Изобретение относится к способу регулирования источника сварочного тока с резонансным контуром, как охарактеризовано в пункте 1 формулы изобретения.
Известно устройство дуговой сварки с резонансным контуром согласно DE 4411227 A1. Оно состоит из источника тока инвертора с выпрямителем, питающимся сетевым напряжением, промежуточного контура, преобразователя тока, тактируемого с первичной стороны, и выпрямителя, который размещен с вторичной стороны преобразователя тока и с которым связан процесс сварки, в частности сварочная горелка. Тактирование преобразователя тока производится через мостовую схему, в частности через полумост, причем мостовая схема образована коммутационными элементами. Коммутационные элементы полумоста находятся в электропроводном состоянии в течение предварительно заданного интервала коммутации. Управление и/или регулирование коммутационными элементами мостовой схемы производится таким образом, что коммутационные элементы включаются в том случае, когда либо резонансный ток, либо резонансное напряжение становится равным нулю, причем для деактивации коммутационных элементов либо резонансный ток, либо резонансное напряжение затухает до нуля, и это значение еще в течение короткого отрезка времени сохраняется, прежде чем происходит деактивация или отключение коммутационных элементов.
Недостатком этого решения является то, что подобный резонансный контур работает лишь на квази- или полурезонансе, т.е. протекание тока по индуктивности возможно только в одном направлении и на конденсаторе может возникать только напряжение одной полярности.
В документе "Conference Record of the 1993 IEEE Industry Applications Conference 28th IAS Annual Meeting", касающемся “Электронного сварочного устройства с инвертором с высокочастотным резонансом” от 3 октября 1993 г. описан способ регулирования источника сварочного тока, содержащего последовательно-параллельный преобразователь (LC2-резонансный преобразователь). При этом выполненная в виде полумоста мостовая схема управляется устройством управления, содержащим множество цифровых и аналоговых схем. Регулирование источника сварочного тока происходит таким образом, что в нормальном режиме работы источника тока рабочая точка лежит на характеристике резонансного контура вне или рядом с резонансной частотой, для чего мостовая схема последовательно управляется соответствующим образом от устройства управления. При появлении изменения в нагрузке мостовая схема управляется затем таким образом, что резонансный контур приводится в действие по меньшей мере с резонансной частотой.
Кроме того, из указанной работы известно, что рабочая точка при изменении характеристики резонансного контура постоянно должна сохраняться на той же стороне от точки резонансной частоты, или рабочая точка не должна падать ниже резонансной частоты, когда характеристика резонансного контура изменяется ввиду изменения сопротивления на выходе. Хотя указанный полумост изготавливается относительно просто и экономично, однако возможности регулирования для достижения стабильной работы при динамическом изменении нагрузки ограничены и не являются удовлетворительными при всех случаях нагрузки, имеющих место при использовании на практике.
Из WO 97/01211 А1 известен резонансный преобразователь, в котором также используется последовательно-параллельный колебательный контур, так что для различных состояний нагрузки возникают вновь различные резонансные частоты и характеристики.
При этом для согласования тактовой частоты резонансного преобразователя с различными резонансными частотами колебательного контура, вследствие изменений нагрузки, используется множество генераторов. Ввиду множества возможных резонансных частот, для регулирования используется только определенное количество резонансных частот, причем возможные рабочие частоты преобразователя, т.е. разрешенные резонансные частоты, зависят от используемых генераторов, в особенности от их частоты. При регулировании осуществляют переключение между фиксированным образом заданными частотами генераторов, чтобы осуществить согласование мощности преобразователя с нагрузкой. При этом резонансный преобразователь всегда работает с резонансной частотой. Недостатком при этом является то, что для согласования с большим количеством резонансных частот необходимо большое количество различных резонаторов и поэтому непрерывное регулирование невозможно, так как может устанавливаться резонансная частота, которая не может быть соотнесена ни с одним из внутренних генераторов, в частности не может соответствовать частоте соответствующего генератора, так что всегда возможно только дискретное регулирование. Кроме того, недостатком является то, что регулирование резонансного преобразователя возможно только на резонансной частоте, и поэтому сдвиг рабочей точки на характеристике, а также определенный режим работы на частоте выше или ниже резонансной частоты невозможен. Это может оказаться необходимым, например, при требуемом изменении мощности преобразователя при постоянной нагрузке.
В основе изобретения лежит задача создания способа регулирования и/или управления источником сварочного тока с резонансным контуром, при котором управление и/или регулирование производится в зависимости от выходных условий потребителя.
Указанная задача изобретения решается с помощью действий, как охарактеризовано в пункте 1 формулы изобретения. Предпочтительным при этом является то, что за счет подобного регулирования источника сварочного тока, в частности мостовой схемы, гарантируется то, что рабочая точка сохраняется всегда на одной и той же стороне резонансной характеристики, в частности на нарастающей или на спадающей характеристике резонансной кривой. Еще одно преимущество состоит в том, что посредством различных режимов работы, в особенности в нормальном режиме, в особом режиме и/или в способе особого регулирования, резонансный контур продолжает колебаться независимо от внешнего подвода энергии и тем самым может производиться коррекция и последующее согласование частоты переключение переключающих элементов с резонансной частотой резонансного контура. Существенное преимущество состоит также в том, что посредством подобного способа для регулирования источника сварочного тока с резонансным контуром может быть реализована соответствующая выходная характеристика, при которой при незначительном протекании тока имеется соответствующее высокое выходное напряжение для поддержания дуги или для зажигания дуги, причем выбор параметров силовых элементов и соответственно источника сварочного тока может поддерживаться достаточно низким, так как необходимая дополнительно энергия предоставляется для использования резонансным контуром.
Преимущество обеспечивается другим вариантом выполнения согласно пункту 2 формулы изобретения, так как тем самым для нормального режима работы может быть реализован равномерный процесс управления. Тем самым при постоянных условиях у потребителя можно поддерживать воспроизводимый импульсный режим работы и тем самым хорошее качество сварки.
Еще в одном варианте выполнения по пункту 3 формулы изобретения обеспечивается возможность после изменения, в особенности, сопротивления потребителя восстановить запланированный нормальный режим путем настройки резонансного контура.
Другие предпочтительные режимы описаны в пунктах 4-17 формулы изобретения. Вытекающие из них преимущества раскрыты в описании.
Изобретение поясняется ниже более подробно на примерах осуществления, иллюстрируемых чертежами, на которых представлено следующее:
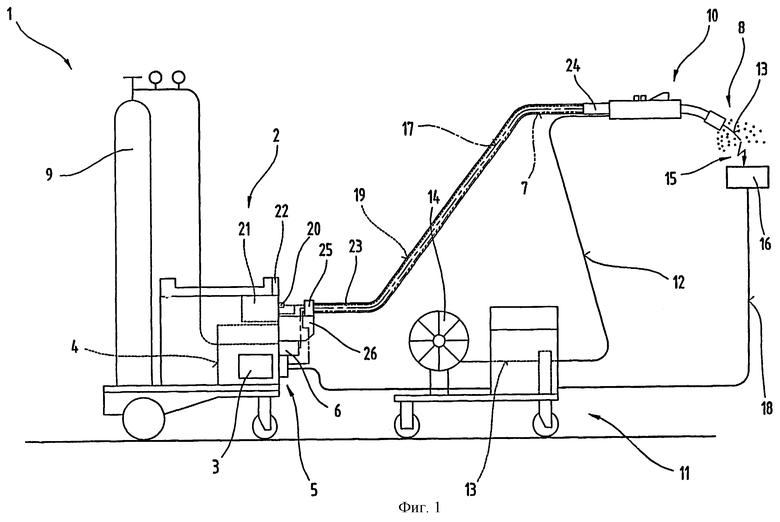
Фиг.1 - схематичное представление сварочного автомата или сварочного устройства;
Фиг.2 - схема электрических соединений источника сварочного тока с резонансным контуром в упрощенном схематичном представлении;
Фиг.3 - схема протекания процесса для источника сварочного тока в упрощенном схематичном представлении;
Фиг.4 - график резонансной характеристики источника сварочного тока в упрощенном схематичном представлении;
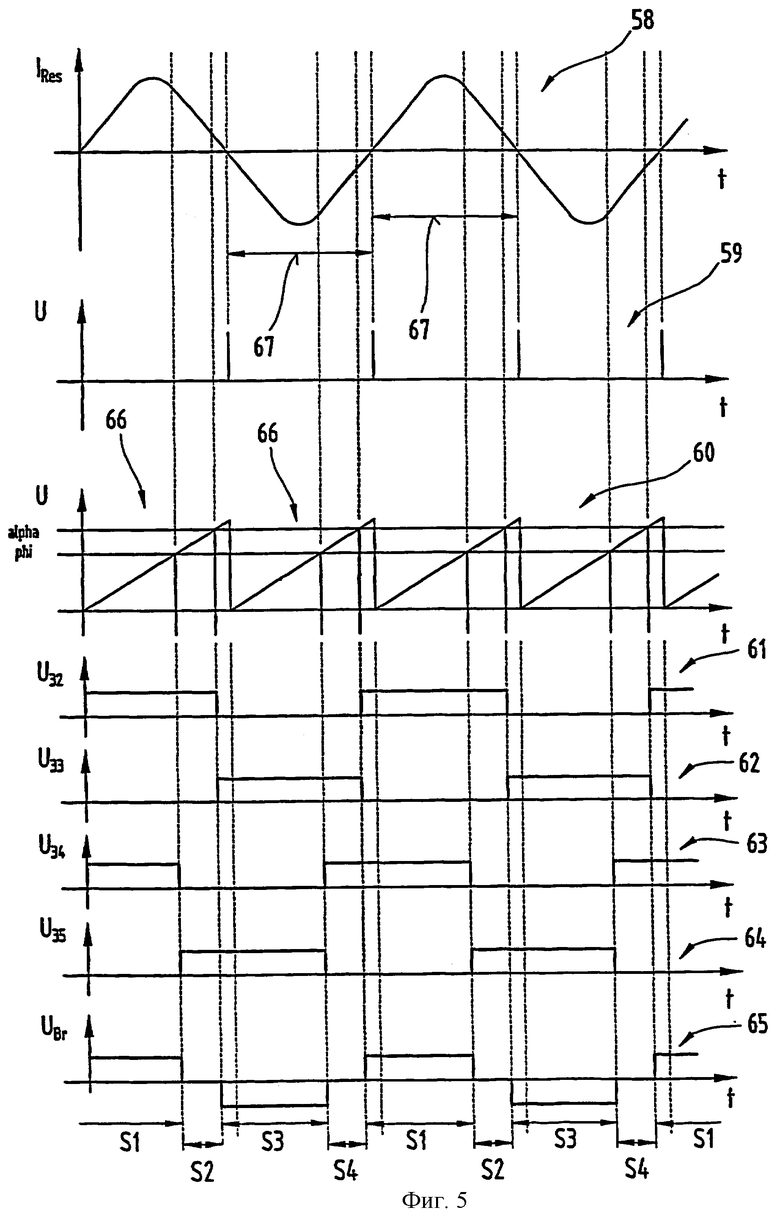
Фиг.5 - временные диаграммы управления источником сварочного тока при постоянной резонансной частоте в упрощенном схематичном представлении;
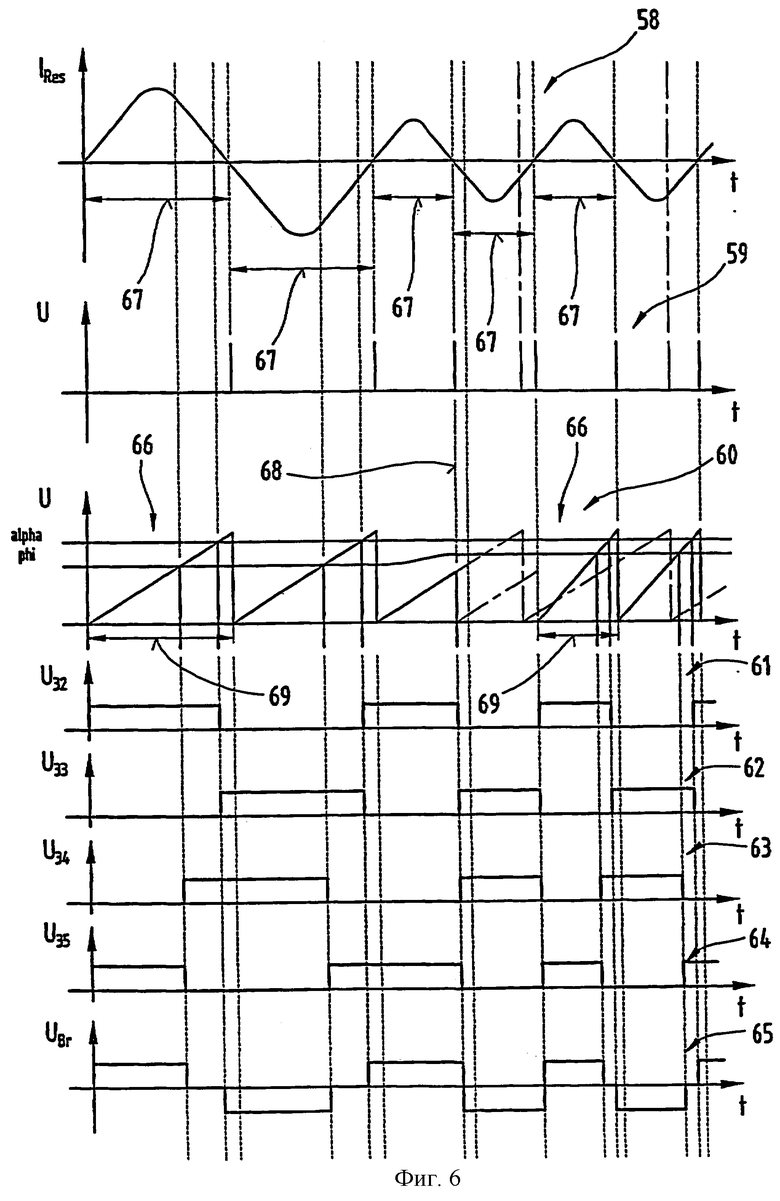
Фиг.6 - временные диаграммы управления источником сварочного тока при повышении резонансной частоты в упрощенном схематичном представлении;
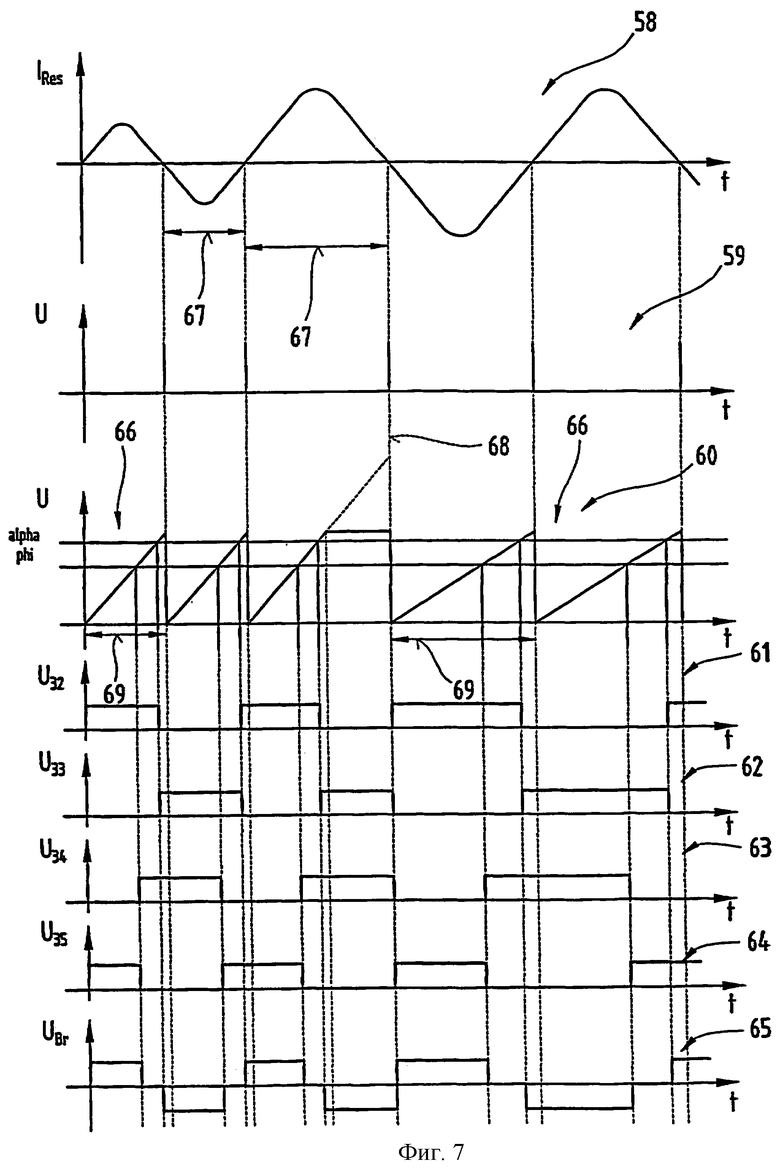
Фиг.7 - временные диаграммы управления источником сварочного тока при понижении резонансной частоты в упрощенном схематичном представлении;
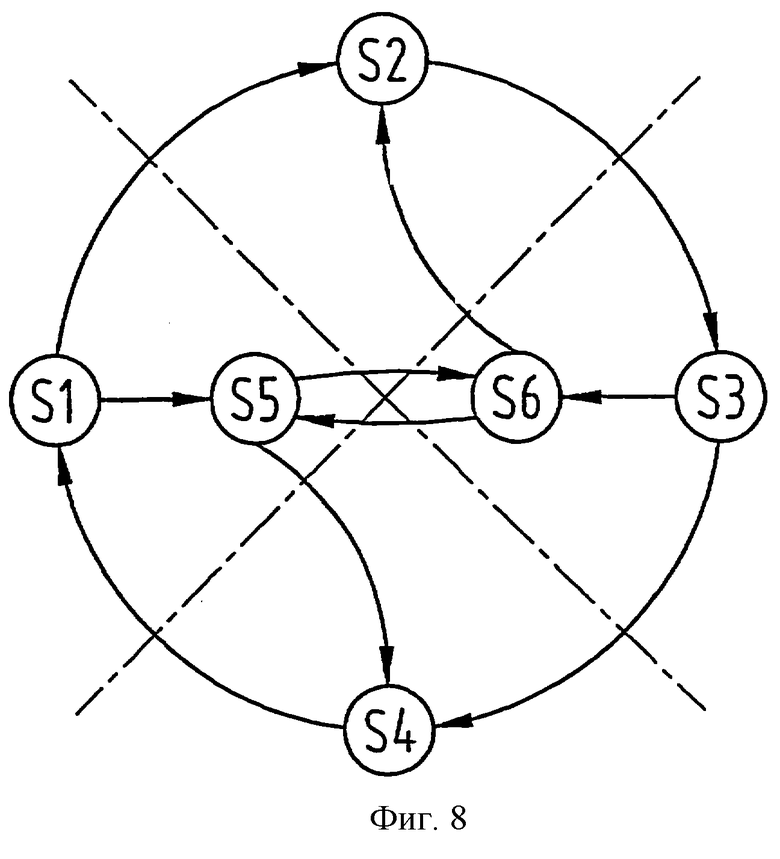
Фиг.8 - еще одна схема протекания процесса для источника сварочного тока в упрощенном схематичном представлении;
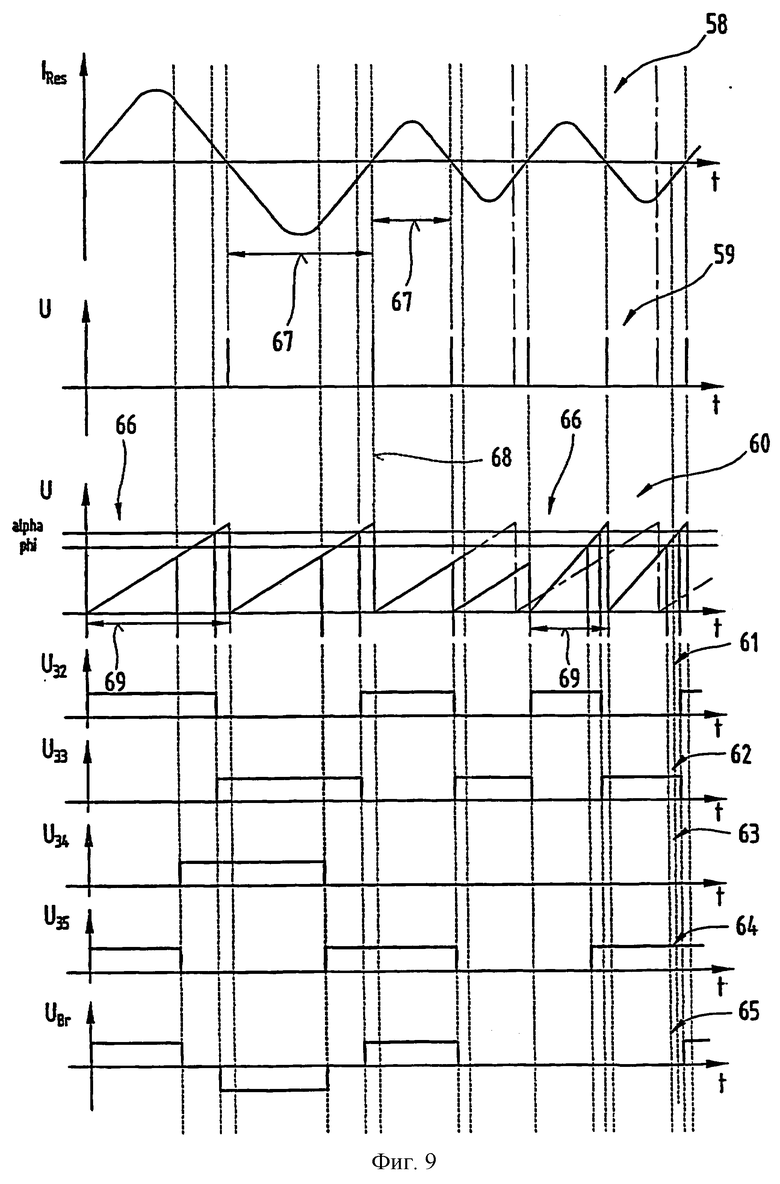
Фиг.9 - временные диаграммы управления источником сварочного тока при повышении резонансной частоты, согласно фиг. 8, в упрощенном схематичном представлении;
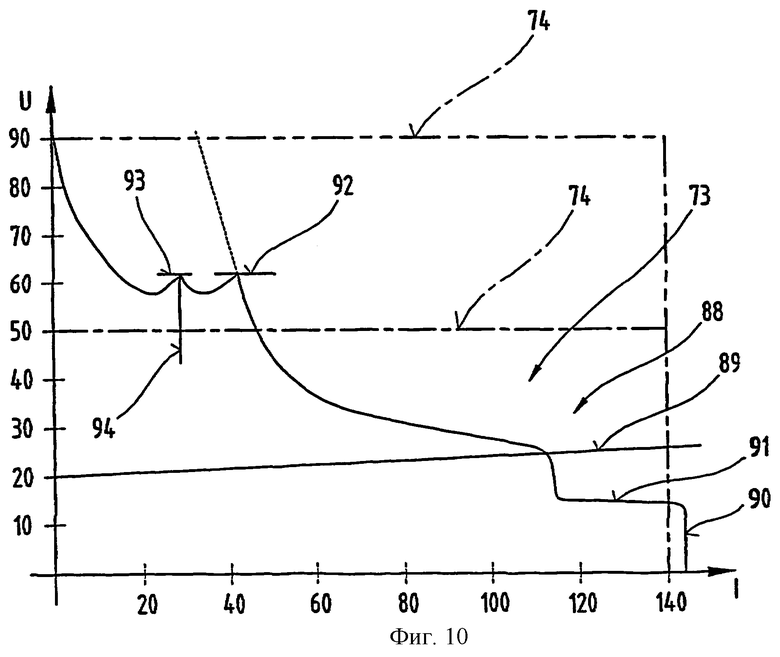
Фиг.10 - выходная характеристика источника сварочного тока в упрощенном схематичном представлении;
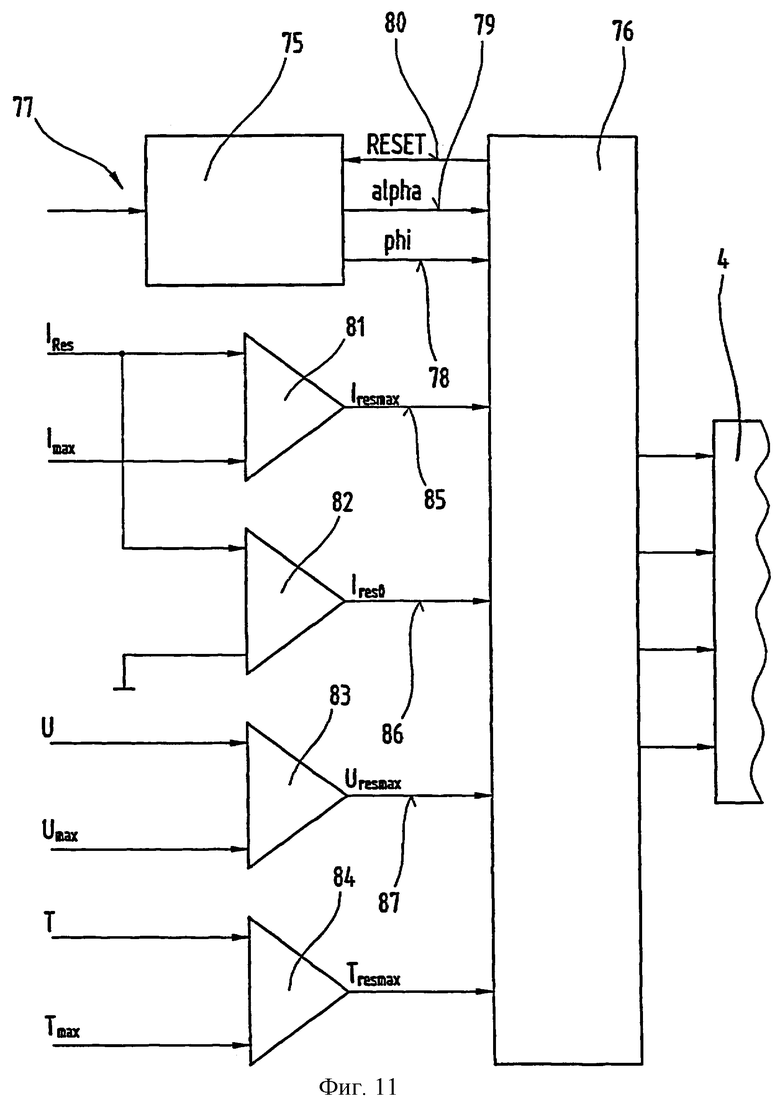
Фиг.11 - блок-схема регулирования или управления источником сварочного тока в упрощенном схематичном представлении;
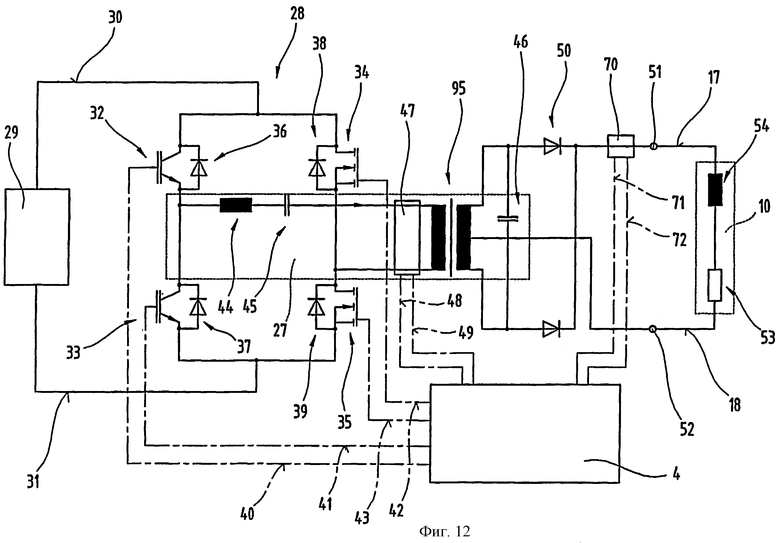
Фиг.12 - еще одна схема электрических соединений источника сварочного тока с резонансным контуром в упрощенном схематичном представлении.
Вначале отмечается, что одинаковые элементы в отдельных вариантах осуществления обозначены на чертежах одинаковыми ссылочными позициями. Приведенные в отдельных примерах выполнения данные положения при изменении положения следует осмысленным образом переносить на новое местоположение.
На фиг.1 представлена сварочная установка или сварочное устройство 1 для самых разнообразных способов сварки, таких как MIG/MAG-сварка или TIG-сварка, или способ электродной сварки. Разумеется, можно использовать соответствующее изобретению решение в источнике тока или источнике сварочного тока.
Сварочное устройство 1 содержит источник 2 сварочного тока с силовым блоком 3, управляющим устройством 4 и переключающим звеном 4, соотнесенным с силовым блоком 3 или управляющим устройством 4. Переключающее звено 5 или управляющее устройство 4 связано с управляющим вентилем 6, который размещен в питающей линии 7 для подачи газа 8, преимущественно защитного газа, как, например, СО2, гелий или аргон и т.д., между газовым баллоном 9 и сварочной горелкой 10.
Кроме того, посредством управляющего устройства 4 может еще управляться механизм 11 протяжки проволоки, общепринятый в случае MIG/MAG-сварки (в среде инертного газа/в среде активного газа), при этом через питающую линию 12 в зону сварочной горелки 10 подается сварочная (электродная) проволока с питающего барабана 14. Разумеется, возможно, чтобы механизм 11 протяжки проволоки, как известно из уровня техники, был встроен в сварочное устройство 1, в частности в основной корпус, и не выполнялся как вспомогательный механизм.
Ток для формирования дуги 15 между сварочной проволокой 13 и деталью 16 подводится по питающей линии 17 из силового блока 3 источника 2 сварочного тока к сварочной горелке 10 или сварочной проволоке 13, причем свариваемая деталь 16 через еще одну питающую линию 18 также связана со сварочным устройством 1, в частности с источником сварочного тока, и таким образом через дугу 15 может формироваться токовая цепь.
Для охлаждения сварочной горелки 10 она может через контур охлаждения 19 с промежуточным включением реле 20 контроля обтекания связываться с резервуаром для жидкости, в частности с водяным баком 21, за счет чего при пуске в действие сварочной горелки 10 запускается контур охлаждения 19, в частности жидкостной насос для подачи жидкости, находящейся в водяном баке 21, и тем самым может осуществляться охлаждение сварочной горелки 10 или сварочной проволоки 13.
Сварочное устройство 1 имеет также устройство 22 ввода и/или вывода, посредством которого могут устанавливаться различные параметры сварки или режимы работы сварочного устройства 1. При этом установленные с помощью устройства 22 ввода и/или вывода параметры сварки передаются далее в управляющее устройство 4, которое затем управляет отдельными компонентами сварочной установки или соответственно сварочного устройства 1.
Кроме того, в приведенном на чертеже примере выполнения сварочная горелка 10 через шланговый пакет 23 связан со сварочным устройством или соответственно сварочной установкой 10. В шланговом пакете размещены отдельные линии от сварочного устройства 1 к сварочной горелке 10. Шланговый пакет 23 соединяется со сварочной горелкой 10 посредством соединительного устройства 24, известного из уровня техники, в котором отдельные линии шлангового пакета 23 соединены с отдельными контактами сварочного устройства 1 через соединительные буксы или штекерные соединения. Чтобы обеспечить снятие нагрузки натяжения со шлангового пакета 23, шланговый пакет 23 связан через устройство 25 снятия нагрузки натяжения с корпусом 26, в особенности с основным корпусом сварочного аппарата 1.
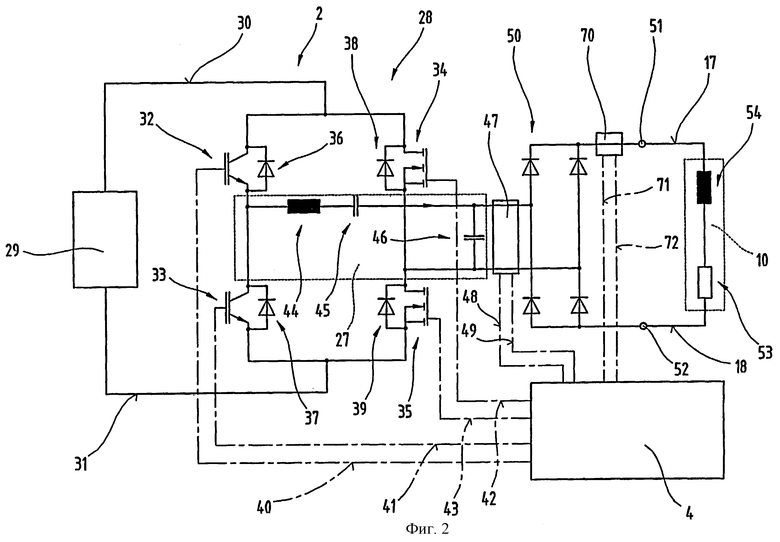
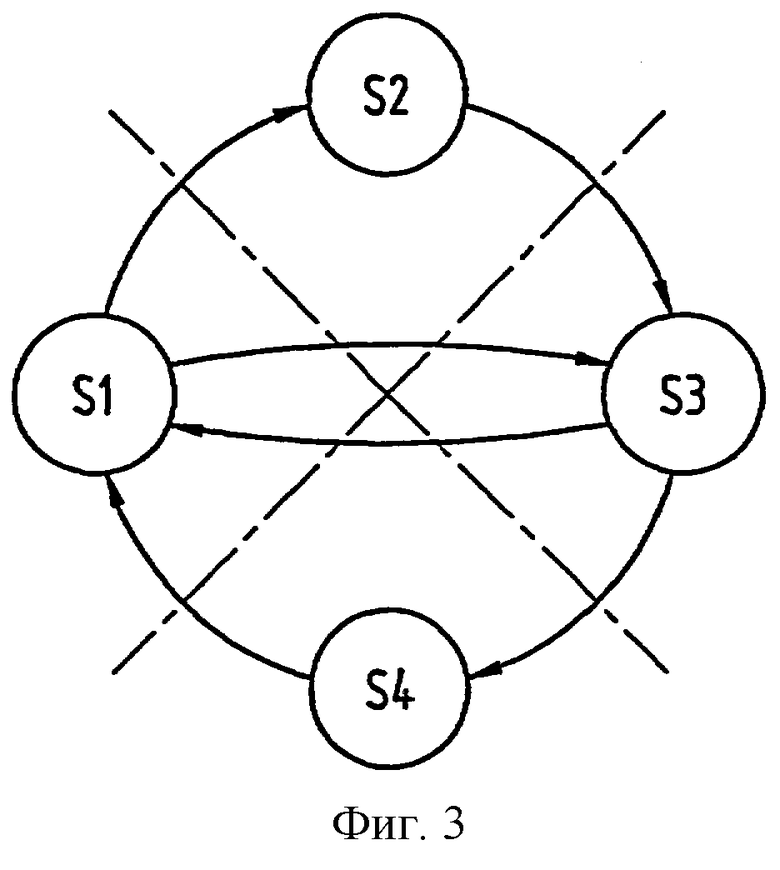
Фиг.2-7 иллюстрируют применение источника 2 сварочного тока с резонансным контуром 27, в особенности с последовательно-параллельным преобразователем, причем на фиг.2 представлена упрощенная эквивалентная схема источника 2 сварочного тока. На фиг.3 представлена схема протекания процесса управления мостовой схемой 28 источника 2 сварочного тока. Схематичное представление частотной характеристики для резонансного контура 27 представлено на фиг. 4. На фиг. 5-7 показаны характеристики управления и/или регулирования для источника 2 сварочного тока с резонансным контуром 27.
При построении источника 2 сварочного тока, согласно фиг.2, схематично показан источник 29 энергии. Этот источник 29 энергии соединен с сетью энергоснабжения, в частности с общедоступной сетью питания, например сетью переменного напряжения 230 В или 400 В, которая не показана на чертеже. В источнике 29 энергии подаваемое переменное напряжение преобразуется в постоянное напряжение, однако при этом последовательно включен задатчик высокого или низкого уровня.
Источник 29 энергии проводниками 30, 31 соединен с мостовой схемой 28 и запитывает ее постоянным напряжением. Мостовая схема 28 может быть реализована в виде полного моста или полумоста, причем в показанном примере выполнения используется полный мост, который образован четырьмя переключающими элементами 32-35 с относящимися к ним несинхронизированными (безынерционными) диодами 36-39. При этом переключающие элементы 32 и 33 образованы, например, так называемыми IGBT-транзисторами (биполярными транзисторами с изолированными затворами), а переключающие элементы 34 и 35 образованы, например, MOSFET-транзисторами (полевыми транзисторами со структурой “металл-окисел-полупроводник”).
Для управления отдельными переключающими элементами 32-35 последние через управляющие линии 40-43, показанные штрихпунктирными линиями, соединены с управляющим устройством 4, так что за счет приложения к управляющим линиям 40-43 энергии переключающие элементы 32-35 активируются или деактивируются. В центре мостовой схемы 28 подсоединен резонансный контур 27, в частности последовательно-параллельный преобразователь, причем последний выполнен из индуктивности 44 и соединенного с ним последовательно конденсатора 45, а также другого конденсатора 46, подсоединенного параллельно потребителю (нагрузке). Резонансный контур 27 в приведенном примере выполнения очерчен пунктирной линией.
На выходе резонансного контура 27 включено измерительное устройство 47 для определения тока и напряжения на резонансном контуре 27, причем измерительное устройство 47 посредством проводников 48, 49 подсоединено для передачи величины тока и величины напряжения с управляющим устройством 4. С измерительным устройством 47 соединен выпрямитель 50, который представлен одним диодом, причем выход выпрямителя 50 соединен с выходными выводами 51 и 52 сварочного устройства 1. К этим выходным выводам 51 и 52 посредством питающих линий подсоединен потребитель, в особенности сварочная горелка 10, причем сварочная горелка 10 представлена на эквивалентной схеме в виде омического сопротивления 53 и индуктивности 54 питающих линий 17 и 18.
Более подробное описание электрического принципа функционирования источника 29 энергии, мостовой схемы 28 и резонансного контура 27, а также источника 2 сварочного тока опускается, так как указанные элементы хорошо известны из предшествующего уровня техники. Ниже описывается способ управления и/или способ регулирования для снабжения потребителя, в особенности сварочной горелки 10, током и напряжением для осуществления процесса сварки.
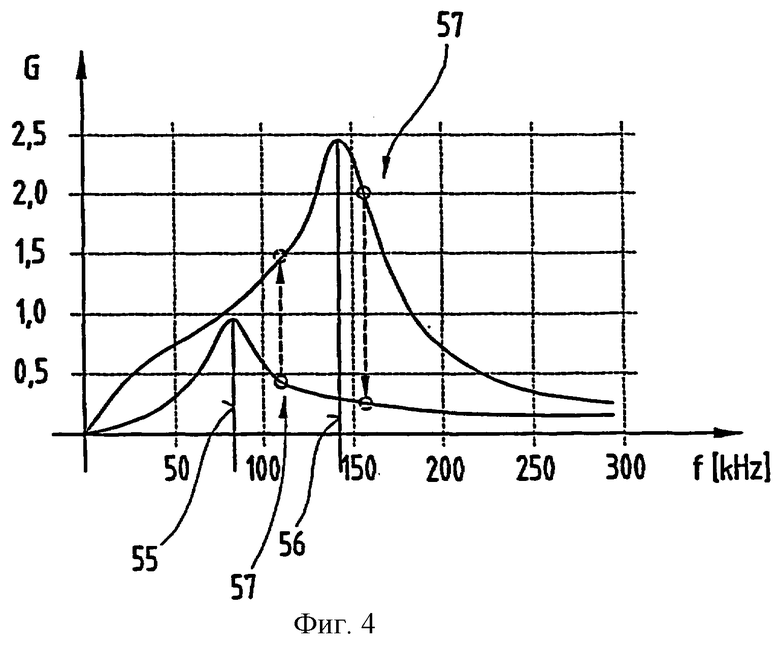
В принципе, следует отметить, что согласно фиг. 4 при применении резонансного контура 27, в особенности при использовании последовательно-параллельного преобразователя, последний всегда приводится в действие на частоте выше или ниже резонансной частоты. При этом резонансная частота устанавливается в зависимости от выходного состояния, в особенности нагрузочного сопротивления на выходных выводах 51, 52, т.е. для того, чтобы при изменении сопротивления на выходе и в сварочной горелке 10, например, при появлении короткого замыкания, резонансная частота изменялась, при этом за счет выбора параметров источника 2 сварочного тока, в особенности резонансного контура 27, можно установить соответствующий диапазон частоты. В показанной на фиг. 4 частотной характеристике нанесена характеристика с минимальной резонансной частотой 55 и максимальной резонансной частотой 56. Минимальная резонансная частота возникает в том случае, когда между сварочной проволокой 13 и деталью 16 возникает короткое замыкание и тем самым омическое сопротивление 53 сводится к нулю. Максимальная резонансная частота устанавливается тогда, когда между сварочной проволокой и деталью 16 погасает дуга, так как тем самым омическое сопротивление 53 становится бесконечно большим.
В процессе работы источника 2 сварочного тока, т.е. в процессе сварочного процесса резонансная частота резонансного контура 27 может сдвигаться в пределах между обеими частотами ввиду различных нагрузок, причем для надежного режима работы рабочая точка 57, которая схематично нанесена на характеристиках, должна располагаться с одной стороны от резонансной частоты, в частности, выше резонансной частоты, так что на основе внешнего регулирования или управления от управляющего устройства 4 эта рабочая точка 57 может сдвигаться в соответствии с требуемой мощностью вдоль схематично показанной характеристики при сохранении значения резонансной частоты. За счет самых различных выходных состояний во время сварочного процесса устанавливаются также различные характеристики, которые находятся между минимальной резонансной частотой 55 и максимальной резонансной частотой 56. К тому же на схематично представленной диаграмме на оси абсцисс нанесена частота f, а на оси ординат нанесена передаточная функция G, причем передаточная функция G дает множитель энергии между выходным напряжением и входным напряжением, т.е., например, если передаточная функция G имеет значение 2, то это соответствует получению выходного напряжения, в два раза превышающего входное напряжение.
Однако при таком использовании резонансного контура 27 в источнике 2 сварочного тока следует обращать внимание на то, что при регулировании или управлении источником 2 сварочного тока рабочая точка 57 всегда должна сохранять свое положение на одной и той же стороне от резонансной частоты, т.е. выше или ниже резонансной частоты, так как, например, при переходе на другую сторону принцип регулирования или соответственно принцип управления становится обратным; т.е. при установлении рабочей точки 57 выше резонансной частоты, при изменении выходных условий, а также при изменении сопротивления потребителя и тем самым при изменении резонансной частоты она вновь должна располагаться выше новой резонансной частоты.
Если, как показано на чертеже, рабочая точка 57, например, при характеристике минимальной резонансной частоты 55 располагается выше этой резонансной частоты, то при быстром изменении выходных условий, в особенности при быстром изменении сопротивления, как при ликвидации короткого замыкания, возникает изменение резонансной частоты и тем самым характеристики, например, с переходом на максимальную резонансную частоту 56. При этом, как показано пунктирной линией, рабочая точка 57 перемещается на новую характеристику, а именно ниже резонансной частоты, следствием чего является изменение принципа управления.
Если, например, управляющее устройство 4 предпринимает снижение мощности, то в случае рабочей точки 57, лежащей выше резонансной частоты, необходимо произвести повышение частоты, чтобы рабочая точка 57 могла быть сдвинута вдоль спадающего участка характеристики, как видно для характеристики, соответствующей минимальной рабочей частоте 55.
Так как, как упомянуто выше, рабочая точка 57 за счет изменения выходных условий была смещена ниже резонансной частоты, как иллюстрируется характеристикой для максимальной рабочей частоты 56 пунктирной линией, за счет повышения резонансной частоты теперь реализуется повышение мощности, так как рабочая точка сдвигается, например, вдоль нарастающего участка характеристики для максимальной резонансной частоты 56, также на стороне ниже резонансной частоты, что может привести к неправильному функционированию источника 2 сварочного тока, а также к повреждению конструктивных элементов. Этот особый процесс следует учитывать в особенности при смене характеристики при переходе от более низкой частоты к более высокой частоте, так как в противном случае, а именно при переходе от более высокой частоты к более низкой частоте, как иллюстрируется пунктирными линиями, рабочая точка 57 сохраняет свое положение на той же стороне характеристики.
Чтобы подобное изменение стороны расположения рабочей точки 57 не могло произойти, применяется описанный ниже способ управления и/или регулирования, при котором обеспечивается то, что рабочая точка 57 при быстрых изменениях сопротивления потребителя, как это имеет место в сварочном процессе, всегда сохраняет свое положение на соответствующей установленной стороне характеристики, предпочтительно выше резонансной частоты. Это весьма затруднительно при применении источника 2 сварочного тока, так как могут возникать очень быстрые изменения выходных условий или изменения сопротивления, так что при использовании известных из уровня техники источников сварочного тока с резонансным контуром последние чаще всего возвращаются в исходное состояние, чтобы иметь возможность осуществить соответствующее управление или регулирование.
Чтобы смена рабочей точки 57 с переходом с одной стороны на другую сторону от резонансной частоты не могла произойти, для управления или регулирования источника 2 сварочного тока в качестве параметра регулирования или управления используется параметр состояния резонансного контура 27, в особенности характер протекания тока или характер изменения напряжения в резонансном контуре 27, например резонансный ток 58, как показано на фиг. 5-7. Разумеется, можно вместо резонансного тока 58 применять резонансное напряжение в резонансном контуре 27 для регулирования или управления, причем в этом случае характеристика сдвигается на 90°. Тем самым гарантируется, что при каждом изменении частоты резонансного контура 27 рабочая точка 57 соответствующим образом смещается, т.е. при изменении сопротивления, а также при изменении нагрузки производится управление или регулирование источника 2 сварочного тока по меньшей мере с резонансной частотой или выше резонансной частоты, и тем самым обеспечивается, что рабочая точка 57 не может переместиться на другую сторону от резонансной частоты, так что затем можно осуществить сдвиг рабочей точки 57 на корректную сторону мгновенной характеристики путем соответствующего повышения частоты или уменьшения частоты.
Чтобы иметь возможность более подробно описать регулирование или управление источником 2 сварочного тока, в частности настройку мостовой схемы 28 или ее переключающих элементов 32-35, на фиг. 5-7 представлены различные диаграммы регулирования или соответственно управления. При этом фиг. 5 иллюстрирует диаграммы регулирования или управления при постоянной резонансной частоте, а также при неизмененном выходном состоянии потребителя, фиг. 6 - при повышении резонансной частоты, которое проявляется, например, при размыкании короткого замыкания, увеличении длины дуги или при гашении дуги 15, а фиг.7 - при уменьшении резонансной частоты, которое проявляется, например, при возникновении короткого замыкания или уменьшении длины дуги. Представленные на чертежах процессы регулирования или управления возникают в источнике 2 сварочного тока неожиданно, так что в любой момент времени должно проводиться соответствующее регулирование или управление.
Управление и/или регулирование проводится в зависимости от множества параметров, причем на диаграммах, представленных на фиг.5-7, иллюстрируются параметры состояния, в особенности резонансный ток 58 резонансного контура 27, распознавание перехода 59 через нулевую точку управляющим устройством 4 или измерительным устройством 47, пилообразная характеристика 60 с параметрами управления “альфа” и “пи”, а также характеристики управления 61-64 переключающих элементов 32-35 и характеристика 65 напряжения мостовой схемы 28. Отдельные характеристики представлены на отдельных диаграммах синхронно во времени.
Для регулирования или управления в управляющем устройстве 4 имеется множество состояний переключения S1-S4 для мостовой схемы, в частности для ее переключающих элементов 32-35, которые вызываются в соответствии с имеющимися выходным условиями в источнике 2 сварочного тока, а также в сварочной горелке 10. Возможное протекание процессов при применении отдельных состояний переключения S1-S4 показано на фиг. 3 стрелками.
Сохраненные состояния переключения S1-S4 формируются и сохраняются в соответствии с показанной ниже таблицей, причем для состояния “вкл.” для переключающего элемента 32-35 последний активируется за счет соответствующего управления управляющим устройством 4. Кроме того, в приведенной ниже таблице показаны другие состояния переключения S5, S6, которые соответствуют другому примеру выполнения, иллюстрируемому на фиг. 8 и 9.
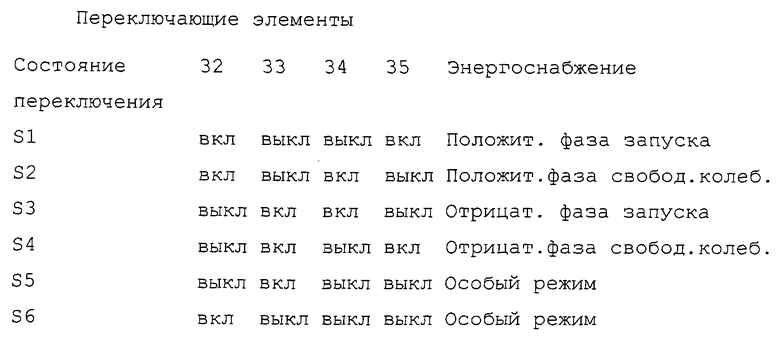
Определение для энергоснабжения соответствует тому, когда оно описывает подвод энергии в резонансный контур 27 источника 2 сварочного тока от источника 29 энергии через мостовую схему 28, как это представлено характеристикой 65 напряжения, т.е. при положительной фазе запуска и отрицательной фазе запуска от промежуточной цепи постоянного напряжения источника 2 сварочного тока, таким образом, от источника 29 энергии происходит протекание тока через переключающие элементы 32-35 в резонансном контуре 27 и тем самым в потребителе, в особенности в сварочной горелке 10, в противоположность чему при положительной или отрицательной фазе свободных колебаний не происходит энергоснабжения и соответственно протекания тока через переключающие элементы 32-35 мостовой схемы 28 от промежуточной цепи, но при этом цепь тока в резонансном контуре 27 сохраняется и в нем имеют место собственные колебания.
При этом в случае фаз запуска ток протекает через попарно активированные переключающие элементы 32 и 35 или 33 и 34, в противоположность этому при значении фазы свободных колебаний активируются переключающие элементы 32 и 34 или 33 и 35, и тем самым через переключающие элементы 32-35 резонансный контур 27 включается на общий потенциал.
В принципе следует упомянуть, что на основе возникающих в процессе переключения потерь мощности в конструктивных элементах переключающие элементы, например IGBT-транзисторы, непосредственно перед или после прохождения резонансным током 58 через нуль тока в резонансном контуре 27 переключаются согласно определенному управляющему сигналу “альфа”, соответственно пилообразной характеристике 60, в противоположность чему переключающие элементы 34 и 35, например MOSFET-транзисторы, переключаются согласно определенному управляющему сигналу, в частности фазовому углу “пи” резонансного тока 58 в резонансном контуре 27, т.е. протекание тока в резонансном контуре используется в качестве параметра управления или регулирования и тем самым источник 2 сварочного тока с резонансным контуром 21, в особенности последовательно-параллельным преобразователем, задействуется на резонансной частоте или выше резонансной частоты, таким образом, на собственной частоте или выше собственной частоты, без использования при этом внешнего параметра, с применением генераторов, как известно из уровня техники. Разумеется, можно использовать и другие транзисторы, или переключающие элементы 32 и 33 могут быть выполнены как MOSFET-транзисторы, а переключающие элементы 34 и 35 как IGBT-транзисторы.
Параметры управления или регулирования для управляющего устройства 4 для управления или регулирования мостовой схемы 28 образованы управляющими сигналами “альфа” и “пи” и переходом через нуль некоторого параметра состояния, в особенности резонансного тока 58 или резонансного напряжения, причем управляющий сигнал “альфа” предназначается для активации переключающих элементов 32 и 33 в области перехода тока через нуль, а управляющий сигнал “пи” - для активации переключающих элементов 34 и 35 в соответствии с определенным фазовым углом тока, протекающего через резонансный контур 27. Управляющие сигналы “альфа” и “пи” рассчитываются или определяются управляющим устройством 4 в соответствии с требуемой мощностью, так что соответствующая длительность импульса мостовой схемы 28 может быть образована за счет управления переключающими элементами 32-35, в противоположность чему управляющий сигнал перехода тока через нуль формируется синхронно с переходами через нуль резонансного тока 58.
Для формирования соответствующей длительности импульса для управления переключающими элементами 32-35 можно использовать различные способы. При этом управляющие сигналы “пи” и “альфа” переносятся на пилообразную функцию, согласно пилообразной характеристике 60 на фиг.5-7, или сравниваются с пилообразным сигналом 66, причем при появлении точки пересечения или при совпадении управляющего сигнала “пи” и “альфа” с пилообразным сигналом 66 производится соответствующее управление переключающими элементами 32-35. Чтобы можно быть осуществить синхронизацию пилообразного сигнала 66 с резонансной частотой резонансного контура 27, при каждом переходе резонансного тока 58 тока через нуль тока происходит новый запуск непрерывного или линейно нарастающего пилообразного сигнала 66.
Здесь следует упомянуть, что значения управляющих сигналов “альфа” и “пи” при максимальной длительности импульса, т.е. при максимальной выходной мощности, могут быть одинаковыми по величине, и тогда источник 2 сварочного тока приводится в действие с резонансной частотой, причем при незначительной выходной мощности значение управляющего сигнала “пи” меньше, чем “альфа”, вследствие чего либо оба управляющих сигнала вводятся одновременно, либо управляющий сигнал “пи” вводится перед управляющим сигналом “альфа”. Кроме того, возможно, что при работе источника 2 сварочного тока с резонансной частотой значения управляющих сигналов “пи” и “альфа” соответствуют длительности импульса резонансного тока, т.е. значения управляющих сигналов совпадают с максимально достижимым значением пилообразного сигнала 66, и поэтому переключающие элементы 32-35 активируются и соответственно деактивируются одновременно или непосредственно перед каждым переходом тока через нуль, что может быть реализовано на основе времен включения и управления. Длительность импульса определяется разностью обоих управляющих сигналов “пи” и “альфа”. Разумеется, также возможно, чтобы это сравнение или определение моментов времени включения и/или выключения для переключающих элементов 32-35 было реализовано а цифровой форме с помощью счетчика или с помощью простого расчета в управляющем устройстве 4.
Пилообразный сигнал 66 в приведенном примере выполнения может быть сформирован таким образом, что он в течение половины длительности периода резонансного тока 58, т.е. между двумя переходами тока через нуль, возрастает на установленное значение, посредством чего в течение полуволны или половины длительности периода резонансного тока 58 управляющим устройством 4 производится управление мостовой схемой 28, так как в нормальном режиме устанавливаются управляющие сигналы “пи” и “альфа”.
При этом ввиду различной длительности периода, а также ввиду различных резонансных частот резонансного контура 27 за счет различных выходных условий, может случиться, что длительность полуволны или половины периода, в течение которой пилообразный сигнал 66 должен нарастать до установленного значения, ввиду изменения резонансной частоты, изменяется, т.е., например, при изменении выходных условий изменяется резонансная частота источника 2 сварочного тока, причем это изменение выходных условий, в особенности изменение сопротивления потребителя, за счет возникновения короткого замыкания может вызвать действие дуги или гашение дуги, так что, например, длительность периода, особенно половина периода 67 резонансного тока 58 может сократиться или увеличиться, при этом пилообразный сигнал 66 не достигнет установленного значения или превысит его.
Тем самым, например, при увеличении резонансной частоты возможно, что пилообразный сигнал 66 не сможет достичь предварительно заданного значения, а уже в иной момент времени 68 прерывается и вновь запускается, как видно из фиг. 6, или при уменьшении резонансной частоты значение уже будет достигнуто или превышено, но все еще не произойдет переход тока через нуль, как показано на фиг.7 для момента времени 68.
Тем самым, например, согласно фиг.6, может случиться, что управляющие сигналы “пи” и “альфа” для управления переключающими элементами 32-35 окажутся вне заданного диапазона, т.е. пилообразный сигнал 66 перед достижением заданного значения управляющих сигналов “пи” и “альфа” прерывается и вновь запускается, так что управление переключающими элементами 32-35 в зависимости от управляющих сигналов “пи” и “альфа” уже невозможно, так как протекающий ток или резонансная частота изменились и поэтому синусоидальный резонансный ток 58, например, до достижения управляющих сигналов “пи” и “альфа” с положительной полуволны изменился на отрицательную полуволну или наоборот, причем, однако, переключающие элементы 32-35 еще управляются приложенной перед этим полуволной.
Это состояние управляющим устройством 4 распознается или контролируется таким образом, что управляющее устройство 4 определяет каждый переход через нуль резонансного тока 58, и управляющее устройство 4 после установления перехода тока через нуль проверяет, были ли уже активированы или нет управляющие сигналы “пи” и “альфа”, которые сравниваются с пилообразным сигналом 66, так что управляющее устройство 4 может установить, в какое положение переключения S1-S4 должны переключаться управляющие элементы 32-35.
Переключение между отдельными состояниями переключения S1-S4 происходит таким образом, что при стабильном нормальном режиме работы источника 2 сварочного тока без изменения частоты, согласно фиг.5, мостовая схема 28 переключается из состояния переключения S1 - положительная фаза запуска - в положение переключения S2 - положительная фаза свободных колебаний - и из него в положение переключения S3 - отрицательная фаза запуска - и, наконец, в положение переключения - отрицательная фаза свободных колебаний. Из состояния отрицательной фазы свободных колебаний осуществляется переключение в положительную фазу запуска, так что контур регулирования замыкается. Этот процесс осуществляется управляющим устройством 4 в том случае, когда имеет место стабильный режим работы мостовой схемы 28 выше резонансной частоты, согласно фиг.5, и тем самым полуширина 67 импульса между переходами тока через нуль сохраняется постоянной или приближенно равной.
Если, однако, имеет место случай, когда переход через нуль резонансного тока 58 возникает перед одним из обоих управляющих сигналов “пи” и “альфа” или между ними, как показано моментом времени 68 на фиг.6, то управляющее устройство 4 вводит особый способ регулирования, в частности особый режим, чтобы предпринять синхронизацию на новой резонансной частоте резонансного тока 58 и одновременно предотвратить возможность разрушения конструктивных элементов, в особенности переключающих элементов 32-35, путем отключения при недопустимом токе при смене потенциала. При этом управляющее устройство 4 немедленно при возникновении перехода тока через нуль переключает мостовую схему 28 из состояния переключения S1 или S3 фазы запуска в состояние переключения S3 или S1 другой фазы запуска.
После этого управляющее устройство 4 повторно проверяет, вводятся ли оба управляющих сигнала “пи” и “альфа” перед следующим переходом тока через нуль, или не вводятся. Если этого не происходит, то вновь осуществляется переключение на следующую фазу запуска, как видно из фиг. 6 и 7. Посредством такого переключения с одной фазы запуска на следующую фазу запуска при возникновении перехода тока через нуль осуществляется кратковременная работа источника 2 сварочного тока с резонансной частотой, так что предотвращается смещение рабочей точки 57 на другую сторону, как описано выше. Тем самым также создается возможность того, что за счет работы с резонансной частотой может предприниматься новая синхронизация мостовой схемы 28 или пилообразного сигнала 66 на новую резонансную частоту.
Чтобы можно было распознать снижение резонансной частоты, управляющее устройство 4 при возникновении перехода тока через нуль проверяет значение пилообразного сигнала 66 и устанавливает, достигнуто ли требуемое значение или оно уже превышено, так что вновь управляющее устройство 4 может ввести особый режим. Разумеется, возможен вариант, когда такой контроль может вводиться и для повышения частоты, так как только управляющее устройство 4 при переходе тока через нуль должно проверять, введены ли уже управляющие сигналы “пи” и “альфа” или нет.
Чтобы иметь возможность согласования пилообразного сигнала 66 и тем самым управляющих сигналов “пи” и “альфа” с новой резонансной частотой последовательно-параллельного резонансного контура 27, управляющее устройство 4 определяет эту новую временную длительность 69, в частности новое значение полупериода 67, за которое пилообразный сигнал 66 должен достичь установленного значения, так что с помощью предложенного способа можно уменьшить или увеличить временной интервал для пилообразного сигнала 66, т.е. управляющее устройство 4 постоянно определяет интервал времени 69 между двумя переходами тока через нуль, т.е. полупериод 67 резонансного тока 58, и при отклонении предпринимает соответствующее изменение пилообразного сигнала 66.
При этом возможно, что, например, длительность полупериода пилообразного сигнала 66 игнорируется, так что при следующем переходе через нуль пилообразный сигнал 66 таким образом формируется или так согласуется по своему временному интервалу с новым временным интервалом 69, что этот сигнал вновь может в течение нового временного интервала 69 достичь предписанного значения. Тем самым за полпериода 67 резонансного тока 58 осуществляется синхронизация на новую резонансную частоту и гарантируется, что ни при каком другом изменении резонансной частоты управляющие сигналы “пи” и “альфа” не будут снова использоваться или активироваться, и поэтому возможет стабильный режим работы.
При переключении с одной фазы запуска на другую фазу запуска в соответствии с вышеописанными состояниями переключения S1-S4 переключающие элементы 32-35 мостовой схемы 28 непосредственно переключаются соответственно переходу тока через нуль, так как за счет очень быстрого регулирования прикладывается еще очень низкий резонансный ток 58 с обратным знаком, т.е. переход от положительной полуволны к отрицательной полуволне или наоборот, так что отключение и включение переключающих элементов 32 или 33 возможно без разрушения конструктивных элементов. Для этого можно, например, контролировать величину тока, так что при превышении установленного значения источник 2 сварочного тока, в особенности мостовая схема 28, кратковременно отключается, чтобы избежать разрушения переключающих элементов 32-35 недопустимым протекающим током, как это имеет место при непредсказуемом переходе от положительной полуволны к отрицательной полуволне или наоборот.
При этом, однако, также возможно, что в соответствии с состояниями переключения S5 и S6, согласно фиг.8 и 9, переключающие элементы 32-35 переключаются в особый режим, как более подробно описано ниже.
За счет подобного управления мостовой схемой 28 путем переключения из фазы запуска в фазу свободных колебаний при нормальном режиме или в режиме выше резонансной частоты, а также при особом режиме или на резонансной частоте при переключении из фазы запуска непосредственно в другую фазу запуска достигается то, что необходимый для управления пилообразный сигнал 66, в частности временной интервал 69, за который пилообразный сигнал 66 должен достичь предварительно заданного значения, может быть согласован с резонансной частотой, в особенности с временным интервалом 69 полуволны или полупериодом между двумя переходами тока через нуль резонансного контура 27. Изменение временного интервала для пилообразного сигнала 66 может при этом осуществляться самыми различными известными из уровня техники способами, например путем согласования с ранее имевшимся временным интервалом или путем простого постепенного повышения или снижения. Для управления снижение или увеличение временного интервала 69 не является решающим, так как в особом режиме переключающее устройство 4 всегда переключается с одной фазы запуска на другую фазу запуска и только после этого вновь возвращается в нормальный цикл переключения, если управляющие сигналы “пи” и “альфа” прикладываются перед следующим переходом тока через нуль.
При этом, однако, возможно, что для синхронизации источника 2 сварочного тока, в особенности инвертора, на новой резонансной частоте осуществляется выход из показанного на фиг. 3 процесса и переход в особый режим согласно положениям переключения S5 и S6 на фиг.8. Это поясняется более подробно ниже.
Таким образом, резюмируя, можно сказать, что управляющее устройство 4 в зависимости от управляющих сигналов “пи” и “альфа” и перехода тока через нуль в резонансном контуре 27 определяет состояния переключения от S1 до S4 или от S1 до S6 для переключающих элементов 32-35 мостовой схемы и управляет ими соответствующим образом, причем в режиме работы выше резонансной частоты осуществляется переключение из фазы запуска в фазу свободных колебаний и т.д., а в режиме на резонансной частоте осуществляется переключение из одной фазы запуска в другую фазу запуска и т.д. Переключение из одной фазы запуска в следующую фазу запуска производится до тех пор, пока вновь не станет возможным режим работы выше резонансной частоты, т.е. пока не установится синхронизация между протеканием тока в резонансном контуре 27 и пилообразным сигналом 66 и тем самым режим работы источника 2 сварочного тока, в котором последовательно/параллельный преобразователь колеблется на частоте выше резонансной частоты и, таким образом, вновь прикладываются управляющие сигналы “пи” и “альфа”.
В отношении показанных на фиг.5-7 способов управления и/или регулирования следует упомянуть, что при активации переключающих элементов 32-35 эти способы реализуются таким образом, что последовательно включенные переключающие элементы 32 и 33 или 34 и 35 переключаются встречно, т.е., например, при деактивации переключающего элемента 32 или 34 переключающий элемент 33 или 35 в то же самое время, в частности, с установленным временем задержки, позже активируется. Разумеется, возможно, что отдельные переключающие элементы 32-35 переключаются последовательно друг за другом.
Однако чтобы действительный сварочный ток для потребителя, в особенности для сварочной дуги 15, мог быть использован в способе управления и/или регулирования, на выходе источника 2 сварочного тока включено еще одно измерительное устройство 70 для определения выходного тока и выходного напряжения. Оно связано проводниками 71 и 72 с управляющим устройством 4, так что может осуществляться соответствующее регулирование выходного тока в соответствии с предварительно установленным действительным значением. Использование выходного тока в процессе регулирования или управления необходимо для установления или вычисления длительности импульса для мостовой схемы 28, и за счет этого рабочая точка 57 в соответствии с требуемой мощностью может сдвигаться вдоль устанавливающейся характеристики, согласно фиг.4, за счет изменения длительности импульса, так что можно сказать, что управление мостовой схемой 28, в особенности полумостом или полным мостом, производится способом широтно-импульсной модуляции, взаимосвязано с переменной длительностью периода или временем периода.
Соответствующий изобретению способ регулирования источника 2 сварочного тока с резонансным контуром 27 может осуществляться следующим образом.
Энергия, подведенная от источника энергии, подается через мостовую схему 28 на резонансный контур 27, в котором находится потребитель. Потребитель обычно является сварочной дугой 15 сварочного процесса и в нормальном режиме запитывается импульсами тока и напряжения, которые вырабатываются переключающими элементами 32-35 мостовой схемы 28. В нормальном режиме мостовая схема 28 или ее переключающие элементы 32-35 посредством управляющего устройства 4 управляются таким образом, что рабочая точка 57 на характеристике резонансного контура 27 лежит вне резонансной частоты. Этот нормальный режим устанавливается в том случае, когда для потребителя имеет место примерно постоянное сопротивление. Если сопротивление потребителя изменяется, то это приводит к изменению резонансной частоты. Чтобы теперь в этой фазе изменения сопротивления потребителя обеспечить работу без помех переключающих элементов 32-35, последние переключаются по меньшей мере с резонансной частотой резонансного контура. Переключение переключающих элементов 32-35 происходит при этом так, чтобы рабочая точка 57 в течение процесса регулирования всегда удерживалась на той же самой стороне, в особенности, на спадающей или на возрастающей стороне характеристики резонансного контура 27, таким образом, всегда на одной и той же стороне относительно резонансной частоты. Та сторона, на которой находится рабочая точка 57 относительно резонансной частоты, устанавливается на основе положения рабочей точки 57 на характеристике резонансного контура 27, в котором рабочая точка 57 находилась непосредственно перед изменением сопротивления потребителя. Этот принципиальный процесс, соответствующий заявленному изобретению, справедлив для всех примеров выполнения, соответствующих настоящей заявке, причем последние различаются один от другого только типом состояний переключения и длительностью переключения переключающих элементов 32-35 в соответствии с состояниями переключения S1-S4 в случае формы выполнения, иллюстрируемой фиг.2-7, и в соответствии с состояниями переключения S1-S6 в случае формы выполнения, иллюстрируемой фиг.8 и 9.
На фиг.8 и 9 представлен другой пример осуществления изобретения для управления и/или регулирования мостовой схемой 28, причем в этом случае используются состояния переключения S5 и S6.
Управление отдельными переключающими элементами 32-35 вновь выполняется в соответствии с выходными условиями на выходных выводах 51, 52, причем при стабильном режиме работы, также выше резонансной частоты, источник 2 сварочного тока, в частности переключающие элементы, переключаются из фазы запуска - состояние переключения S1 или S3 - в фазу свободных колебаний - состояние переключения S2 или S4, согласно фиг.2-7. Если, однако, возникает изменение на выходе, в особенности, изменение сопротивления потребителя, то изменяется резонансная частота резонансного контура 27, как описано выше со ссылками на фиг. 2-7.
В этом варианте осуществления переключение осуществляется не только из фазы запуска S1 или S3 в другую фазу запуска S3 или S1, согласно описанию фиг. 2-7, но и осуществляется переключение в особом режиме, при котором используются состояния переключения S5 и/или S6, в зависимости от того, в каком состоянии переключения S1-S4 находится в данный момент мостовая схема 28. Этот особый режим обуславливает то, что управляющее устройство 4 из фазы запуска S1 или S3 при возникновении изменения на выходе, т.е. повышении или снижении резонансной частоты, переключает переключающие элементы 32-35 в соответствии с вышеприведенной таблицей в особое состояние S5 или S6, причем переключающие элементы 34 или 35 деактивируются, а относящиеся к ним переключающие элементы 33 или 32 остаются в активном состоянии. Тем самым протекание тока через мостовую схему 28 от источника 29 энергии активным образом прерывается, и источник 2 сварочного тока, в особенности инвертор, может настраиваться на новую резонансную частоту или соответственно синхронизироваться. Посредством совокупности несинхронизированных диодов 36-39 или интегрированных несинхронизированных диодов мощных транзисторов сохраняется цепь тока резонансного контура, благодаря чему управляющее устройство 4 может продолжать оценивать переходы через нуль резонансного тока 58 и тем самым осуществлять синхронизацию.
Это видно из примера выполнения, показанного на фиг. 9 от момента времени 68. К этому моменту времени 68 управляющее устройство 4 распознает, что переход тока через нуль, как описано выше, произошел перед приложением управляющих сигналов “пи” и “альфа”, так что переключение в следующие состояния переключения S1-S4 больше невозможно. С этого момента управляющее устройство 4 управляет мостовой схемой 28 таким образом, что можно осуществить переключение из имеющейся фазы запуска состояние переключения S1 в состояние переключения S5, согласно фиг.8, причем переключающий элемент 32 выключается, а переключающий элемент 33 активируется. Одновременно переключающий элемент 35 выключается, так что протекание тока через мостовую схему 28 активно прерывается, причем, однако, протекание тока резонансного контура 27 через диод 39 свободных колебаний переключающего элемента 35 сохраняется. Теперь можно, как упомянуто выше, изменять временной интервал 69 для пилообразного сигнала 66 самым различным способом, так что осуществляется синхронизация с новой резонансной частотой, и вновь возможен режим работы выше резонансной частоты.
В принципе, следует отметить, что из-за собственных колебаний резонансного контура 27 и вне фазы запуска в резонансном контуре имеет место протекание тока, так что управляющее устройство 4 может проводить постоянную оценку переходов тока через нуль, и тем самым возможна также синхронизация в особом режиме в состояниях переключения S5 и S6. Тем самым также можно состояния переключения S1-S4 поставить в соответствие переходам тока через нуль, в особенности полупериодам резонансного тока 58, так что вновь возможен регулируемый подъем в нормальном режиме выше резонансной частоты - согласно состояниям переключения S1-S4, после выхода из особого режима - согласно состояниям переключения S1 и S4 по фиг.2-7 или S5 и S6 по фиг.8 и 9. Переключение в особый режим S5 и/или S6 осуществляется управляющим устройством 4 в данном примере выполнения при повышении или снижении резонансной частоты, причем распознавание и контроль соответствуют описанному выше со ссылками на фиг.1-7.
В показанном на чертежах состоянии примера осуществления после появления следующего перехода тока через нуль осуществляется переключение из состояния переключения S5 в состояние переключения S6 и затем из него в состояние переключения S4, благодаря чему после успешной синхронизации с прерванным состоянием переключения S1 может быть введена следующая фаза запуска. При этом возможно, что между состояниями переключения S5 и S6 может производиться многократное переключение, или что уже после первого состояния переключения S5 вновь будет осуществлено переключение в нормальный контур регулирования, или что уже после однократного вызова особого режима - состояния переключения S5 или S6 - должно будет осуществлено принудительное переключение в следующее состояние переключения S6 или S5 перед возвратом в нормальный режим работы. Однако требуется, чтобы при выходе из нормального режима осуществлялся возврат вновь в корректное состояние переключения S1-S4 процесса регулирования в нормальном режиме. Это необходимо, так как из-за синусоидального изменения резонансного тока 58 протекание тока с неверно установленным потенциалом и неправильно выбранным состоянием переключения S1-S4 может вызвать разрушение элементов конструкции.
Тем самым необходимо, чтобы управляющее устройство 4 постоянно могло устанавливать состояния переключения S1-S4 в соответствии с непосредственно прилагаемыми полупериодами резонансного тока 58, чтобы после синхронизации мостовая схема 28 могла быть вновь переключена в правильно выбранный момент времени в нормальный режим.
В вышеописанных примерах выполнения по фиг.1-9 также возможно, что осуществляется выход из представленных состояний переключения S1-S6 и проводится особый способ регулирования, как будет описано далее. Это необходимо, так как при использовании источника 2 сварочного тока с резонансным контуром 27 он всегда должен использоваться выше резонансной частоты или на резонансной частоте, и из-за неожиданных сильных выходных изменений, в особенности изменений сопротивления потребителя, возможно, что синхронизация не сможет быть проведена в течение предварительно заданного и устанавливаемого временного интервала, или соответственно максимальные допустимые номинальные значения могут оказаться превышенными. Из-за слишком длительного процесса синхронизации может произойти то, что устанавливаются собственные колебания резонансного контура 27, ввиду потерь в элементах конструкции, и тем самым работа источника 2 сварочного тока больше невозможна, так как соотнесение состояний переключения S1-S6 с полупериодами резонансного тока 58 больше невозможно и поэтому источник 2 сварочного тока должен быть запущен повторно или должен быть использован режим работы с полной нагрузкой.
На фиг.10 и 11 показаны варианты осуществления особого регулирования. При этом на фиг. 10 показана выходная характеристика 73 источника 2 сварочного тока, которая может быть реализована с использованием резонансного контура 27 и управления с прохождением через состояния переключения S1-S6. На фиг.11 показана блок-схема для возможных параметров особого регулирования, которые вводятся в управляющее устройство 4 или прикладываются к нему для последующей обработки.
В случае выходной характеристики 73 по оси ординат отложено выходное напряжение U, а по оси абсцисс - ток I, кроме того, штрихпунктирной линией нанесена выходная характеристика 74, известная из предшествующего уровня техники.
В блок-схеме по фиг.11 преобразователь 75 соединен с логическим блоком 76, причем поступающие по входу 77 преобразователя 75 измеренные сигналы измерительных устройств 47 и/или 70 обрабатываются и при этом образуются управляющие сигналы phi (“пи”) в проводнике 78 и alpha (“альфа”) в проводнике 79. Кроме того, показан управляющий проводник 80, посредством которого логический блок 76 может осуществлять установку в исходное состояние преобразователя 75, т.е. передается сигнал RESET (сброс). Показанная на фиг.9 блок-схема может служить эквивалентной схемой для управляющего устройства 4, т.е. показанные функции выполняются управляющим устройством 4.
Кроме того, показано несколько компараторов 81-84, задачей которых является сравнивать полученные от измерительных устройств 47 и/или 70 действительно проявляющиеся значения тока и напряжения, т.е. действительные значения с соответствующими номинальными значениями, так чтобы на основе превышения номинальных значений можно было осуществлять регулирование и тем самым иметь возможность предотвращать разрушения элементов конструкции вследствие слишком высоких значений тока и напряжения.
Компаратор 81 предназначен для того, чтобы полученный от измерительного устройства 47 резонансный ток "I res" сравнивать с предварительно заданным максимально допустимым номинальным током "I max", причем при превышении номинального тока "I max" в логический блок 76 по проводнику 85 выдается сигнал "I resmax". Другой компаратор 85 сравнивает вновь резонансный ток "I res" с нулевым потенциалом, причем при каждом переходе через нуль резонансным током "I res0" в проводник 86 выдается сигнал. За счет этого сравнения проводится распознавание нулевой точки, и соответствующий сигнал передается в логический блок 76.
С помощью еще одного компаратора 83 сравнивается сварочное напряжение "U" измерительного устройства 70 с предварительно заданным максимально допустимым номинальным напряжением "U max", причем вновь при превышении этого номинального напряжения "U max" сигнал "U resmax" по проводнику 87 передается в логический блок 76. Еще один компаратор 84 может использоваться, например, для контроля температуры "Т" для расположенного в сварочном устройстве 1 охладителя с максимальным номинальным значением "Т тах". Разумеется, можно использовать и другие известные из уровня техники системы контроля, чтобы обеспечить надежную работу источника 2 сварочного тока.
Важно отметить, что, согласно характеристике на фиг. 10, параметры источника 2 сварочного тока выбираются таким образом, чтобы он вырабатывал максимальный выходной ток при соответствующем выходном напряжении и мог вырабатывать соответственно высокое напряжение, требуемое для зажигания дуги. В случае известной из предшествующего уровня техники выходной характеристики 74 источник сварочного тока должен иметь при максимальном выходном токе 140 А и выходном напряжении 50 В для зажигания дуги 15 мощность 7 кВт.
За счет использования соответствующего изобретению источника 2 сварочного тока с резонансным контуром 27 обеспечивается то, что для зажигания дуги 15 можно использовать выходное напряжение максимум 90 В при возможном выходном токе 140 А, причем для расчета источника 2 сварочного тока используется среднее значение показанной характеристики и поэтому можно было бы обойтись источником 2 сварочного тока с мощностью примерно 5 кВт, т.е. за счет специального вида выходной характеристики 73 при меньшем протекающем токе обеспечивается очень высокое выходное напряжение и поэтому при меньшем токе может формироваться устойчивая дуга 15 или зажигание дуги 15 гарантируется высоким выходным напряжением.
Специальная форма выходной характеристики 73 достигается тем, что имеется соответственно высокая энергия в резонансном контуре 27, т.е. в индуктивности 44 и в конденсаторах 45, 46, которая может быть доставлена на выход для зажигания дуги 15, а также ее поддержания и для размыкания короткого замыкания, причем нет необходимости параметры источника 2 сварочного тока выбирать в соответствии с этим выходным напряжением и возможным выходным током.
В изображенной на чертежах выходной характеристике 73 представлены данные для тока и напряжения для варианта осуществления источника 2 сварочного тока, причем посредством соответствующего изменения параметров резонансного контура 27 или силового блока 3 изменяются значения для выходной характеристики 73, т.е. на основе выбора параметров и установления возможных максимальных значений "I max" и "U mах" изменяется максимальное выходное напряжение и максимальный выходной ток.
Если бы для известного из уровня техники источника сварочного тока были использованы такие параметры, как 90 В для максимального выходного напряжения и 140 А для выходного тока, то такой источник сварочного тока в соответствии с изображенной штрихпунктирной линией выходной характеристикой 74 смог бы выработать мощность 12,6 кВт. Такой источник сварочного тока для обычного сварочного процесса, который реализуется соответствующим изобретению источником 2 сварочного тока с мощностью 5 кВт, был бы чрезмерно увеличенным по габаритам и весу.
Выходная характеристика 73 соответствующего изобретению источника 2 сварочного тока, схематично представленная на фиг. 10, формируется таким образом, что на основе выбора параметров конструктивных элементов и силового блока 3 возможна соответствующая выработка энергии, причем специальный вид выходной характеристики 73 образуется под влиянием резонансного контура 27, т.е. в принципе выходная характеристика 73 соответствует известной из предшествующего уровня техники прямоугольной характеристике, показанной штрихпунктирной линией, и на основе имеющейся энергии в резонансном контуре 27 осуществляется изменение выходной характеристики 73 в соответствии с представленным изображением.
При этом, например, можно, исходя из значения тока 88, равного примерно 110 А, обеспечить выходное напряжение около 25 В для сварочного процесса. Это необходимо, поскольку в соответствии с дополнительно представленной нормальной характеристикой 89 при подобном выходном токе для сварочного процесса необходимо выходное напряжение около 25 В. Исходя из диапазона выбора параметров источника 2 сварочного тока, который представлен значением тока 89, источник 2 сварочного тока может вырабатывать максимальный выходной ток 90 величиной, например, 140 А с меньшим выходным напряжением 91 величиной около 15 В, благодаря чему больше мощности может быть выработано для размыкания короткого замыкания, и возможен длительный режим работы сварочного устройства с током, соответствующим значению тока 88. За счет снижения тока источник 2 сварочного тока обеспечивает повышение напряжения, причем при снижении на 60 А происходит повышение напряжения, например, на 40 В. От этой точки происходит, например, экспоненциальное повышение напряжения, причем выходное напряжение, согласно фиг. 11, контролируется, так что при превышении максимально допустимого номинального напряжения U max соответственно значению напряжения 92 управляющее устройство 4 вводит описанный далее способ особого регулирования, и тем самым осуществляется ограничение напряжения. Если бы этого не было, то в соответствии с представленной на чертеже штрихпунктирной линией напряжение нарастало бы бесконечно при ограничении мощностью потерь в элементах конструкции, что могло бы привести к разрушению этих элементов. На основе реализуемого управляющим устройством 4 способа особого регулирования напряжение теперь регулируется или ограничивается на предварительно определенном значении.
Преимущество подобной выходной характеристики 73 заключается в том, что при незначительном токе имеет место соответственно высокое выходное напряжение для поддержания дуги 15, причем выбор параметров силового блока и соответственно источника 2 сварочного тока может поддерживаться в низких пределах, так как дополнительно требуемая энергия предоставляется в распоряжение резонансным контуром 27.
Так как резонансная частота последовательного и/или параллельного резонансного контура, в частности резонансного контура 27, устанавливается в источнике 2 сварочного тока в зависимости от выходного состояния потребителя, то значительное выходное изменение, в частности изменение сопротивления, может привести к тому, что синхронизация не будет достигнута за предварительно заданный временной интервал, так что даже собственные колебания резонансного контура 27 автоматически прекратятся. Это может произойти потому, что в состоянии фазы свободных колебаний или в особом режиме, в котором источником 29 энергии не вырабатывается энергия, происходит выдача энергии потребителю, или за счет собственных потерь в элементах конструкции источника тока происходит потребление энергии, и поэтому источник 2 сварочного тока должен запускаться повторно или работать при полной нагрузке.
Чтобы этого не происходило, управляющее устройство 4, дополнительно к описанному способу управления и/или регулирования, может переключаться из фазы запуска в другую фазу запуска и осуществлять способ особого регулирования в особом режиме S5 или S6. При этом также можно при превышении некоторым параметром, например резонансным током 58 или сварочным напряжением, предварительно заданного номинального значения вызвать и осуществить способ особого регулирования.
Если при выходном изменении управляющее устройство 4 переключает мостовую схему 28 в особое состояние S5 или S6, то управляющее устройство 4 контролирует, как часто производится переключение особого состояния S5 или S6 в другое особое состояние S6 или S5. При этом в управляющем устройстве 4 предусмотрено предпочтительное значение, равное четырем, для переключения между особыми состояниями S5 и S6. Если переключение между особыми состояниями S5 и S6 осуществляется слишком часто, то потери в элементах конструкции привели бы к затуханию собственных колебаний резонансного контура 27, в частности резонансного тока 58 и/или резонансного напряжения, и сварочный процесс невозможно было бы продолжать осуществлять, так как в резонансный контур при этом не подается энергия от источника 29 энергии.
Если особый режим, т.е. вызов особых состояний S5 и S6, превышает предварительно заданное номинальное значение, предпочтительно равное четырем, то управляющее устройство 4 переключает мостовую схему 28 в режим способа особого регулирования, при этом производится управление переключающими элементами 32-35 в форме фаз запуска. При этом, однако, длительность импульса сокращается до минимума, так что имеет место незначительное потребление энергии от источника 29 энергии, и тем самым колебания резонансного контура 27 сохраняются. Подача энергии может производиться на протяжении множества периодов, или продолжительность времени или число периодов может быть задано в управляющем устройстве 4, так что по истечении процедуры особого регулирования происходит возврат в соответствующее состояние переключения 35 или S6, и вновь производится контроль того, возможна ли теперь синхронизация. Возврат в существовавшее перед этим состояние переключения S1-S6 возможен в любое время, так как управляющее устройство 4 обеспечивает соответствие состояний переключения S1-S6 полупериодам резонансного тока 58 и во время различных особых случаев и поэтому может возвратиться в определенное состояние переключения S1-S6 в любое время.
Кроме того, возможно, что вследствие колебаний резонансного контура 27, напряжение может возрасти выше предварительно заданного значения напряжения и/или значения тока, согласно фиг.10 и 11, так что при возникновении такого случая управляющее устройство 4 вновь введет способ особого управления. Этот контроль кратко описан и показан на фиг.11 посредством контроля различных параметров. Если подобный случай возникает, то вновь сначала длительность импульса для мостовой схемы 28 снижается до минимума. Одновременно контролируется, снизился или нет после нескольких переходов через нуль резонансного тока 58 сигнал "I resmax" и/или "U max" ниже соответствующего номинального значения. Отсчет числа переходов через нуль для снижения параметров ниже номинального значения может быть установлен предварительно и сохранен в управляющем устройстве 4. Этот процесс может проводиться многократно, причем, однако, после превышения определенного числа подобных попыток регулирования управляющее устройство 4 деактивирует мостовую схему 28, т.е. все переключающие элементы 32-35 выключаются, так что резонансный ток 58 и резонансное напряжение в резонансном контуре 27 могут быть скомпенсированы потерями в конструктивных элементах, и поэтому источник 2 сварочного тока может быть повторно запущен или вновь переведен в режим работы с полной нагрузкой.
Подобный процесс регулирования иллюстрируется на фиг.10. Здесь напряжение, в частности значение напряжения 92, выходной характеристики 73 возрастает при снижении выходного тока выше предварительно устанавливаемого номинального значения напряжения "U max", которое соответствует значению напряжения 92. Если бы теперь не проводилось никакого способа особого регулирования, то напряжение продолжало бы возрастать в соответствии с показанным пунктирной линией. Вследствие этого высокого напряжения, конструктивные элементы, в частности диоды и мощные транзисторы, могли бы выйти из строя, либо конструктивные элементы источника 2 сварочного тока должны были бы рассчитываться на чрезвычайно высокое превышение параметров. Если напряжение достигнет номинального значения, тем самым значения напряжения 92, то за счет снижения длительности импульса теперь будет вырабатываться меньше энергии, так что напряжение вновь снижается за счет потерь в конструктивных элементах и/или выдачи энергии потребителю. Затем управляющее устройство 4 вновь осуществляет переключение в нормальный режим работы, т.е. в одно из состояний переключения S1-S4.
При этом теперь может оказаться, что номинальное значение вновь превышено, как, например, показано значением напряжения 93 выходной характеристики, так что вновь длительность импульса снижается до минимума за устанавливаемое число полупериодов и полных периодов. Этот способ особого регулирования может теперь осуществляться так долго, пока в резонансном контуре 27 больше не останется энергии, или чтобы после достижения определенного числа подобных процессов регулирования управляющее устройство 4 деактивирует мостовую схему 28 и тем самым оставшаяся энергия в резонансном контуре 27 сама спадет до нуля. Это видно, начиная с момента времени 94, при этом энергия снижается по экспоненте, т.е. чтобы напряжение экспоненциально возрастало, а ток постепенно снижался. Тем самым достигается то, что в начале сварочного процесса или для повторного зажигания дуги 15 в распоряжение предоставляется очень высокое напряжение. Кроме того, возможно, что для различных значений тока сохранены различные номинальные значения напряжения, так что может быть образована подобная экспоненциальная кривая.
Таким образом, можно сказать, что при превышении предварительно заданного и регулируемого номинального значения управляющее устройство 4 осуществляет способ особого регулирования, причем для этого длительность импульса для мостовой схемы 28 снижается до минимума, и после одного или нескольких переходов через нуль резонансного тока 58 мостовая схема 58 деактивируется. Для этого по меньшей мере выходное напряжение для потребителя, т.е. на выходных выводах 51 и 52 и резонансный ток 58 контролируются и сравниваются с номинальным значением.
Таким образом, можно сказать, что для источника 2 сварочного тока с резонансным контуром 27 в форме последовательно-параллельного преобразователя описан способ, при котором для управления мостовой схемой 28, в особенности полумостом или полным мостом, запоминается множество фиксированных предварительно заданных состояний переключения S1-S6 для переключающих элементов 32-35 мостовой схемы 28, причем в процессе регулирования управляющим устройством 4 в нормальном режиме, т.е. выше или ниже резонансной частоты некоторого параметра состояния резонансного контура 27, в особенности резонансного тока 58 или резонансного напряжения резонансного контура 27, мостовая схема 28 в соответствии с состояниями переключения S1-S4 последовательно переключается, причем при возникновении выходного изменения, особенно изменения сопротивления потребителя, управляющее устройство 4 осуществляет особый режим работы мостовой схемы 28, например, на собственной частоте резонансного контура 27, и мостовая схема 28 управляется в соответствии с предназначенными для особого режима работы состояниями переключения, в частности, состояниями переключения S1 или S4, соответственно S5 или S6, причем в отдельных режимах работы, особенно в нормальном режиме, в особом режиме и/или в способе особого регулирования отдельные состояния переключения S1-S4 для нормального режима управляющим устройством 4 ставятся в соответствие с собственными колебаниями резонансного контура 27, в особенности переходами через нуль резонансного тока 58 или резонансного напряжения, и тем самым состояния переключения S1-S4 становятся зависимыми от параметра состояния резонансного контура 27, в особенности от перехода через нуль резонансного тока 58 или резонансного напряжения.
Для работы источника 2 сварочного тока реализуются, таким образом, несколько типов режимов, в частности нормальный режим, особый режим и способ особого регулирования, так что управляющее устройство 4 может регулировать источник 2 сварочного тока, в особенности мостовую схему 28, таким образом, что рабочая точка 57 при изменении характеристики резонансного контура 27, согласно фиг. 4, всегда сохраняет свое положение на одной и той же стороне, в особенности на спадающем или на нарастающем участке характеристики резонансного контура 27.
Кроме того, возможно, что в случае такого источника 2 сварочного тока с резонансным контуром 27 может использоваться преобразователь тока 95, в особенности трансформатор, благодаря чему может производиться преобразование энергии, вырабатываемой источником 29 энергии. При этом преобразователь тока 95 может быть размещен между мостовой схемой 28, т.е. резонансным контуром 27, и выпрямителем 50, как, например, это показано на фиг. 12. Однако также возможно, что подобный преобразователь тока 95 уже находится в источнике 29 энергии.
В заключение следует отметить, что в описанных выше примерах осуществления отдельные части или компоненты или узлы представлены схематично или упрощенно. Кроме того, и отдельные части вышеописанных комбинаций признаков или операций отдельных вариантов осуществления изобретения во взаимосвязи с другими отдельными признаками из других вариантов осуществления могут также образовывать самостоятельные соответствующие изобретению решения.
Прежде всего, отдельные примеры выполнения, показанные на фиг. 1-12, могут образовывать предмет самостоятельных соответствующих изобретению решений. Относящиеся к ним соответствующие изобретению задачи и их решения раскрыты в детальном описании этих чертежей.
Перечень обозначений ссылочных позиций:
1 - сварочное устройство,
2 - источник сварочного тока,
3 - силовой блок,
4 - управляющее устройство,
5 - звено переключения,
6 - управляющий вентиль,
7 - питающая линия,
8 - газ,
9 - газовый баллон,
10 - сварочная горелка,
11 - механизм протяжки проволоки,
12 - питающая линия,
13 - сварочная проволока,
14 - питающий барабан,
15 - дуга,
16 - деталь,
17 - питающая линия,
18 - питающая линия,
19 - контур охлаждения,
20 - реле контроля обтекания,
21 - водяной бак,
22 - устройство ввода и/или вывода,
23 - шланговый пакет,
24 - соединительное устройство,
25 - устройство снятия нагрузки натяжения,
26 - корпус,
27 - резонансный контур,
28 - мостовая схема,
29 - источник энергии,
30 - проводник,
31 - проводник,
32 - переключающий элемент,
33 - переключающий элемент,
34 - переключающий элемент,
35 - переключающий элемент,
36 - несинхронизированный диод,
37 - несинхронизированный диод,
38 - несинхронизированный диод,
39 - несинхронизированный диод,
40 - управляющая линия,
41 - управляющая линия,
42 - управляющая линия,
43 - управляющая линия,
44 - индуктивность,
45 - конденсатор,
46 - конденсатор,
47 - измерительное устройство,
48 - проводник,
49 - проводник,
50 - выпрямитель,
51 - выходной вывод,
52 - выходной вывод,
53 - сопротивление,
54 - индуктивность линии,
55 - минимальная резонансная частота,
56 - максимальная резонансная частота,
57 - рабочая точка,
58 - резонансный ток,
59 - распознавание перехода через нуль,
60 - пилообразная характеристика,
61 - характеристика напряжения,
62 - характеристика напряжения,
63 - характеристика напряжения,
64 - характеристика напряжения,
65 - характеристика напряжения,
66 - пилообразный сигнал,
67 - период,
68 - момент времени,
69 - временной интервал,
70 - измерительное устройство,
71 - проводник,
72 - проводник,
73 - выходная характеристика,
74 - выходная характеристика,
75 - преобразователь,
76 - логический блок,
77 - вход,
78 - проводник,
79 - проводник,
80 - управляющая линия,
81 - компаратор,
82 - компаратор,
83 - компаратор,
84 - компаратор,
85 - проводник,
86 - проводник,
87 - проводник,
88 - значение тока,
89 - нормальная характеристика,
90 - выходной ток,
91 - выходное напряжение,
92 - значение напряжения,
93 - значение напряжения,
94 - момент времени,
95 - преобразователь тока.
Изобретение относится к способу регулирования источника сварочного тока с резонансным контуром и может найти применение в сварочных аппаратах в различных отраслях машиностроения. Регулирование источника сварочного тока (2) с резонансным контуром (27) производится посредством управляющего устройства (4). Через мостовую схему (28) снабжается энергией потребитель, в частности сварочный процесс, от источника энергии (29). Для управления отдельными переключающими элементами (32-35) мостовой схемы (28) сохранены предварительно заданные состояния переключения. В нормальном режиме управляющее устройство (4) управляет мостовой схемой (28) в соответствии с установленными состояниями переключения, следующими друг за другом. При возникновении изменения сопротивления потребителя управляющее устройство (4) осуществляет особый режим работы на резонансной частоте резонансного контура (27), и мостовая схема (28) управляется в соответствии с состояниями переключения, предназначенными для особого режима. Способ позволяет реализовать выходную характеристику, при которой при незначительном протекании тока имеется соответствующее высокое выходное напряжение для поддержания дуги или ее зажигания. 16 з.п. ф-лы, 12 ил.
| DE 4411227 А, 05.10.1995 | |||
| WO 9701211 А, 09.01.1997 | |||
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ | 1992 |
|
RU2078658C1 |
| Инверторный источник постоянного тока для дуговой сварки | 1987 |
|
SU1489934A1 |
| Источник постоянного тока для дуговой сварки | 1990 |
|
SU1704979A1 |
| DE 2913625 А, 16.10.1980. | |||

