Изобретение относится к теплообменной аппаратуре и может быть использовано в энергетической промышленности .
Известен способ изготовления теплообменной трубы, т.е. способ закрепления проволочного оребрения на трубе с помощью бандажной проволоки, что позволяет в процессе нагревания и пайки создать натяг, обеспечивающий прочное прилегание проволочной спирали к поверхности трубы 1.
Недостатками известного способа являются усложненность процесса из готовления и неравномерность контактта проволоки с трубой.
Наиболее близким к предлагаемому является способ изготовления теплообменной трубы с внутренним и наружным оребрением, причем внутреннее оребрение выполняют в виде спиральных выдавок L2.
Недостатком указанного технического решения является усложненность процесса изготовления трубы.
ЧЦель изобретения - повышение технологичности.
Указанная цель достигается тем, что наружное оребрение выполняют
путем навивки и., приварки его к труье с ДОПОЛНИТЕЛЬНЫМ радиальным усилием, направленным к оси трубы, с одновременным образованием при этом спиральных выдавок внутреннего оребрения.
Кроме того, наружное оребрение выполняют из проволоки, навивку которой осуществляют с шагом, равным 2,5-5,0 ее диаметров, в
10
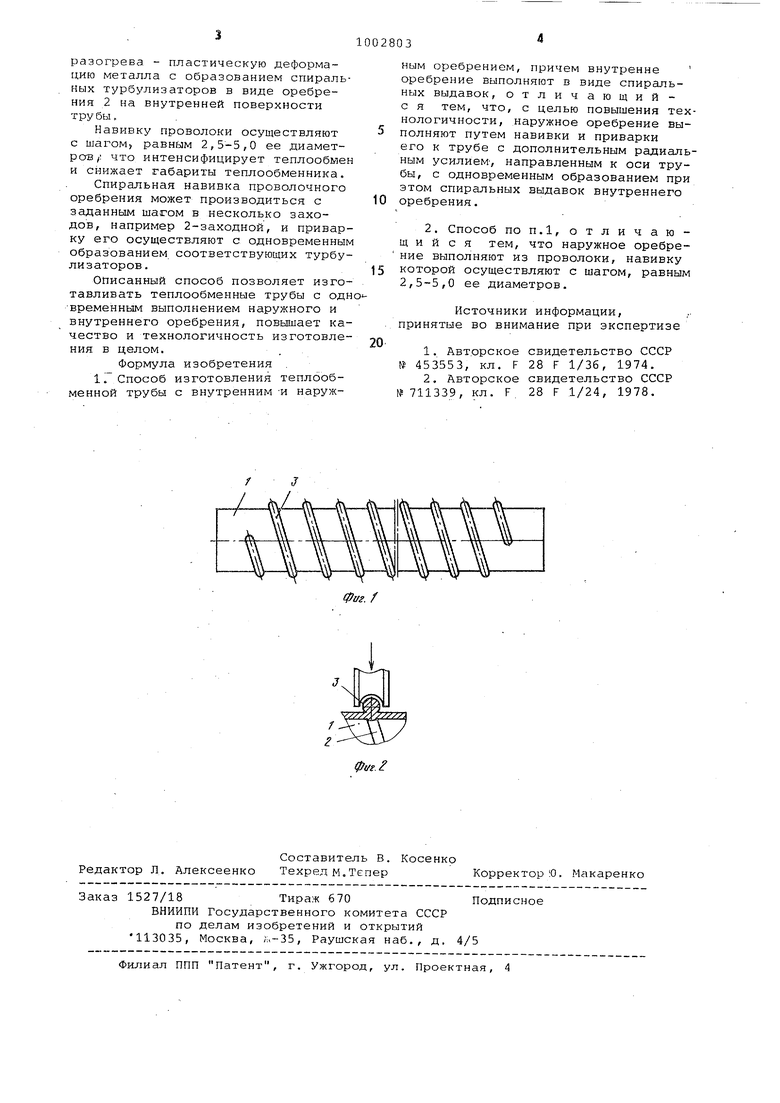
На фиг. 1 изо.бражена описываемая теплообменная труба; на фиг. 2 - то же, сечение,
Теплообменная труба 1 снабжена внутренним 2 и наружным 3 оребрени15ем.
Изготовление теплообменной трубы осуществляется следующим образом.
При выполнении операций непрерывной спиральной Навивки с заданным
20 шагом и приварки проволочного оребрения 3 трубе 1 сообщается вращатель но-поступательное движение. При этом одновременно выполняют прижим проволочного оребрения 3 к трубе 1.
25 Прижим осуществляют с заданным усилием, позволяющим ликвидировать зазор между сопрягаемыми элементами 1 и 3 и обеспечивающим требуемые условия для получения сплошной
30 качественной приварки, а в момент
разогрева - пластическую деформацию металла с образованием спиральных турбулизаторов в виде оребрения 2 на внутренней поверхности трубы.
Навивку проволоки осуществляют с шагом равным 2,5-5,0 ее диаметров,: что интенсифицирует теплообмен и снижает габариты теплообменника.
Спиральная навивка проволочного оребрения может производиться с заданным шагом в несколько заходов, например 2-заходной, и приварку его осуществляют с одновременным образованием соответствующих турбулизаторов.
описанный способ позволяет изготавливать теплообменные трубы с однвременным выполнением наружного и внутреннего оребрения, повышает качество и технологичность изготовления в целом.
Формула изобретения ,
1Г Способ изготовления теплообменной трубы с внутренним -и наружным оребрением, причем внутренне оребрение выполняют в виде спиральных выдавок, отличающийс я тем, что, с целью повышения технологичности, наружное оребрение выполняют путем навивки и приварки его к трубе с дополнительным радиальным усилием, направленным к оси трубы, с одновременным образованием при этом спиральных выдавок внутреннего оребрения.
2. Способ по п.1, отличающий с я тем, что наружное оребрение выполняют из проволоки, навивку которой осуществляют с шагом, равным 2,5-5,0 ее диаметров.
Источники информации, принятые во внимание при экспертизе
1.Авторскоесвидетельство СССР № 453553, кл. F28 F 1/36, 1974.
2.Авторскоесвидетельство СССР №711339, кл. F.28 F 1/24, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплообменника | 1990 |
|
SU1765678A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ ПОВЕРХНОСТИ СТАЛЬНОЙ ДЕТАЛИ И ЕГО ПРИМЕНЕНИЕ ДЛЯ ОРЕБРЕНИЯ ТРУБЫ ТЕПЛООБМЕННИКА | 2015 |
|
RU2615096C2 |
| Трубчатый спиральный теплообменник и способ его изготовления | 1986 |
|
SU1334028A1 |
| ТЕПЛООБМЕННЫЙ ЭЛЕМЕНТ | 1992 |
|
RU2023227C1 |
| ТЕПЛООБМЕННИК, СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗМЕЕВИКОВ КОНВЕКТИВНОЙ ПОВЕРХНОСТИ ТЕПЛООБМЕННИКА И УСТРОЙСТВО ДЛЯ ГИБКИ ОРЕБРЕННЫХ ТРУБ ПРИ ОСУЩЕСТВЛЕНИИ ЭТОГО СПОСОБА | 1998 |
|
RU2150061C1 |
| СПОСОБ УВЕЛИЧЕНИЯ ТЕПЛОПЕРЕДАЧИ ПОВЕРХНОСТИ ТРУБ КАМЕРЫ КОНВЕКЦИИ ОРЕБРЕНИЕМ | 2009 |
|
RU2411435C1 |
| Способ изготовления теплообменной трубы | 1986 |
|
SU1409388A1 |
| Трубчатый спиральный теплообменник | 1982 |
|
SU1079993A1 |
| КОНВЕКТИВНАЯ ПОВЕРХНОСТЬ НАГРЕВА, СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ КОНВЕКТИВНОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ГИБКИ ОРЕБРЕННЫХ ТРУБ | 1993 |
|
RU2061945C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2718473C1 |
/
