Предлагаемое изобретение относится к области технологических процессов обработки металлов, может быть использовано для электроискрового легирования металлических изделий произвольной конфигурации - режущего инструмента, штамповой оснастки, деталей машин и механизмов, их маркировки и нанесения цифробуквенной информации на металлических изделиях.
Легирование - процесс введения в состав материала (металла, сплава, полупроводника) определенных примесей. Легирование применяют для изменения или улучшения физических и химических свойств металлов, сплавов, в особенности - для придания металлам и сплавам повышенной коррозионной стойкости и/или износостойкости. Металл, подвергшийся легированию, называется легированным. Легирование может быть объемным и поверхностным.
Объемное легирование предусматривает введение добавок во весь объем металла.
Поверхностное же легирование - введение легирующих добавок только в верхний (поверхностный) слой - используют для создания определенных свойств на поверхности металла изделия, например - антифрикционных или повышающих его (изделия) прочность, износостойкость. Поверхностное обогащение предусматривает проникновение легирующего элемента в слой глубиной от долей миллиметра до двух миллиметров.
Выбор технологии и легирующих добавок зависит от отрасли, в которой металлическое изделие будет использоваться [http://www.okorrozii.com/legirovanie.html].
При исследовании уровня техники заявителем выявлены аналоги заявленного устройства для электроискровой обработки металлов.
Известно устройство электроискровой обработки металлов по патенту RU №2223848, содержащее источник переменного напряжения, электрод-инструмент с наконечником, конденсатор и подключенные параллельно источнику напряжения катушку вибратора и мостовой выпрямитель, положительный потенциал которого заземлен, а отрицательный потенциал соединен через активное сопротивление с электродом-инструментом, отличающееся тем, что конденсатор установлен в цепи катушки вибратора и имеет емкость  , где
, где  - круговая частота источника переменного напряжения; f - частота колебаний; L - индуктивность катушки вибратора; r - активное сопротивление катушки вибратора; ψ - угол, на который ток катушки вибратора опережает напряжение источника питания; при этом угол у найден из условия - π/4<ψ<0.
- круговая частота источника переменного напряжения; f - частота колебаний; L - индуктивность катушки вибратора; r - активное сопротивление катушки вибратора; ψ - угол, на который ток катушки вибратора опережает напряжение источника питания; при этом угол у найден из условия - π/4<ψ<0.
Таким образом, в целом, устройство содержит источник переменного напряжения, электрод-инструмент с наконечником, установленный в цепи катушки вибратора конденсатор и подключенные параллельно источнику напряжения катушку вибратора и мостовой выпрямитель, положительный потенциал которого заземлен, а отрицательный потенциал соединен через активное сопротивление с электродом-инструментом. При электроискровой маркировке металлов в качестве электрода используют высокоуглеродистую проволоку из стали марки Ст45.
Недостатками устройства являются ограниченная применимость - оно применимо только для маркировки изделий, с отсутствием применимости для поверхностного упрочнения деталей из-за отсутствия технологических возможностей управления мощностью электроискрового разряда, которая (мощность) определяет глубину упрочняемого слоя. Недостатки ограничивают область применения.
Известна электроискровая установка для легирования металлических поверхностей по а.с. СССР №283461, содержащая трансформатор, вторичная обмотка которого через выпрямитель со средней точкой и тиристоры подключена к накопительному конденсатору, в цепь заряда которого включена катушка электромагнитного вибратора, управляющий электрод каждого из тиристоров присоединен через резистор и диод к дополнительному низковольтному выводу того плеча обмотки, в которое включен тиристор, причем соотношение напряжения части обмотки: «дополнительный вывод - средняя точка» и сопротивлений резисторов цепи управления и шунтирующего накопительного конденсатора обеспечивает при холостом ходе установки величину тока управления, меньшую величины тока включения тиристоров. В ней применена электрическая схема, обеспечивающая работу вибратора с частотой 100 Гц.
Недостатком известного устройства является ограниченность имеющихся режимов обработки поверхности детали, а именно - два варианта по мощности разряда, незначительно отличающиеся между собой.
Из исследованного уровня техники выявлена используемая в промышленности установка электроискрового легирования для упрочения инструмента марки BIG-1 [http:/impexpress.ru/ustanovka_elektroiskrovo].
Известная установка BIG-1 не является запатентованной, вследствие чего заявитель не смог найти описание ее конструктивных особенностей. Тем не менее, BIG-1 пользуется широким спросом на рынке.
При сравнении потребительских свойств известной установки BIG-1 с заявленным устройством установлено, что потребительские свойства заявленного устройства на порядок выше, чем у известной установки BIG-1.
Так, например:
- вес заявленного устройства равен 3 кг против 7 кг у BIG-1, т.е. заявленное устройство в 2,5 раза легче известного устройства;
- количество режимов у заявленного устройства - более 20, против 7 режимов у BIG-1;
- максимальная толщина упрочненного слоя у заявленного устройства равна 2 мм против максимальной толщины 0,2 мм у BIG-1, т.е. в 10 раз больше;
- производительность заявленного устройства составляет 4 см2/мин при толщине упрочненного слоя в 2 мм против производительности BIG-1 6 см2/мин при толщине упрочненного слоя в 0,01 мм, что при сопоставимой производительности дает увеличение упроченного слоя в 200 раз;
- габариты заявленного устройства 150×140×85 мм (малогабаритный), что заметно меньше, чем габариты BIG-1, равные 130×300×210 мм.
Наиболее близким по существу к заявленному техническому решению, выбранному заявителем в качестве прототипа, является устройство электроискрового легирования по патенту RU №2245767, сущностью является устройство для электроискрового легирования, включающее источник питания, зарядно-разрядную цепь, накопительный конденсатор, включенный параллельно электроду-инструменту, схему управления и вибратор (ручной электрододержатель), отличающееся тем, что в зарядную цепь введен симистор с узлом управления напряжением, подаваемым на него, включающим конденсатор, выпрямитель с транзистором и потенциометром, кроме того, в схему введены узел привода электрододержателей, состоящий из мостового выпрямителя и диодного выпрямителя с управляемыми тиристорами, которые посредством переключателя режимов связаны с вибратором, а также узел управления частотой вибрации и частотой импульсов технологического тока, включающий симметричный мультивибратор с потенциометром, и который связан с одной стороны с управляемыми тиристорами узла привода электрододержателей и с другой стороны - с управляемыми тиристорами зарядно-разрядной цепи. Процесс легирования производят при емкостных разрядных конденсаторах 150, 210, 240, 300 мкФ и рабочих частотах вибратора от 100 до 1200 Гц, с электродами из материалов марки ВК-8 и Т15К6. Существенными недостатками прототипа являются:
- сложность устройства, т.к. оно состоит из восьми видов радиокомпонентов, а именно: симистор, транзистор, тиристор, мультивибратор, конденсатор, резистор, потенциометр и диод;
- загроможденность электрической схемы устройства, т.к. оно в своем составе имеет шестьдесят шесть элементов, включая четыре накопительных конденсатора и десять элементов мультивибратора, в силу чего возникают проблемы по отводу выделяющегося тепловой энергии, в особенности при продолжительной работе устройства, что сопровождается снижением производительности труда и приводит к вынужденным остановам для его (устройства) охлаждения;
- короткий срок службы электромеханического привода электрода из-за больших ударных динамических нагрузок на его элементы на высоких рабочих частотах вибратора, т.к. частота ровна в диапазоне от 100 Гц до 1200 Гц;
- ограниченность функциональных возможностей из-за малого диапазона регулировки вкладываемой в искровой разряд мощности вследствие малого диапазона емкостей накопительных конденсаторов. Пределы регулирования энергии электроискрового разряда устройства составляет от 0,7 до 1,4 Дж;
- перегрев устройства при длительной работе в силу отсутствия принудительного охлаждения элементов электрической схемы;
- относительно большие габариты устройства, ограничивающие его использование на рабочих постах, например, слесаря-инструментальщика, механизатора, ремонтника и т.д.
Задачей заявленного технического решения является устранение недостатков прототипа, а именно - создание устройства для электроискрового легирования металлов, обладающего:
- упрощенной конструкцией;
- сниженной загроможденностью;
- повышенной эффективностью применения по назначению;
- повышенной производительностью труда;
- увеличенным сроком службы электромеханического привода электрода;
- увеличенным диапазоном регулировки мощности искрового разряда;
- сниженными весогабаритными размерами;
- улучшением качества упрочнения, увеличением глубины упрочнения материала изделия и повышением производительности труда при упрочнении и маркировке изделий из металла.
Техническим результатом заявленного технического решения является, по сравнению с прототипом:
- упрощение конструкции за счет уменьшения количества конструктивных элементов устройства, а именно - три вида радиокомпонентов: конденсатор, резистор и диод, вместо восьми у прототипа;
- снижение загроможденности за счет уменьшения количества элементов электрической схемы - тридцать пять элементов вместо шестидесяти шести у прототипа;
- повышение эффективности применения по назначению за счет введения вентилятора для охлаждения элементов электрической схемы и расширения функциональных возможностей устройства;
- повышение производительности труда за счет обеспечения возможности работы без останова;
- увеличение срока службы электромеханического привода электрода за счет уменьшения частоты работы вибратора;
- увеличение диапазона регулировки мощности искрового разряда, позволяющее расширение функциональных возможностей устройства. Пределы регулирования энергии электроискрового разряда устройства составляет от 0,7 до 1,4Дж;
- снижение весогабаритных размеров устройства за счет упрощения конструкции;
- улучшение качества упрочнения, увеличение глубины упрочнения материала изделия и повышение производительности труда при упрочнении и маркировке изделий из металла за счет изменения конструктивных особенностей устройства.
Сущность технического решения заключается в устройстве для электроискрового легирования металлического изделия, содержащем корпус, соединенный контактной клеммой с устройством заземления, внутри которого размещены следующие блоки:
блок электропитания, состоящий из трансформатора, сигнальной лампы, расположенной между полюсами первичной обмотки трансформатора параллельно обмотке, включатель/выключатель питания сети и предохранитель, включенные в цепь первичной обмотки трансформатора, включатель/выключатель и предохранитель, включенные в цепь вторичной обмотки трансформатора к выводу, являющемуся общим для рабочих блоков устройства,
частотный блок, подключенный к вторичной обмотке трансформатора, состоящий из двухпозиционного переключающего ключа в виде включателя/выключателя, последовательно соединенного с ключом диода,
блок охлаждения, состоящий из выпрямительного моста, предохранителя и вентилятора охлаждения,
блок накопительных конденсаторов, состоящий из выпрямительного моста со сглаживающим фильтром из конденсатора и резистора, накопительных конденсаторов, резисторов, включателей/выключателей, причем конденсаторы включены между собой параллельно в единую цепь с возможностью объединения/разъединения их емкостей включателями/выключателями,
и, размещенный вне корпуса, вибрационный блок, состоящий из вибратора с электрододержателем и электродом, причем электрододержатель вибратора оснащен механизмом регулирования вылета электрода, а электрод выполнен с возможностью присоединения к плюсовому полюсу выпрямительного моста блока накопительных конденсаторов, к минусовому полюсу которого присоединяется обрабатываемое изделие, а электрод выполнен с возможностью соприкосновения с обрабатываемым изделием.
Заявителем в результате проведения опытных экспериментальных работ выявлена оптимальная амплитуда возвратно-поступательного движения (колебаний) электрода порядка 1 мм, которая обеспечила исключение прилипания электрода к изделию в процессе его легирования.
Заявленное устройство иллюстрируется Фиг. 1 - Фиг. 6.
На Фиг. 1 приведена электрическая схема заявленного устройства для электроискрового легирования (подробно описана ниже).
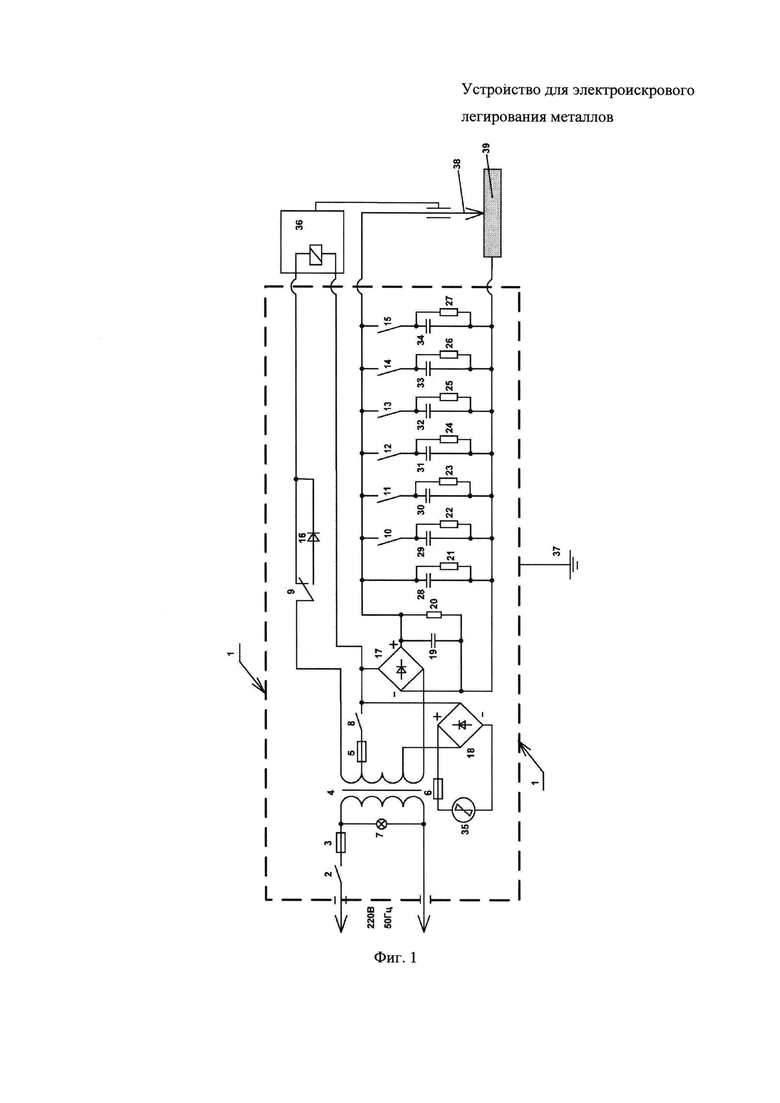
На Фиг. 2 приведена фотография внешнего вида поверхности образца изделия из стали Ст45, обработанного с применением заявленного устройства при применении электрода диаметром 4 мм из вольфрамокобальтового твердого сплава ВК6.
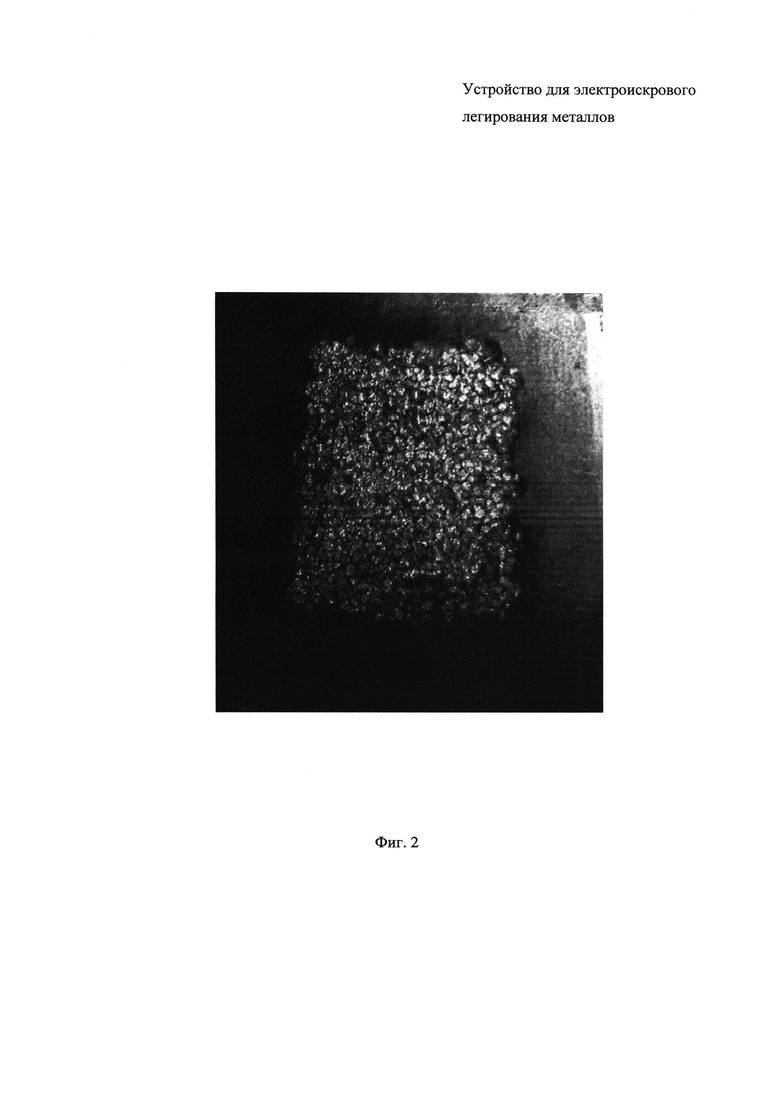
На Фиг. 3 приведена фотография шлифа исходного (до обработки) образца из стали Ст45 с отпечатками индентора (алмазного наконечника) микротвердомера марки КМТ-1.
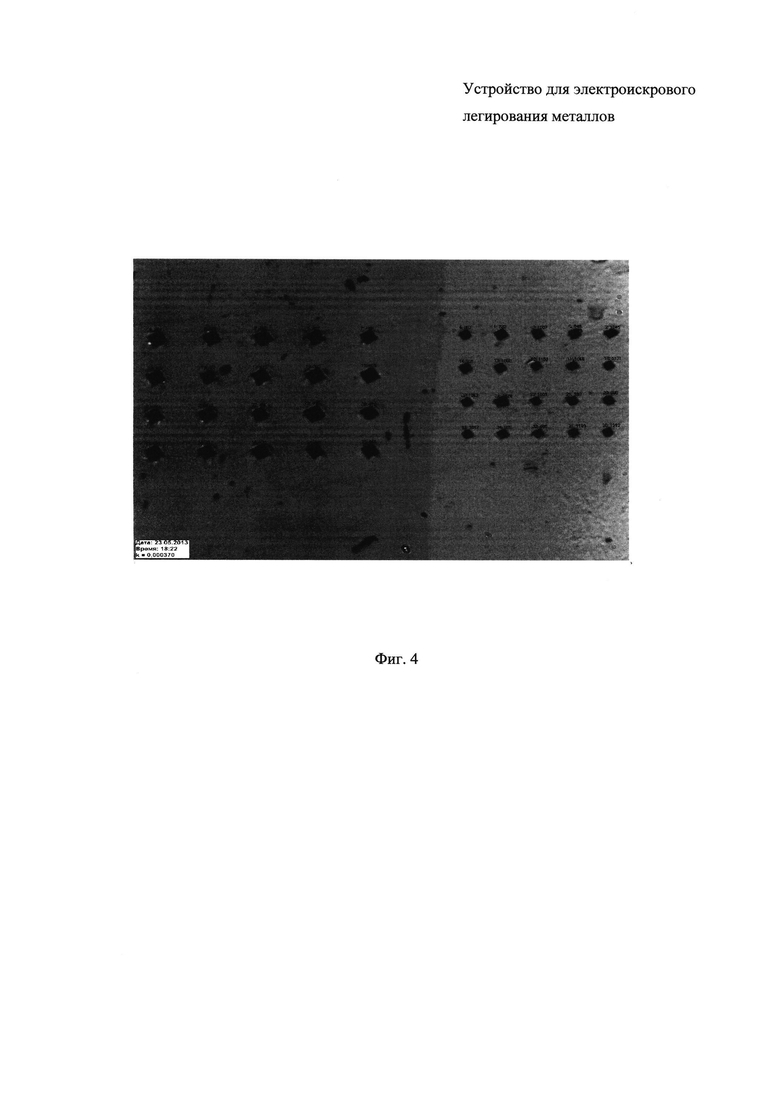
На Фиг. 4 приведена фотография шлифа обработанного заявленным устройством образца изделия из стали Ст45 при емкости накопительных конденсаторов 28 и 32 в 230 мкФ и частоте работы вибратора 100 Гц. Материал электрода - твердый сплав ВК6, диаметр электрода 4 мм.
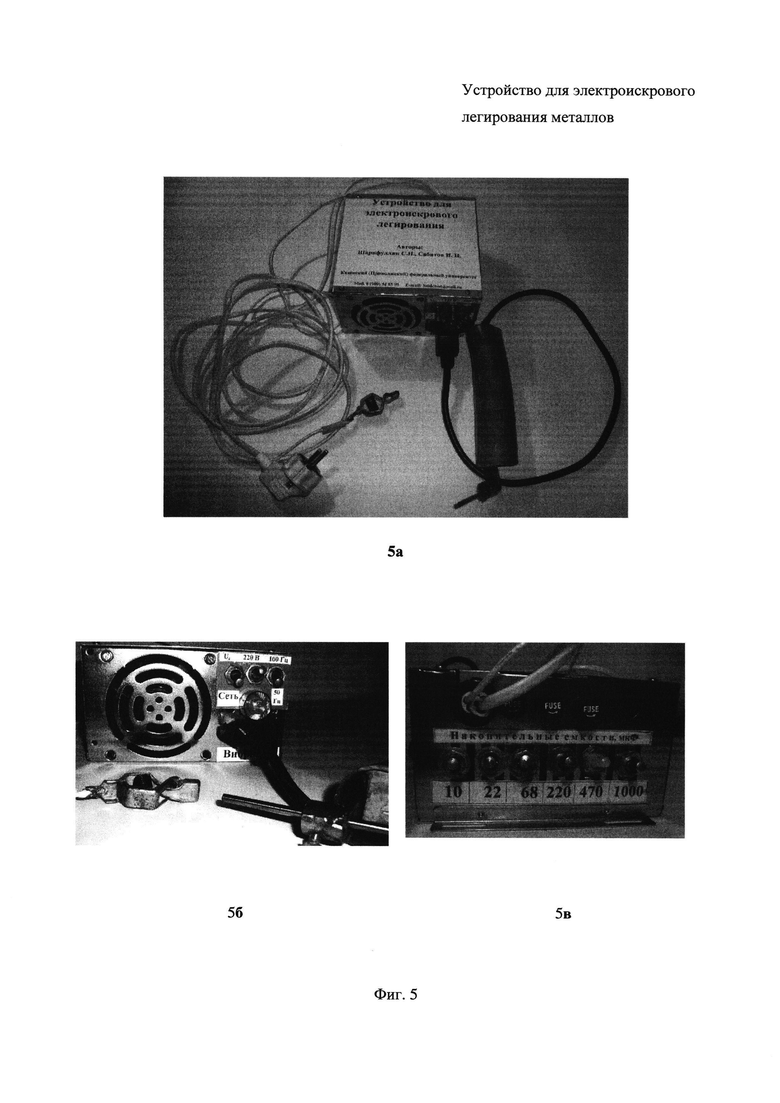
На Фиг. 5 представлены фотографии устройства, а именно:
- на фото 5а представлен общий вид,
- на фото 5б представлен вид спереди,
- на фото 5в представлен вид со стороны питания электрической сети.
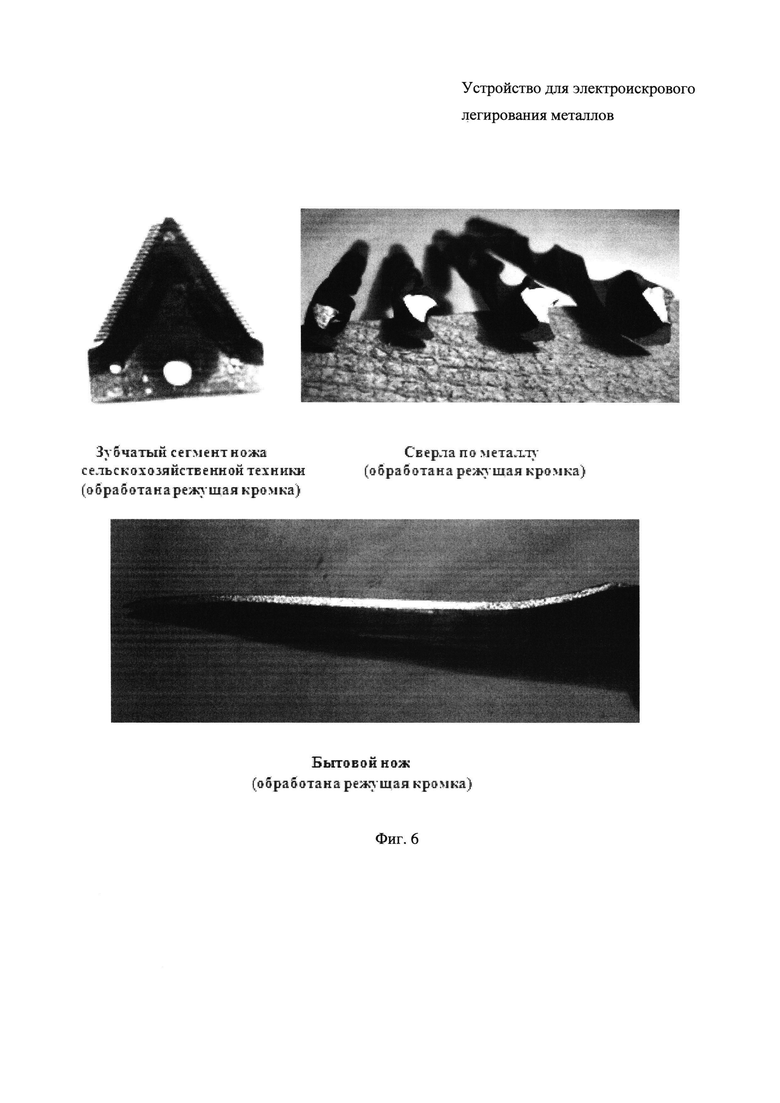
На Фиг. 6 представлены фотографии изделий, упрочненных путем легирования с применением заявленного устройства.
Далее заявителем приведены более подробное описание конструкции заявленного устройства.
На Фиг. 1 приведена электрическая схема заявленного устройства для электроискрового легирования металлов, которое (устройство) содержит следующие детали и элементы, соединенные между собой электрическими цепями:
1 - корпус;
2 - включатель /выключатель тока питания;
3, 5, 6 - предохранители для защиты устройства от перегрузок и коротких замыканий в электрических цепях;
4 - трансформатор для распределения электропитания по рабочим блокам устройства;
7 - сигнальная лампа;
8, 9, …, 15 - включатели/выключатели;
16 - диод;
17 и 18 - выпрямители - диодные мосты;
19 - конденсатор сглаживающего фильтра;
20 - резистор сглаживающего фильтра;
21, …, 27 - резисторы для сброса напряжения с накопительных конденсаторов 28, …, 34 после завершения рабочего процесса;
28, …, 34 - накопительные конденсаторы;
35 - вентилятор для защиты элементов электрической схемы от перегрева.
36 - вибратор, размещенный вне корпуса 1, имеющий механизм регулирования вылета электрода 38, например - регулирования с использованием известного червячно-реечного механизма;
38 - электрод, который при работе устройства приводят в соприкосновение с обрабатываемым изделием;
39 - обрабатываемое изделие.
Червячно-реечный механизм регулирования вылета электрода и электрод для воздействия на обрабатываемую поверхность на Фиг. 1 детально не указаны, как элементы, не имеющие прямого отношения к электрической схеме устройства.
Конструкционные элементы заявленного устройства размещают в корпусе 1, например - металлическом, с клеммой, обеспечивающей возможность его (корпуса) соединения с заземлением 37. Элементы конструкции внутри корпуса 1 собраны на монтажной плате, например - с использованием пайки.
Элементы заявленного устройства представлены в виде пяти рабочих блоков (см. Фиг. 1), при этом, для исключения загромождения чертежа, блоки не выделены по отдельности:
- блок I (электропитания) содержит размещенный внутри корпуса 1 трансформатор 4 для распределения электропитания по рабочим блокам устройства, включатель/выключатель питания сети 2, предохранители 3 5, между полюсами первичной обмотки трансформатора 4 параллельно (обмотке) включена сигнальная лампа 7, включатель/выключатель 8 для подачи питания рабочим блокам устройства. Включатель/выключатель питания сети 2 и предохранитель 3 включены в цепь первичной обмотки трансформатора 4. Включатель/выключатель 8 и предохранитель 5 включены в цепь вторичной обмотки трансформатора 4 к выводу, являющему общим для рабочих блоков устройства.
К вторичной обмотке трансформатора 4 подключены:
- блок II (частотный), состоящий из двухпозиционного переключающего ключа в виде включателя/выключателя 9 и последовательно соединенного с ним (ключом) диода 16. Положение ключа 9 определяет частоту работы вибратора 36, частоту колебаний электрода 38 в электродержателе вибратора и искрообразования между электродом 38 и обрабатываемым изделием 39;
- блок III (охлаждения), содержащий выпрямительный мост 18, предохранитель 6 и вентилятор охлаждения 35;
- блок IV (накопительных конденсаторов) содержащий выпрямительный мост 17 со сглаживающим фильтром из конденсатора 19 и резистора 20, накопительные конденсаторы 28, …, 34, резисторы 21, …, 27 для сброса напряжения с конденсаторов 28, …, 34 после завершения рабочего процесса, ключи (включатели/выключатели) 10, …, 15, причем конденсаторы 28, …, 34 включены между собой параллельно в единую цепь с возможностью объединения (суммирования) или разъединения их емкостей ключами (включателями/выключателями) 10, …, 15;
- блок V (вибрационный), размещенный вне корпуса 1 устройства, содержащий вибратор 36 с электрододержателем и электродом 38. Электрододержатель вибратора 36 оснащен механизмом регулирования вылета электрода 38, например - с использованием известного червячно-реечного механизма. При работе электрод 38 присоединяют к плюсовому (+) полюсу выпрямительного моста 17, а обрабатываемое изделие 39 присоединяют, например - с применением подпружиненного зажима, к минусовому (-) полюсу выпрямительного моста 17. Корпус 1 снабжен контактной клеммой для соединения его (корпуса 1) с устройством заземления 37 при использовании устройства, например - для легирования изделия 39. При работе устройства электрод 38 приводят в соприкосновение с обрабатываемым изделием 39. В зоне соприкосновения электрода 38 и изделия 39 между ними происходит искровой разряд с частотой, задаваемой положением ключа 9. При разряде материал электрода наносится на обрабатываемое изделие, в результате происходит легирование изделия.
Заявленное устройство работает следующим образом.
Перед началом работы пользователь производит внешний осмотр и убеждается в рабочем состоянии устройства, наличии его заземления, далее устройство подключают к источнику электропитания, например - в электрическую сеть напряжением 220 В, с частотой 50 Гц. Ключом 2 производят подачу электропитания в устройство. Загорающаяся лампа 7 сигнализирует о наличии питания в электрической схеме.
Распределение электропитания в рабочую часть электрической схемы осуществляет трансформатор тока 4. Для защиты элементов электрической схемы от перегрева предусмотрен осевой вентилятор 35, например - с электропитанием 12 В от диодного моста 18 и действующий, например - в течение всего процесса работы устройства. При потребности вентилятор 35 дополняют датчиком температуры (на Фиг. 1 не указан для исключения загромождения чертежа), связанным с ним (вентилятором) цепью обратной связи, и расположенным (датчиком), например - внутри корпуса устройства. Датчик температуры при достижении допустимого порогового значения нагрева, например - внутри корпуса 1 устройства, через цепь обратной связи включает вентилятор 35, осуществляющий принудительную вентиляцию и охлаждение нагревающихся элементов конструкции заявляемого устройства.
Безопасность пользователя от пробоев напряжения на корпус работающего устройства обеспечивают его (корпуса) заземлением 37, например - на провод защитного заземления электрической сети.
Переменные составляющие напряжения после диодного моста 17 сглаживаются RC фильтром из конденсатора 19 и резистора 20.
При нижеприведенных параметрах элементов конструкции напряжение на накопительных конденсаторах 28, …, 34 не превышает 60 В, что отвечает требованиям безопасности, предъявляемым к сварочным аппаратам.
Резисторы 21, …, 27 предусмотрены для сброса напряжения с конденсаторов 28, …, 34 после завершения рабочего процесса.
Подача напряжения в рабочую часть электрической схемы производится включателем/выключателем 8.
Электромагнитный вибратор 36 питается от переменного напряжения, оптимальная величина которого Uопт ≈ 30 В. Частота возникающих в вибраторе колебаний переменного напряжения, и, соответственно - частоты колебаний и искрообразования между электродом 38 и изделием 39, в указанном на Фиг. 1 положении ключа 9, соответствует частоте 100 Гц.
При подаче напряжения через диод 16 переключением цепи питания включателя/выключателя 9 частота колебаний вибратора составит 50 Гц. В схеме заявленного устройства предусмотрены предохранители 3, 5, 6 для защиты устройства от перегрузок и коротких замыканий в электрических цепях.
С целью расширения диапазона технологических возможностей устройства, расширения области его применения - как для легирования, так и для маркировки изделий, в блоке IV размещены накопительные конденсаторы 28, …, 34 совместно с ключами 10, …, 15, которые позволяют производить дискретный набор более чем 20 разных фиксированных по величине суммарных емкостей с возможностью регулирования емкости в диапазоне от 10 до 1800 мкФ. Например, если требуется получение емкости в 240 мкФ для упрочнения заготовки, включаются ключи 29 и 32 соответственно.
Указанные емкости предназначены для выбора и регулирования вкладываемой в искровой разряд мощности с целью регулирования глубины проникновения легирующего материала в легируемое изделие в зависимости от потребностей пользователя.
В представленном далее примере реализации заявленного устройства элементы электрической схемы, их марки и номиналы выбраны из существующего перечня широко представленных продаже и реализуемых на рынке радиокомпонентов:
- трансформатор тока 4 - ТА 173-127/220-50;
- предохранители плавкие стеклянные на 250 В: 3 - 1 А; 5 - 2,5 А; 6 - 0,05 А;
- индикаторная лампа 7 - 230 В Osmoz Leg 024142;
- включатели/выключатели 2,15 - тумблеры ТП1-2;
-диод 16 - 2Д120А1;
- диодные мосты 17 - MS250 и 18 - SK115;
- конденсаторы электролитические на 100 В: 19 - 1000 мкФ, 28 и 29 - по 10 мкФ, 30 - 22 мкФ, 31 - 68 мкФ, 32 - 220 мкФ, 33 - 470 мкФ, 34 - 1000 мкФ;
- резисторы 20, …, 27 - по 1 MOM, 0,15 Вт;
- вентилятор 35 - вентилятор 5Bites [F6010S-3] от персонального компьютера;
- вибратор 36 - электрододержатель установки ЭФИ-25.
При использовании указанных выше радиокомпонентов заявленное техническое решение размещается в корпусе размером 150×140×85 мм (малогабаритный) и имеет массу менее 3,0 кг.
Вышеприведенные конкретные марки и номиналы комплектующих радиокомпонентов, использованные для изготовления действующего устройства как примера заявленного технического решения, не ограничивают перечень радиокомпонентов, которые могут быть использованы для изготовления других вариантов заявленного устройства.
Эксперименты по обработке поверхностей электроискровыми методами показали, что частота колебаний вибратора не оказывает сколь-нибудь существенного влияния на качество обработки изделий.
В практической деятельности частота колебаний вибратора в диапазоне от 50 до 100 Гц достаточна для обеспечения высококачественного упрочнения поверхности металлических изделий различной конфигурации.
При этом синхронность работы вибратора с работой накопительных конденсаторов разряда обеспечивается за счет использования частоты питающей сети, например - 50 Гц. В положении выключателя 9, указанном на Фиг. 1, электромагнит вибратора 36 срабатывает от обеих полуволн напряжения сети переменного тока 50 Гц, поэтому частота работы вибратора при этом становится равной 100 Гц.
При переключении выключателя 9 в другое положение работа вибратора происходит за счет диода 16 только от одной полуволны, что обеспечивает частоту колебаний электрода в электрододержателе вибратора в 50 Гц.
На Фиг. 2 приведена фотография поверхности изделия из стали Ст45, обработанного с применением заявленного устройства;
Часть поверхности изделия (в центральной части фото с неровной внешней поверхностью) обработана заявленным устройством при емкости накопительных конденсаторов 28 и 32 в 230 мкФ и частоте работы вибратора 100 Гц. Материал электрода - вольфрамокобальтовый твердый сплав ВК6, диаметр легирующего электрода - 4 мм. На периферии фотоизображения просматривается не подвергнутая обработке часть изделия.
При этом на указанном фото видно, что обработанная поверхность имеет неровный, характерный для легированных поверхностей вид. Производительность обработки для указанного режима работы устройства (Фиг. 2) составляет 1 см2 легируемой поверхности за 15 сек.
Заявителем выполнена работа по определению микротвердости поверхности шлифа образца из стали Ст45 до (Фиг. 3) и после (Фиг. 4) обработки его заявленным устройством. Измерение микротвердости производилось на приборе КМТ-1 по известному методу Виккерса [изобретение по патенту RU №2245767].
На Фиг. 3 приведена фотография шлифа исходного образца Ст45 с 16 отпечатками индентора прибора КМТ-1.
Измерения показали, что микротвердость материала находится в пределах от 260 до 320 кгс/мм2. При этом среднее значение микротвердости материала основы составляет 283 кгс/мм2.
На Фиг. 4 приведена фотография шлифа обработанного заявленным устройством образца изделия при емкости накопительных конденсаторов С1 и С5 в 230 мкФ и частоте работы вибратора 100 Гц. Материал электрода - твердый сплав ВК6, диаметр легирующего электрода 4 мм.
На фотографии видна граница воздействия обработки. Граница перехода четкая. Справа обработанный слой, слева - приграничная зона обработанного слоя.
На каждой зоне было проставлено по 20 отпечатков индентора прибора КМТ-1. Измерения показали, что микротвердость материала обработанного слоя находится в пределах от 870 до 1200 кгс/мм2, приграничной зоны - от 400 до 500 кгс/мм2.
Среднее значение микротвердости обработанного слоя 1021 кгс/мм2, приграничной зоны - 423 кгс/мм2. Сравнение микротвердостей приграничной зоны обработанного слоя образца (423 кгс/мм2) и материала основы (283 кгс/мм2) показывает, что при обработке происходит также повышение микротвердости приграничного слоя основы. Толщина обработанного слоя порядка 2 мм. Таким образом, сопоставление опытных образцов позволяет сделать вывод о повышении микротвердости обработанного материала Ст45 с 283 кгс/мм2 до 1021 кгс/мм2, т.е. более чем в 3.6 раза, при этом достигнуто повышение микротвердости и приграничной зоны обработанного слоя образца до 423 кгс/мм2, т.е. в 1.5 раза.
Действующий образец заявленного устройства собран в корпусе размером 150×140×85 мм (малогабаритный), удобен для применения его на рабочем месте одним работником, например - слесарем-инструментальщиком.
На Фиг. 5 представлены фотографии устройства, а именно:
- на Фиг. 5а представлен общий вид;
- на Фиг. 5б представлен вид спереди;
- на Фиг. 5в представлен вид со стороны ввода в корпус устройства провода электропитания от электрической сети.
На Фиг. 6 представлены фотографии режущих кромок различных изделий, легированных с применением заявляемого устройства.
Технология упрочнения поверхностей металлических изделий заявленным устройством для электроискрового легирования следующая.
Сначала с учетом особенностей изделия (назначения изделия, свойств и толщины его материала, требуемого значения твердости и др.) производят выбор электрода и режима обработки.
Перед началом работы проверяют исправность элементов устройства, наличие заземления и включателем/выключателем 2 включают заявленное устройство - подают электропитание в рабочую часть электрической схемы устройства, далее подводят вибрирующий электрод в рабочую зону обработки и легким прикосновением электрода к поверхности изделия обрабатывают его поверхность.
Глубину проникновения легирующих материалов регулируют путем экспериментального подбора и изменением суммарной емкости конденсаторов 28…34. При этом исходят из того, что при  значениях суммарной емкости большей оказывается вложенная вибратором 36 в искровой разряд мощность и легирующий материал глубже проникает в тело легируемого изделия 39.
значениях суммарной емкости большей оказывается вложенная вибратором 36 в искровой разряд мощность и легирующий материал глубже проникает в тело легируемого изделия 39.
Таким же образом зависит степень видимости (качество) наносимой электродом 38 на изделие 39 цифробуквенной информации - чем больше суммарная емкость конденсаторов 28... 34, тем заметнее наносимая электродом 38 на поверхность изделия 39 информация.
Эффективность обработки обеспечивают круговым движением рабочего электрода по обрабатываемой поверхности изделия. Шаг движения электрода опытным путем выбирают таким, чтобы на обрабатываемой поверхности не оставлять свободных зон.
При маркировке изделий применяют электрод-наконечник из стальной заостренной (заточенной под конус) проволоки, например, диаметром 3 мм.
Ниже приведены примеры конкретного использования заявленного устройства.
ПРИМЕР 1. Использование заявленного устройства для обработки металлических изделий.
Берут два одинаковых изделия, например - два сверла по металлу диаметром 12 мм, изготовленные из быстрорежущей стали Р18. Сверла затачивают одинаковым образом. Затем режущую кромку первого изделия (сверла) подвергают легированию с использованием заявленного устройства, для чего применяют, например, электрод диаметром 3 мм, изготовленный из вольфрамокобальтового твердого сплава ВК6. Второе сверло оставляют не легированным для сравнения.
Затем, поочередно закрепляя сверла в патроне сверлильного станка, каждым из изделий высверливают серию отверстий в теле чугунной болванки без применения охлаждающих средств, при этом сверление выполняют до затупления сверл. Затупление сверл определяют по появляющемуся при сверлении тупым сверлом характерному звуку (визгоподобному).
По результатам проведенного по Примеру 1 эксперимента получены следующие результаты.
При применении первого изделия - сверла, обработанного (легированного) с помощью заявленного устройства, им (сверлом) до затупления высверлено 68 отверстий глубиной 10 мм.
Необработанным (нелегированным) сверлом до затупления высверлено 19 отверстий глубиной 10 мм.
Таким образом, приведенный Пример 1 конкретного выполнения показывает, что износостойкость подвергшегося легированию (обработанного) заявленным устройством сверла по металлу увеличивается более чем в три раза (68:19≈3.6), что обеспечивает повышение производительности труда работника, в том числе и за счет сокращения времени, используемого для заточки затупившегося инструмента.
ПРИМЕР 2. Использование заявленного устройства для нанесения цифробуквенной информации на металлическую поверхность.
Берут пластины с гладкой металлической поверхностью, наносят на них цифробуквенную информацию (надпись) с использованием заявленного устройства.
Визуально оценивают качество (степень видимости) надписи.
По результатам проведенного по Примеру 2 эксперимента получены следующие результаты.
Выявлена зависимость качества (степени видимости) наносимой электродом на пластину надписи от суммарной емкости конденсаторов 28…34 (Фиг. 1). Визуально установлено, что чем больше суммарная емкость конденсаторов 28…34 (Фиг. 1), тем заметнее наносимая электродом 38 (Фиг. 1) на поверхность изделия 39 (Фиг. 1) информация.
Конкретно установлено, что для нанесения цифробуквенной информации достаточно использовать конденсаторы с суммарной емкостью от 10 до 30 мкФ. Например, при применении заявленного устройства возможно и достаточно использовать конденсаторы 28, 29 и 30 (Фиг. 1).
На основании вышеизложенного можно сделать вывод, что заявителем решены поставленные задачи и достигнут заявленный технический результат, а именно - создано устройство для электроискрового легирования металлов, в котором, по сравнению с прототипом:
упрощена конструкция устройства за счет уменьшения количества конструктивных элементов устройства: использовано три вида радиокомпонентов (конденсатор, резистор, диод) вместо восьми у прототипа;
- снижена загроможденность устройства за счет уменьшения количества компонентов электрической схемы: использовано тридцать пять элементов вместо шестьдесяти шести у прототипа;
- повышена эффективность применения по назначению за счет введения вентилятора для охлаждения компонентов электрической схемы;
- повышена производительность труда за счет обеспечения возможности работы без останова при использовании заявленной совокупности признаков;
- увеличен срок службы электромеханического привода электрода за счет уменьшения частоты работы вибратора;
- повышены функциональные возможности устройства за счет расширения диапазона регулировки мощности искрового разряда;
- снижены весогабаритные размеры за счет упрощения конструкции при использовании заявленной совокупности признаков;
- повышены потребительские свойства заявленного устройства, а именно -улучшено качество упрочнения, увеличена глубина упрочнения материала изделия и повышена производительности труда при упрочнении и маркировке изделий из металла за счет изменения конструктивных особенностей устройства при использовании заявленной совокупности признаков;
- достигнуто обеспечение возможности непрерывной работы устройства за счет введения дополнительного охлаждения.
Заявленное устройство расширяет перечень инструментов для целевой электроискровой обработки металлических изделий и поверхностей, обладает расширенной, по сравнению с прототипом, областью применения устройств электроискровой обработки металлов. Результаты применения заявленного устройства обеспечивает повышение качества упрочнения, повышение износостойкости и производительности труда при упрочнении и маркировке изделий из металла, повышение производительности труда при использовании упрочненного инструмента.
Приведенные примеры использования заявленного устройства показывает его применимость в различных областях промышленной деятельности, в том числе - в инструментальном, литейном и ремонтном производстве, сельхозмашиностроении и автотракторостроении.
По мнению заявителя, применение заявленного устройства обеспечивает возможность с использованием различных электродов упрочнять поверхности металлических изделий различной конфигурации, существенно улучшая такие их свойства, как твердость, износостойкость, механическая прочность, коррозионная стойкость, эрозионная прочность, абразивная прочность, усталостная прочность. Кроме того, заявленное устройство используют в производственных условиях для маркировки изделий и нанесения на них цифробуквенной информации. По своим весогабаритным, функциональным и эксплуатационным характеристикам заявленное устройство является инструментом более широкой, по сравнению с прототипом, области применения, может служить повседневным рабочим инструментом, например - слесаря механосборочных работ, слесаря-инструментальщика, механизатора, ремонтника и т.д.
Кроме указанного, при наличии необходимости, упрочненная поверхность может быть обработана (выровнена) с применением известных абразивных материалов с твердостью, превосходящей твердость вольфрамокобальтового твердого сплава ВК6. Указанная обработка может быть использована для придания декоративных качеств, например, после заточки режущих инструментов - ножей, ножниц, резцов и др., при этом потребительские свойства обработанных инструментов не снижаются.
Заявленное техническое решение удовлетворяет критерию «новизна», так как при определении уровня техники не выявлено устройство, которому присущи признаки, идентичные (то есть совпадающие по исполняемой ими функции и форме выполнения этих признаков) совокупности признаков, перечисленных в формуле изобретения, включая характеристику назначения.
Заявленное техническое решение удовлетворяет критерию «изобретательский уровень», поскольку не выявлены технические решения, имеющие признаки, совпадающие с отличительными признаками заявленного изобретения, и не установлена известность влияния отличительных признаков на указанный технический результат. При этом заявленное техническое решение неочевидно вследствие того, что позволило разрешить казалось бы неразрешимые на дату подачи заявки противоречия в указанной области техники, а именно - обеспечило возможность значительного роста качества обработки по толщине наносимого легированного слоя, по сравнению с прототипом, при значительном упрощении конструкции (36 деталей против 66 у прототипа) и одновременном снижении веса конструкции.
Заявленное техническое решение соответствует критерию «промышленная применимость», предъявляемому к изобретениям, так как изготовлено с использованием известных материалов, комплектующих изделий, стандартных технических устройств и оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроискрового вибрационного легирования металлов | 2020 |
|
RU2732260C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 2003 |
|
RU2245767C1 |
| Устройство для электроискрового легирования | 1978 |
|
SU837715A1 |
| Устройство для электроискрового легирования | 1979 |
|
SU1006146A1 |
| Устройство для электроискрового легирования | 1981 |
|
SU1054005A1 |
| Устройство для электроискрового легирования | 1982 |
|
SU1060386A2 |
| СПОСОБ ОБРАБОТКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ И/ИЛИ ЧУГУННЫХ ДЕТАЛЕЙ | 2009 |
|
RU2410212C2 |
| Устройство для извлечения деталей из изделий | 1989 |
|
SU1779572A1 |
| Устройство для электроискрового легирования | 1981 |
|
SU1077748A1 |
| Устройство для электроискрового легирования | 1980 |
|
SU917993A1 |
Предлагаемое изобретение относится к области технологических процессов обработки металлов. Устройство содержит корпус, соединенный контактной клеммой с устройством заземления, внутри которого размещены блок электропитания, частотный блок, блок охлаждения, состоящий из выпрямительного моста, предохранителя и вентилятора охлаждения, блок накопительных конденсаторов и размещенный вне корпуса вибрационный блок, состоящий из вибратора с электрододержателем и электродом, причем электрододержатель вибратора оснащен механизмом регулирования вылета электрода, а электрод выполнен с возможностью присоединения к плюсовому полюсу выпрямительного моста блока накопительных конденсаторов, к минусовому полюсу которого присоединяется обрабатываемое изделие, а электрод выполнен с возможностью соприкосновения с обрабатываемым изделием. Изобретение обеспечивает улучшение качества упрочнения, увеличение глубины упрочнения материала изделия и повышение производительности труда при упрочнении и маркировке изделий из металла за счет конструктивных особенностей устройства. 2 пр., 6 ил.
Устройство для электроискрового легирования металлического изделия, содержащее корпус, соединенный контактной клеммой с устройством заземления, внутри которого размещены следующие блоки:
блок электропитания, состоящий из трансформатора, сигнальной лампы, расположенной между полюсами первичной обмотки трансформатора параллельно обмотке, включатель/выключатель питания сети и предохранитель, включенные в цепь первичной обмотки трансформатора, включатель/выключатель и предохранитель, включенные в цепь вторичной обмотки трансформатора к выводу, являющемуся общим для рабочих блоков устройства,
частотный блок, подключенный к вторичной обмотке трансформатора, состоящий из двухпозиционного переключающего ключа в виде включателя/выключателя, последовательно соединенного с ключом диода,
блок охлаждения, состоящий из выпрямительного моста, предохранителя и вентилятора охлаждения,
блок накопительных конденсаторов, состоящий из выпрямительного моста со сглаживающим фильтром из конденсатора и резистора, накопительных конденсаторов, резисторов, включателей/выключателей, причем конденсаторы включены между собой параллельно в единую цепь с возможностью объединения/разъединения их емкостей включателями/выключателями,
и размещенный вне корпуса вибрационный блок, состоящий из вибратора с электрододержателем и электродом, причем электрододержатель вибратора оснащен механизмом регулирования вылета электрода, а электрод выполнен с возможностью присоединения к плюсовому полюсу выпрямительного моста блока накопительных конденсаторов, к минусовому полюсу которого присоединяется обрабатываемое изделие, а электрод выполнен с возможностью соприкосновения с обрабатываемым изделием.
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 2003 |
|
RU2245767C1 |
| Электроискровая установка для легирования | 1969 |
|
SU283461A1 |
| Тормоз | 1936 |
|
SU51359A1 |
| Устройство для электроискрового легирования | 1980 |
|
SU917993A1 |
| JPH 04315521 A, 06.11.1992. | |||

