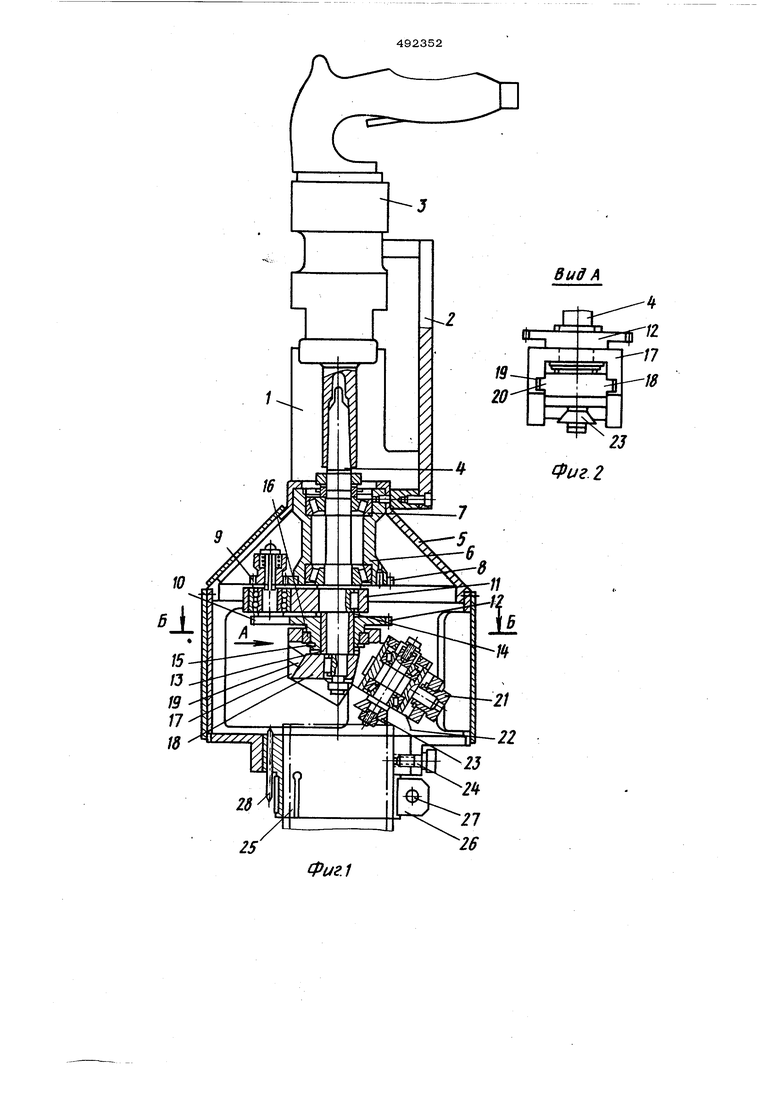
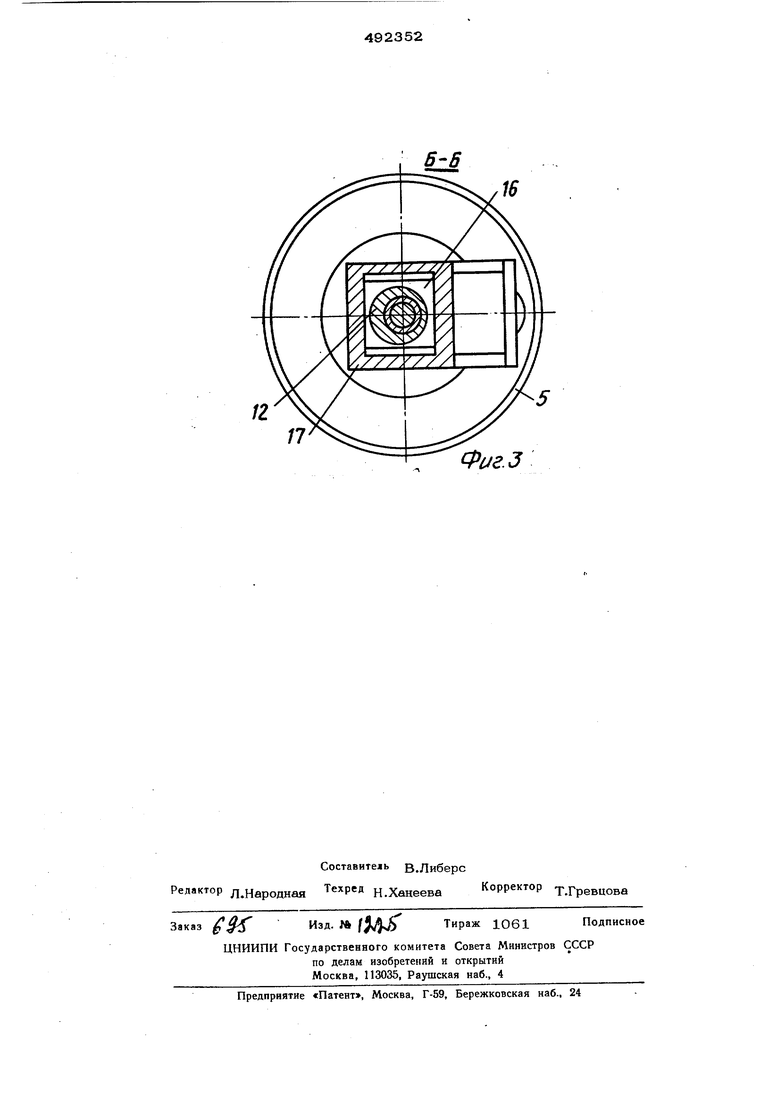
Силовая головка содержит соединенный р корпусом 1 и стойкой 2 привод 3, связанный со шпинделем 4 при помощи конусного хвостовика. При этом в корпусе закреплен польй кожух 5, в нем размещен стакан 6, в кото ром посредством подшипников 7 установлен шпиндель. На стакан напрессован зубчатый венец 8 солнечной передачи, кинематически связанной с подпружиненной щестерней 9, соединенной со шлидевым концом мелкомодульного зубчатого колеса 1О и установлен ной на водила 11 j которое жестко закреплено со шпинделем ведомого колеса 12. Механизм подачи суппорта имеет ведомое зубчатое колесо, свободно сидящее на распорной втулке 13 между шайбами 14, выполненное с эксцентриковой ступицей, на которой стопорное колесо 15 удерживает ползун 16 с возможностью радиальных сме щений в прямоугольном окне корпуса 17, перемещаюиГегося по направляющей 18, жестко закрепленной на конце шпинделя. В пазы 19 корпуса входят выступы 2О направляющей. Рабочие поверхности корпу са и направляющих наклонены относительно продольной оси шпинделя под углом образования фаски, В этом же корпусе закреплен посредством гайки 21 режущий элемент в виде быстросменного блока 22 с роторным резцом 23. Этот блок смонтирован в корпусе так, что режущая кромка его резца составляет с продольной осью изделия угол, соответствующий углу образования фаски. На кожух силовой головки установлено при помощи винтов 24 приспособление для зажима инструмента на изделии. Это приспособление состоит из цангового пат- рона 25, на который надет хомут 26 со стяжным винтом 27. Патрон снабжен откидным упором 28 для ограничения зажима по высоте относительно Торца изделия. Устройство работает следующим обр&зом. Предварительно резец 23 устанавливают в верхнее крайнее положение (на нуль). Это достигается путем выведения шестерни 9 из запелления с зубчатым вендом 8 и поворота ее по часовой стрелке. При этом колесо 10, постоянно связанное с ведсмым колесом 12, вращая его, обеспечивает п тем взаимодействия cooTBeTCivвенно ступицы и ползуна 16 подъем корпуса 17, а следовательно резца 23, После этого инструмент устанавливают на иa делие цанговым патроном, который обхватывает обрабатываемую деталь по высоте, {определяемой вылетом откидного упора 8. Затем зажим стягивают винтом 27, | акрепляя инструмент. Далее обратным вращением шестерни 9 роизводят перемещение корпуса 17 вниз О соприкосновения реткущей кромки резца внутренней поверхностью изделия. Таким бразом обеспечивается заданный первона-. альный радиус обработки, Потом включают тривод 3, который вра ает шпиндель 4 с направляющей 18, осуествляя круговую подачу инструмента от-. носительно изделия. Радиальная подача резца производится автоматически от шпинделя через водило 11 на колесо 1О со шлицевым хвостовиком, на котором установлена шестерня 9, входящая в зацепление . с венцом 8 солнечного колеса. Последнее передает вращение ведомому колесу 12 (разность числа зубьев солнечного 8 и ведомого 12 колес равна 1). Ведомое колесо, имеющее эксцентриковую ступицу, воздействует на ползун 16, который перемещается в окне корпуса 17 (см. фиг. 3) в горизонтальной плоскости передвигает режущую головку вместе с резцом 23 вдоль направляющей 18 по пазам 19 под углом образования Фаски. При этом происходит относительное перемещение ползуна и режущего инструмента в вертикальной плоскости, В результате осуществляется постоянное врезание чащки резца в .изделие с минимальной подачей. Эксцентриситет шейки колеса 12 определяет величину (и программу) автоматической подачи. зависимости от величины эксцентриситета (при .одном и том же передаточном отношении) будет быстрее или медленнее сниматься фаска у изделия. По окончании снятия фаски инструмент снимается, производят установку на нуль и обработка очередного изделия осуществ- ., ляется в описанном порядке. Предмет изобретения Переносной механизированный фаскорез, содержащий зажимное приспособление и силовую головку, включающую щпиндель, механизм подачи и резцовый суппорт с направляющими, отличающийся тем, что, с целью повышения производительности, надейости и ЗшрЫцёнйЛсонст рукции, механизм подачи выполнен в виде солнечной передачи, кинематически связа ной со свободно установленным на шпинделе зубчатым колесом с эксцентричной с,тупицей, посредством которой оно воздейс- вует на ползун, связанный с резцовым суп.56,
портом, при этом шестерня, установленнаяненной, а направляющие резцового суппорна водиле шп11нделя, вьшолнена подпружи- а жесугко закреплены на конце шпинделя.
492352
Л
В-6
16
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| Приспособление для обработки квадратных валов | 1940 |
|
SU61230A1 |
| Устройство для обработки кромок отверстий | 1977 |
|
SU611776A2 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| Станок для обработки конических сопрягаемых поверхностей | 1988 |
|
SU1650374A1 |