Изобретение относится к строительному комплексу, в частности к линиям формирования длинномерных транспортных пакетов из легких панелей.
Известен способ упаковки легких длинномерных панелей, включающий взаимосвязанные между собой технологические операции - подготовку и размещение прокладок, формирование стопы панелей, обвязку и упаковку стопы в транспортный пакет (Политехнический словарь, М., С.Э., 1989 г., с. 556).
Известна также способ упаковки легких длинномерных панелей, включающий взаимосвязанные между собой технологические операции — подготовку и размещение прокладок, формирование стопы панелей, обвязку и упаковку стопы в транспортный пакет (см. Политехнический словарь, М., С.Э., 1989 г., с.362).
Недостатками известных изобретений являются относительно высокие материалоемкость и трудоемкость при упаковке легких панелей.
Цель изобретения — снижение материалоемкости и трудоемкости при упаковке легких панелей.
Достигается это тем, что размещение прокладок осуществляют с образованием на верхней плоскости каждой прокладки клеевых слоев, последние выполняют с противоизгибными и компенсационными элементами, формирование стопы панелей выполняют с одновременным соединением нижней панели с клеевыми слоями прокладок, а обвязку и упаковку стоп в транспортные пакетыведут совместно с прокладками и формированием на упаковке вентиляционных отверстий.
Целесообразно, чтобы образование клеевых слоев на верхней плоскости каждой прокладки осуществляли размещением ленты с двухсторонним клеевым слоем.
Полезно, чтобы формирование стопы панелей выполняли с удалением защитной пленки с верхнего клеевого слоя ленты.
Целесообразно, чтобы обвязку стоп производили армированной клеевой лентой.
Полезно, чтобы упаковку стоп выполняли полиэтиленовой пленкой.
Целесообразно, чтобы упаковку стоп выполняли многослойной полиэтиленовой пленкой.
Полезно, чтобы формирование вентиляционных отверстий осуществляли с противоположных концов транспортного пакета.
Целесообразно, чтобы формирование вентиляционных отверстий осуществляли с противоположных концов нижней части транспортного пакета.
Полезно, чтобы формирование вентиляционных отверстий осуществляли с противоположных концов верхней части транспортного пакета.
Целесообразно, чтобы формирование вентиляционных отверстий осуществляли с противоположных концов верхней и нижней частей транспортного пакета.
Полезно, чтобы формирование вентиляционных отверстий транспортного пакета осуществляли с введением съемных фиксаторов.
Целесообразно, чтобы противоизгибные элементы прокладок выполняли в виде холодногнутых элементов.
Полезно, чтобы противоизгибные элементы прокладок выполняли в виде холодногнутых элементов С-образного поперечного сечения.
Целесообразно, чтобы противоизгибные элементы прокладок выполняли в виде холодногнутых элементов с продольными ребрами жесткости.
Полезно, чтобы противоизгибные элементы прокладок выполняли в виде холодногнутых элементов с поперечными ребрами жесткости.
Целесообразно, чтобы компенсационные элементы прокладок выполняли из конструкционных пористых полимеров.
Полезно, чтобы компенсационные элементы прокладок выполняли из пенополивинлхлорида.
Целесообразно, чтобы компенсационные элементы прокладок выполняли из пенополиолифина.
Полезно, чтобы компенсационные элементы прокладок выполняли из пеноэпоксида.
Целесообразно, чтобы компенсационные элементы прокладок выполняли из пенорезины.
Способ соответствует всем требованиям признаков изобретения, а именно:
- признаку новизны, поскольку размещение прокладок осуществляют с образованием клеевых слоев,
- признаку наличия конструктивного элемента, поскольку размещение прокладок осуществляют с образованием на верхней плоскости каждой прокладки клеевых слоев,
- признаку наличия связи между элементами, поскольку клеевые слои выполняют с противоизгибными элементами,
- признаку взаимного расположения элементов, поскольку клеевые слои выполняют с компенсационными элементами,
- признаку формы выполнения элементов, поскольку формирование стопы панелей выполняют с одновременным соединением нижней панели с клеевыми слоями прокладок,
- признаку формы связи между элементами, поскольку обвязку стоп в транспортные пакеты ведут совместно с прокладками,
- признаку параметров и их взаимосвязи, поскольку упаковку стоп в транспортные пакеты ведут совместно с прокладками и формированием на упаковке вентиляционных отверстий,
- признаку материала, из которого выполнен элемент, поскольку компенсационные элементы прокладок выполняли из пенорезины.
На фиг.1 изображена схема стопы длинномерных легких панелей;
на фиг.2 - то же, схема стопы плоских панелей, поперечный разрез;
на фиг.3 - то же, схема стопы профильных панелей, с укладкой со смещением;
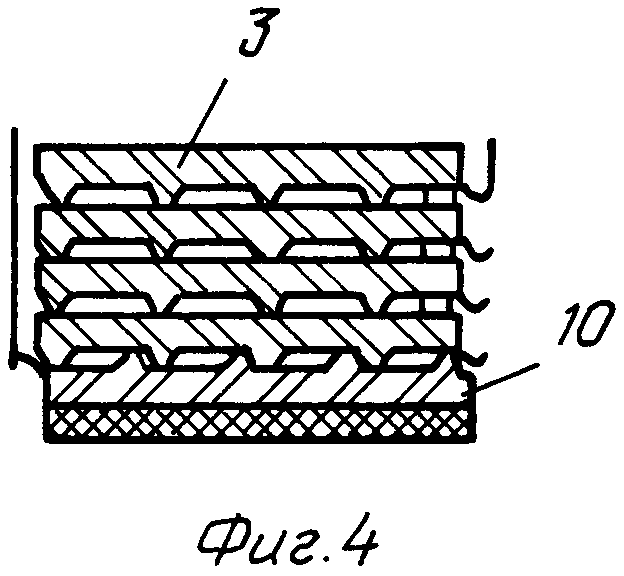
на фиг.4 - то же, со смещением и поочередной укладкой;
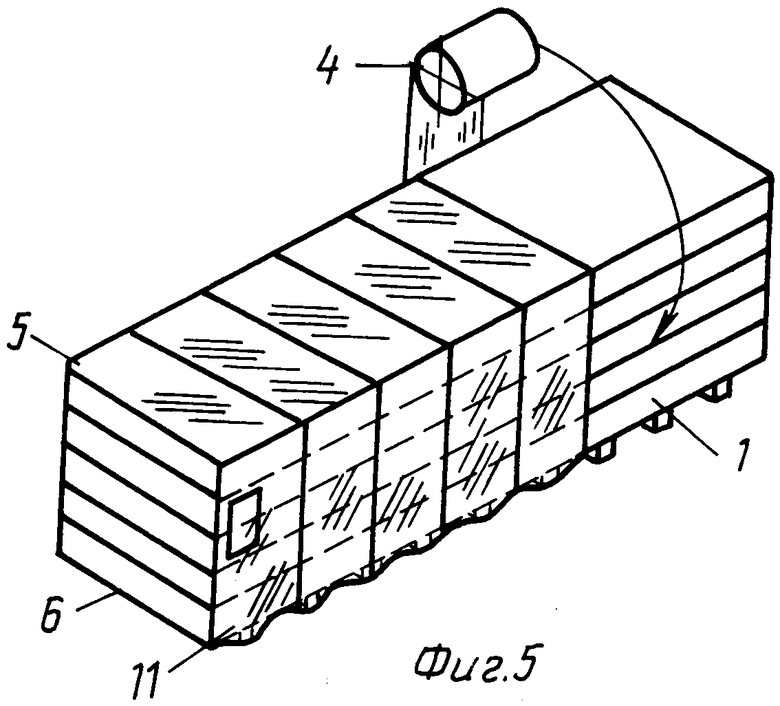
на фиг.5 - то же, схема обвязки стопы.
Способ упаковки легких длинномерных панелей осуществляется с помощью линии упаковки, которая включает взаимосвязанные между собой технологические узлы — размещения прокладок 1, формирования стопы 2 панелей 3, узел обвязки 4 и упаковки 5 в транспортный пакет 6, при этом размещение прокладок 1 осуществляют с образованием на верхней плоскости каждой прокладки 1 клеевых слоев 7, последние выполняют с противоизгибными 8 и компенсационными 9 элементами, формирование стопы 2 панелей 3 выполняют с одновременным соединением нижней 10 панели с клеевыми слоями прокладок 1, а узел обвязки 4 и упаковки 5 стоп 2 в транспортные пакеты 6 ведут совместно с прокладками 1 и формированием на упаковке вентиляционных отверстий 11, образование клеевых слоев на верхней плоскости каждой прокладки осуществляли размещением ленты с двухсторонним клеевым слоем, образование клеевых слоев на верхней плоскости каждой прокладки осуществляли размещением ленты с двухсторонним клеевым слоем, формирование стопы панелей выполняли с удалением защитной пленки с верхнего клеевого слоя ленты, обвязку стоп производили армированной клеевой лентой, упаковку стоп выполняли полиэтиленовой пленкой или многослойной полиэтиленовой пленкой, формирование вентиляционных отверстий осуществляли с противоположных концов транспортного пакета или осуществляли с противоположных концов нижней части транспортного пакета, или спротивоположных концов верхней части транспортного пакета, или с противоположных концов верхней и нижней частей транспортного пакета, или с введением съемных фиксаторов, противоизгибные элементы прокладок выполняли в виде холодногнутых элементов, или в виде холодногнутых элементов С-образного поперечного сечения, или в виде холодногнутых элементов с продольными ребрами жесткости, или в виде холодногнутых элементов с поперечными ребрами жесткости, компенсационные элементы прокладок выполняли из конструкционных пористых полимеров, или из пенополивинлхлорида, или из пенополиолифина, или из пеноэпоксида, или из пенорезины.
Работа линии осуществляется следующим образом.
Вначале подготавливают к работе технологические узлы - размещения прокладок 1, формирования стопы 2 панелей 3, узел обвязки 4 и упаковки 5 в транспортный пакет 6, при этом размещение прокладок 1 осуществляют с образованием на верхней плоскости каждой прокладки 1 клеевых слоев 7, последние выполняют с противоизгибными 8 и компенсационными 9 элементами, формирование стопы 2 панелей 3 выполняют с одновременным соединением нижней 10 панели с клеевыми слоями прокладок 1, а узел обвязки 4 и упаковки 5 стоп 2 в транспортные пакеты 6 ведут совместно с прокладками 1 и формированием на упаковке вентиляционных отверстий 11, затем транспортный пакет удаляют и цикл повторяют.
Таким образом, противоизгибные элементы обеспечивают получение заданной жесткости транспортного пакета, а компенсационные элементы обеспечивают не только компенсацию транспортируемых панелей, но и способствуют за счет своей пористости исключению образования конденсата внутри транспортного пакета.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАНСПОРТНЫЙ ПАКЕТ | 2003 |
|
RU2258021C2 |
| ЛИНИЯ ПРОИЗВОДСТВА ТЕРМОСТОЙКИХ ПАНЕЛЕЙ | 2003 |
|
RU2248273C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ТРЁХСЛОЙНЫХ ПАНЕЛЕЙ | 2003 |
|
RU2248272C1 |
| ЛИНИЯ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2014 |
|
RU2607324C2 |
| ВОДОСТОЧНЫЙ ЖЕЛОБ ЛЕГКИХ МЕТАЛЛОКОНСТРУКЦИЙ | 2004 |
|
RU2287648C2 |
| Способ изготовления деталей из холодногнутого перфорированного профиля | 2017 |
|
RU2693411C2 |
| СБОРНО-МОНОЛИТНОЕ МЕЖДУЭТАЖНОЕ ПЕРЕКРЫТИЕ (ВАРИАНТЫ), СПОСОБ ЕГО ВОЗВЕДЕНИЯ И ОПАЛУБОЧНЫЙ ЭЛЕМЕНТ ДЛЯ ВОЗВЕДЕНИЯ ПЕРЕКРЫТИЯ | 2012 |
|
RU2548262C2 |
| СБОРНАЯ КРЫША МАНСАРДНОГО ТИПА | 2006 |
|
RU2317380C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ ДЛЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 1991 |
|
RU2015028C1 |
| Сборно-разборная железнодорожная платформа и способ её перемещения | 2019 |
|
RU2725972C1 |


Данное изобретение относится к строительному комплексу, а именно к линиям формирования длинномерных транспортных пакетов. Способ упаковки легких длинномерных панелей включает взаимосвязанные между собой технологические операции - подготовку и размещение прокладок, формирование стопы панелей, обвязку и упаковку стопы в транспортный пакет. Размещение прокладок осуществляют с образованием на верхней плоскости каждой прокладки клеевых слоев. Клеевые слои выполняют с противоизгибными и компенсационными элементами. Формирование стопы панелей выполняют с одновременным соединением нижней панели с клеевыми слоями прокладок. Обвязку и упаковку стоп в транспортные пакеты ведут совместно с прокладками и формированием на упаковке вентиляционных отверстий. Технический результат - снижение материалоемкости и трудоемкости при упаковке легких панелей. 19 з.п. ф-лы, 5 ил.

| WO 9807628 A1, 26.02.1998 | |||
| DE 4417429 A1, 30.11.1995 | |||
| SU 1486405 A1, 15.06.1989 | |||
| Устройство для укладки в штабель штучных изделий | 1958 |
|
SU119834A1 |
| US 4007833 A1, 15.02.1977 | |||
| УСТРОЙСТВО ДЛЯ ЛОВЛИ РЫБЫ | 1933 |
|
SU39469A1 |
| Пневматический автоспуск для фотоаппаратов | 1950 |
|
SU91323A1 |

