Изобретение относится к оборудованию для производства строительных материалов и может быть использовано при изготовлении многослойных строительных блоков с декоративной лицевой поверхностью, не требующих наружной штукатурки.
Известно "Устройство для прессования строительных изделий из бетонных смесей" см. патент РФ №2021110, кл. В 28 В 5/08, 1991 г., в котором для загрузки форм используют два бункера, установленных в диаметрально противоположных зонах, а после заполнения форм производят уплотнение смеси. Однако это устройство не обеспечивает получение многослойных утепленных строительных блоков, обладает невысокой производительностью и низкими технологическими возможностями для изготовления многослойных бетонных блоков.
Известно техническое решение по патенту РФ №2120376, кл. В 28 С 9/00, 1997 г., в которой загрузочная система выполнена из нескольких загрузочных бункеров с питателями и отдельными дозирующими средствами. Однако данное техническое решение не может быть использована в сочетании с конвейерными линиями для производства многослойных строительных блоков.
Наиболее близким техническим решением к заявленному изобретению является загрузочная система, включающая по крайней мере два бункера (бункер 4 и накопитель-распределитель 8), из которых загружаются ячеистая форма различными фракциями, из которых состоит строительный блок, причем каждый из бункеров имеет самостоятельные средства загрузки готовой смесью, при этом система снабжена вибростолом, загрузочными кассетными формами, установленными на продольном рольганговом конвейере, расположенном на раме, устройством их перемещения вдоль него, зажимным устройством, при этом уплотнение фракций производят после каждого их заполнения (см. патент РФ №2078690, кл. В 28 В 5/00, 1997 г.). Известное устройство не может обеспечить необходимые технологические условия для изготовления многослойных стеновых блоков повышенной прочности и невысокой теплоотдачи, т.к. первый дозатор рассчитан только на подачу керамзитовой смеси, а второй - пенобетонной смеси. Такие строительные блоки не отвечают требованиям ГОСТ по теплоотдаче и прочностным характеристикам и эстетическим требованиям. Кроме того, известное устройство обладает невысокой производительностью и не имеет необходимых признаков для ее увеличения.
Заявленное изобретение направлено на решение технической задачи по обеспечению бесперебойной подачи в загрузочные кассетные формы строго дозированной смеси из каждого бункера со своим дозатором, обеспечивая необходимые технологические параметры изготавливаемых многослойных стеновых блоков (низкую теплоотдачу и высокую прочность) при увеличении производительности системы в целом, синхронизированности работы бункеров и обеспечения при необходимости безостановочного процесса изготовления любого заданного количества блоков для индустриального строительства, готовых к использованию и не требующих дополнительного их покрытия, так как изготавливаются с декоративной лицевой поверхностью.
Техническим результатом изобретения является получение высокого качества строительных блоков, увеличение производительности, упрощение конструкции, повышение ее надежности и эксплуатационных характеристик.
Решение технической задачи достигается тем, что загрузочная система конвейерной линии снабжена средствами загрузки бункеров, а каждый бункер выполнен в виде усеченной четырехугольной пирамиды, обращенной вниз меньшим основанием, снабженным дозатором, выполненным в виде цилиндрического корпуса с размещенным в нем шнеком, витки которого выполнены расходящимися от центра, и двумя выгрузными окнами, расположенными у торцевых стенок корпуса, причем цилиндрический корпус расположен поперек конвейерной линии, размещенной на раме, а соотношение шага витков шнека первого и второго бункеров составляет t1:t2=3:4, а число оборотов шнека дозатора первого бункера относится к числу оборотов шнека дозатора второго бункера как n1:n2=0,38-0,40, при этом загрузочные формы выполнены с поперечно парными ячейками, расположенными соответственно выгрузных окон дозаторов, а каждая ячейка снабжена закладным днищем, на которые размещают внутренние закладные матрицы, а основание ячеек по торцам снабжено консольными плечиками, взаимодействующими с механизмом зажима загрузочных форм, выполненным в виде отогнутых хвостовиков фиксаторов, один конец которых жестко закреплен на раме, а другой - шарнирно связан с коромыслом, взаимодействующим с пневмоцилиндром посредством тяг, при этом бункеры расположены вдоль рольгангового конвейера на расстоянии, кратном не менее продольной длины загрузочных форм, а вибростол оснащен шаговым механизмом перемещения форм. Кроме того, средство загрузки каждого бункера готовой смесью выполнено в виде перемещаемых по направляющим ковшей, снабженных устройствами для их автоматического опрокидывания, причем объем ковша первого бункера выполнен не более чем 2/6 части рабочего объема ячейки формы, а объем ковша для второго бункера - не менее 4/5 части рабочего объема ячейки формы. Матрицы выполнены, например, из синтетического материала.
Изобретение поясняется чертежами.
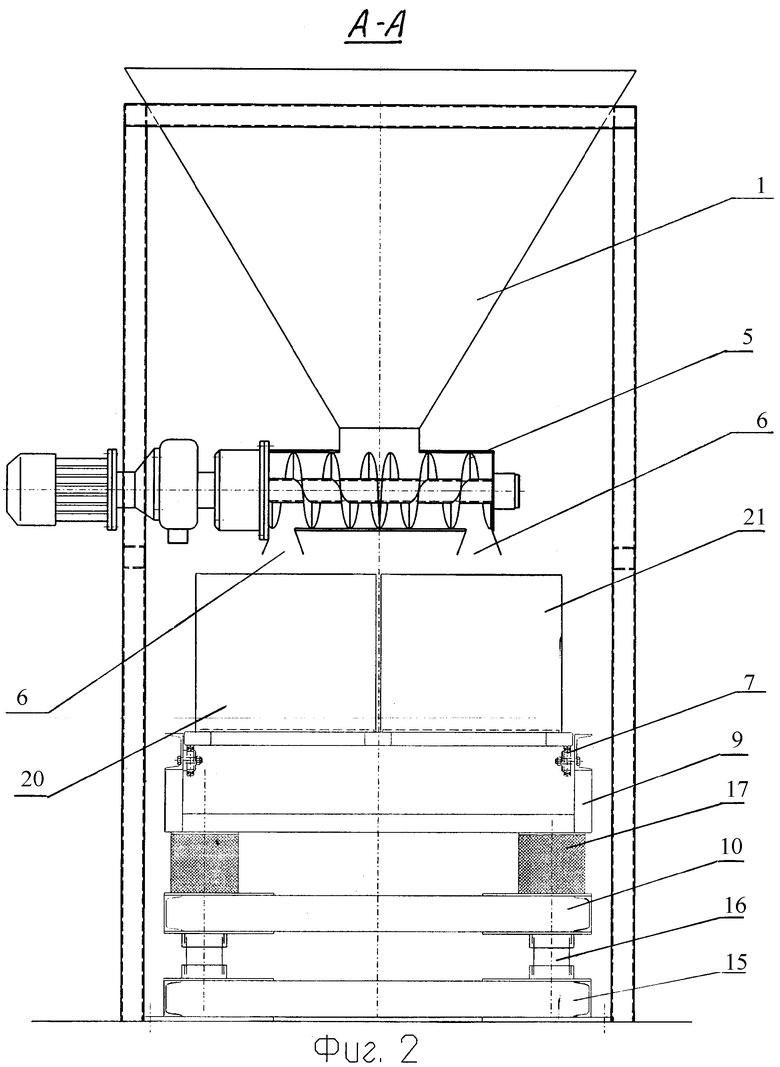
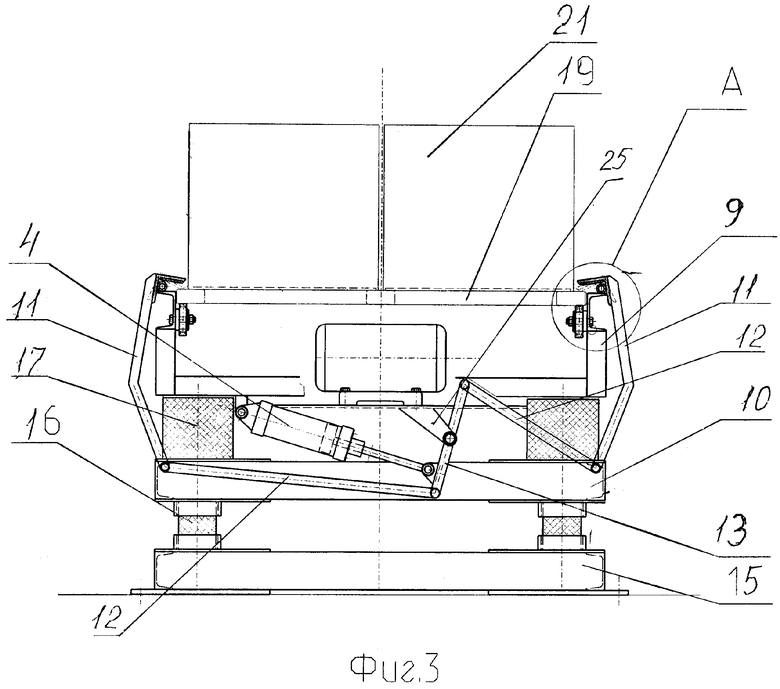
На фиг.1 изображена загрузочная система конвейерной линии по производству многослойных строительных блоков с декоративной лицевой поверхностью, вид спереди по ходу технологического процесса, на фиг.2 - разрез по А-А фиг.1, на фиг.3 - вибростол с зажимным механизмом загрузочных кассетных форм, на фиг.4 - участок А фиг.3.
Загрузочная система представляет собой последовательно установленные по ходу технологического процесса, по крайней мере, два бункера 1 и 2, каждый из которых связан с независимым средством их загрузки бетонной смеси (на чертеже не показано). Каждый бункер выполнен в виде усеченной четырехугольной пирамиды, обращенной меньшим основанием вниз. Средства подачи бетонной смеси в каждый бункер выполнены в виде опрокидывающихся ковшей, перемещаемых каждый по своей направляющей, причем ковши выполнены определенной емкости для каждого бункера. В днищах бункеров 1 и 2 расположены дозаторы, выполненные в виде цилиндрических корпусов 3 с размещенными в них шнеками 4 и 5, витки которых выполнены расходящимися от центра, причем шаг витков шнека 4 дозатора первого бункера относится к шагу витков шнека 5 дозатора второго бункера как t1:t2=3:4, а число оборотов шнека 4 дозатора первого бункера относится к числу оборотов шнека 5 дозатора второго бункера как n1:n2=0,38-0,40. Каждый дозатор имеет, по крайней мере, два выгрузных окна 6, расположенных у торцевых стенок корпусов 3.
Цилиндрические корпуса 3 со шнеками 4 и 5 дозаторов первого и второго бункеров расположены поперечно над конвейерной линией, представляющей собой рольганги 7, закрепленные на продольной основной раме 8, вибростол расположен на отдельной раме 9, не связанной с основной рамой 8, снабжен зажимным механизмом с фиксаторами 10, связанным рычагами 11, 12, коромыслом 13 и пневмоприводом 14. Выгрузные окна 6 расположены поперек продольной основной рамы рамы 8. Вибростол установлен на станине 15 через демпферы 16, а рама 10 связана с вибростолами посредством дополнительных демпферов 17.
Загрузочные формы предназначены для изготовления многослойных бетонных блоков и представляют собой жестко закрепленные на платформе 19 ячейки 20 и 21, выполненные поперечно парными соответственно расположению выгрузных окон 6 дозаторов. Ячейки 20 и 21 оснащены закладными днищами 23 и специальными матрицами, которые могут быть выполнены синтетическими (на чертеже не показано) и которые укладывают на закладные днища 23. Бункеры 1, 2 расположены на расстоянии, кратном продольной длине платформы 19. Последовательно на платформе 19 может быть закреплено несколько пар ячеек 20 и 21. Их количество определяется расчетным путем исходя из заданной производительности загрузочной системы. Если средства загрузки каждого бункера 1 и 2 готовой смесью выполнены в виде ковшей и снабжены устройствами для их автоматического опрокидывания, то объем первого ковша выполнен не более чем 2/6 части рабочего объема ячейки формы, т.е. объем ковша равен не более 2/6 объема загрузки одновременно загружаемых двух ячеек, которые загружаются на 1/6 своего объема, а объем второго ковша - не менее 4/5 части рабочего объема ячейки, т.е. каждая одновременно загружаемая двух ячеек загружается на 2/5 от своего объема.
Фиксаторы 10 выполнены с отогнутыми хвостовики и взаимодействуют с шарниром 24, состоящим из оси и втулки, закрепленной на раме 9 рольганга вибростола, а посредством рычагов 11, 12 и коромысла 13, закрепленного на кронштейне 25, управляются пневмоцилиндром 14.
Загрузочная система работает следующим образом. По рольгангам к выгрузным окнам 6 подается платформа с первой парой ячеек 20 и 21, в которые уже установлены закладные днища и специальные синтетические матрицы с планируемым рисунком внешнего лицевого слоя будущего строительного многослойного блока. Шнеком первого бункера через выгрузные окна 6 подается первая часть бетонной смеси в первую пару ячеек 20 и 21 в размере 1/6 части рабочего объема каждой ячейки. Под "рабочим объемом" ячейки 20 или 21 в данном случае понимается объем первого слоя будущего многослойного строительного блока. Следующим поворотом шнека загружается следующая поперечная пара ячеек, которая за это время подается к выгрузным окнам 6. Этот процесс повторяется, пока не будут заполнены все парные ячейки и платформы. В течение всего этого процесса платформа прижимается зажимным механизмом и подвергается вибрации с помощью вибростола для равномерного распределения бетонной смеси по синтетическим матрицам, уложенным на закладные днища всех ячеек.
Затем платформа отпускается зажимным механизмом, продвигается в промежуток между двумя бункерами, где снова зажимается зажимным механизмом. В этот момент в каждую пару ячеек закладываются теплоизоляционные слои, составляющие не менее 2/5 рабочего объема ячеек, и крепятся специальными стяжными спицами под разными углами, протыкая утеплитель до соединения с нижним слоем бетонной смеси. Спицы выступают над поверхностью утеплителя, т.к. в дальнейшем эта часть объема ячеек будет заполнена другим следующим слоем бетонной смеси. Таким образом, заполняются утеплителем все парные ячейки данной платформы. Весь процесс осуществляется в непрерывном режиме. Пока первая платформа заполняется утеплителем, вторая платформа находится под действием шнека 4 первого дозатора.
Следующим этапом первая платформа освобождается от зажимов механизма и подается ко второму бункеру под выгрузные окна шнека 5, при этом последовательно заполняются бетонной смесью все парные ячейки в объеме не менее 2/5 части их рабочего объема. Процесс заполнения ячеек при этом опять сопровождается вибрацией платформы. К этому моменту полностью сформированы будущие многослойные строительные блоки первой платформы, которая потом будет отправлена на просушку. В это же время вторая платформа последовательно заполняется утеплителем и протыкается стяжными спицами, а третья платформа заполняется первым дозатором. Непрерывность этого процесса и обеспечение заданного размера порций-слоев смеси, подаваемых каждым дозатором в ячейки всех платформ, обеспечивается отношением шага витков первого шнека 4 к шагу витков второго шнека 5 как t1:t2=3:4 и соотношением числа оборотов шнека 4 первого дозатора к числу оборотов шнека 5 второго дозатора как n1:n2=0,38-0,40. Специальные синтетические матрицы, используемые для формирования рисунка внешней декоративной лицевой поверхности многослойного строительного блока, после полной просушки блока легко отделяются от него.
Поскольку бункеры 1 и 2 связаны с самостоятельными независимыми устройствами для изготовления и подачи бетонных смесей, их состав может варьироваться в любых заданных соотношениях и обеспечивать широкий диапазон изготавливаемых строительных блоков с разными технологическими параметрами и назначением. Более того, конструкция предусматривает при необходимости монтаж дополнительного бункера с дозатором, который сможет сделать конструкцию строительного блока еще более многослойной и увеличить диапазон его возможностей.
Таким образом, заявленное изобретение обеспечивает высокопроизводительное последовательное непрерывное формирование теплосберегающих многослойных строительных блоков, не требующих дальнейшей штукатурки при соблюдении всех требований технологии их изготовления с любым рисунком лицевого слоя, за счет различных матриц.

Изобретение относится к оборудованию для производства строительных материалов и может быть использовано при изготовлении многослойных строительных стеновых блоков, не требующих наружной штукатурки. Изобретение представляет собой загрузочную систему, включающую, по крайней мере, два бункера с дозаторами, вибростол, загрузочные формы, установленные на продольной раме, и устройство их перемещения вдоль нее. Каждый из бункеров выполнен в виде усеченной четырехугольной пирамиды, обращенной меньшим основанием вниз, а дозатор каждого бункера установлен в его днище. Корпусы дозаторов выполнены цилиндрическими и оснащены шнеками, витки которых выполнены расходящимися от центра, и двумя выгрузными окнами, расположенными поперек рамы у торцевых стенок дозаторов, отношение шага витков шнека первого и второго дозаторов составляют t1:t2=3:4, а число оборотов шнека первого дозатора к числу оборотов шнека второго дозатора относится как n1:n2=0,38-0,40. Формы выполнены с поперечно парными ячейками и снабжены закладными днищами и матрицами, вибростол оснащен зажимным механизмом форм с гидроприводом. Средства загрузки каждого бункера готовой смесью могут быть выполнены в виде ковшей и снабжены устройствами для их автоматического опрокидывания, причем объем первого ковша выполнен не более чем 1/6 части рабочего объема каждой ячейки кассеты, а объем второго ковша - не менее 4/5 части рабочего объема каждой ячейки кассеты. Матрицы могут быть выполнены из синтетического материала. Бункеры имеют самостоятельные независимые устройства для их загрузки бетонной смесью. Технический результат - высокопроизводительное непрерывное формирование многослойных строительных блоков с декоративной лицевой поверхностью, полностью готовых к использованию. 2 з.п.ф-лы, 4 ил.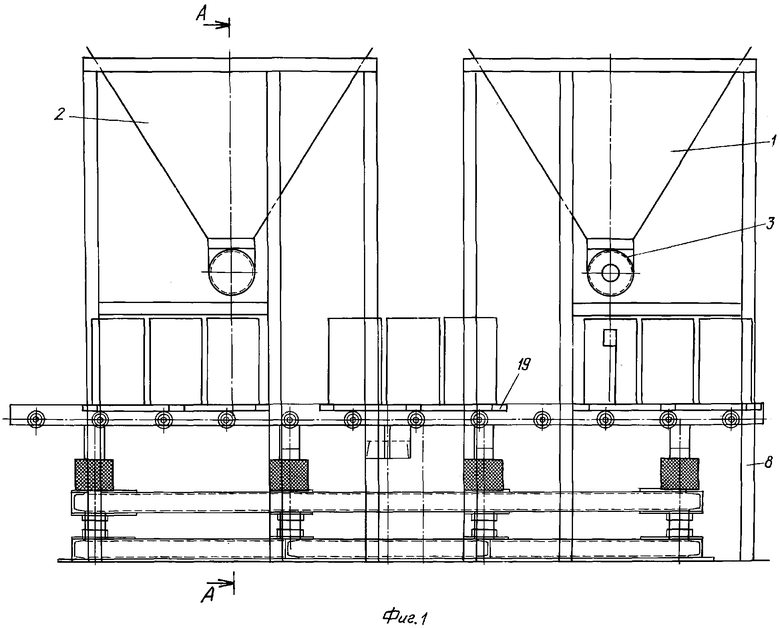
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |

