Изобретения относятся к системам вентиляции и кондиционирования воздуха, в частности к способу изготовления воздуховода и конструкции воздуховода, и могут быть широко использованы в системах вентиляции, в дренажных системах и в системах тепломассообмена между жидкими и газообразными средами, используемых в энергетике, промышленности и сельском хозяйстве.
Известен способ изготовления воздуховода, включающий изготовление внутренней полости, каркаса в виде отдельных перфорированных трубок, соприкасающихся друг с другом, и соединение последних посредством соединительного элемента (патент РФ №2148213).
Известен воздуховод, содержащий внутреннюю полость, каркас в виде отдельных перфорированных трубок, взаимодействующих друг с другом и скрепленных посредством соединительного элемента (патент РФ №2148213).
Задача, на решение которой направлены заявляемые технические решения, состоит в расширении арсенала технических средств для способа изготовления воздуховода и конструкции воздуховода.
Технический результат, который может быть получен при осуществлении способа изготовления воздуховода и конструкции воздуховода, заключается в реализации указанной выше задачи - расширение арсенала технических средств для способа изготовления воздуховода и конструкции воздуховода.
Сущность заявляемого способа заключается в том, что способ изготовления воздуховода, включающий изготовление внутренней полости, каркаса в виде отдельных перфорированных трубок, соприкасающихся друг с другом, и соединение последних посредством соединительного элемента, согласно изобретению, снабжают дополнительными перфорированными трубками, изготовленными произвольной геометрической формы в сечении и в плане, закупоривают внутреннюю полость дополнительными перфорированными трубками путем ввода последних во внутреннюю полость, причем введенные дополнительные перфорированные трубки вводят в соприкосновение друг с другом и с перфорированными трубками каркаса.
Сущность заявляемого устройства заключается в том, что воздуховод, содержащий внутреннюю полость, каркас в виде отдельных перфорированных трубок, взаимодействующих друг с другом и скрепленных посредством соединительного элемента, согласно изобретению, снабжен дополнительными перфорированными трубками, выполненными произвольной геометрической формы в сечении и в плане, причем дополнительные перфорированные трубки расположены во внутренней полости и сообщены друг с другом и с перфорированными трубками каркаса.
Сопоставительный анализ заявляемого способа изготовления воздуховода с прототипом показывает, что заявляемый способ имеет общие признаки с прототипом:
- изготовление внутренней полости;
- изготовление каркаса в виде отдельных перфорированных трубок;
- соприкосновение отдельных перфорированных трубок друг с другом;
- соединение отдельных перфорированных трубок посредством соединительного элемента.
Заявляемый способ изготовления воздуховода отличается от прототипа новыми признаками:
- снабжают дополнительными перфорированными трубками;
-дополнительные перфорированные трубки изготавливают произвольной геометрической формы в сечении и в плане;
- закупоривают внутреннюю полость дополнительными перфорированными трубками путем ввода последних во внутреннюю полость;
- введенные дополнительные перфорированные трубки вводят в соприкосновение друг с другом и с перфорированными трубками каркаса.
Сопоставительный анализ заявляемого воздуховода с прототипом показывает, что заявляемое устройство имеет общие признаки с прототипом:
- внутренняя полость;
- каркас выполнен в виде отдельных перфорированных трубок, взаимодействующих друг с другом;
- отдельные перфорированные трубки скреплены посредством соединительного элемента.
Заявляемая конструкция воздуховода отличается от прототипа новыми признаками:
- снабжен дополнительными перфорированными трубками, выполненными произвольной геометрической формы в сечении и в плане;
- дополнительные перфорированные трубки расположены во внутренней полости и сообщены друг с другом и с перфорированными трубками каркаса.
Из приведенного перечня признаков заявляемого способа изготовления воздуховода и конструкции воздуховода и достижения поставленной задачи наглядно видно, что заявляемые технические решения представляют собой новую совокупность признаков, как сочетание известных и новых признаков, обеспечивающих получение нового технического результата, неизвестного на дату подачи заявки. Новый технический результат, который может быть получен при осуществлении изобретения, заключается в расширении арсенала технических средств для способа изготовления воздуховода и конструкции воздуховода.
Заявляемые способ изготовления воздуховода и конструкция воздуховода промышленно применимы, т.к. могут быть использованы в строительстве, промышленности, сельском хозяйстве и других отраслях народного хозяйства, где используются воздуховоды. Заявляемые технические решения могут быть воспроизведены в том виде, как они охарактеризованы в любом из пунктов формулы изобретения с использованием известных материалов, технологий и технологического оборудования. В случае осуществления изобретения по любому из пунктов формулы действительно возможна реализация указанного выше назначения.
Технические решения заявляемых объектов соответствуют критерию “новизна”, т.к. они неизвестны из уровня техники на дату подачи заявки. Не известна из уровня техники совокупность существенных признаков заявляемых технических решений и их влияние на получение требуемого технического результата.
Технические решения заявляемых объектов соответствуют критерию “изобретательский уровень”, т.к. не выявлены решения, имеющие признаки, совпадающие с их отличительными признаками, и не обнаружена известность влияния отличительных признаков на получаемый технический результат.
Таким образом, заявляемые технические решения “Способ изготовления воздуховода” и “Воздуховод” связаны между собой настолько, что они образуют единый изобретательский замысел и соответствуют всем критериям, предъявляемым к изобретению, и обеспечивают получение нового технического результата.
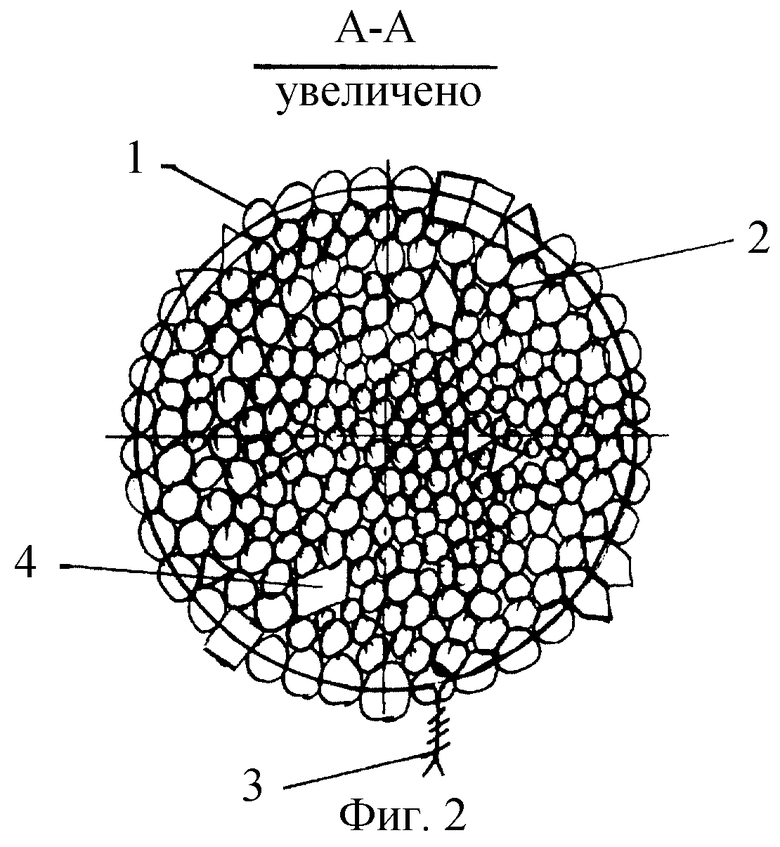
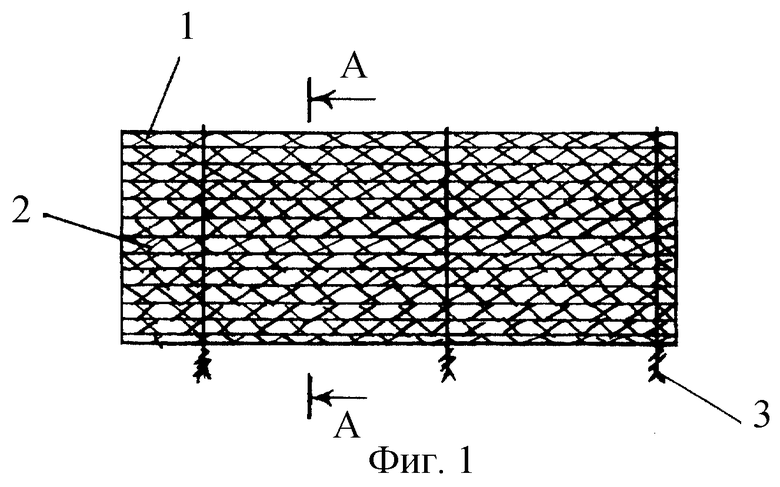
На фиг.1 - показан способ изготовления воздуховода и конструкция воздуховода; на фиг.2 - сечение А-А фиг.1.
Воздуховод содержит внутреннюю полость 4 (см. фиг.2), каркас 1 (см. фиг.1 и 2), дополнительные перфорированные трубки 2, перфорированные трубки (условно не обозначены) и соединительный элемент 3. Каркас 1 выполнен в виде отдельных перфорированных трубок произвольной геометрической формы в сечении и в плане, взаимодействующих между собой и скрепленных посредством соединительного элемента 3. Сам каркас 1 также может быть выполнен в плане и в сечении любой геометрической формы. Каркас 1 может быть выполнен из отдельных перфорированных трубок одной формы или разных форм, одного типоразмера или разного типоразмера. Дополнительные перфорированные трубки 2 выполнены произвольной геометрической формы в сечении и в плане. Дополнительные перфорированные трубки 2 и перфорированные трубки образованы отдельными винтовыми пространственными пересекающимися нитями, причем одна часть нитей имеет левый наклон, а другая часть нитей имеет правый наклон. Перфорация (отверстия) на перфорированных трубках и на дополнительных перфорированных трубках 2 выполнена в виде ячеек ромбовидной формы. Перфорированные трубки и дополнительные перфорированные трубки 2 выполнены методом экструзии из термопластичного полимерного материала. Толщина нитей, формирующих перфорированные трубки и дополнительные перфорированные трубки 2 равна 2-15 мм. Толщина перфорированной трубки (или диаметр) и дополнительной перфорированной трубки 2 равна 30-200 мм. Длина перфорированной трубки и дополнительной перфорированной трубки 2 равна 0,3-12 метров. Соединительный элемент 3 выполнен в виде проволоки или полимерной ленты и включает в себя несколько отдельных элементов, расположенных равномерно или неравномерно вдоль воздуховода, проложенных через перфорацию перфорированных трубок, которые формируют каркас 1. Внутренняя полость 4 может быть выполнена произвольной геометрической формы в плане и в сечении и огорожена каркасом 1. Дополнительные перфорированные трубки 2 расположены во внутренней полости 4 и сообщены друг с другом и с перфорированными трубками каркаса 1. Все элементы воздуховода выполнены преимущественно из коррозионно-стойкого материала.
Устройство работает следующим образом.
При прохождении воздушного потока с повышенной влажностью через толщу воздуховода происходит частичное отложение влаги на поверхностях дополнительных перфорированных трубок 2 и на поверхностях перфорированных трубок. Влага конденсируется и стекает вниз.
При прохождении воздушного потока с повышенным содержанием твердой фазы (примесей) происходит взаимодействие твердой фазы (примесей) с элементами воздуховода, в результате чего твердая фаза оседает вниз, т. е. происходит частичная очистка воздушного потока от примесей.
Способ реализуется следующим образом.
Изготовили методом экструзии на червячной машине из полимерной массы (использовали преимущественно полиэтилен низкого давления) перфорированные трубки произвольной геометрической формы в сечении (треугольник, круг, четырехугольник, пяти- и шестиугольник и т. д.). Толщина трубки - 40 мм. Диаметр нитей трубки - 3,5 мм. Длина перфорированных трубок - 2 метра. Изготовили каркас 1 (см. фиг.1 и 2) произвольной геометрической формы следующим образом: взяли оснастку в виде трубы с диаметром, равным 500 мм, разместили коаксиально трубе соединительный элемент 3 из полимерной упаковочной ленты, закрепили перфорированные трубки к соединительному элементу 3 путем пропускания последнего через перфорации каждой отдельной перфорированной трубки, затем соединили концевые части соединительного элемента 3 между собой, а затем удалили оснастку. Каркас 1 получился по форме оснастки. Отдельные перфорированные трубки, формирующие каркас 1, изготовили соприкасающимися друг с другом. Затем взяли дополнительные перфорированные трубки 2 (они могут быть такими же, как перфорированные трубки, формирующие каркас 1, а могут быть и другими), изготовленные произвольной геометрической формы в сечении и в плане, и произвели закупорку внутренней полости 4 дополнительными перфорированными трубками 2 путем ввода последних во внутреннюю полость 4, причем введенные дополнительные перфорированные трубки 2 ввели в соприкосновение друг с другом и с перфорированными трубками каркаса 1. В результате частичной упругой деформации дополнительных перфорированных трубок 2 обеспечивается хорошее сцепление каркаса 1 с дополнительными перфорированными трубками 2. Использовали разные сочетания перфорированных трубок между собой (разные геометрические сечения и типоразмеры), и во всех случаях обеспечивался один и тот же технический результат.
В результате предлагаемого технического решения обеспечивается расширение сферы применения воздуховода, т.к. воздуховод имеет расширенное функциональное назначение, что, в свою очередь, позволит увеличить степень унификации и стандартизации воздуховодов.
Таким образом, заявляемые технические решения “Способ изготовления воздуховода” и “Воздуховод” обеспечивают достижение поставленной задачи и получение нового технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЗДУХОВОДА И ВОЗДУХОВОД | 2003 |
|
RU2249159C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЗДУХОВОДА | 1999 |
|
RU2148213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИСТЕМЫ ВЕНТИЛЯЦИИ | 1999 |
|
RU2154771C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЗДУХОВОДА | 1999 |
|
RU2154164C1 |
| СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ СКРЕПЛЕНИЯ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТОВ ДРУГ С ДРУГОМ | 1999 |
|
RU2154720C1 |
| ГИБКИЙ ВОЗДУХОВОД | 2017 |
|
RU2655970C1 |
| НОСИЛКИ И СПОСОБ ИЗГОТОВЛЕНИЯ НОСИЛОК | 1999 |
|
RU2149619C1 |
| ЗВУКОИЗОЛИРОВАННЫЙ ВОЗДУХОВОД | 2019 |
|
RU2715351C1 |
| СЕТЧАТОЕ СПАСАТЕЛЬНОЕ СРЕДСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2146634C1 |
| СПИРАЛЬНЫЙ ВОЗДУХОВОД | 2007 |
|
RU2339882C1 |
Изобретения относятся к системам вентиляции и кондиционирования воздуха, в частности к способу изготовления воздуховода и конструкции воздуховода, и могут быть широко использованы в системах вентиляции, в дренажных системах и в системах тепломассообмена между жидкими и газообразными средами, используемых в энергетике, промышленности и сельском хозяйстве. Сущность заявляемого способа заключается в том, что способ изготовления воздуховода, включающий изготовление внутренней полости, каркаса в виде отдельных перфорированных трубок, соприкасающихся друг с другом, и соединение последних посредством соединительного элемента, согласно изобретению, снабжают дополнительными перфорированными трубками, изготовленными произвольной геометрической формы в сечении и в плане, закупоривают внутреннюю полость дополнительными перфорированными трубками путем ввода последних во внутреннюю полость, причем введенные дополнительные перфорированные трубки вводят в соприкосновение друг с другом и с перфорированными трубками каркаса. Сущность заявляемого устройства заключается в том, что воздуховод, содержащий внутреннюю полость, каркас в виде отдельных перфорированных трубок, взаимодействующих друг с другом и скрепленных посредством соединительного элемента, согласно изобретению, снабжен дополнительными перфорированными трубками, выполненными произвольной геометрической формы в сечении и в плане, причем дополнительные перфорированные трубки расположены во внутренней полости и сообщены друг с другом и с перфорированными трубками каркаса. Техническим результатом является расширение функционального назначения, что позволяет увеличить степень унификации и стандартизации воздуховода. 2 н.п.ф-лы, 2 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЗДУХОВОДА | 1999 |
|
RU2148213C1 |
| ГИБКИЙ ВОЗДУХОВОД | 1991 |
|
RU2031324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИСТЕМЫ ВЕНТИЛЯЦИИ | 1999 |
|
RU2154771C1 |
| СПОСОБ МОНТАЖА ГИБКИХ ВОЗДУХОВОДОВ | 2001 |
|
RU2193145C1 |
| Шаблон для навивки бортовых колец | 1988 |
|
SU1549784A2 |

