрицы 41 типографской краски, особенно если используется УФ-отверждаемое полиуретановое покрытие c надлежащим инициатором фотополимеризации. Цифровая головка 30 для нанесения покрытия, которая предпочтительно является пьезоголовкой, предпочтительно имеет некоторую емкость для «выстреливания» капель с объемом капель примерно 50-200 пиколитров или более. Можно использовать несколько рядов печатающих головок. Капли предпочтительно располагаются так, что они перекрывают друг друга или соединяются друг с другом.
УФ-отверждаемая типографская краска предпочтительно представляет собой УФ-отверждаемое полиуретановое вещество на водной основе, имеющее вязкость, которая адаптирована к цифровой головке 30 для нанесения покрытия. В качестве типографской краски, используемой в цифровой головке для нанесения покрытия, предпочтительны полиуретановые дисперсии на водной основе. Они экологически безопасны и технически превосходят аналогичные покрытия на основе растворителей. Они могут не содержать, например, изоцианат и могут иметь нулевое или очень низкое содержание летучих органических веществ. Они обладают приемлемыми свойствами в контексте твердости, посторонних пятен и стойкости к абразивному истиранию, ударной вязкости и температуре.
Полиуретановые дисперсии представляют собой полностью прореагировавшие полиуретаномочевины из мелких и дискретных частиц полимеров, и такие частицы можно получать с размером примерно 0,01-5,0 мкм, вследствие чего ими можно манипулировать в печатающей пьезоголовке или других аналогичных головках. Они могут иметь содержание твердых частиц 20-70%, а с помощью цифрового способа нанесения покрытия можно получить широкий диапазон слоев c разной твердостью. Полиуретановые дисперсии можно смешивать, например, с акриловыми эмульсиями, чтобы снизить издержки.
Отверждаемую типографскую краску сохраняют в форме жидкости в контейнере 31 покрытия, который соединен с цифровой головкой 30 для печати типографскими красками трубкой 32 для подачи покрытия. Цифровой блок управления, соединенный с цифровой головкой для печати типографскими красками и транспортером с помощью кабелей 33 передачи данных, управляет объемом капель и скоростью транспортера 21, который перемещает панель 1 относительно цифровой головки 30 для печати типографскими красками. Оборудование 36 для нанесения покрытия из отверждаемой типографской краски предпочтительно соединено с цифровым печатающим устройством, чтобы скоординировать рисунок отверждаемой типографской краски с желаемым декором, воплощаемым посредством цифрового печатающего устройства.
Такой цифровой блок 36 нанесения покрытия значительно рентабельнее, чем обычное цифровое печатающее устройство, поскольку можно «выстреливать» гораздо более крупные капли, а это дает увеличенную скорость печати и меньшие проблемы с каналами в головке, которые могут быть перекрыты более крупной частицей, присутствующей в типографской краске, когда печатающее устройство работает с высоким разрешением и мелкими каплями. Каждой головке для печати типографскими красками можно придать конструкцию, обеспечивающую нанесение только одного слоя, и при этом не возникнет потребность в координировании разных печатающих головок, как при обычной многоцветной цифровой печати.
Технологическая линия для нанесения покрытия может быть весьма компактной, а печь УФ-отверждения можно размещать близко к цифровому блоку нанесения покрытия. Нанесение покрытия может быть очень точным, а бесконтактный способ обеспечивает лучшие возможности, чем нанесение покрытия валиками, при нанесении УФ-отверждаемого покрытия на краях, на скосах 15a, 15b, сформированных на краях, и на поверхностях, которые не являются совершенно плоскими, например, таких как поверхности древесины, обработанные щеткой, или шабреные поверхности древесины, либо пол на основе многослойной бумаги или на основе порошка. УФ-отверждаемые защитные слои можно наносить цифровым способом нанесения покрытия практически на полы всех типов, чтобы улучшить свойства или дизайны поверхности. Поэтому в соответствии с вариантом осуществления изобретения некоторые части поверхности можно формировать известными способами, получая базовые прочности, дизайны или структуры, а заключительные слои можно наносить цифровым способом нанесения покрытия. Чтобы лучше сформировать матрицу 41 типографской краски, покрытие на поверхности, содержащее бумагу, порошок, винил, термопластичную смолу, а также аналогичные материалы, можно наносить цифровым способом. Слой порошка предпочтительно стабилизируют лампами инфракрасного излучения, горячим воздухом или предварительным прессованием перед нанесением отверждаемой типографской краски, и это позволяет наносить отверждаемую типографскую краску на довольно твердую, но все еще не отвержденную поверхность порошка. Порошок может содержать древесные волокна или частицы, связующее, предпочтительно термореактивную смолу, а также предпочтительно износостойкие частицы.
Конечно же, цифровое оборудование для нанесения покрытия может иметь несколько головок для печати типографскими красками, а панель можно перемещать несколько раз под этими головками для печати типографскими красками. Наносить покрытие цифровым способом можно на отдельные панели или на большой лист, который после нанесения покрытия разделяют на несколько панелей.
Частицы 41 матрицы типографской краски можно удалять многими методами, например с помощью вакуума, давления воздуха, щеток, повышенных температур, химических воздействий, с помощью воды и т.д. Можно использовать отверждаемую типографскую краску, которая после начального прессования и нагревания изменяет свою структуру, приобретая форму более мелких частиц.
Для обеспечения улучшенной поверхности, тисненой цифровым способом с приводкой (DVEIR), можно использовать весьма малые количества вещества. Возможно покрытие лишь 5-10% поверхности на среднюю глубину 0,05-0,5 мм, например на глубину 0,1 мм, и это означает, что может понадобиться масса лишь 5-10 г/м2. Удаляемый материал матрицы типографской краски можно регенерировать и использовать как наполнитель в других приложениях.
Предлагаемый способ можно использовать для формирования глубокого оттиска глубиной примерно 0,5 мм, а конкретнее это можно делать, если наносят несколько слоев отверждаемой типографской краски.
На фиг. 4b показано покрытие из отверждаемой типографской краски на подложке, такой как структурированная разделительная бумага или пленка 40, при этом отверждаемая типографская краска 25 нанесена на подложке 40, а не на поверхности панели. Этот способ переноса предпочтителен, когда базовый оттиск создают с помощью фольги, а не пластины пресса. Давление можно прикладывать посредством плиты 24 пресса, как показано, или цилиндра пресса (не показан). На фиг. 4c показано, что отверждаемую типографскую краску можно наносить на прессующий цилиндр или валик 40. Отверждаемая типографская краска 25 может быть сцеплена с подложкой постоянно или только переноситься на поверхность посредством подложки, а на последующем этапе - удаляться с этой поверхности.
На фиг. 5a-5d показан способ цифрового тиснения с приводкой (DVEIR), который можно использовать для очень простого и рентабельного обеспечения тисненых структур в материалах настилов практически всех типов.
На фиг. 5a, 5b показано, что подложка, такая как материал 40a первой базовой матрицы, предпочтительно образует часть базовой микроструктуры. Материал 40a первой базовой матрицы предпочтительно транспортируется сквозь пресс 24 от одного вводящего валика 22a к выводящему валику 22b. Материал 40a первой базовой матрицы может представлять собой алюминиевую фольгу, или полимерную пленку, или тисненую разделительную бумагу с покрытием и аналогичный материал. Такие материалы матрицы обычно используются в промышленности изготовления настилов и могут обеспечить многообразие микроструктур с разными уровнями блеска. Можно также использовать вторую базовую матрицу 40b, которая может быть обычной пластиной пресса. Отверждаемую типографскую краску 25 наносят на задней стороне первой базовой матрицы 40a посредством цифрового блока 36 нанесения покрытия, и ее можно отверждать посредством печи 23 УФ-отверждения, получая матрицу 41 типографской краски. На фиг. 5c показано, что вторая базовая матрица 40b на плите 24 пресса припрессовается к первой базовой матрице 40a и к матрице 41 типографской краски на первой матрице 40a. На фиг. 5d показана структура поверхности, когда первая базовая матрица 40a удалена вместе с матрицей 41 типографской краски. Изменяемый оттиск 19 формируется матрицей 41 типографской краски как впадина 37 в поверхности 2 и с приводкой отпечатка P. Эта поверхность содержит также базовую микроструктуру 17a и базовую тисненую структуру 17b, образованные первой и/или второй базовыми матрицами 40a, 40b.
Этот способ можно использовать для формирования базовой матрицы 40a, которую можно подавать в рулонах или листах и использовать для формирования тисненой поверхности на строительной панели. Базовая матрица 40a может представлять собой алюминиевую фольгу, или полимерную пленку, или бумагу с покрытием, как описано выше. Базовая матрица содержит нижнюю часть, предназначенную для припрессовывания к поверхности панели и отделения от нее, и верхней части, которая не находится в контакте с поверхностью панели во время припрессовывания и которая содержит выступы 41 и во время операции припрессовывания деформирует базовую матрицу 40a и выступы, созданные на нижней части этой матрицы, которая образует впадины 37 в поверхности панели как показано на фиг. 5b и 5c.
Пресс и пластину пресса можно заменить горячим и предпочтительно заранее структурированным валиком. В термореактивных материалах, таких как полы с поверхностным слоем винила, можно формировать улучшенные структуры DVEIR.
Все вышеописанные способы можно частично или полностью объединять.
Варианты осуществления изобретения можно также использовать для производства заранее тисненых разделительных материалов, таких как бумага с покрытием или фольга, которые поставляются в рулонах или листах на предприятие-изготовитель настилов для формирования прессуемой матрицы, например, из материала матрицы. На верхней или нижней стороне заранее тисненых материалов можно формировать цифровым способом матрицу типографской краски. Такое формирование применимо даже к материалу металла - посредством травления, при этом цифровая головка для печати типографскими красками подает типографскую краску, которую можно использовать для травления и формирования тисненых поверхностей.
Специалист в данной области техники поймет, что тисненую структуру можно сформировать только из матрицы типографской краски и что не надо использовать тисненую пластину пресса либо первую или вторую базовую матрицу для формирования базовой тисненой структуры. Взамен обычной тисненой пластины пресса можно использовать матрицу типографской краски, расположенную на подложке.
Основные принципы вариантов осуществления изобретения можно использовать также для формирования тисненой структуры поверхности путем нанесения мелких твердых частиц на поверхность перед этапом припрессовывания, и удаления этих частиц после припрессовывания. Позиционировать частицы можно цифровым способом. На подложке можно цифровым способом сформировать рисунок или изображение из связующего посредством головки для печати типографскими красками, которая подает лишь связующее, могущее содержать воду. Подложка может представлять собой слой порошка, бумагу оверлей или термопластичную фольгу, либо аналогичный материал. Жидкое связующее может связывать частицы непосредственно или косвенно за счет реакции со связующим, например, таким как меламиноформальдегидная смола, которая может быть заключена в поверхности или присутствовать в виде твердых частиц. Рассеивающее устройство рассеивает мелкие твердые частицы произвольным образом поверх рисунка связующего. Связующее соединяет некоторые частицы, которые образуют такой же рисунок, как жидкое связующее, а другие, не связанные, частицы удаляются, например, потоками воздуха. Остающиеся частицы образуют выступающую структуру, аналогичную отверждаемой типографской краске, которая уже отверждена. После этого подложку прессуют и отверждают, и твердые частицы впрессовываются в поверхность. Затем твердые частицы удаляют, например, механическим методом, посредством нагревания, потоком воздуха или химическим методом. Твердые частицы могут быть частицами песка, оксида алюминия или других минералов. Можно использовать даже соль или сахар, а заключительное их удаление может быть достигнуто путем растворения их в воде. Связующее можно наносить цифровым способом или после рассеивания твердых частиц.
Пример
В выполненном на основе порошка поверхностном слое панели, содержащей материал ДВПВП в качестве сердцевины, наносили цифровое изображение. Порошок был смесью древесных волокон (40%), частиц алюминия (10%) и порошка меламиноформальдегидной смолы (50%). Изображение создавали и вводили в порошок с помощью однопроходного печатающего устройства, содержащего 5 неподвижных печатающих пьезоголовок. Типографской краской была типографская краска на водной основе, содержащая цветные пигменты. Для нанесения рисунка матрицы с помощью отверждаемой типографской краски, содержащей УФ-отверждаемый полиуретан (ПУ), на задней стороне фольги использовали печатающую пьезоголовку с объемом капли 30 пиктолиторов. Рисунок матрицы ПУ был таким же, как древесноволокнистая структура цифрового изображения. Рисунок матрицы ПУ отверждали в УФ-печи, получая матрицу типографской краски. Алюминиевую фольгу позиционировали поверх цифрового отпечатка таким образом, что матрица типографской краски и цифровой отпечаток оказывались приведенными друг к другу. Панель и алюминиевую фольгу с матрицей типографской краски прессовали в прессе с давлением 40 кг/см2, в течение 30 с и нагревали до 160°C. После прессования матрицу из алюминия удаляли. Получали дизайн полностью тисненой с приводкой поверхности, имевшей базовый уровень блеска, который соответствует структуре поверхности алюминиевой фольги.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТРОИТЕЛЬНУЮ ПАНЕЛЬ МЕТОДОМ ЦИФРОВОЙ ПЕЧАТИ ИЛИ ЦИФРОВОГО ПОКРЫТИЯ | 2013 |
|
RU2636516C2 |
| ЦИФРОВАЯ ПЕЧАТЬ СВЯЗУЮЩИМ | 2013 |
|
RU2643975C2 |
| ЦИФРОВОЕ ТИСНЕНИЕ | 2014 |
|
RU2661835C2 |
| ЦИФРОВАЯ ПЕЧАТЬ ПРОЗРАЧНЫМИ БЕСЦВЕТНЫМИ ЧЕРНИЛАМИ | 2014 |
|
RU2667589C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДЕКОРИРОВАНИЯ ПАНЕЛИ | 2013 |
|
RU2635965C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ИЗДЕЛИЯ И ПАНЕЛЬ ПОЛА | 2012 |
|
RU2608416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИСНЕНЫХ СУБСТРАТОВ С ЦИФРОВОЙ ПЕЧАТЬЮ | 2016 |
|
RU2731530C2 |
| ПАНЕЛИ НА ОСНОВЕ ДРЕВЕСНЫХ ВОЛОКОН С ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2628514C2 |
| ПАНЕЛИ НА ОСНОВЕ ДРЕВЕСНЫХ ВОЛОКОН С ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2483867C2 |
| ИЗГОТОВЛЕНИЕ ДЕКОРАТИВНЫХ ПОВЕРХНОСТЕЙ | 2017 |
|
RU2742293C2 |
Изобретение относится к строительным панелям, особенно к панелям пола, и способу формирования поверхностей, имеющих оттиск с приводкой, с помощью цифровой головки для печати типографскими красками, которая подает отверждаемую типографскую краску на поверхность панели или на верхнюю сторону фольги как покрытие и формирует матрицу печатной краски, которую используют для создания впадины в поверхности путем приложения давления к матрице печатной краски. Способ формирования тисненой поверхности в строительной панели включает в себя этапы, на которых формируют матрицу типографской краски, имеющую горизонтальную и вертикальную протяженность, путем нанесения отверждаемой типографской краски на поверхностном слое строительной панели посредством цифровой головки для печати типографскими красками. Формируют впадину в поверхностном слое путем припрессовывания матрицы типографской краски к поверхностному слою, тем самым формируя тисненую поверхность строительной панели. формируют базовый оттиск в поверхностном слое путем припрессовывания базовой матрицы к поверхностному слою и удаляют матрицу типографской краски с тисненой поверхности. Предложенное решение обеспечивает создание панели со сложным рисунком. 2 н. и 13 з.п. ф-лы, 5 ил.
1. Комплект строительных панелей (1), имеющих поверхностный слой (2), содержащий декоративный слой (5) и тисненый верхний слой (16), отличающийся тем, что декоративный слой (5) содержит изменяемый отпечаток (Р), при этом тисненый верхний слой (16) содержит базовый оттиск (17), являющийся, по существу, идентичным для комплекта строительных панелей (1), и изменяемый оттиск (19), являющийся отличающимся для каждой строительной панели, причем изменяемый оттиск (19) выполнен с приводкой изменяемого отпечатка (Р).
2. Комплект строительных панелей по п. 1, в котором строительные панели (1) являются панелями пола.
3. Комплект строительных панелей по п. 1 или 2, в котором изменяемый отпечаток (Р) является цифровым отпечатком.
4. Комплект строительных панелей по п. 1 или 2, в котором базовый оттиск (17) сформирован с приводкой базового дизайна декоративного слоя (5).
5. Комплект строительных панелей по п. 4, в котором базовый дизайн декоративного слоя (5) является отпечатком (Р), предпочтительно цифровым отпечатком.
6. Комплект строительных панелей по п. 1 или 2, в котором строительные панели выполнены с тисненной поверхностью, обеспечивающей установление площади пола более чем примерно 10 м2, предпочтительно более чем примерно 15 м2, где все строительные панели имеют разные структуры поверхности.
7. Способ формирования тисненой поверхности (16) в строительной панели (1), включающий в себя этапы, на которых:
- формируют матрицу (41, 41а, 41b) типографской краски, имеющую горизонтальную и вертикальную протяженность, путем нанесения отверждаемой типографской краски (25, 25а, 25b) на поверхностном слое (2) строительной панели (1) посредством цифровой головки (30) для печати типографскими красками;
- формируют впадину (37) в поверхностном слое (2) путем припрессовывания матрицы (41, 41а, 41b) типографской краски к поверхностному слою (2), тем самым формируя тисненую поверхность (16) строительной панели (1),
- формируют базовый оттиск в поверхностном слое путем припрессовывания базовой матрицы к поверхностному слою, и
- удаляют матрицу (41, 41а, 41b) типографской краски с тисненой поверхности (16).
8. Способ по п. 7, в котором строительная панель (1) является панелью пола.
9. Способ по п. 7 или 8, в котором поверхностный слой (2) содержит декоративный слой (5) с отпечатком (Р), предпочтительно цифровым отпечатком (Р).
10. Способ по п. 9, в котором впадина (37) сформирована с приводкой отпечатка (Р).
11. Способ по п. 7 или 8, в котором цифровая головка (30) для печати типографскими красками является пьезоголовкой.
12. Способ по п. 7 или 8, в котором отверждаемая типографская краска (25) является полимерным материалом, предпочтительно полимерным материалом, отверждаемым ультрафиолетовым светом.
13. Способ по п. 7 или 8, в котором дополнительно отверждают отверждаемую типографскую краску для формирования матрицы (41) типографской краски.
14. Способ по п. 7 или 8, в котором матрица типографской краски сформирована на поверхностном слое строительной панели.
15. Способ по п. 7 или 8, в котором матрица типографской краски сформирована на подложке, предпочтительно базовая матрица, которую припрессовывают к поверхности панели.
| СПОСОБ ПОЛУЧЕНИЯ ТВОРОЖНОГО ПРОДУКТА | 2002 |
|
RU2213476C1 |
| US 20080185092 A1, 07.08.2008 | |||
| US 20090047480 A1, 19.02.2009. | |||

