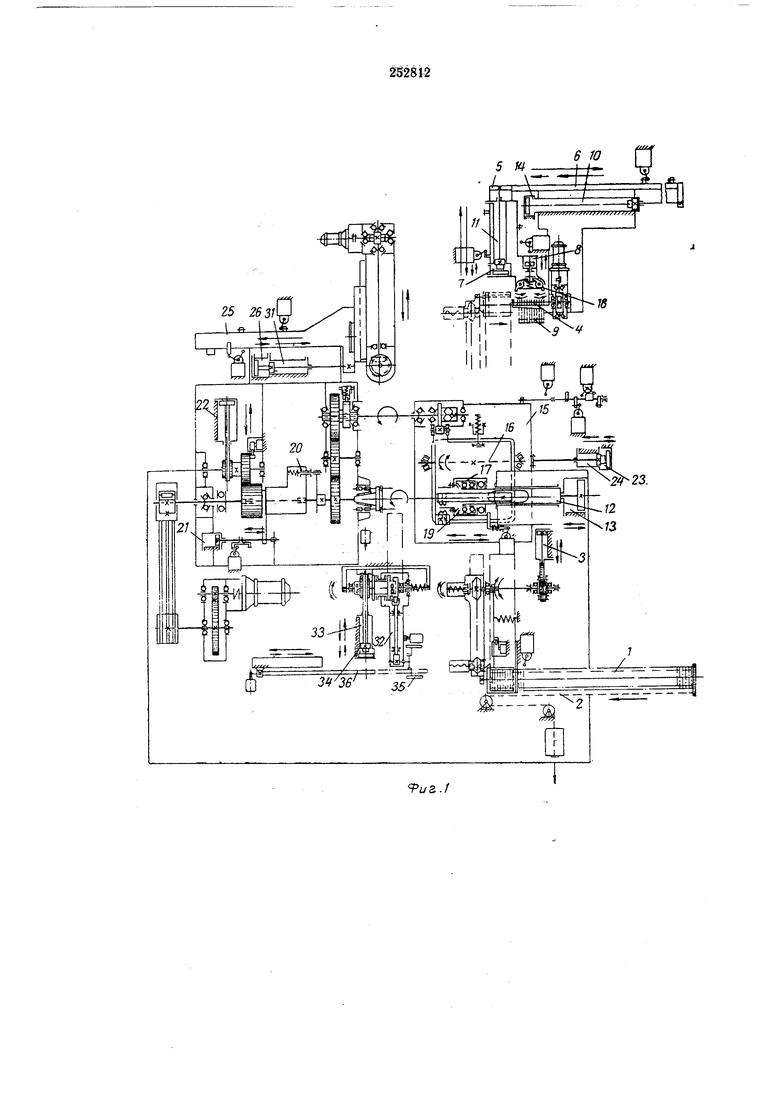
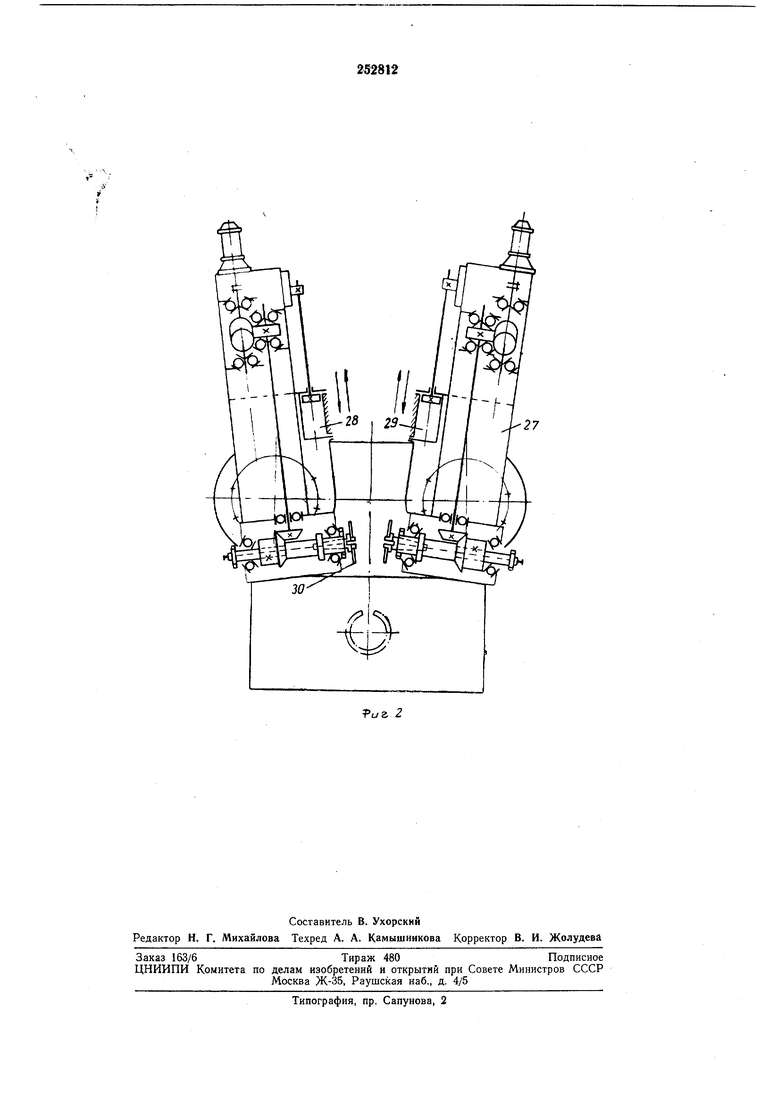
Известны автоматические станки для черновой обработки колец нешравильной формы, например лоршиевых, с суппортом для .одновременной копириой обточ-ки « расточки, задней бабкой С полостью для резцовой оправки и фрезерной головкой для вырезки замка. Предлагаемый станок позволяет повысить производительность и качество обработки колец. Достигается это тем, что задняя бабка, несущая на себе меха)низмы ориентации и подачи колец, скреплена со всеми, например, четырьмя, направляющими станины и выполнена обхватывающей своим корпусом каретку суппорта ic установленным на нем качающимся от Копира двуплечим рычагом с резцовыми оправками. Фрезерная головка снабжена двумя поворотными плитами, обеспечивающими установку дисковых фрез на заданный угол вырезки замка. Для уменБщеиия околов на К1райних кольцах при точении и фрезеровании с больщи ми подачами суппорт и фрезерная головка снабжены гидравлическими устройствами с регулируемыми упорами, еоздей ствующи1мина зоЛОТ1НИКИ, обеспечивающие замедленные подачи в конце рабочего хода. Для сокращения вспомогательного в ремени при переналадках фрезерные головки станка снабясены .консольными цанговыми оправками для крепления инструмента иа шпинделях. На фиг. 1 схематично изображена кинематическая схема описываемого станка; на фиг. 2 - кинематическая схема фрезерной головки. Заготовки колец / перемещаются по направляющим приемного транспортера 2 в накопитель, расположенный на конце качающегося рычага-переносчика 3, передающего пакет колец определенной величины на ориентатор 4, который постоянно вращается с небольщой скоростью от индивидуального электродвигателя. Вертикальная ползущка 5 автооператора 6 опускается для захвата пакета колец / при помощи гидроцилиндров 7 и S и сферических губок 9. Обратным движением гидроцилиндра 7 ориентированный пакет колец приподнимается над ориентатором 4 и выносится на линию центров станка посредством гидроцилиндров 10 и 11. Пиноль 12 задней бабки, перемещаясь влево гидроцилиндром 13, зажимает пакет колец / между полыми стаканами щпиндельной и задней бабок. Одновременно с движением пиноли 12 выключается гидроцилиндр упора 14 автооператора 6, чем достигается равномерный прижим левого торна шпинделе. Внутри суппорта, выполненного в виде каретки 15, на валу установлен качающийся двуплечий рычаг 16, на котором жестко закреплены резцовые оправки для обточки и расточки пакета колец. На суппорте расположено зажимное устройство 17. Наличие в зажймном устройстве самоустанавливающейся сферической опоры 18 обеспечивает зажим пакета по всей площади кольца, а также уменьшает лерекосы в упорных лодшиениках, что обеспечивает увеличение длины пакета, обрабатываемых колец и срока службы подшипников.
После зажима пакета колец в центрах автооператор 6 освобождает свои захваты 19 под действием гидроцилиндров 10 и И и возвращается в исходное положение. Одновременно с отводом автооператора включается однозубая муфта 20 ориентации щпинделя при помощи гидроцилиндров 21 и 22. Подвод суппорта включается гидроцилиндром 23, а гидроцилиндр 24 включают на рабочую подачу.
Пакет колец обрабатывается без сколов благодаря переключению гидравлических дросселей при помощи упоров на суппорте, воздействующих на конечный выключатель. После обточки ,и расточки пакета колец суппорт отводится в исходное положение. При помощи лидроцилиндров 21 .и 22 отключается вращение шпинделя и включается муфта 20. В конце ориентации шпинделя подводится продольная ползушка 25 фрезерной головки при помощи гидроцилиндра 26. Ползуны 27 при помощи гидроцилиндров 28 и 25вводят фрезы 30 в паз полого стакана на шпинделе.
Одновременно включается вращение фрезерных шпинделей. Фрезерование замка осуществляется путем включения .гидроцилиндра 81 на рабочую подачу. После фрезеровки замка фрезерная головка под действием гидроцилиндров 28-31 возвращается в .исходное положение. Механическая рука 32 поворачивается гидроцилиндрами 5 к 34 и захватами 35 берет пакет колец. Гидроцилиндр 13 отключается, и пиноль 12 задней бабки перемещается в исходное правое положение. Механическая рука 32 выносит обработанный пакет колец с оси центров стакана обратным движением гидроцилиндра 55. При фрезеровке замка следующего пакета колец срабатывает гидроцйлиндр 34, и захваты 55 освобождаются от колец, которые повисают на штанге 36 и выводятся из цикла.
Предмег изобретения
1. Автоматический станок для черновой обработки колец неправильной формы, например поршневых, с суппортом для одновременной копирной обточки и расточки, задней бабкой с полостью для резцовой оправки и фрезерной головкой для вырезки замка, отличающийся тем, что, с целью повышения производительности« качества обработки колец задняя бабка, несущая на себе механизмы ориентации и подачи колец, жестко скреплена со
всеми, например четырьмя, направляющими станины и выполнена обхватывающей своим корпусом каретку суппорта с установленным на нем качающимся от копира двуплечим рычагом с резцовыми оправками, а фрезерная
головка снабжена двумя поворотными плитами, Обеспечивающими установку инструмента, например дисковых фрез, на требуемый угол вырезки замка.
2.Станок по п. 1, отличающийся тем, что, с целью уменьшения сколов на крайних кольцах при точении и фрезеровании с большими подачами, суппорт и фрезерная головка снабжены гидравлическими устройствами с (регулируемыми упорами, воздействующими на золотники, обеспечивающие замедленные подачи в конце рабочего хода.
3.Станок по п. 1, отличающийся тем, что, с целью получения окончательного размера и профиля замка в кольцах, фрезерные шпиндели выполнены с осевой регулировкой на размер замка.
4.Станок по пп. 1 и 3, отличающийся тем, что, с целью сокращения вспомогательного времени при переналадках, его фрезерные головки снабжены консольными цанговыми оправками для крепления инструмента на шпинделях.
.1
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ СТАНОК | 1973 |
|
SU394190A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОБРАБОТКИ СНАБЖЕННЫХ ЗАМКОМ ПОРШНЕВЫХ КОЛЕЦ | 1968 |
|
SU231287A1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| АЛМАЗНО-РАСТОЧНЫЙ СТАНОК | 1970 |
|
SU258810A1 |
| Станок для фрезерования односторонних скосов на торцах зубьев шестерен | 1977 |
|
SU738791A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ВРАЩАЮЩИМСЯ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 1971 |
|
SU422537A1 |