Известный агрегат для формования армоцементных Плит, состоящий из жесткой рамы с транспортером, прокатной клети с серией прокатных валков, из ;которых верхние вместе с натяжным барабаном обтянуты бесконечной лентой, узлов подачи бетонной смеси и армирующих сеток, узлов разрядки армоцементной ленты и декоративной отделки ее лицевой стороны, не обеспечивает непрерывность формования армоцементных плит смногорядным армированием.
В предложенном агрегате узлы подачи бетонной смеси и армирующих сеток расположены в виде установленного на раме ряда чередующихся бункеров питателей и катущек с сеткой, обеспечивающих послойную укладку бетонной смеси и армирующих сеток.
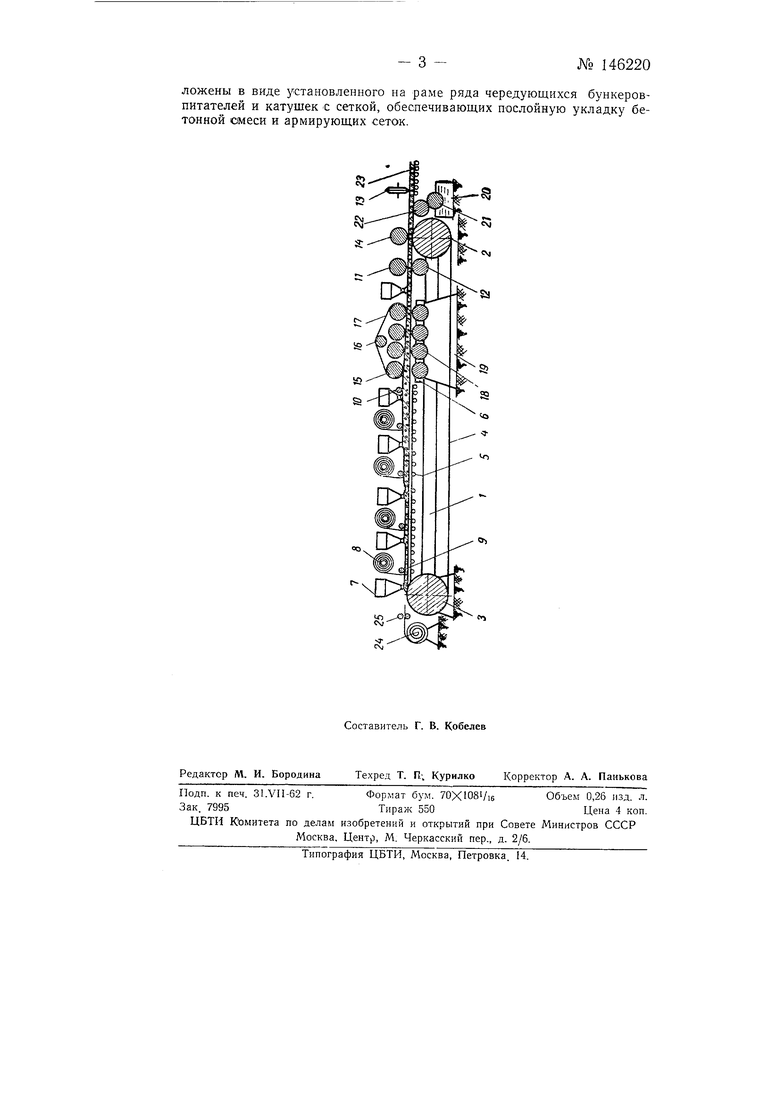
На чертеже изображена схема предложенного агрегата.
Агрегат состоит из жесткой рамы /, на которой смонтированы приводной 2 и натяжной 3 барабаиы, обтянутые стальной бесконечной лентой 4, серии валков 5, поддерживающих эту лепту и прокатной клети 6. На раме 1 установлены бункеры-питатели 7 и катущки для проволочных сеток 8. На этой же раме имеются подпружиненные валики 9, прижимающие арматурные сетки к бетонным слоям, вибровалнк 10, прокатная клеть 6, рельефные валики верхний 11 и нижний 12, отрезное устройство 13 и разрезное приспособление 14. Прокатная клеть 6 состоит из четырех верхних валков 15, установленных на раме, натяжного валика и охватывающей их стальной ленты 17. На нижней раме прокатной клети смонтированы нижние валки 18. Вся клеть установлена на Собственной станине 19. При щирине плиты более 0,5 м все валки клети снабжаются разгрузочными валками. Приво устройства, состоящий из двигателя, редуктора и вариатора, на чертеже не показан.
№ 146220- 2 Прокатные валки 15 и 18 получают вращение от приводного барабана 2 через многорядную зубчатую цепь. Линейные скорости бесконечной ленты 4, ленты 17, а. также окружная скорость прокатных валков 18 и приводного барабана 2 одинаковы.
Для создания надлежащего давления ва изделие между рамами верхних и нижних валков прокатной клети установлены гидроцилиндры с манометрами ( -на чертеже не показаны). Сразу же после транспортера установлено приспособление для нанесения односторонней окраски плоской плиты, состоящее из реаервуара 20 с красителем, гладкого валика 21 и трафаретного валика 22. Транспортировка готовой плиты осуществляется рольгангом 23.
Перед началом работы агрегата бункеры-питатели 7 заполняются бетоном из бетономешалки непрерывного действия с помощью шнекового приспособления. Катущки 8 с намотанными на них проволочными сетками устанавливаются на агрегат, после чего концы сеток надеваются на зубцы валиков 9. Включается двигатель агрегата и открывается регулируемое щелевое отверстие на nepBoiM бункере 7. Ровный слой бетона необходимой толщины накладывается на ленту 4 и перемещается до первого валика .9. Автоматически включается вращение валика 9 и сетка подается с катущки на слой бетона, движущийся на ленте 4. Затем открывается щелевое отверстие второго бункера 7, закладывается на ленту новый слой бетона и подается сетка с очередной катушки 8. Так осуществляется укладка сеток и слоев бетона в необходимом количестве. Затем включается вибровалик 10, производящий предварительное уплотнение бетона с проложенными сетками. Предварительно уплотненный бетон при дальнейшем движении ленты 4 переносится в прокатнзпо клеть 6, где происходит его Обжатие прокатными валками 15 и 18 между бесконечными лентами 4 и 17. Из прокатной клети плита попадает в разрезное приспособление 14, где происходит ее разрезка на полосы нужной ширины и обрезка кромок.
Приспособление 14 позволяет производить разрезку полосы как по прямой, так и по кривой линии. Поперечная резка плиты на куски производится на ходу отрезным устройством 13.
При необходимости дополнительного армирования плиты продольно проволочной арматурой бухты с проволокой устанавливаются на валик 24, а концы проволок раскладываются на роликовом устройстве 25 и пропускаются до первого бункера 7, связываются на поперечном стержне и заправляются под валик 9.
Отделку лицевой поверхности плиты можно производить фактурным слоем, для чего в первый и последний бункеры 7 загружается цветной бетон с красителем: рифлением, осуществлямым рельефными валиками // и 12, которым придается любой рисунок; присыпкой каменной крошкой, для чего вместо рельефных валиков // и 12 устанавлив аются гладкие, а в бункер загружается отсеянная ка1менная крошка.
Предмет изобретения
Агрегат для формования армоцементных плит, состоящий из жесткой рамы с транспортером, прокатной клети с серией прокатных валков, из которых верхние, вместе с натяжным барабаном, обтянуты бесконечной лентой, узлов подачи бетонной смеси и армирующих сеток, узлов разрядки армоцементной ленты и декоративной отделки ее лицевой стороны, отлич ающийся тем, что, с целью обеспечения возможности непрерывного формования армоцементных плит с многорядным -армированием, узлы подачи бетонной смеси и армирующих сеток расположены в виде установленного на раме ряда чередующихся бункеровпитателей и катушек -с сеткой, обеспечивающих послойную укладку бетонной смеси и армирующих сеток.
«
«ч

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки проволок для армирования струйно-бетонных балок | 1945 |
|
SU74721A1 |
| Прессовая установка для производства древесно-волокнистых плит | 1982 |
|
SU1105535A1 |
| Установка для изготовления армоцементных изделий | 1961 |
|
SU142925A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ ТИПА ПАНЕЛЕЙ И ПЛИТ | 1964 |
|
SU224029A1 |
| Технологическая линия для виброэлектробетонирования изделий | 1985 |
|
SU1588552A1 |
| Машина для формования криволинейных тонкостенных армоцементных изделий с переменным поперечным сечением | 1959 |
|
SU126401A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ИЗ ТВЕРДЕЮЩЕГО МАТЕРИАЛА С АРМИРОВАНИЕМ, РИГЕЛЬ, БАЛКА И КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2292262C1 |
| БЕТОНОУКЛАДЧИК | 2005 |
|
RU2292263C1 |
| Способ расщепления слюды и устройство для его осуществления | 1989 |
|
SU1752561A1 |
| ВИБРОБЕТОНОУКЛАДЧИК | 2005 |
|
RU2292264C1 |