Изобретение относится к области станкостроения и может быть использовано для нарезания винтовых канавок с постоянным шагом.
Известны станки для нарезания винтовых канавок, содержащие станину, переднюю и заднюю бабку, суппорт и механизм формообразования, предназначенный для преобразования возвратно-поступательного перемещения суппорта в возвратно-вращательное (а.с. 674833 и 588004, кл. МПК В 23 В 5/48). Недостатком этих станков является сложность механизма формообразования и переналадки оборудования, что увеличивает габариты станка и вспомогательное время при обработке.
Наиболее близким к заявляемому техническому решение является токарно-винторезный станок, содержащий станину, привод главного движения, зажимное приспособление, включающее патрон, установленный на шпиндель привода главного движения и взаимосвязанный через тягу и подшипниковую муфту с пневмоцилиндром, кинематическую цепь, согласовывающую вращение шпинделя с перемещением инструмента, привод подачи инструмента с резцовым суппортом и бабку заднюю (Чернов Н.Н. Металлорежущие станки, 4-ое издание, переработанное и дополненное. М.: Машиностроение, 1987, стр. 110-117, рис. 6.1). Этот станок принят нами за прототип.
Недостатком станка является сложность конструкции, отсутствие автоматизации и низкая производительность из-за большого вспомогательного времени.
Изобретение направлено на повышение производительности станка и максимальную автоматизация процесса обработки детали.
С этой целью в специальном токарном автомате, содержащем станину, привод главного движения, зажимное приспособление, включающее патрон, установленный на шпиндель привода главного движения и взаимосвязанный через ток зажима цанги и подшипниковую муфту с пневмоцилиндром, кинематическую цепь, согласовывающую вращение шпинделя с перемещением инструмента, привод подачи инструмента с резцовым суппортом, бабку заднюю, зажимное приспособление выполнено в виде цангового патрона, взаимосвязанного с механизмом контроля наличия детали, пневмоцилиндр выполнен с двухсторонним полым штоком, установленным коаксиально на штоке зажима цанги, на конце которого закреплен корпус муфты, взаимосвязанный тягой с механизмом зажима и выталкивания обработанных деталей в виде подпружиненного стакана, а корпус пневмоцилиндра закреплен на корпусе привода главного движения, при этом привод подачи инструмента выполнен в виде вращающегося барабана с замкнутым винтовым пазом на наружной поверхности для перемещения ролика, ось которого закреплена в корпусе салазок продольного ползуна, установленного с возможностью перемещения параллельно оси вращения шпинделя по направляющим типа ласточкин хвост, причем на корпус салазок продольного ползуна установлен поперечный ползун, содержащий резцовый суппорт, установленный с возможностью перемещения по призматическим направляющим до регулируемого упора, и ролик, взаимодействующий с пазом копира, жестко закрепленного на станине станка, при этом направление паза копира параллельно оси вращения шпинделя, а резцовый суппорт имеет собственный привод от двух пневмоцилиндров телескопического двухходового, к штоку которого через Т-образный паз крепится шток пневмоцилиндра отвода резца.
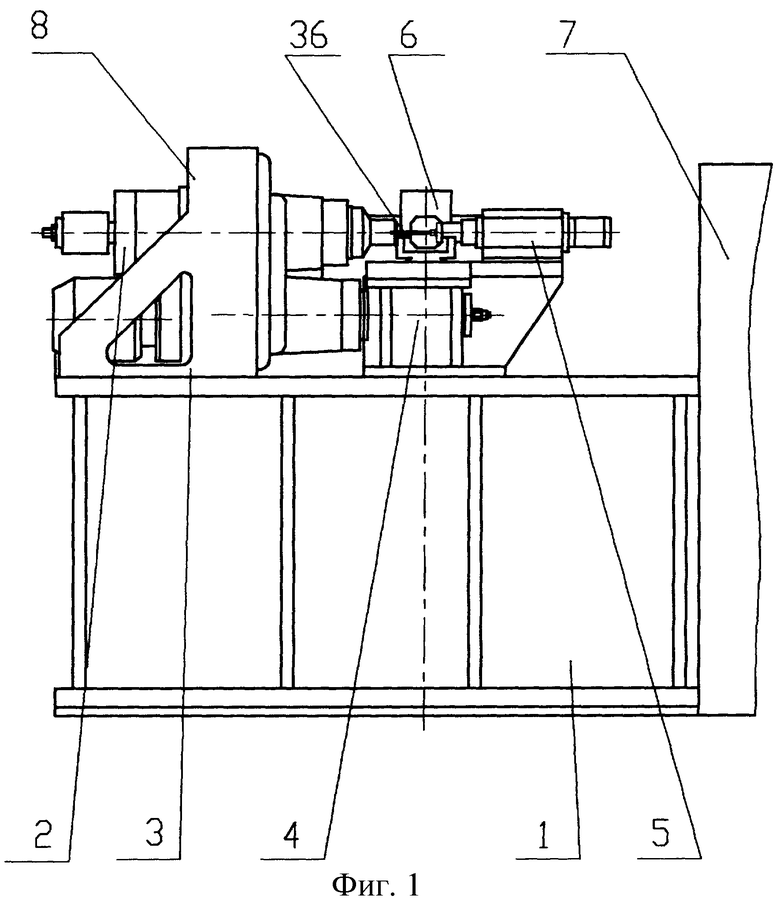
На фиг.1 приведен общий вид станка.
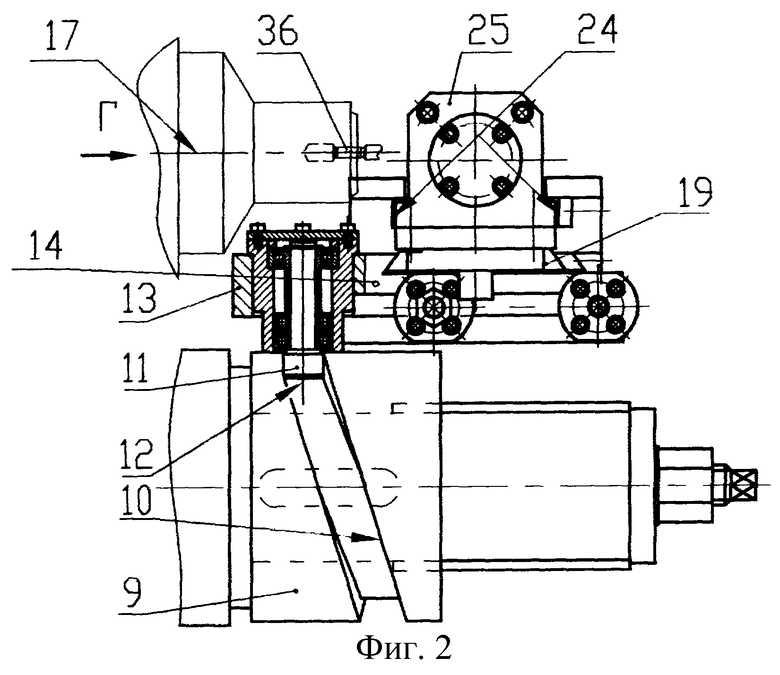
На фиг.2 - привод подачи инструмента.
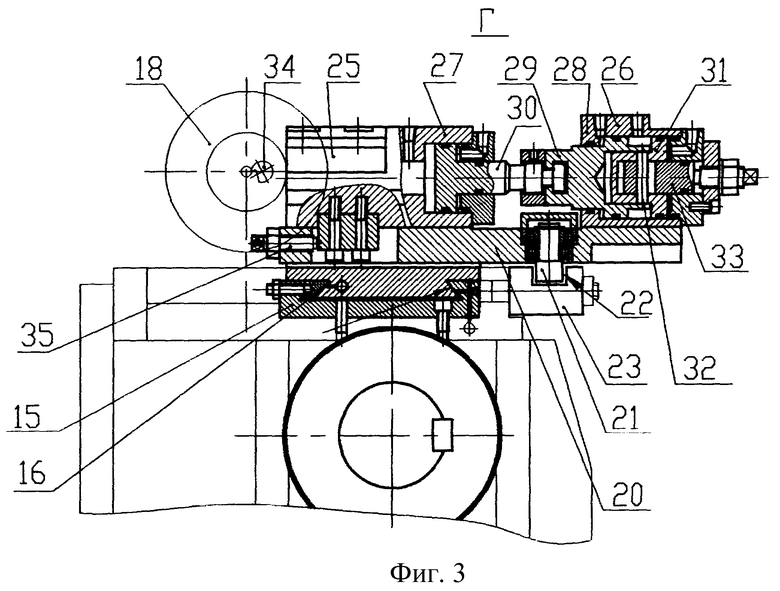
На фиг.3 - вид Г на фиг.2.
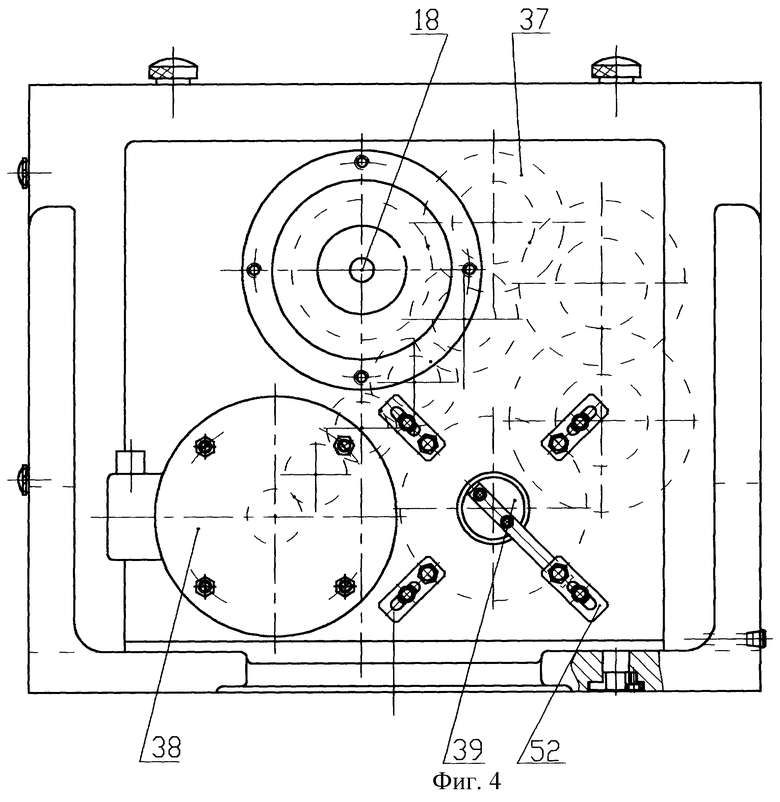
На фиг.4 - привод главного движения.
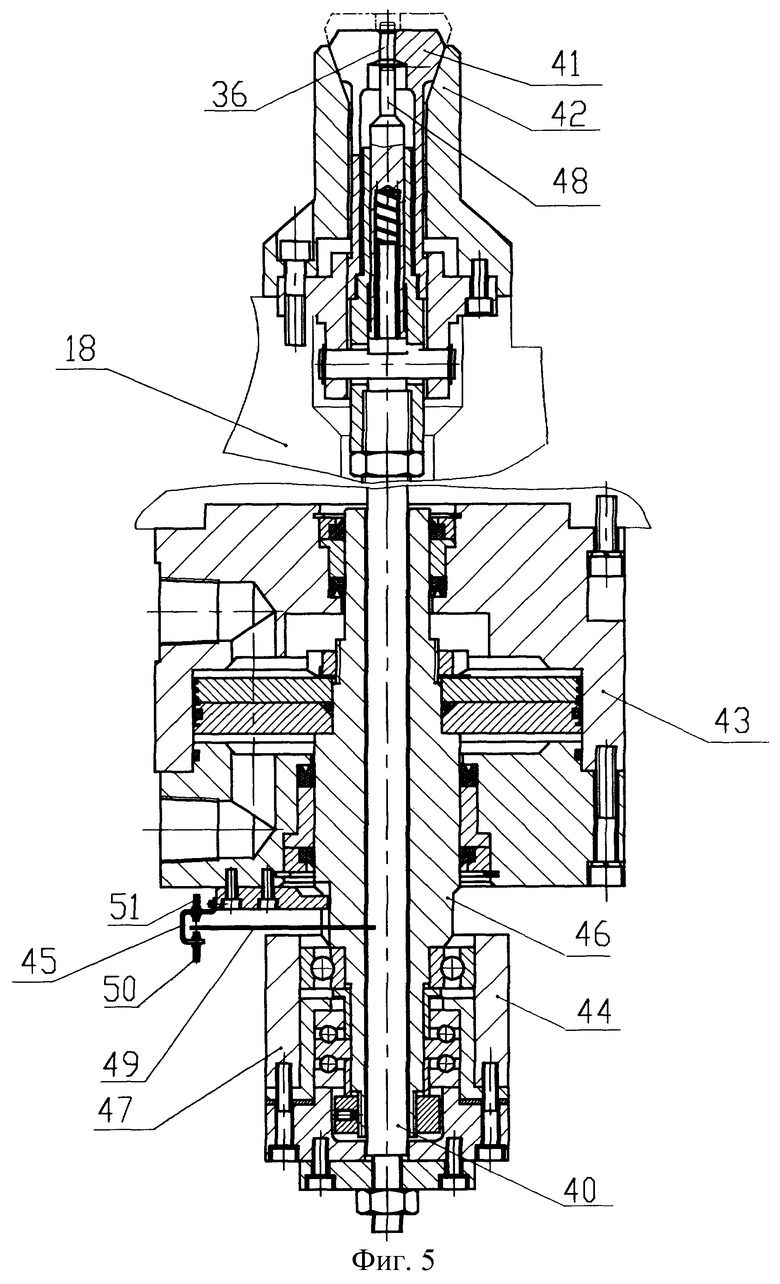
На фиг.5 - зажимное приспособление.
Специальный токарный автомат содержит станину 1, зажимное приспособление 2, привод главного движения 3, привод подачи инструмента 4, бабку заднюю 5, загрузочное устройство 6, электрооборудование 7 и пневмооборудование 8 (см. фиг.1).
Привод подачи инструмента 4 выполнен в виде вращающегося барабана 9 с замкнутым винтовым пазом 10 на внешней поверхности барабана для перемещения первого ролика 11, ось 12 которого закреплена в корпусе 13 салазок 14 продольного ползуна 15. Направляющие 16 салазок 14 продольного ползуна 15 типа ласточкин хвост расположены параллельно оси 17 вращения шпинделя 18. На корпус салазок 14 продольного ползуна 15 установлен поперечный ползун 19, к корпусу 20 которого прикреплен второй ролик 21, перемещающийся по пазу 22 копира 23 (фиг.3), направление которого параллельно оси 17 вращения шпинделя 18. Копир 23 закреплен неподвижно на станине 1 станка. На корпусе поперечного ползуна 19 в призматических направляющих 24, перпендикулярных оси вращения шпинделя, установлен резцовый суппорт 25, имеющий собственный привод от двух пневмоцилиндров: телескопического двухходового 26 и пневмоцилиндра отвода резца 27, встроенного в резцовый суппорт 25. Телескопический двухходовой цилиндр 26 состоит из корпуса 28, шток-поршня 29, соединенного посредством Т-образного паза со шток-поршнем 30 пневмоцилиндра 27, и шток-поршня 31, установленного коаксиально шток-поршню 29 и взаимосвязанного через палец 32, размещенный с возможностью ограниченных перемещений в пазу упора 33, при помощи которого происходит регулировка хода обоих поршней. Резцовый суппорт 25, в котором установлен резец 34, перемещается до регулируемого упора 35. Вращение барабана 9 привода подачи инструмента заимствуется от привода главного движения 3. В зависимости от количества витков нарезаемой винтовой канавки выбирается соотношение частоты вращения барабана 9 и частоты вращения шпинделя 18 с обрабатываемой деталью 36 и настраивается при помощи косозубых сменных зубчатых колес 37.
Привод главного движения 3 состоит из асинхронного двигателя 38, вращение от которого передается через зубчатые колеса 37 на шпиндель 18 и вал 39 привода подачи инструмента 4. Шпиндель 18 представляет собой полый вал, внутри которого размещается ток 40 зажима цанги 41 зажимного приспособления 2 (фиг.4).
Зажимное приспособление 2 состоит из цангового патрона 42 со штоком 40 зажима цанги 41, пневмоцилиндра 43 и подшипниковой муфты 44. Цанговый патрон 42 закреплен на шпинделе 18 и взаимосвязан с механизмом 45 контроля наличия обрабатываемой детали 36. Пневмоцилиндр 43 выполнен с двухсторонним полым штоком 46, установленным коаксиально на штоке 40 зажима цанги. На одном конце штока зажима цанги посредством резьбы и контргайки закреплен корпус 47 подшипниковой муфты 44, а другой конец взаимосвязан с механизмом выталкивания обработанных деталей в виде подпружиненного стакана 48. Корпус 47 муфты вращается вместе со штоком 40 зажима цанги и шпинделем 18. На штоке 40 зажима цанги установлен механизм контроля 45 наличия детали, выполненный в виде флажка 49 и бесконтактных датчиков 50 и 51.
Корпус пневмоцилиндра 43 закреплен на корпусе привода главного движения.
Электрооборудование 7 обеспечивает питание электродвигателя 38 и аппаратов, управление всеми узлами и механизмами в автоматическом и наладочном режимах, техническую диагностику ряда неисправностей. Пневмооборудование 8 служит для привода зажимного приспособления 2, привода подачи инструмента 4, задней бабки 5, загрузочного устройства 6.
На вале 39 привода подач установлен флажок 52 включения и отключения рабочих подач.
Станок работает следующим образом.
С пульта управления включают электрооборудование 7 и пневмооборудование 8 станок должен бесперебойно снабжаться электроэнергией и сжатым воздухом). При включении электродвигателя 38 привода главного движения шпиндель 18 с зажимным приспособлением 2 начинают вращаться. С вала привода главного движения передается вращение через косозубые цилиндрические колеса 37 на вал привода подач 39, на котором установлен барабан 9 механизма привода подач и флажок 52 включения и отключения рабочих подач. При вращении барабана 9 по его замкнутому винтовому пазу 10 перемещается возвратно-поступательно ролик 11, закрепленный в корпусе 13 нижних салазок 14 продольного ползуна 15. Ролик 11 перемещает продольный ползун 15, т.е. механизм привода подач с резцовым суппортом 25 и резцом 34 совершает возвратно-поступательное перемещение параллельно оси вращения шпинделя по замкнутому циклу: начальное положение - конечное положение - начальное положение и т.д.). Продольный ползун 15, перемещаясь, двигает поперечный ползун 19 с резцовым суппортом 25, ролик 21 которого идет по пазу 22 копира 23. В исходном положении резец 34 полностью отведен, но его возвратно-поступательное перемещение параллельно оси шпинделя 18 по траектории, задаваемой пазом 22 копира 23, не прекращается, т.е. вершина резца 34 перемещается по траектории: подвод - отвод, не касаясь обрабатываемой детали 36.
В исходном положении цанга зажимного приспособления разжата, задняя бабка 5 находится в отведенном положении. Шибером загрузочного устройства 6 обрабатываемая деталь 36 подается в зону обработки. Задняя бабка 5 перемещается и заталкивает деталь 36 в цанговый патрон 42, торцем деталь 36 упирается в выталкиватель до тех пор, пока торец стакана 48 не сожмет пружину. В этот момент происходит перемещение поршня пневмоцилиндра 43 вниз (фиг.5), т.к. цанговый патрон 42 закреплен на шпинделе, а пневмоцилиндр зажима цанги закреплен на корпусе привода главного движения и не имеет возможности вращаться вместе со шпинделем 18, то усилие на шток 40 зажима цанги передается от штока пневмоцилиндра 43 через подшипниковую муфту 44. Лепестки цанги 41 сжимаются, т.е. происходит зажим детали 36. Шибер загрузочного устройства 6 уходит из зоны обработки.
Если деталь 36 не пришла на позиции загрузки, ход цанги вниз (на фиг.5) ничем не ограничен, при этом шток пневмоцилиндра 43 перемещается дальше обычного и флажок 49 включает бесконтактный датчик 50 (а при зажатой детали флажок 49 до датчика 50 не доходит), который выдает сигнал на отсутствие детали в зажимном приспособлении и команда на подвод суппорта не подается, а на пульт управления подается соответствующий сигнал.
Когда при зажатой детали получен сигнал на подвод резцового суппорта и механизм привода подач с резцовым суппортом возвращается в исходное положение, флажок 52 замыкает конечный выключатель (соответствующий исходному положению), который подает сигнал на включение привода подвода резцового суппорта 25. Весь механизм перемещений резца для нарезки канавки перемещается перпендикулярно оси вращения шпинделя 18 с деталью 36 пневмоцилиндрами 26 и 27. Каждый из этих пневмоцилиндров пододвигает механизм перемещений резца на 1/3 глубины канавки последовательно (т.к. обработка производится за три прохода), и эти же пневмоцилиндры возвращают механизм перемещений резца каждый раз в состояние отведенного от детали в начальное положение.
По окончании обработки подается сигнал на разжим детали, задняя бабка отводится, шток зажима цанги 40 отводится вправо, лепестки цанги 41 разжимаются, подпружиненный стакан 48 выталкивает деталь 36, которая по лотку скатывается в тару, флажок 49 взаимодействует с датчиком 51, который выдает сигнал, что цанга 41 разжата. Затем цикл повторяется сначала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШПИНДЕЛЬНАЯ БАБКА | 1970 |
|
SU263371A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Пружинно-пневматический патрон | 1978 |
|
SU804222A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| Переносной механизированный фаскорез | 1973 |
|
SU492352A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Цанговый патрон | 1984 |
|
SU1184614A1 |
| МЕХАНИЗМ ПОДАЧИ И ЗАЖИМА ПРУТКА | 2012 |
|
RU2483842C1 |
| Устройство для обработки деталей на станке | 1986 |
|
SU1516232A1 |
Изобретение относится к области станкостроения, нарезанию винтовых канавок с постоянным шагом. Автомат содержит станину, привод главного движения, зажимное приспособление, включающее патрон, установленный на шпиндель привода главного движения и взаимосвязанный через шток зажима цанги и подшипниковую муфту с пневмоцилиндром, кинематическую цепь, согласовывающую вращение шпинделя с перемещением инструмента, привод подачи инструмента с резцовым суппортом, бабку заднюю. Для повышения производительности и автоматизации процесса обработки зажимное приспособление выполнено с цанговым патроном, взаимосвязанным с механизмом контроля наличия детали, пневмоцилиндр выполнен с двухсторонним полым штоком, установленным коаксиально со штоком зажима цанги, на конце которого закреплен корпус подшипниковой муфты, взаимосвязанный тягой с механизмом выталкивания обработанных деталей в виде подпружиненного стакана. Корпус пневмоцилиндра закреплен на корпусе привода главного движения. Привод подачи инструмента выполнен в виде вращающегося барабана с замкнутым винтовым пазом на внешней поверхности барабана для перемещения ролика, ось которого закреплена в корпусе салазок продольного ползуна, установленного с возможностью перемещения параллельно оси вращения шпинделя по направляющим типа ласточкин хвост, причем на корпус салазок продольного ползуна установлен поперечный ползун, содержащий резцовый суппорт, установленный с возможностью перемещения по призматическим направляющим до регулируемого упора, и ролик, взаимодействующий с пазом копира, жестко закрепленного на станине станка. При этом направление паза копира параллельно оси вращения шпинделя, а резцовый суппорт имеет собственный привод от двух пневмоцилиндров: телескопического двухходового, к штоку которого через Т-образный паз крепится шток пневмоцилиндра подвода резца. 5 ил.
Специальный токарный автомат, содержащий станину, привод главного движения, зажимное приспособление, включающее патрон, установленный на шпиндель привода главного движения и взаимосвязанный через шток зажима цанги и подшипниковую муфту с пневмоцилиндром, кинематическую цепь, согласовывающую вращение шпинделя с перемещением инструмента, привод подачи инструмента с резцовым суппортом, бабку заднюю, отличающийся тем, что зажимное приспособление выполнено с цанговым патроном, взаимосвязанным с механизмом контроля наличия детали, пневмоцилиндр выполнен с двухсторонним полым штоком, установленным коаксиально со штоком зажима цанги, на конце которого закреплен корпус подшипниковой муфты, взаимосвязанный тягой с механизмом выталкивания обработанных деталей в виде подпружиненного стакана, корпус пневмоцилиндра закреплен на корпусе привода главного движения, привод подачи инструмента выполнен в виде вращающегося барабана с замкнутым винтовым пазом на внешней поверхности барабана для перемещения ролика, ось которого закреплена в корпусе салазок продольного ползуна, установленного с возможностью перемещения параллельно оси вращения шпинделя по направляющим типа "ласточкин хвост", причем на корпус салазок продольного ползуна установлен поперечный ползун, содержащий резцовый суппорт, установленный с возможностью перемещения по призматическим направляющим до регулируемого упора, и ролик, взаимодействующий с пазом копира, жестко закрепленного на станине станка, при этом направление паза копира параллельно оси вращения шпинделя, а резцовый суппорт имеет собственный привод от двух пневмоцилиндров: телескопического двухходового, к штоку которого через Т-образный паз крепится шток пневмоцилиндра подвода резца.
| ЧЕРНОВ Н.Н | |||
| “Металлорежущие станки”, 4-е изд., М., “Машиностроение”, 1987, с.110-117, рис | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Полуавтоматический токарно-винторезный станок для нарезания замкнутых винтовых нарезок правого и левого направлений | 1959 |
|
SU128724A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ИСПОЛНИТЕЛЬНОГО ОРГАНА МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1971 |
|
SU418275A1 |
| Устройство для нарезания замкнутых канавок в форме эллипса | 1976 |
|
SU588064A1 |
| Устройство для испытания роторно-поршневого двигателя внутреннего сгорания | 1985 |
|
SU1262326A1 |

