Область техники
Настоящее изобретение относится в целом к автоматизированному приданию обтекаемой формы судам и их окраске и касается, в частности, использования роботизированного оборудования, управляемого компьютером, для обнаружения дефектов поверхности, придания обтекаемой формы, нанесения распыляемого выравнивающего состава и окраски.
Обзор известных технических решений
Изготавливаемые на заказ суда в настоящее время строят, используя проверенные временем технологии и методы. Часть этого технологического процесса известна как придание обтекаемой формы. Придание обтекаемой формы является технологическим процессом, при котором недостаточно гладкая поверхность шпаклюется, шлифуется и грунтуется для подготовки к окраске. Придание обтекаемой формы в судостроении применяется почти исключительно к внешним поверхностям яхт, где значительно улучшенное эстетическое качество окраски при профессиональной обработке корпуса или надстроек делает окончательно окрашенные поверхности подобными однородно-зеркальным. Торговые или военные суда почти никогда не подвергаются такой обработке для придания обтекаемой формы вследствие связанных с ней расходов и затрат времени, а также из-за чисто эстетического характера этого технологического процесса.
Придание обтекаемой формы выполняют, обследуя наружную поверхность судна на наличие дефектов и используя затем определенные способы устранения дефектов на корпусе или надстройках. Традиционно, операции этого процесса выполняла бригада квалифицированных мастеров, используя пневматические ручные инструменты, ручные электроинструменты, обычные ручные инструменты или какие-либо их комбинации. Первой операцией является выявление дефектов на поверхности корпуса или надстройки с использованием удлиненной доски с прямоугольными кромками, или выверенной рейки, чтобы "нанести на карту" или отметить неровности, имеющиеся на поверхности судна. Следующая операция включает нанесение грунта, обычно путем распыления. После операций составления карты поверхности и грунтовки любые неровности глубиной более чем приблизительно 3,2 мм (1/8") вручную заполняются выравнивающим составом, наносимым с использованием ручных шпателей и длинных металлических разравнивателей. Когда шпатлевка затвердеет, она шлифуется вручную с использованием ручных брусков и длинных реек с прикрепленной к ним наждачной бумагой и ручных шлифовальных машин. После того как поверхность, которую обрабатывают, станет относительно гладкой и обтекаемой, может быть применено окончательное необязательное нанесение распыляемого выравнивающего состава с использованием ручного распылительного оборудования. После того как весь выравнивающий состав будет нанесен и вручную отшлифован, процесс придания обтекаемой формы и окраски завершается грунтовкой и окраской обрабатываемых корпуса или надстроек.
При использовании современных методов обработка поверхности площадью 5000 кв. футов (464,5 кв.м) требует приблизительно 2,2 человеко-часа на кв. фут (0,093 кв.м) или всего 11000 человеко-часов на весь процесс придания обтекаемой формы, начиная от необработанной поверхности до достижения высокого качества, то есть до окончательной окраски с качеством, необходимым для яхты. В других отраслях промышленности, таких как автомобильная промышленность, решают проблему неэффективности, связанную с большими объемами ручных работ, автоматизируя некоторые этапы производства. Например, в патенте США №4532148 описывается автоматизированная система окраски автомобилей, преимущественно выполняемой роботами с вращающимся колоколообразным распыляющим устройством, прикрепленным к манипулятору робота. Хотя это изобретение отвечает требованиям, предъявляемым к окраске автомобилей при массовом производстве, оно предназначено только для окраски.
В патенте США №4498414 описывается робот для окраски автомобилей. Этот робот предназначен для окраски автомобилей на сборочной линии и имеет дополнительную особенность - способность открывать дверь автомобиля для большего доступа при окраске.
Ни один из вышеупомянутых источников, содержание которых включено в текст данного описания путем ссылки на соответствующие документы, не описывает способа придания обтекаемой формы судну. В судостроительной промышленности не известны автоматизированные способы, позволяющие сэкономить время и уменьшить затраты на придание обтекаемой формы корпусу и надстройкам судна.
Как следствие, в этой области техники имеется потребность в автоматизированном способе придания обтекаемой формы судам, чтобы сэкономить время, уменьшить расходы и гарантировать точное придание обтекаемой формы.
Кроме того, в этой области техники имеется потребность в автоматизированном способе придания обтекаемой формы, в котором используются многофункциональные роботы со сменными рабочими головками.
Сущность изобретения
Настоящее изобретение удовлетворяет вышеуказанные потребности в данной области техники, предлагая автоматизированную технологию обследования, придания обтекаемой формы и окраски корпусов и надстроек судов с целью уменьшения расходов, экономии рабочей силы и обеспечения компьютеризированного точного придания обтекаемой формы.
Предпочтительной формой осуществления изобретения является способ придания обтекаемой формы корпусу или надстройке судна с применением компьютера, включающий использование роботизированной системы, содержащей роботов, расположенных на средствах передвижения и имеющих манипуляторы, оснащенные различными приспособлениями, которые могут перемещаться относительно различных осей координат, при этом согласно способу размещают судно так, чтобы обеспечить роботам доступ к его корпусу и надстройке, обследуют корпус и надстройку судна на наличие дефектов, наносят выравнивающий состав на упомянутые дефекты, шлифуют выравнивающий состав до его выравнивания с корпусом или надстройками, удаляют пыль, создаваемую в процессе шлифования, грунтуют и окрашивают упомянутый корпус или надстройку.
Согласно предпочтительной форме осуществления изобретения для перемещения роботы устанавливаются на рельсовых путях или портале.
Согласно еще одной предпочтительной форме осуществления изобретения роботы снабжаются манипуляторами, выполненными с возможностью присоединения и использования различных приспособлений.
Согласно еще одной предпочтительной форме осуществления изобретения операция обследования включает применение системы для составления карты поверхности, использующей лазеры, прикрепленные к роботу.
Согласно еще одной предпочтительной форме осуществления изобретения операция обследования включает применение системы для составления карты поверхности, использующей радиолокатор, прикрепленный к роботу.
Согласно еще одной предпочтительной форме осуществления изобретения операция нанесения выравнивающего состава включает использование распылителя, прикрепленного к концу манипулятора робота.
Согласно еще одной предпочтительной форме осуществления изобретения придание обтекаемой формы включает совместное использование фрезерного устройства и всасывающего пыль устройства, которые прикреплены к концу манипулятора.
Согласно еще одной предпочтительной форме осуществления изобретения операция окраски включает использование второго распылителя, прикрепленного к концу манипулятора робота.
Согласно еще одной предпочтительной форме осуществления изобретения, операции способа включают применение сменных приспособлений, используемых роботами.
Соответственно целью изобретения является использование роботов для того, чтобы обследовать корпус или надстройку судна на наличие дефектов с использованием лазера или радиолокатора для составления карты поверхности.
Еще одной целью изобретения является использование роботов для того, чтобы наносить с применением распылителей любой распыляемый выравнивающий состав, который может быть необходим для исправления обнаруженных дефектов корпуса или надстройки судна.
Еще одной целью изобретения является использование роботов для шлифовки нанесенного на судно выравнивающего состава при помощи фрезерной или шлифовальной головки, чтобы получить гладкую поверхность.
Еще одной целью изобретения является удаление из рабочей зоны пыли, создаваемой в процессе шлифовки выравнивающего состава, с помощью всасывающего пыль шланга или других аналогичных средств очистки.
Еще одной целью изобретения является использование роботов для нанесения окончательного слоя краски на поверхность судна с применением для этого распылительного оборудования.
Еще одной целью является обеспечение средств передвижения роботов, чтобы предоставить им возможность полного доступа к поверхностям корпуса и надстройки судна.
Еще одной целью изобретения является снабжение роботов сменными головками для выполнения задач обследования корпуса на наличие дефектов, нанесения выравнивающего состава, шлифования и окраски корпуса.
Вышеупомянутые цели и преимущества настоящего изобретения станут понятными из нижеследующего описания и формулы изобретения вместе с чертежами, на которых показаны в качестве примера некоторые предпочтительные формы осуществления изобретения.
Краткий перечень чертежей
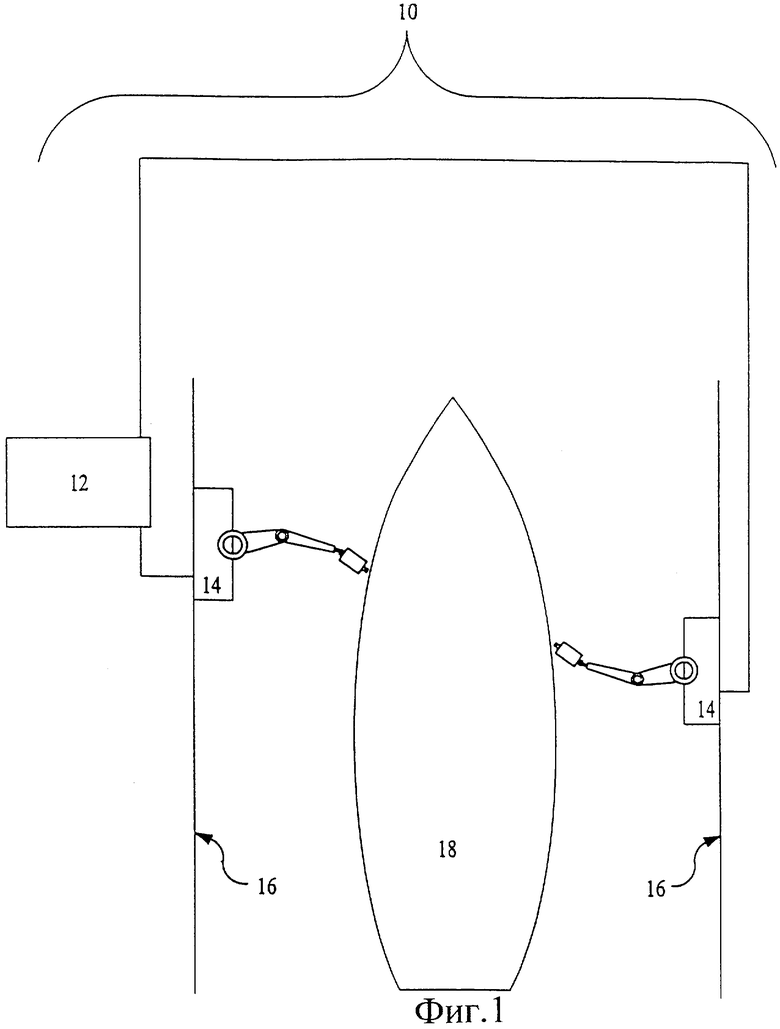
На фиг.1 показан вид сверху судна, расположенного в рабочей зоне автоматизированной системы для придания обтекаемой формы, и примерная схема расположения оборудования в системе согласно настоящему изобретению.
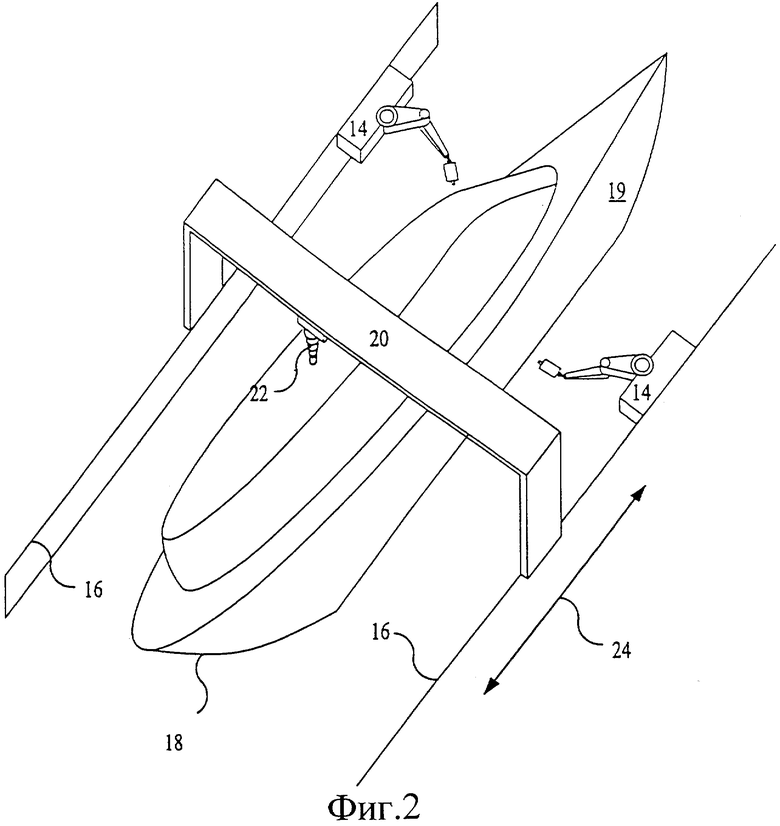
На фиг.2 показан вид в перспективе автоматизированной системы для придания обтекаемой формы, включающей установленного на портале робота согласно предпочтительной форме осуществления изобретения.
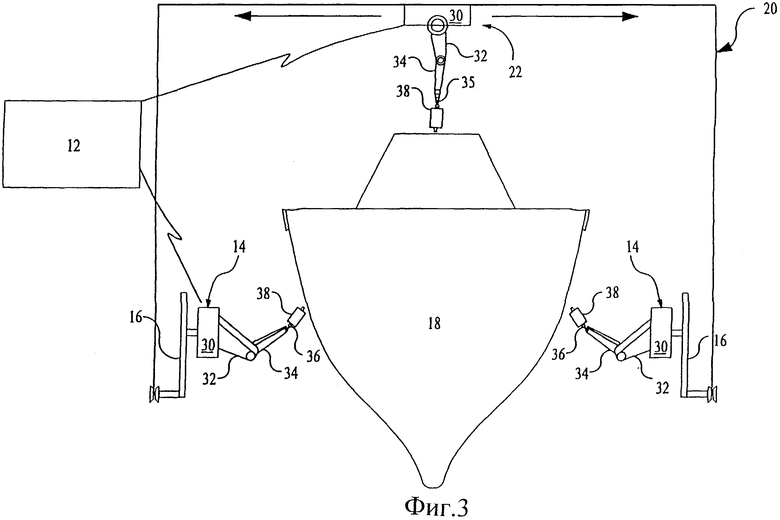
Фиг.3 представляет собой вид сбоку, показывающий установленного на рельсах робота для придания обтекаемой формы и установленного на портале робота, которые используются в автоматизированной системе и способе согласно настоящему изобретению.
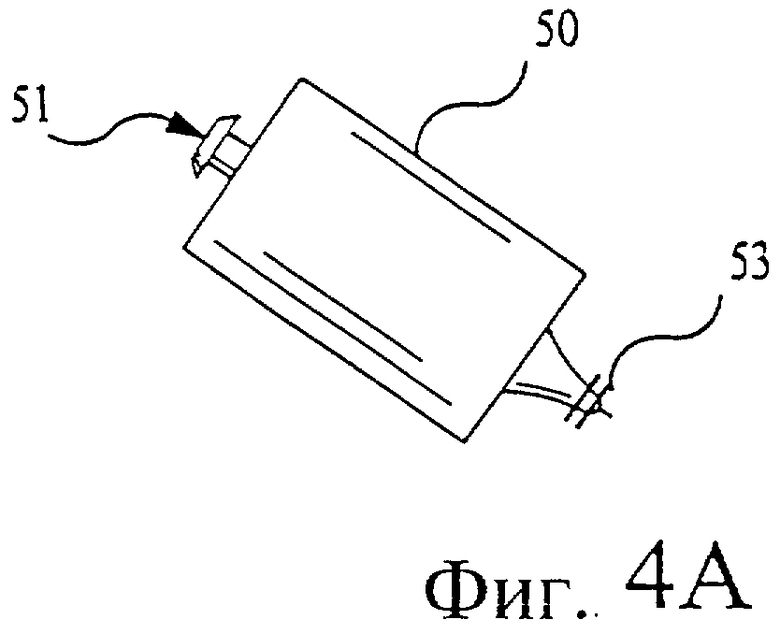
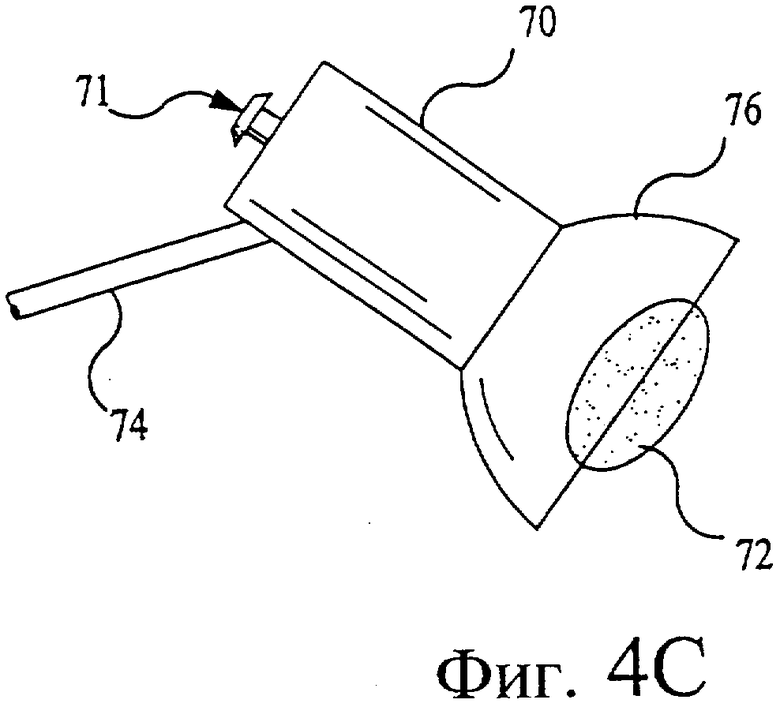
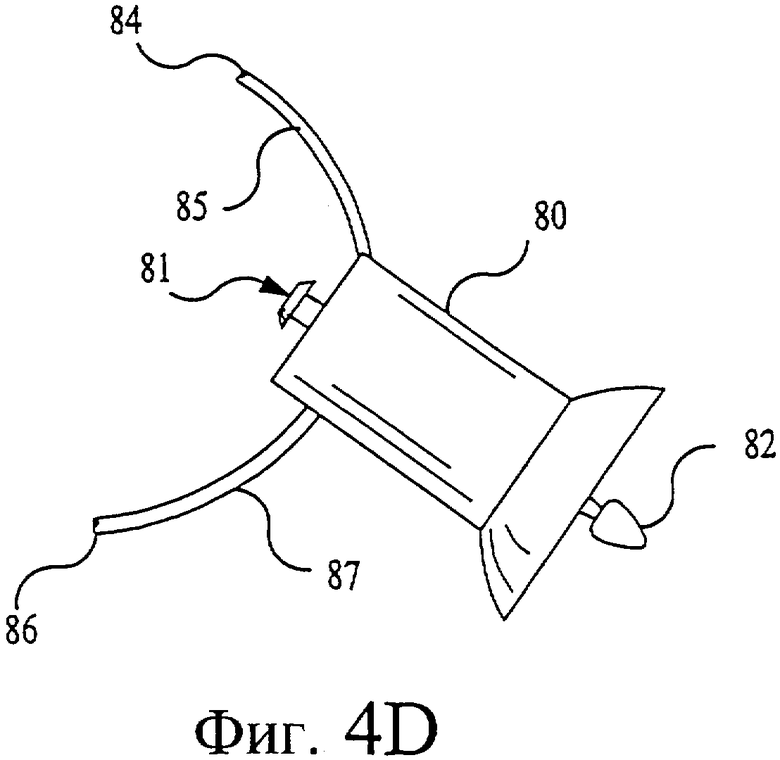
На фиг.4A-4D показаны различные головки, которые используются вместе с роботами согласно настоящему изобретению.
Подробное описание изобретения
На фиг.1 показана автоматизированная система 10 для придания обтекаемой формы, которая содержит устройство 12 управления для управления движением роботов 14. Упомянутое устройство управления способно принимать различные электрические входные сигналы для приведения в действие роботов 14 в соответствии с заранее запрограммированной последовательностью операций. Роботы 14 располагаются на параллельных рельсовых путях 16 для движения вдоль продольной оси судна 18. Судно 18 располагается в рабочей зоне роботов 14 между рельсовыми путями 16, что обеспечивает упомянутым роботам полный доступ по длине судна 18.
На фиг.2 представлено изображение альтернативной формы выполнения системы 10, в которой роботы 14, установленные на рельсовых путях 16, работают над судном 18 вместе с порталом 20 и портальным роботом 22; этим порталом 20 и портальным роботом 22 также управляет устройство 12 управления. Согласно альтернативной форме осуществления изобретения портал 20 имеет возможность линейного перемещения 24 вперед и назад вдоль продольной оси судна 18, а робот 22 на портале 20 способен перемещаться от борта к борту, а также имеет телескопическое устройство 35 для подъема или опускания к обрабатываемой поверхности. Как изложено при описании фиг.1, данное изобретение и устройство в соответствии с ним может использовать роботов 14 без портала 20. Дополнительно, когда используется портал 20, в рамках данного изобретения могут функционировать альтернативные конструкции, например с "ногами", как показано на фиг.2, или с такими же "ногами", но с порталом, подвешенным сверху.
Как можно видеть на фиг.3, роботы 14 и 22 являются устройствами с гидроприводом, которые имеют основание 30, первичный манипулятор 32, вторичный манипулятор 34 и запястье 36, заканчивающееся удерживающей головкой 38, к которой присоединяется какой-либо из сменных инструментов 50, 60, 70 и 80. Устройство 12 управления и основание 30, первичный манипулятор 32, вторичный манипулятор 34, запястье 36, удерживающая головка 38 и взаимозаменяемые инструменты 50, 60, 70 и 80 функционально соединены так, чтобы достичь конечного результата, состоящего в требуемом перемещении сменных инструментов 50, 60, 70 и 80.
Фиг.4A-4D поясняют конструкцию различных сменных инструментов 50, 60, 70 и 80, которые используется в автоматизированной системе 10 для придания обтекаемой формы. Необязательный инструмент 50 для обследования (фиг.4А) используется для обследования поверхности 19 судна с помощью лазера, используемого для составления карты поверхности, или радиолокатора 53. Этот инструмент присоединяется с использованием соединяющего элемента 51, который фиксируется на запястье 36. Обследование может выполняться средствами обследования, присоединяемыми к основанию 30 роботов 14 и 22, а не к концу вторичного манипулятора 34.
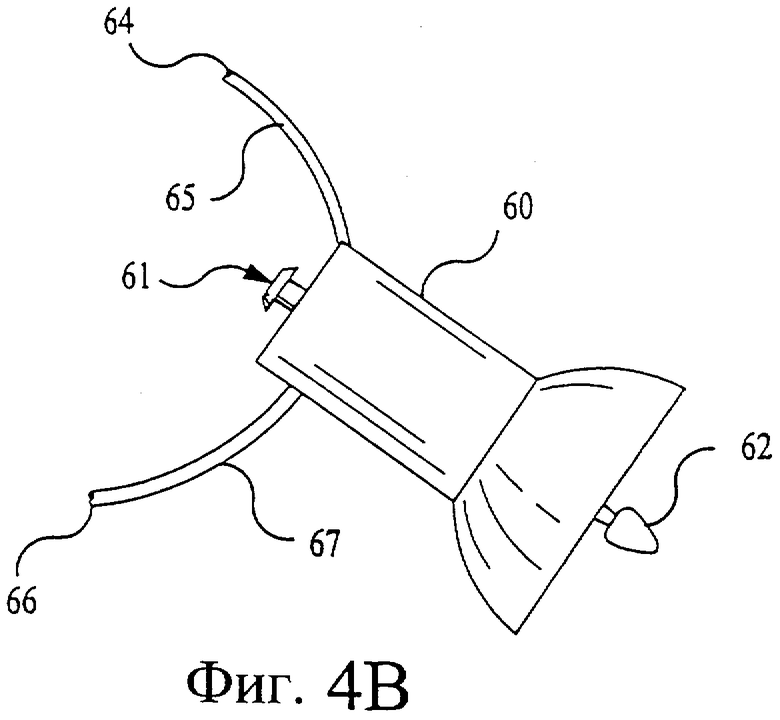
Показанный на фиг.4В инструмент 60 для нанесения выравнивающего состава использует распыляющее сопло 62, снабжаемое сжатым воздухом 64 и выравнивающим составом 66 через шланги 65 и 67 соответственно. Инструмент присоединяется с использованием соединяющего элемента 61, фиксируемого на запястье 36.
На фиг.4С изображен сменный шлифовальный инструмент 70, используемый для шлифовки областей, обработанных выравнивающим составом 66. Инструмент использует шлифовальные средства 72 в сочетании с вакуумным шлангом 74 для удаления токсичной пыли, создаваемой при сглаживании состава 66. Колпак 76 закрывает шлифовальные средства 72 и вакуумный шланг 74. Вакуумный шланг проходит через инструмент 70 и внутри колпака 76 подходит к шлифовальным средствам 72, что не показано на фиг.4С, но подразумевается. Колпак 76 используется для предотвращения утечки пыли и также для увеличения всасывающей способности вакуумного шланга 74. Инструмент 70 присоединяется с возможностью замены к запястью 36 соединяющим элементом 71. Кроме того, для очистки поверхностей, для их обследования и для обработки составом 66 могут быть применены различные альтернативные средства. Например, в одном из инструментов могут быть использованы средства водоструйной очистки, что требует достаточного количества соединений для подачи и отвода воды, и, возможно, средства сушки для использования их после очистки струей воды или машинной промывки. Когда для очистки используется струя воды, ее давление регулируется в зависимости от размеров судна (для яхт меньше, чем для больших судов). Кроме того, в особенности для больших судов способ согласно настоящему изобретению включает в себя только операции размещения судна, очистки струей воды под давлением и обследования для обнаружения дефектов или определения контуров перед ремонтом и/или окраской.
Изображение сменного окрасочного инструмента 80 показано на фиг.4D. Краска 86 наносится через распыляющее сопло 82, к которому шлангами 85 и 87 подаются сжатый воздух 84 и краска 86 соответственно. Окрасочный инструмент 80 прикрепляется с возможностью замены к запястью 36 соединяющим элементом 81.
Предпочтительные формы осуществления настоящего изобретения были описаны для примера и специалистами в рамках сущности и объема изобретения, определяемого приводимой ниже формулой изобретения, могут быть предложены другие модификации и изменения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТ ДЛЯ НЕБЛАГОПРИЯТНЫХ УСЛОВИЙ ВНЕШНЕЙ СРЕДЫ | 2009 |
|
RU2525008C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СГЛАЖИВАНИЯ ПОВЕРХНОСТИ КОНСТРУКТИВНОГО ЭЛЕМЕНТА, В ЧАСТНОСТИ, КРУПНЫХ СТРУКТУР | 2010 |
|
RU2530052C2 |
| Способ проведения спасательных работ и беспилотное воздушное судно для осуществления способа | 2020 |
|
RU2762052C1 |
| Способ автоматизированного отбора и исследования проб почвы и устройство для его осуществления | 2019 |
|
RU2701745C1 |
| СПОСОБ КООРДИНИРОВАНИЯ ИДЕНТИФИКАЦИИ И ОБРАБОТКИ ДЕФЕКТА ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2019 |
|
RU2790124C1 |
| ПОДВОДНЫЙ РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС | 2010 |
|
RU2446983C2 |
| РОБОТИЗИРОВАННАЯ КУХОННАЯ СИСТЕМА (ВАРИАНТЫ), СПОСОБ УПРАВЛЕНИЯ И КУХОННЫЙ МОДУЛЬ С ЕЁ ИСПОЛЬЗОВАНИЕМ (ВАРИАНТЫ) | 2015 |
|
RU2743194C1 |
| ПОДВОДНЫЙ РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС | 2014 |
|
RU2563074C1 |
| Способ контроля качества и определения параметров дефектов у пищевых продуктов при их сортировке на конвейере | 2022 |
|
RU2790793C1 |
| СОСТАВНОЙ АВТОНОМНЫЙ НЕОБИТАЕМЫЙ ПОДВОДНЫЙ АППАРАТ | 2021 |
|
RU2770623C1 |
Настоящее изобретение относится в целом к автоматизированному приданию обтекаемой формы судам и их окраске и касается, в частности, использования роботизированного оборудования, управляемого компьютером, для обнаружения дефектов поверхности, придания обтекаемой формы, нанесения распыляемого выравнивающего состава и окраски. Задачей изобретения является использование роботов для того, чтобы обследовать корпус или надстройку судна на наличие дефектов и для нанесения с применением распылителей любого выравнивающего состава для исправления обнаруженных дефектов и выполнения задач обследования корпуса. Для этого в способе придания обтекаемой формы и окраски корпуса и/или надстройки судна с применением компьютера размещают судно так, чтобы обеспечить роботам доступ к его корпусу и надстройке, обследуют корпус и надстройку судна на наличие дефектов с использованием прикрепленных к роботам лазеров или радиолокатора системы для составления карты поверхности, наносят выравнивающий состав на дефекты, шлифуют выравнивающий состав до его выравнивания с корпусом и/или надстройкой, удаляют пыль, создаваемую в процессе шлифования, и окрашивают корпус и/или надстройку. Техническим результатом изобретения является экономия времени и расходов и гарантирование точного придания обтекаемой формы. 5 н.п. ф-лы, 7 ил.
размещают судно так, чтобы обеспечить роботам доступ к его корпусу и надстройке,
обследуют корпус и надстройку судна на наличие дефектов с использованием прикрепленных к роботам лазеров системы для составления карты поверхности,
наносят выравнивающий состав на упомянутые дефекты,
шлифуют выравнивающий состав до его выравнивания с корпусом и/или надстройкой,
удаляют пыль, создаваемую в процессе шлифования, и
окрашивают упомянутый корпус и/или надстройку.
размещают судно так, чтобы обеспечить роботам доступ к его корпусу и надстройке,
обследуют корпус и надстройку судна на наличие дефектов с использованием прикрепленного к роботам радиолокатора системы для составления карты поверхности,
наносят выравнивающий состав на упомянутые дефекты,
шлифуют выравнивающий состав до его выравнивания с корпусом и/или надстройкой,
удаляют пыль, создаваемую в процессе шлифования, и
окрашивают упомянутый корпус и/или надстройку.
присоединяют инструмент для обследования к каждому из роботов и используют его для обследования поверхностей судна, чтобы обнаружить их контуры и дефекты, причем упомянутое обследование включает составление карты поверхности при помощи лазеров, присоединенных к упомянутым роботам,
присоединяют инструмент для контроля поверхности к каждому из упомянутых роботов и используют его для подготовки упомянутых поверхностей к окраске и
присоединяют инструмент для окраски к каждому из упомянутых роботов и используют его для окраски упомянутых поверхностей.
присоединяют инструмент для обследования к каждому из роботов и используют его для обследования поверхностей судна, чтобы обнаружить их контуры и дефекты, причем упомянутое обследование включает составление карты поверхности при помощи радиолокатора, присоединяемого к упомянутым роботам,
присоединяют инструмент для контроля поверхности к каждому из упомянутых роботов и используют его для подготовки упомянутых поверхностей к окраске и
присоединяют инструмент для окраски к каждому из упомянутых роботов и используют его для окраски упомянутых поверхностей.
| Устройство для нанесения покрытия на корпус судна | 1980 |
|
SU943092A1 |
| УСТРОЙСТВО ДЛЯ НАРУЖНОЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ КОРПУСА СУДНА | 1992 |
|
RU2088471C1 |
| US 4532148 A, 30.07.1985 | |||
| US 4498414 A, 12.02.1985. | |||

