Изобретение относится к производству строительных материалов, в частности к индустриальному производству многослойных теплосберегающих бетонных блоков с декоративным лицевым слоем, полностью готовых к использованию без дополнительных штукатурных работ.
Известно техническое решение по патенту РФ №2225289 “Способ изготовления пенодиатомических кирпичей”, кл. В 28 В 5/00, в котором необходимое сырье заливают в формы, сушат, освобождают от форм, укладывают в вагонетки, обжигают, охлаждают, сортируют. Однако данный способ не приемлем для производства многослойных блоков с декоративным лицевым слоем.
Известен способ, описанный в патенте РФ №2015010, кл. В 28 В 5\04, 1991 г., “Конвейерная линия для изготовления малых железобетонных и бетонных изделий”, в котором формы заполняют керамзитобетоном или бетоном, производят уплотнение смеси, штабелируют, шаговым механизмом подают на сушку, после чего охлаждают, освобождают от поддонов, штабелируют и отправляют на склад. Однако данный способ нерационален, так как некоторые операции производят дважды, по этому способу невозможно получить многослойные теплосберегающие блоки с декоративным слоем.
Известна “Установка для формирования строительных изделий с декоративным лицевым слоем” по патенту РФ №2085371, В 28 В 5/06, 1991 г., в которой изделия изготавливаются по следующему способу. Форму заполняют из бункера декоративным слоем, уплотняют его, укладывают основной слой, уплотняют его, выталкивают изделие из формы на подвижном дне формы, укладывают изделие на поддон и отправляют на термообработку, а донья формы покрывают смазкой. Однако такое техническое решение не обеспечивает получение целостных изделий, так как сушка производится вынутых изделий из формы, еще не затвердевших и уложенных на поддон, т.е. возможно повреждение изделий, а следовательно, их доработка, кроме того, она малопроизводительна и не обеспечивает получение теплосберегающих многослойных изделий.
Наиболее близким техническим решением является способ, изложенный в патенте РФ №2078690, кл. В 28 В 5/00, 1995 г., “Линия для изготовления керамзитобетонных блоков”. Согласно этому способу формы, установленные на конвейере, заполняют из двух последовательно установленных бункеров, уплотняют каждый слой, затем заполненные формы направляют в термокамеру, где сушку производят в процессе перемещения в формах, затем перемещают дополнительным средством во вторую термокамеру, освобождают изделия от формы и укладывают их на поддон, а формы возвращают на повторение цикла. Однако предложенный способ не обеспечивает строго дозированного поступления слоев смеси, не предусматривает изготовление теплосберегающих блоков с декоративным слоем, т.е. полностью готовых к индустриальному строительству коттеджей и домов.
Задачей настоящего изобретения является разработка такого способа, который обеспечивал бы получение готовых к использованию в индустриальном строительстве, высококачественных и прочных теплосберегающих многослойных строительных блоков с декоративным слоем, так как современное строительство требует не только прочностных характеристик блоков, но и их эстетического восприятия.
Поставленная задача достигается тем, что блочные формы выполняют с парными ячейками, между стенками которых выполняют зазор, и с закладными доньями, на которые предварительно во все ячейки формы укладывают матрицу лицевого слоя и одновременно заполняют смесью две, расположенные в один ряд поперек конвейерной линии, парные ячейки формы, формируя первый слой бетона путем подачи порции бетона из бункера, дозируя его заполнение под каждую пару ячеек порцией бетона, равной заполнению каждой ячейки не более 1/6 ее части, перемещают форму на шаг, равный ширине ячейки, контролируют положение последующей поперечной пары ячеек относительно бункера, последовательно заполняют все поперечные пары ячеек формы, производят уплотнение первого слоя путем вибрации, предварительно закрепив форму, выводят форму из-под первого бункера, на уплотненный первый слой бетона укладывают теплоизоляционный слой, пронизывают сформированные два слоя соединительными стержнями, устанавливая их под разными углами в вертикальной плоскости с оставлением свободных концов, подводят форму ко второму бункеру, дозируя заполнение его под каждую пару ячеек порцией бетона в объеме не менее 2/5 от объема каждой ячейки, последовательно заполняют парные ячейки формы, перемещают форму на шаг, равный ширине ячейки, контролируют положение парных ячеек относительно второго бункера, уплотняют второй слой, предварительно закрепив форму, затем перемещают форму с сформированными блоками в ячейках на принудительную сушку, которую осуществляют в процессе перемещения форм по конвейерной линии при температуре не менее 40 градусов в течение не менее 12 часов, после чего охлаждают формы до температуры окружающей среды, вынимают блоки путем выталкивания из ячеек вместе с закладными доньями, штабелируют их, укладывая на боковые стороны, снимают матрицу лицевого слоя и отправляют либо на дополнительную сушку, либо на склад.
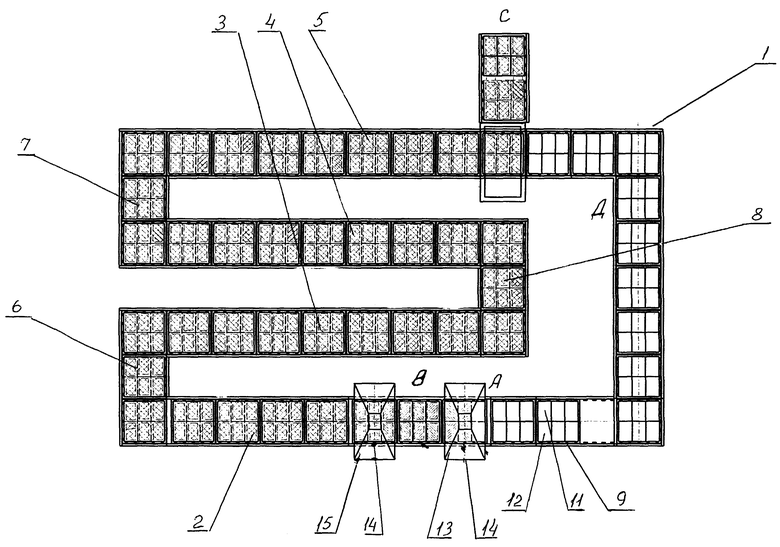
Предложенный способ реализуется на устройстве, изображенном на чертеже, где представлена конвейерная линия по производству многослойных теплосберегающих строительных блоков с декоративным лицевым слоем.
Конвейерная линия 1 состоит из продольных 2, 3, 4, 5 и поперечных 6, 7, 8 участков, замкнутых в единую цепь. В технологической последовательности на конвейере выделены участок А загрузки первого слоя, участок В укладки теплоизоляционного слоя и установка соединительных стержней, сушильная камера, участок С выемки готовой продукции и участок Д возврата форм под загрузку, укладка в формы закладных доньев и матриц лицевого слоя. На участке А загрузки первого слоя форму 9 с парными ячейками 11, 12, расположенными поперек конвейерной линии, и с установленными закладными доньями, подводят под первый бункер 13, где последовательно заполняются все парные поперек расположенные ячейки, при этом в бункер перед заполнением каждой пары ячеек подают смесь в объеме не более 1/6 объема каждой ячейки, т.е. для заполнения двух ячеек подается 2/6 объема одной ячейки. Бункер 13 снабжен шнековым дозатором, витки которого от центра направлены в разные стороны, где расположены выгрузные окна, поэтому при их вращении загружаются сразу две ячейки, далее форма перемещается на шаг, равный ширине ячейки, а ее положение контролируется датчиком 14. Таким образом заполняют все ячейки одной формы, после чего уплотняют этот слой путем вибрации на вибростоле, предварительно закрепив форму к вибростолу. Заполненную форму выводят из под первого бункера в межбункерное пространство Е, где на первый слой бетона укладывают теплоизолирующий слой, эти два слоя пронизывают соединительными стержнями, наклоняя их под разными углами к горизонтальной плоскости, в тоже время оставляя над поверхностью теплоизолирующего слоя хвостовик для размещения его в следующем бетонном слое. Далее форму подводят под второй бункер 15, который выполнен также со шнековым дозатором, но с другим шагом витков, так как за то же время они должны выгрузить больший объем бетона в ячейки. Бункер под каждую пару ячеек загружают объемом бетона, требуемым для заполнения двух ячеек, т.е. объем бетона в бункер поступает в объеме, равном не менее 4/5 объема одной ячейки, а каждая ячейка получает не менее 2/5 ее объема. Последовательно заполняют все парные ячейки формы, каждый раз контролируя положение ячеек относительно бункера, закрепляют форму к вибростолу, уплотняют второй слой бетона путем вибрации. Готовую форму пневмоцилиндром перемещают с вибростола на конвейер 2, а дальнейшее перемещение производится путем толкания последующей формой, перемещаемой пневмоцилиндром. Ветви конвейера 2, 6, 3, 8, 4, 7, 5 оборудованы сушильной камерой, поэтому, перемещаясь по конвейеру, блоки в формах подвергаются сушке при температуре не менее чем 40 градусов. В связи с тем, что между всеми стенками ячеек выполнен зазор, то блоки сушатся со всех сторон, пройдя весь путь по конвейеру, блоки в зависимости от бетонной смеси успевают полностью или частично отвердеть, потому последующая выемка блоков из формы не наносит им вреда и сохраняет их целостность. Блоки вынимают из ячеек вместе с закладными доньями путем выталкивания их, штабелируют их, укладывая на боковые стороны, снимают матрицу и отправляют блоки либо на склад, либо для дальнейшей сушки, а пустые формы по участку Д возвращают под загрузку.
Предложенный способ производства многослойных строительных блоков с декоративной лицевой поверхностью позволяет в едином технологическом процессе получить готовые изделия с заданными параметрами, пригодные для непосредственного использования в строительстве без дополнительной их обработки.
Изобретение относится к производству строительных материалов, а именно к производству бетонных блоков. Технический результат – повышение прочности многослойных блоков. Способ включает заливку формы бетоном из бункера, уплотнение его путем вибрации, перемещение форм по конвейерной линии, сушку блоков в формах в процессе перемещения, охлаждение форм и выемку блоков из форм. Форму выполняют с парными ячейками, с закладными доньями, на которые предварительно укладывают матрицу лицевого слоя и одновременно заполняют две парные ячейки формы, формируют первый слой бетона, перемещают форму на шаг, равный ширине ячейки, контролируют положение последующей пары ячеек относительно бункера, заполняют последовательно все пары ячеек формы, производят уплотнение первого слоя путем вибрации в форме. Затем выводят форму из - под первого бункера, на уплотненный первый слой бетона укладывают теплоизоляционный слой, пронизывают сформированные два слоя соединительными стержнями, устанавливая их под разными углами в вертикальной плоскости с оставлением свободных концов, подводят форму ко второму бункеру, дозируя заполняют его под каждую пару ячеек порцией бетона, заполняют парные ячейки формы, перемещая форму на шаг, равный ширине ячейки, уплотняют второй слой путем вибрации. 1 ил.
Способ производства многослойных строительных блоков с декоративной лицевой поверхностью, включающий заливку формы бетоном из бункера, уплотнение его путем вибрации, перемещение форм по конвейерной линии, сушку блоков в формах в процессе перемещения, охлаждение формы и выемку блоков из форм, отличающийся тем, что блочные формы выполняют с парными ячейками, между стенками которых выполняют зазор, и с закладными доньями, на которые предварительно во все ячейки формы укладывают матрицу лицевого слоя и одновременно заполняют смесью две расположенные в один ряд поперек конвейерной линии парные ячейки формы, формируя первый слой бетона, путем подачи порции бетона из бункера, дозируя его заполнение под каждую пару ячеек порцией бетона, равной заполнению каждой ячейки не более 1/6 ее части, перемещают форму на шаг, равный ширине ячейки, контролируют положение последующей поперечной пары ячеек относительно бункера, последовательно заполняют все поперечные пары ячеек формы, производят уплотнение первого слоя, путем вибрации, предварительно закрепив форму, выводят форму из-под первого бункера, на уплотненный первый слой бетона укладывают теплоизоляционный слой, пронизывают сформированные два слоя соединительными стержнями, устанавливая их под разными углами в вертикальной плоскости с оставлением свободных концов, подводят форму к второму бункеру, дозируя заполнение его под каждую пару ячеек порцией бетона в объеме не менее 2/5 от объема каждой ячейки, последовательно заполняют парные ячейки формы, перемещают форму на шаг, равный ширине ячейки, контролируют положение парных ячеек относительно второго бункера, уплотняют второй слой, предварительно закрепив форму, затем перемещают форму со сформированными блоками в ячейках на принудительную сушку, которую осуществляют в процессе перемещения форм по конвейерной линии при температуре не менее 40°, в течение не менее 12 ч, после чего охлаждают формы до температуры окружающей среды, вынимают блоки путем выталкивания из ячеек вместе с закладными доньями, штабелируют их, укладывая на боковые стороны, снимают матрицу лицевого слоя и отправляют либо на дополнительную сушку, либо на склад.
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ С ДЕКОРАТИВНЫМ ЛИЦЕВЫМ СЛОЕМ | 1991 |
|
RU2085371C1 |
| Устройство для формования армоцементных плит | 1960 |
|
SU146220A1 |
| ШТЕКЕРНЫЙ СОЕДИНИТЕЛЬ | 2015 |
|
RU2656358C1 |

