Настоящее изобретение относится к способу изготовления теплообменной трубы с двойными стенками с обнаружением течи, в котором внутреннюю трубу вставляют во внешнюю трубу после выполнения профилирования поверхности, по меньшей мере, на внешней поверхности внутренней трубы или на внутренней поверхности внешней трубы, и, после того как внутреннюю и внешнюю трубы вставляют друг в друга, внутренняя труба расширяется так, что внешняя поверхность внутренней трубы входит в плотный контакт с внутренней поверхностью внешней трубы, и профилирование поверхности образует, по меньшей мере, один канал для обнаружения течи между двумя трубами.
Такой способ известен из DЕ-А-30 00 665. В этом способе предусматривают профилирование поверхности на внешней поверхности внутренней трубы в виде зазубренности с многочисленными заостренными, пирамидальнообразными или конусообразными выступами. Для того чтобы получить необходимую теплопередачу, после расширения внутренней трубы, вставленной во внешнюю трубу, вершины многих выступов прижимают к внутренней стенке внешней трубы. Хотя в результате такого прижатия величина поверхности соприкосновения между внутренней и внешней трубами составляет тот же порядок, что и у необработанной поверхности соприкосновения, результирующая теплопередача, по сравнению с цельной теплообменной трубой без обнаружения течи, может квалифицироваться как неудовлетворительная, в то время как теплопередача, кроме того, ухудшается в результате длительного использования теплообменной трубы.
Для того чтобы получить улучшенную теплопередачу, в DЕ-С-3706408, предлагается заполнять канал для обнаружения течи теплопередающей жидкостью. Как видно из диаграммы испытаний, хотя в результате этого теплопередача улучшается, она все же остается значительно ниже теплопередачи у цельной теплообменной трубы без обнаружения течи. Кроме того, эта известная составная теплообменная труба должна удовлетворять конкретным условиям, чтобы поддерживать функцию обнаружения течи. Канал для обнаружения течи должен быть выполнен в виде капиллярного канала, и теплопередающая жидкость должна иметь температуру кипения, которая выше максимальной рабочей температуры теплообменной трубы. Только тогда вследствие капиллярного действия жидкость не будет вытекать из канала для обнаружения течи, но будет выталкиваться из него в случае течи и, тем самым, указывать на наличие течи. Это не только сложная система, накладывающая особые требования, но, кроме того, она требует контроля, при котором расширение теплопередающей жидкости, когда она нагревается во время использования теплообменной трубы, создает ситуацию, легко приводяющую к неправильному предположению, что имеет место течь, когда жидкость (вследствие расширения) вытесняется из капиллярного канала для обнаружения течи.
Далее, в GВ-А-822.705 описана теплообменная труба, состоящая из трех частей: внешней трубы, внутренней трубы и винтовой прокладки, предусмотренной между этими трубами и припаиваемой как к внутренней трубе, так и к внешней трубе. Эту конструкцию сначала выполняют посредством вставки трех частей друг в друга со слоем припоя, предусмотренным между каждыми двумя частями. Затем внутреннюю трубу расширяют или сжимают внешнюю трубу, образуя механическое соединение между элементами сборочного узла, состоящего из внешней трубы, винтовой прокладки и внутренней трубы, при этом механическое соединение дополняют паяным соединением, подвергая сборочный узел термообработке во время или после операции деформации. Это паяное соединение имеет преимущество относительно непаяного соединения в том, что в месте перехода между трубой и прокладкой может быть выполнено лучшее, т.е. более завершенное соединение. С другой стороны, однако, в результате использования трех частей конструкция становится более сложной: части, когда их вставляют друг в друга, располагают с меньшей точностью относительно друг друга вследствие присутствия винтовой, гибкой прокладки, что приводит к каналу для обнаружения течи, имеющему неравномерное поперечное сечение по его длине; деформацию одной из труб осуществляют посредством введения между ними винтовой, гибкой, отдельной прокладки, что приводит к механическому соединению, которое менее управляемое и менее определенное; и последнее, но не менее важное, имеются две переходные области, образуемые припоем, которые неблагоприятно влияют на теплопередачу, так как припой, например олово, всегда имеет меньший коэффициент теплопередачи, чем материалы, например медь, деталей, подлежащих соединению.
Задачей изобретения является повышение теплопередачи до величины, равной или по существу равной величине цельной теплообменной трубы, в то же время канал для обнаружения течи остается свободным от наполняющей среды и таким образом выполняет свою функцию точно и надежно.
В соответствии с изобретением в способе изготовления теплообменной трубы с двойными стенками с обнаружением течи внутреннюю трубу вставляют во внешнюю трубу после профилирования поверхности по меньшей мере на внешней поверхности внутренней трубы или на внутренней поверхности внешней трубы и после того, как внутренняя и внешняя трубы вставлены друг в друга, внутреннюю трубу расширяют так, что внешняя поверхность внутренней трубы входит в плотный контакт с внутренней поверхностью внешней трубы, а профилирование поверхности образует по меньшей мере один канал для обнаружения течи между двумя трубами, при этом перед вставлением внутренней и внешней труб друг в друга по меньшей мере внешнюю поверхность внутренней трубы или внутреннюю поверхность внешней трубы предусматривают со слоем из материала припоя, такого как олово, расширение внутренней трубы осуществляют так, что внешняя труба также расширяется, и осуществляют плавление слоя из материала припоя между внутренней и внешней трубами, при этом расширение внешней трубы осуществляют так, что слой из расплавленного припоя в значительной степени выдавливают из промежутка между внутренней трубой и внешней трубой по меньшей мере в один канал для обнаружения течи.
Оптимальный контакт между внутренней и внешней трубами достигают и поддерживают в результате этих признаков во время использования теплообменной трубы.
В результате расширения внешней трубы посредством внутренней трубы достигают эффект, при котором при сжатии внутренней трубы вследствие снижения температуры теплообменной среды, проходящей по ней, внутренняя труба в результате упругого восстановления после деформации всегда сохраняет форму внутренней трубы, так что всегда поддерживают плотный контакт между внутренней и внешней трубами.
Выполнение и поддержание этого плотного контакта также осуществляют и поддерживают посредством пайки внутренней трубы и внешней трубы между собой. Длительные испытания показали, что, например, в случае контакта медь/медь без соединительного слоя теплопередача в значительной степени зависит от свойств примыкающих медных поверхностей, характеристики контакта (воздушных пузырей) и давления в месте примыкания. Теплопередача может значительно понижаться с течением времени. Предполагается, что причиной этого является окисление примыкающих поверхностных слоев, частично в результате относительного перемещения поверхностей из-за изменения температуры во время использования теплообменной трубы. В результате соединения соприкасающихся поверхностей слоем припоя, например олова, этот эффект снижения теплопередачи с течением времени, как было обнаружено, больше не проявляется.
Олово имеет более низкий коэффициент теплопередачи, чем медь. Казалось бы, что создание слоя олова между двумя примыкающими медными поверхностями создает неблагоприятный эффект на теплопередачу. При использовании способа согласно изобретению, однако, получают теплообменную трубу, имеющую теплопередачу, которая едва, если вообще заметно, отличается от теплопередачи цельной медной трубы. Этот удивительный эффект, по-видимому, является результатом давления, создаваемого между внутренней и внешней трубами в результате расширения сборочного узла этих труб. Причем давление возникает такое, что при плавлении слоя олова все излишки олова выдавливаются в канал для обнаружения течи, оставляя только очень тонкую пленку олова, которая, кроме того, сплавляется с примыкающими медными поверхностями. Таким образом оптимально поддерживается контакт медь/медь, причем (соединяющее и наполняющее) олово обеспечивает то, что не происходит взаимного разъединения в результате относительного смещения, и, следовательно, нет окисления, в результате чего оптимальная теплопередача не уменьшается также и с течением времени при использовании теплообменной трубы.
Этот эффект частично является результатом использования только двух труб, которые вставляют одну в другую, и каждая из которых в отдельности относительно жесткая. Когда в результате расширения внутренней трубы внешняя труба расширяется, создается такое высокое поверхностное давление в зоне контакта между этими трубами, что во время нагревания сборочного узла слой припоя, присутствующий между внешней трубой и внутренней трубой, выдавливается практически полностью, тем самым создавая контакт медь/медь. Когда сборочный узел состоит из трех и более частей, то во время расширения первой части поверхностное давление между второй и третьей частями будет меньше вследствие “свободной” второй части, так как эта часть, если она к тому же винтовой конструкции, также может деформироваться в осевом направлении. Частично из-за того, что переход может определяться менее точно, как описано выше, это может привести к недостаточно выдавленному слою припоя, если вообще было выдавливание, и, следовательно, к пониженной теплопередаче. Так как теплопередача зависит от самого слабого звена в цепи, если теплопередача между второй и третьей частями меньше, теплопередача всей конструкции меньше, чем возможная теплопередача между первой и второй частями. Таким образом, двухэлементная конструкция имеет существенные преимущества в точной воспроизводимости, всегда оптимальной теплопередачи, которая, как указано выше, заметно не отличается от теплопередачи цельной теплообменной трубы, и в простом изготовлении.
Для того, чтобы обеспечить возможность внешней трубе оптимально принимать форму внутренней трубы, когда последнюю охлаждают, предпочтительно, в соответствии с другим вариантом выполнения изобретения, выполнять внутреннюю трубу из более мягкого материала, чем внешняя труба. Благодаря этому признаку сила упругого восстановления после деформации в более твердой внешней трубе будет больше, чем в более мягкой внутренней трубе, так как внешняя труба в каждом случае будет более предрасположена к упругому восстановлению, чем внутренняя труба, и плотно примыкающий контакт между внутренней и внешней трубами в каждом случае оптимально устанавливается и поддерживается, а также всегда гарантируется лучшее выдавливание в необходимой степени слоя расплавленного припоя.
Профилирование поверхности для образования канала для обнаружения течи может выполняться различными способами. В соответствии с другим вариантом выполнения изобретения, однако, предпочтительно, чтобы профилирование поверхности выполнялось так, чтобы профилирование поверхности, измеряемое на соответствующей поверхности соответствующей трубы, занимало самое большее примерно 50% от этой поверхности. Всесторонние измерения при испытаниях показали, что тогда может быть реализована теплообменная труба с двойными стенками, которая имеет оптимальные свойства для обнаружения течи и теплопередачу, которая едва, если вообще заметно, отличается от теплопередачи цельной трубы.
В соответствии с очень жесткими правительственными требованиями, действующими в Нидерландах, канал для обнаружения течи должен быть выполнен так, чтобы, если просверлить сквозное отверстие диаметром 2 мм в ответственной части теплообменной трубы и к обеим сторонам трубы приложить давление воды 50 кПа, жидкость утечки, вытекающая из канала для обнаружения течи, должна быть обнаружена в течение 300 с. Это требование может быть выполнено с теплообменной трубой, согласно изобретению, и без потери теплопередачи в сравнении с цельной теплообменной трубой, если, в соответствии с другим вариантом выполнения, профилирование поверхности предусмотрено в виде винтовой канавки шириной примерно 2 мм и шагом примерно 4 мм.
Нагревание сборочного узла внешней трубы и внутренней трубы для плавления слоя припоя может быть предпочтительно осуществлено посредством дополнительной термообработки, выполняемой над теплообменной трубой, например, во время нагревания для припаивания реброобразных элементов по меньшей мере к внешней поверхности внешней трубы или внутренней поверхности внутренней трубы, таких как проволочная спираль, винтообразно намотанная на трубу.
Слой припоя может быть предусмотрен на внутренней, или на внешней трубе, или на обеих независимо от присутствия и времени создания профилирования поверхности для образования канала для обнаружения течи. Согласно изобретению, предпочтительно, чтобы на внешней поверхности внутренней трубы, покрытой слоем из материала припоя, впоследствии на ней создавалось профилирование поверхности в виде по меньшей мере одной винтообразно проходящей канавки. Если предпочтительно создать профилирование поверхности на внутренней поверхности внешней трубы, например, посредством выдавливания, то тогда предпочтительно внешнюю поверхность внутренней трубы выполнять со слоем из материала припоя, а внутреннюю поверхность внешней трубы снабжать профилированием поверхности в виде продольно проходящих канавок.
В зависимости от применения необходимо обращать особое внимание на концы теплообменной трубы, чтобы предотвратить разъединение двух труб, начиная с конца. В этом случае следует предусматривать сварку серебром на каждом конце сборочного узла внутренней и внешней труб по шву между внутренней и внешней трубами.
Альтернативно или дополнительно к этому также возможно, чтобы по меньшей мере один из концов сборочного узла внутренней и внешней труб, по меньшей мере внутренняя поверхность внутренней трубы или внешняя поверхность внешней трубы были предусмотрены с изолирующим лаковым покрытием. Таким образом, конец трубы защищается от чрезмерно больших тепловых ударов при внезапном изменении температуры теплообменной среды, проходящей через него, например, это может происходить в установках центрального отопления.
Изобретение также относится к теплообменной трубе с обнаружением течи, содержащей сборочный узел, состоящий из внешней трубы и внутренней трубы с плотным примыкающим контактом между ними, и по меньшей мере одного канала для обнаружения течи, проходящего по контактной поверхности или рядом с ней между внутренней и внешней трубами. Для того, чтобы реализовать оптимальную теплопередачу в такой теплообменной трубе, а также чтобы поддерживать эту оптимальную теплопередачу с течением времени при использовании, необходимо, чтобы в месте контакта между внутренней и внешней трубами присутствовал тонкий пленочный слой из материала припоя, такого как олово, который соединяется как с внутренней трубой, так и с внешней трубой посредством сплавления, причем внутренняя труба и внешняя труба примыкают друг к другу со смещением, так что тонкий пленочный слой может быть пористым, т.е. локально прерывистым.
Для того чтобы выполнить канал для обнаружения течи оптимально доступным и действующим без существенного воздействия на концы теплообменной трубы, необходимо в соответствии с другим вариантом выполнения изобретения рядом с концом сборочного узла внутренней и внешней труб выполнить сквозное отверстие на внешней трубе, причем это сквозное отверстие находится в сообщении с каналом для обнаружения течи или с каждым из них, предусмотренным в сборочном узле.
Возможна дополнительная защита концов от теплового удара, когда по меньшей мере один из концов сборочного узла внутренней и внешней труб, по меньшей мере внутренняя поверхность внутренней трубы или внешняя поверхность внешней трубы предусмотрены с изолирующим лаковым покрытием. Если для повышения теплопередающей способности реброобразные элементы, такие как проволочная спираль, винтообразно намотанная на трубу, припаиваются по меньшей мере к внешней поверхности внешней трубы или к внутренней поверхности внутренней трубы, то может быть предпочтительным исключить эти реброобразные элементы по длине лакового покрытия.
Со ссылкой на примерные варианты выполнения, представленные на чертежах, ниже только в качестве примера согласно изобретению дополнительно описывается способ и теплообменная труба.
На фиг.1 показана вертикальная проекция первого сборочного узла внутренней трубы и внешней трубы, частично вставленных друг в друга, с частичным разрезом внутренней трубы;
на фиг.2 показано поперечное сечение по линии II-II на фиг.1;
на фиг.3 показано поперечное сечение, соответствующее фиг.2, законченной теплообменной трубы;
на фиг.4 показана вертикальная проекция второго сборочного узла внутренней трубы и внешней трубы, частично вставленных друг в друга, с частичным разрезом внутренней трубы и внешней трубы;
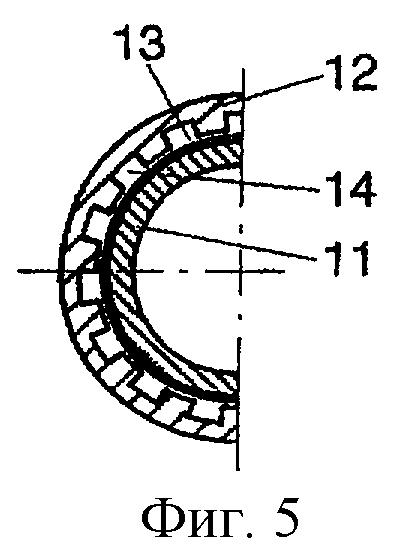
на фиг.5 показана половина поперечного сечения по линии V-V на фиг.4;
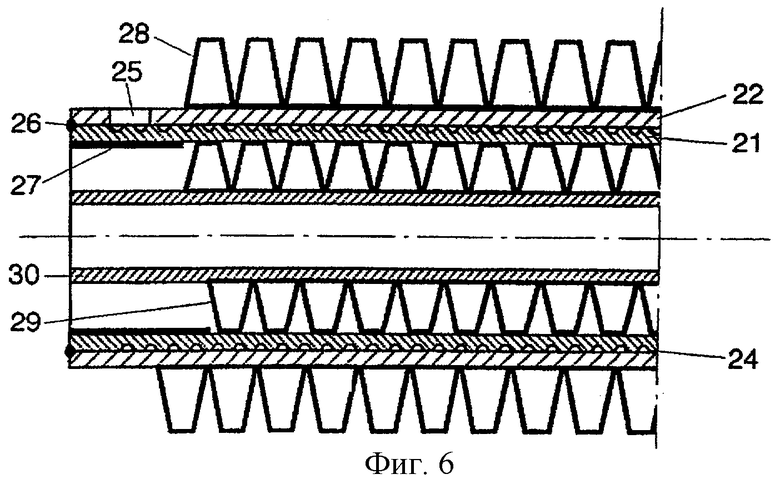
на фиг.6 показан третий вариант теплообменной трубы.
На фиг.1 изображена внутренняя труба 1, частично вставленная во внешнюю трубу 2. Внутреннюю трубу 1 выполняют из гладкой медной трубы, внешнюю поверхность которой сначала покрывают тонким слоем олова 3, а затем выполняют четыре расположенные через равные промежутки, винтообразно проходящие канавки 4 на покрытой оловом поверхности. Внешняя труба 2 состоит из гладкой медной трубы, внутренний диаметр которой несколько больше наружного диаметра слоя олова на внутренней трубе 1.
После того, как внутреннюю трубу 1 полностью вставляют во внешнюю трубу 2, полученный таким образом сборочный узел подвергают операции деформации, посредством чего внутреннюю трубу 1, если требуется более чем за один этап с использованием оправки для раскатки расширяют и пластично деформируют так, что слой олова входит в плотное примыкание с внутренней поверхностью внешней трубы. Для того чтобы это примыкание также сохранялось при сжатии внутренней трубы 1 вследствие снижения температуры, расширение внутренней трубы 1 продолжают до тех пор, пока также не будет расширена внешняя труба 2 таким образом, что создается упругое смещение во внешней трубе 2, которое обеспечивает то, что внешняя труба 2 продолжает сохранять форму внутренней трубы 1 при ее сжатии.
После этой операции расширения сборочный узел нагревают до такой температуры, при которой слой олова 3 начинает плавиться. Частично вследствие упругого смещения во внешней трубе 2 расплавленное олово начинает вытекать и, тем самым, с одной стороны, сплавляться с медью двух прилегающих поверхностей труб, а, с другой стороны, выдавливаться из промежутка между этими двумя медными поверхностями в канавки 4. После термообработки две медные поверхности спаивают вместе так, что олово заполняет и дополняет две медные поверхности таким образом, что они фактически объединяются без разрывов. В результате, хотя две медные поверхности соединены вместе слоем олова, этот слой олова в то же самое время был уменьшен посредством смещения во внешней трубе до очень тонкой пористой пленки. Это, в свою очередь, приводит к тому, что, несмотря на то, что олово имеет более низкий коэффициент теплопередачи, чем медь, теплопередача сборочного узла труб едва ли, если вообще, заметно меньше теплопередачи сравниваемой сплошной медной трубы, даже если поверхность канавки настолько большая, что и поверхность оставшегося ребра.
Соединение вместе двух поверхностей посредством олова приводит к тому, что во время теплового движения сжатия или расширения не происходит смещение двух поверхностей. Это, а также тот факт, что посредством наполнения оловом любых небольших неровностей между двумя поверхностями и выдавливания излишков олова в канавки, устраняются любые пузырьки воздуха, предотвращается образование окиси на медных соприкасающихся поверхностях и, в особенности, медленно прогрессирующее внутри окисление медных поверхностей с обоих концов (разъединение вследствие эффекта зазубривания). Поскольку образование окиси имеет очень неблагоприятное влияние на теплопередачу, то надлежащая теплопередача составной теплообменной трубы в соответствии с изобретением, которая, как указано, сравнима с теплопередачей сплошной медной трубы, поддерживается также и в течение времени во время использования.
На фиг.2 показан сборочный узел внутренней трубы 1 и внешней трубы 2 перед операцией расширения, а на фиг.3 показан этот сборочный узел после окончания термообработки, т.е. в завершенном состоянии. На фиг.3 не показан слой олова, уменьшенного до очень тонкой непористой пленки, но показаны излишки олова, выдавленные в канавки 4 в виде затвердевших капелек 3'. На фиг.3 также показано, что трубы были расширены по сравнению с вариантом на фиг.2, т.е. диаметры всех труб увеличены, в то же время внешний диаметр внутренней трубы 1 стал равен внутреннему диаметру внешней трубы 2.
Необходимо отметить, что различные размеры не показаны в масштабе, что в частности верно для слоя олова 3. Ниже указано, исключительно в качестве примера, как можно получить составную теплообменную трубу, имеющую внешний диаметр 28,3 мм и внутренний диаметр 23 мм.
Исходной точкой является внутренняя труба из меди средней твердости, имеющая внешний диаметр 25 мм и внутренний диаметр 22 мм, и внешняя труба из твердой меди, имеющая внешний диаметр 28 мм и внутренний диаметр 25,6 мм. После того, как трубы были вставлены одна в другую и расширены за два этапа, была получена составная теплообменная труба, действующая как цельная теплообменная труба, имеющая внешний диаметр 28,3 мм и внутренний диаметр 23 мм, причем переход (пленка олова) между внутренней и внешней трубами расположен на диаметре 26 мм. Общая толщина рассматриваемых стенок уменьшилась с 2,7 мм до 2,65 мм. Это результат холодной деформации (расширения), посредством которой составная труба становится несколько длиннее. Такие измерения были выбраны после того, как было установлено посредством испытаний, что при такой степени расширения упругое восстановление после деформации внешней трубы достаточно для того, чтобы внешняя труба сохраняла форму внутренней трубы при ее внезапном сжатии при резком изменении температуры от 100°С до 10°С без необходимости снижения ее температуры. Выбор материала (медь средней твердости для внутренней трубы и твердая медь для внешней трубы) обеспечивает требуемый эффект упругого восстановления после деформации, так как более мягкие материалы меньше восстанавливаются после деформации, чем более твердые материалы.
В примерном варианте выполнения на фиг.4 и 5 медная внутренняя труба 11, предусмотренная со слоем олова 13, была вставлена во внешнюю трубу 12, внутренняя поверхность которой включает пятнадцать канавок 14, полученных, например, выдавливанием, проходящих в продольном направлении трубы. Вариант, в котором показаны две трубы, идентичен изображенному на фиг.1, т.е. после того, как трубы полностью вставлены одна в другую, было проведено расширение до такой степени, которое было описано выше, после чего посредством термообработки обеспечивают плавление слоя олова 13, в результате чего выдавливают излишки олова в местах продольных выступов на внешней поверхности внутренней трубы 11, образуя остаточную наполняющую и соединительную пленку олова, в продольные канавки 14, образуя канал для обнаружения течи, таким образом создавая составную теплообменную трубу с обнаружением течи, действующую как цельная теплообменная труба и имеющую конфигурацию, сравнимую с той, которая показана на фиг.3.
На фиг.6 показана теплообменная труба, содержащая внутреннюю трубу 21 и внешнюю трубу 22, плотно примыкающие друг к другу и соединенные посредством пленки олова, как описано выше. В месте перехода между двумя трубами 21, 22 создана одна винтовая канавка 24 на внешней поверхности внутренней трубы 21, при этом эта канавка образует канал для обнаружения течи. Такой канал для обнаружения течи предназначается для тех случаев, когда теплоотдающая среда не должна никогда входить в соприкосновение с теплопоглощающей средой. Если образуется трещина во внутренней или внешней трубе, среда, вытекающая через нее, будет остановлена в канале для обнаружения течи. Для того, чтобы установить присутствие жидкости в канале для обнаружения течи, он должен быть чувствителен к ней. Поэтому предусмотрено отверстие 25 во внешней трубе 22, при этом это отверстие находится в открытом контакте с каналом для обнаружения течи. Отверстие 25 может быть в сообщении со средством для обнаружения течи, обнаруживающим среду, которая вытекает, или изменение давления.
Как было упомянуто, разъединение составной теплообменной трубы очень невыгодно для теплопередачи, и было описано, как предотвратить такое разъединение в теплообменных трубах. Другой защитной мерой в этом отношении может быть создание сварки 26 серебром (см. фиг.6) в месте перехода между внутренней трубой 21 и внешней трубой 22 по меньшей мере на одном конце составной теплообменной трубы. В дополнение к этому упрочнению или вместо него также может быть предусмотрено, чтобы рассматриваемый конец меньше подвергался тепловым ударам, создание изолирующего лакового покрытия 27 (см. фиг.6).
Для того, чтобы увеличить теплопередачу, могут быть предусмотрены ребра или гребни на внешней поверхности внешней трубы 22 или на внутренней поверхности внутренней трубы 21. Такие ребра или гребни могут быть выполнены посредством выдавливания. Другой возможностью является создание винтообразно намотанной проволоки 28 (например, имеющей трапецеидальный профиль намотки; см. фиг.6), которую затем винтообразно наматывают на внешнюю трубу 22. Соединение такой проволоки с трубой осуществляют посредством пайки. Эта термообработка одновременно может служить для расплавления слоя олова между внутренней трубой и внешней трубой для получения составной теплообменной трубы, действующей как один элемент.
В варианте выполнения в соответствии с фиг.6 внутренняя труба аналогично снабжена реброобразными элементами также в виде винтообразно намотанной проволоки 29, винтообразно намотанной и закрепленной на опорной трубе 30, концентрично вставленной во внутреннюю трубу 21. Если требуется, внутренняя поверхность внутренней трубы 21 может быть покрыта оловом, так что во время термообработки концы намотанной проволоки 29, удаленные от опорной трубы 30, прикрепляют к внутренней поверхности внутренней трубы 21.
Понятно, что в пределах объема изобретения, изложенного в прилагаемой формуле изобретения, возможны различные модификации и варианты. Таким образом, при образовании канала для обнаружения течи в вышеописанных вариантах выполнение канавки предусматривают на внутренней поверхности внешней трубы или на внешней поверхности внутренней трубы. Конечно, канавки также могут быть предусмотрены на обеих поверхностях, или различные канавки могут быть соединены между собой другими канавками, создавая поверхность с большим или меньшим рифлением. Кроме того, медь и олово указаны как применяемые материалы, однако, это не исключает использования других материалов. В некоторых случаях можно исключить термообработку для расплавления и частичного выдавливания слоя олова, например, когда расширение сопровождается выделением тепла, так что материал припоя уже плавится во время расширения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вихревой теплообменный элемент | 2017 |
|
RU2672229C1 |
| Вихревой теплообменный элемент | 2016 |
|
RU2622340C1 |
| ТЕПЛООБМЕННАЯ ТРУБА | 2013 |
|
RU2511859C1 |
| СПОСОБ РАБОТЫ ТЕПЛООБМЕННОГО АППАРАТА И ТЕПЛООБМЕННЫЙ АППАРАТ | 2013 |
|
RU2525374C1 |
| ВАКУУМИРУЕМЫЙ ПЛОСКИЙ СОЛНЕЧНЫЙ КОЛЛЕКТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2348869C2 |
| ТЕПЛООБМЕННИК С ДВОЙНОЙ ПЛАСТИНОЙ | 2009 |
|
RU2445564C1 |
| ОРЕБРЕННАЯ ТЕПЛООБМЕННАЯ ТРУБА С РАЗМЕЩЕННОЙ ВНУТРИ ВСТАВКОЙ | 1992 |
|
RU2041441C1 |
| ТВЕРДОТЕЛЬНОЕ ТЕРМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО | 2000 |
|
RU2243617C2 |
| ТЕПЛООБМЕННИК И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2006 |
|
RU2361167C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСТРУБНОГО ТЕПЛООБМЕННИКА | 1994 |
|
RU2069830C1 |



Настоящее изобретение относится к способу изготовления теплообменной трубы с двойными стенками и с обнаружением течи. В соответствии с изобретением в способе изготовления теплообменной трубы с двойными стенками с обнаружением течи, в котором внутреннюю трубу вставляют во внешнюю трубу после профилирования поверхности, по меньшей мере, на внешней поверхности внутренней трубы или на внутренней поверхности внешней трубы и после того, как внутренняя и внешняя трубы вставлены друг в друга, внутреннюю трубу расширяют так, что внешняя поверхность внутренней трубы входит в плотный контакт с внутренней поверхностью внешней трубы, а профилирование поверхности образует, по меньшей мере, один канал для обнаружения течи между двумя трубами, при этом перед вставлением внутренней и внешней труб друг в друга, по меньшей мере, внешнюю поверхность внутренней трубы или внутреннюю поверхность внешней трубы снабжают слоем из материала припоя, такого как олово, осуществляют расширение внутренней трубы так, что внешняя труба также расширяется, и осуществляют плавление слоя из материала припоя между внутренней и внешней трубами, при этом расширение внешней трубы осуществляют так, что расплавленный слой припоя в значительной степени выдавливают из промежутка между внутренней трубой и внешней трубой, по меньшей мере, в один канал для обнаружения течи.
Теплообменная труба с обнаружением течи, содержащая сборочный узел, состоящий из внешней трубы и внутренней трубы в плотном примыкающем контакте между ними и, по меньшей мере, одного канала для обнаружения течи, проходящего в контактной поверхности и рядом с ней между внутренней и внешней трубами, причем в месте контакта между внутренней и внешней трубами выполнен тонкий пленкообразный слой из материала припоя, такого как олово, который посредством плавления соединяется с внутренней трубой и с внешней трубой, причем внутренняя труба и внешняя труба примыкают друг к другу со смещением. Изобретение позволяет повысить теплопередачу до величины, равной или, по существу, равной величине цельной теплообменной трубы, при этом канал для обнаружения течи остается свободным от наполняющей среды и таким образом выполняет свою функцию точно и надежно. 2 н. и 14 з.п. ф-лы, 6 ил.

| СПОСОБ ИЗМЕРЕНИЯ ЭЛЕКТРОФИЗИЧЕСКИХ ПАРАМЕТРОВ ПОЛУПРОВОДНИКОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1980 |
|
SU822705A1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1993 |
|
RU2068326C1 |
| US 4635711 А, 13.01.1987 | |||
| Способ изготовления теплообменной трубы | 1981 |
|
SU1002803A1 |

