Настоящее изобретение относится к способу упаковки во внешнюю обертку пачек сигарет и агрегату для его осуществления.
Для упаковки пачек сигарет используют агрегат для упаковки во внешнюю обертку (см., например, ЕР-А-795474 от 17.09.1997, кл. В 65 В 1/42), содержащий машину для упаковки в целлофановую пленку, на которой каждую пачку сигарет упаковывают в лист обычно прозрачного упаковочного материала, машину для упаковки пачек сигарет в картонные коробки, на которой пачки сигарет собирают в группы, каждую из которых подвергают кондиционированию внутри соответствующей упаковки для формирования коробок.
На выпуске машины для упаковки в целлофановую пленку пачки обычно подают последовательно на вход машины для упаковки пачек сигарет в картонные коробки транспортером, с помощью которого подают пачки циклически на вход устройства для формирования групп, выпуск которого соединен с упаковочным устройством.
Машина для упаковки пачек сигарет в картонные коробки содержит разгрузочный выпуск для выгрузки любых дефектных групп и/или коробок. Отбракованные пачки подают машиной для упаковки пачек сигарет в картонные коробки через разгрузочный выпуск к сборнику, содержащему накопитель, выпуск которого соединен с устройством для формирования групп в промежуточной точке между входом и выпуском устройства для формирования групп и который в существенной мере предназначен для использования любых повторно укладываемых пачек, чтобы формировать любые неукомплектованные группы на устройстве для формирования групп.
Известные сборники описанного выше типа обладают рядом недостатков, наиболее существенным из которых является относительно продолжительное время, в течение которого повторно перерабатываемые пачки удерживают в сборнике. Это происходит из-за обычно относительно малой рабочей скорости устройства и из-за числа пачек, отбракованных машиной для упаковки пачек сигарет в картонные коробки, обычно большего, чем число возвращенных пачек устройствами, задействованными на машине для упаковки пачек сигарет в картонные коробки.
Другой недостаток известных устройств описанного выше типа заключается в том, что они соединены напрямую с устройствами для формирования групп и поэтому требуют относительно высокой точности, управляемости и, следовательно, являются низкоскоростными, дорогими системами для подачи забракованных пачек.
Техническим результатом настоящего изобретения является создание способа и агрегата для упаковки во внешнюю обертку пачек сигарет, обеспечивающих устранение упомянутых выше недостатков.
Этот технический результат достигается тем, что в способе упаковки во внешнюю обертку пачек сигарет, содержащем первый этап упаковки, при котором пачки упаковывают в соответствующие листы упаковочного материала на машине для упаковки в целлофановую пленку, первый этап подачи, при котором пачки, выпущенные из машины для упаковки в целлофановую пленку, подают последовательно на загрузочный транспортер машины для упаковки пачек сигарет в картонные коробки для выполнения второго этапа упаковки, при котором пачки упаковывают на машине для упаковки пачек сигарет в картонные коробки, этап разгрузки, при котором пачки, отбракованные на машине для упаковки пачек сигарет в картонные коробки, выгружают, второй этап подачи, при котором отбракованные пачки подают на машину для упаковки пачек сигарет в картонные коробки, согласно изобретению, второй этап подачи заключается в подаче забракованных пачек последовательно с помощью средств загрузочного транспортера.
Целесообразно, чтобы второй этап подачи заключался в последовательной подаче забракованных пачек непосредственно на загрузочный транспортер.
Отбракованные пачки можно подавать на загрузочный транспортер вместо пачек, выпускаемых машиной для упаковки в целлофановую пленку.
Желательно первый этап подачи прекращать перед выполнением второго этапа подачи.
Первый и второй этапы подачи выполняют путем подачи пачек к первому и второму пункту соответственно на загрузочном транспортере. Второй пункт расположен раньше по ходу движения от первого пункта на загрузочном транспортере.
Второй этап подачи может содержать подачу отбракованных пачек последовательно по шахте и последовательный отбор отбракованных пачек из открытого конца шахты с помощью толкателя для подачи отбракованных пачек на загрузочный транспортер.
Каждый первый и второй этап подачи может содержать подачу пачек на загрузочный транспортер в виде по существу неупорядоченной последовательности.
Указанный технический результат достигается и тем, что в агрегате для упаковки во внешнюю обертку пачек сигарет, содержащем машину для упаковки в целлофановую пленку и машину для упаковки пачек сигарет в картонные коробки, установленные последовательно, причем машина для упаковки в целлофановую пленку содержит упаковочные средства для упаковки пачек в соответствующие листы упаковочного материала, а машина для упаковки пачек сигарет в картонные коробки содержит загрузочный транспортер для пачек, выпускаемых машиной для упаковки в целлофановую пленку, и выпускной трубопровод для отбракованных пачек, подающее устройство для подачи отбракованных пачек для повторной переработки на машине для упаковки пачек сигарет в картонные коробки, согласно изобретению, подающее устройство содержит выпуск, расположенный так, чтобы подавать отбракованные пачки в машину для упаковки пачек сигарет в картонные коробки посредством загрузочного транспортера.
Выпуск может быть соединен с пунктом загрузочного транспортера.
Загрузочный транспортер может содержать гладкую транспортерную ленту, охватывающую, по меньшей мере, один возвратный шкив.
Агрегат может содержать первый и второй загрузочные пункты для подачи пачек на загрузочный транспортер, причем первый пункт является загрузочным пунктом для пачек, поступающих от машины, для упаковки в целлофановую пленку, а второй пункт является загрузочным пунктом, обращенным к выпуску. Второй загрузочный пункт может быть расположен вдоль загрузочного транспортера выше по ходу движения от первого загрузочного пункта загрузочного транспортера.
Агрегат может содержать задерживающее устройство, которое вводят в действие выборочно для приостановления потока пачек выше по ходу от первого загрузочного пункта.
Подающее устройство может содержать толкатель, расположенный около выпуска для подачи отбракованных пачек последовательно на загрузочный транспортер.
Толкатель может содержать, по меньшей мере, один диск, имеющий внешний контур в форме части спирали, расположенной так, чтобы открывать и закрывать выпуск при вращении диска.
Загрузочный транспортер может содержать гладкую транспортерную ленту, охватывающую, по меньшей мере, один возвратный шкив, толкатель, содержащий два диска, соосных с возвратным шкивом и расположенных с противоположных сторон возвратного шкива.
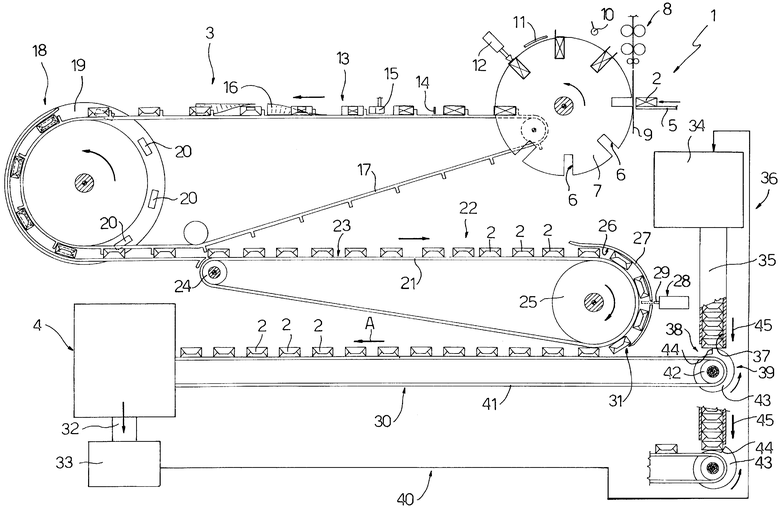
Настоящее изобретение будет далее описано со ссылками на прилагаемый чертеж, на котором показан схематически вид сбоку (причем отдельные части изображены в форме блоков, а некоторые части удалены для большей ясности чертежа) варианта исполнения, не ограничивающего применение изобретения, в виде двух различных операционных частей.
Агрегат 1 для упаковки пачек 2 сигарет во внешнюю обертку содержит машину 3 для упаковки в целлофановую пленку и машину 4 для упаковки пачек сигарет в картонные коробки, расположенные последовательно.
В машину 3 для упаковки в целлофановую пленку загрузочным транспортером 5 циклически подают упорядоченную последовательность пачек 2 в соответствующие гнезда 6 упаковочного ротора 7, а по линии 8 подают листы 9 материала для внешней обертки, обычно представленные листами прозрачного материала.
Когда лист 9 вставляют в соответствующее гнездо 6, то каждой пачкой 2 заталкивают в гнездо 6 соответствующий лист 9, который изгибается U-образно относительно пачки 2, а когда пачку 2 транспортируют ротором 7 вдоль траектории упаковки, лист изгибают далее относительно пачки 2 с помощью известных фальцовочных устройств 10, 11 для формирования трубчатой обертки, которую фиксируют с помощью известных запечатывающих устройств 12.
Пачки 2, упакованные таким образом, выгружают последовательно ротором 7 на верхнюю транспортирующую ветвь бесконечного транспортера 13, с помощью которого вводят пачки 2 в упорядоченной последовательности и предпочтительно постоянно в контакт с рядом известных фальцовочных устройств 14, 15, 16, с помощью которых закрывают открытые торцы трубчатой обертки с образованием закрытых оберток.
Транспортер 13 содержит ленту 17, охватывающую запечатывающий ротор 18, выполненный известным образом и содержащий два лицевых диска 19, каждый из которых содержит ряд устройств 20 для запечатывания торцев. Каждое устройство 20 для запечатывания взаимодействует с лицевым запечатывающим устройством 20, расположенным на другом диске 19 для фиксации закрытых торцев закрытой внешней обертки соответствующей пачки 2.
Транспортером 13 подают готовые пачки 2 на транспортирующую ветвь 21 следующего транспортера 22, который содержит гладкую ленту 23, охватывающую два шкива 24, 25, имеющих оси, расположенные параллельно одна другой и перпендикулярно плоскости прилагаемого чертежа. Готовые пачки 2 располагают неупорядоченно на ветви 21 и их подают в канал 26, образованный изогнутой пластиной 27, расположенной на дуге около 180° вокруг периферии шкива 25. Пластина 27 несет задерживающее устройство 28, выдвижной задерживающий элемент 29 которого расположен перпендикулярно к каналу 26 с возможностью перемещения из выдвинутого положения, при котором он перекрывает канал 26, во втянутое положение, при котором канал 26 полностью открыт.
На выпуске канала 26 с транспортера 22 передают готовые пачки 2 в неупорядоченной последовательности на загрузочный транспортер 30 машины 4 для упаковки пачек сигарет в картонные коробки в пункте 31 загрузки, расположенном в промежуточной точке загрузочного транспортера 30.
На машине 4 для упаковки пачек сигарет в картонные коробки готовые пачки 2 формируют известным образом в группы (на чертеже не показаны), каждую из которых кондиционируют внутри соответствующей упаковки (на чертеже не показана) для формирования картонной коробки (на чертеже не показана). Машина 4 для упаковки пачек сигарет в картонные коробки содержит выполненный известным образом выпускной канал 32 для выгрузки любой дефектной (обычно некомплектной) группы (не показано) пачек 2 и любой дефектной (обычно плохо упакованной) картонной коробки (не показано). Забракованные готовые пачки 2 подают от машины 4 для упаковки пачек сигарет в картонные коробки через выпускной канал 32 для выгрузки в контейнер 33, который, когда он заполнен, соединяют с загрузочным контейнером 34 шахты 35, образующей вместе с загрузочным контейнером 34 накопитель 36 пачек. Контейнер 34 может быть любого известного типа, приспособленного для подачи непрерывного потока пачек 2 в шахту 35.
Шахта 35 снабжена нижним выпускным отверстием 37, расположенным у следующего разгрузочного пункта 38 для выгрузки пачек 2 на транспортер 30. Более конкретно, разгрузочный выход 38 расположен на загрузочном транспортере 30 и содержит толкатель 39 для контролирования выпускного отверстия 37 и последовательного отбора и подачи готовых пачек 2 из шахты 35 на транспортер 30, который вместе с контейнерами 33, 34 и шахтой 35 образует подающее устройство 40 для подачи отбракованных пачек 2 для их повторной переработки на машине 4.
В показанном примере транспортер 30 перемещают в направлении, показанном стрелкой А, и он содержит ленту 41, охватывающую, по меньшей мере, один возвратный шкив 42, более узкий, чем продольный размер пачки 2, а толкатель 39 содержит два диска 43 (показан только один), расположенных с противоположных сторон шкива 42 и разделенных расстоянием, меньшим продольного размера пачки 2. Диски 43 по существу соосны со шкивом 42, и их приводят во вращение независимо от транспортера 30. Каждый диск 43 имеет наружный контур в форме части спирали, охватывающей дугу в 360°, и противоположные концы спирали соединены заплечиком 44, расположенным по существу радиально относительно соответствующего диска 43 и образующим вместе с заплечиком 44 другого диска 43 плоскость, перпендикулярную к плоскости прилагаемого чертежа. Каждое заплечико 44 имеет высоту, приблизительно равную, но не большую, толщины готовой пачки 2, а диски 43 расположены так, что, когда заплечики 44 расположены под выпускным отверстием 37 и практически параллельно направлению движения 45 готовых пачек 2 в шахте 35, внутренний конец каждого заплечика 44 оказывается отдаленным от выпускного отверстия 37 на расстояние, приблизительно равное, но не меньшее толщины пачки 2.
Во время работы толкатель 39 может быть введен в действие для подачи пачек 2, находящихся в накопителе 36 над загрузочным транспортером 30 машины 4 для упаковки пачек сигарет в картонные коробки, в случае, если машина 3 для упаковки в целлофановую пленку работает со скоростью, меньшей скорости приема машины 4 для упаковки пачек сигарет в картонные коробки. Более конкретно, когда машину 3 для упаковки в целлофановую пленку и, следовательно, транспортер 22 останавливают, очевидно, что готовые пачки 2 не подают на транспортер 30 в пункте 31, и подающее устройство 40 может быть введено в действие без каких-либо дополнительных операций. И наоборот, когда машина 3 для упаковки в целлофановую пленку и, следовательно, транспортер 22 работают со скоростью, меньшей скорости приема машины 4 для упаковки пачек сигарет в картонные коробки, необходимо, перед введением в действие подающего устройства 40, для предотвращения смятия пачек в пункте 31, отключить подачу готовых пачек 2 с транспортера 22 на транспортер 30 путем введения в действие задерживающего устройства 28, задерживающий элемент 29 которого переводят в выдвинутое положение, чтобы перекрыть канал 26.
Следует отметить, таким образом, что подающее устройство 40 для подачи отбракованных пачек 2 для их повторной переработки представляет собой, во всех отношениях, устройство для подачи готовых пачек 2 к машине 4 для упаковки пачек сигарет в картонные коробки. Следовательно, когда устройство 40 принимает на себя функции машины 3 для упаковки в целлофановую пленку, машина 4 для упаковки пачек сигарет в картонные коробки может продолжать работать со скоростью, в существенной степени равной ее средней рабочей скорости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПАКОВКИ ПРОДУКТА В ЛИСТ ТЕРМОУСАДОЧНОГО УПАКОВОЧНОГО МАТЕРИАЛА И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2258645C2 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ | 2008 |
|
RU2455208C2 |
| МАШИНА ДЛЯ РАСКРЫВАНИЯ ПАЧЕК СИГАРЕТ И ПРОВЕРКИ СИГАРЕТ | 2003 |
|
RU2304418C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ НАНЕСЕНИЯ МАРКИРОВКИ НА ЭЛЕМЕНТЫ УПАКОВКИ | 2001 |
|
RU2279379C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| АППАРАТ И СПОСОБ УПАКОВКИ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2424959C2 |
| АРОМАТИЗИРОВАННАЯ СИГАРЕТНАЯ ПАЧКА И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОЙ ПАЧКИ | 2009 |
|
RU2531726C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2203206C2 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ПАЧЕК В БЛОКИ | 1992 |
|
RU2084380C1 |
| УПАКОВКА ДЛЯ БЛОКА СИГАРЕТ | 2001 |
|
RU2247067C2 |
Способ содержит первый этап упаковки, при котором пачки упаковывают в соответствующие листы упаковочного материала на машине для упаковки в целлофановую пленку. Этап подачи, при котором пачки, выпущенные из машины для упаковки в целлофановую пленку, подают последовательно на питающий транспортер машины для упаковки пачек сигарет в картонные коробки для выполнения второго этапа упаковки, при котором пачки упаковывают на машине для упаковки пачек сигарет в картонные коробки. Этап разгрузки, при котором пачки, отбракованные на машине для упаковки пачек сигарет в картонные коробки, выгружают. Второй этап подачи, при котором отбракованные пачки подают в машину для упаковки пачек сигарет в картонные коробки. При этом второй этап подачи заключается в последовательной подаче забракованных пачек посредством загрузочного транспортера. Предложенное изобретение также относится к агрегату для упаковки во внешнюю обертку пачек сигарет. Агрегат содержит машину для упаковки пачек в целлофановую пленку и машину для упаковки пачек сигарет в картонные коробки, установленные последовательно. Причем машина для упаковки в целлофановую пленку содержит упаковочные средства для упаковки пачек в соответствующие листы упаковочного материала. А машина для упаковки пачек сигарет в картонные коробки содержит загрузочный транспортер для пачек, выпускаемых машиной для упаковки в целлофановую пленку, и выпускной трубопровод для отбракованных пачек, а также подающее устройство для подачи отбракованных пачек для повторной переработки на машине для упаковки пачек сигарет в картонные коробки. При этом подающее устройство содержит выпуск, расположенный так, чтобы подавать отбракованные пачки в машину для упаковки пачек сигарет в картонные коробки с помощью загрузочного транспортера. Предложенные способ и устройство обеспечивают за счет совершенствования конструкции большую рабочую скорость устройств, а также большую производительность. 2 с. и 15 з.п. ф-лы, 1 ил.
| Способ получения производных 6-карбо-КСифлАВОНА или иХ фАРМАцЕВТичЕСКи пРи-ЕМлЕМыХ СОлЕй | 1977 |
|
SU795474A3 |
| Термочувствительный датчик предельного уровня криогенной жидкости | 1970 |
|
SU514203A1 |
| ПИЩЕВАЯ КОМПОЗИЦИЯ | 2002 |
|
RU2228672C1 |
| Устройство для подачи и установки заготовок из станиольной бумаги для упаковки сигарет | 1977 |
|
SU623508A3 |

