Изобретение относится к устройствам для изготовления изделий из полимерных материалов и может быть использовано в химической промышленности для производства пластиковых фигурных листов.
Известны вальцы для непрерывной обработки пластмасс, нагреваемые паром или при большей скорости вальцевания перегретой водой с интенсивной ее циркуляцией, обеспечивающей поддержание надлежащего температурного режима [Козулин Н.А., Шапиро А.Я., Гавурина Р.К. Оборудование для производства и переработки пластических масс - Л.: Химия, 1967 г. - 783 с.]. Недостатки данной конструкции - выпуск полимерного полотна плоской формы; большие затраты энергии на обогрев вальцов.
Наиболее близкими по конструкции являются вальцы для непрерывной обработки полимерных материалов, содержащие передний и задний валки, выполненные с рифлеными поверхностями в средних частях и с гладкими поверхностями на концах, оснащенные на концах сменными бандажами, выполненными на переднем валке с увеличенными диаметрами на сумму величин глубины рифления и зазора между валками, на заднем валке с уменьшенными диаметрами на глубину рифления и в зонах перехода кромок рифленых и гладких поверхностей с фасками, образующими расширенную кольцевую полость для равномерной подачи материала в зазор между гладкими поверхностями бандажей на калибрование и гранулирование лент материала [Авторское свидетельство СССР №410958, М.Кл. В 29 b 1/08,1974. Бюл.№9].
Недостатком данного устройства является то, что возможен выпуск листов только плоской формы.
Изобретение направлено на решение задачи изготовления полимерных листов рифленой формы.
Указанная задача решается тем, что вальцы для изготовления полимерных рифленых листов, содержащие валки, профиль формующих поверхностей которых выполнен рифленым в виде выпуклых и вогнутых кривых, с обогревом и регулированием зазора между ними, согласно изобретению имеют формообразующую поверхность валков для формования рифленых листов, которая выполнена в виде параболических кривых по форме с различной кривизной выступов и впадин.
Изготовление полимерных рифленых листов обеспечивается благодаря выбору оптимальной геометрии профиля формующей поверхности вальцов, которая выполнена рифленой формы в виде параболических выступов и впадин. Указанная конструкция вальцов обеспечивает большую деформационную способность и равномерность распределения расплава полимера.
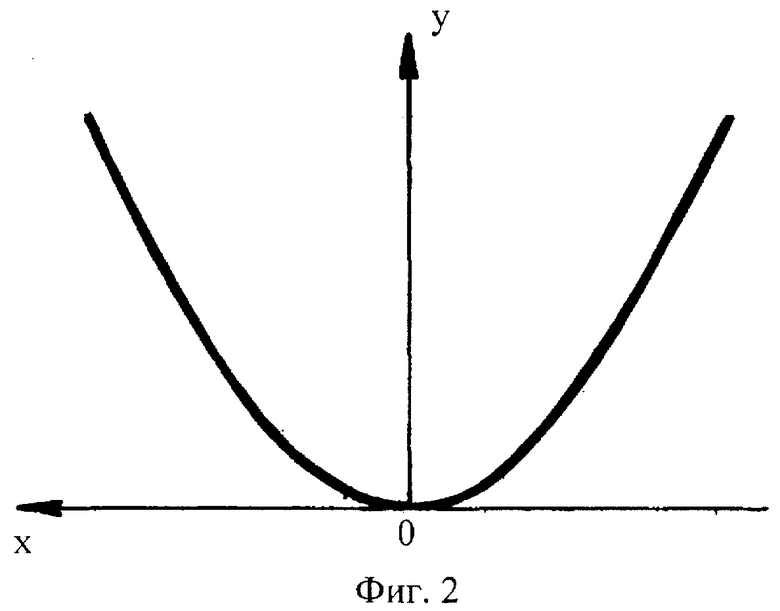
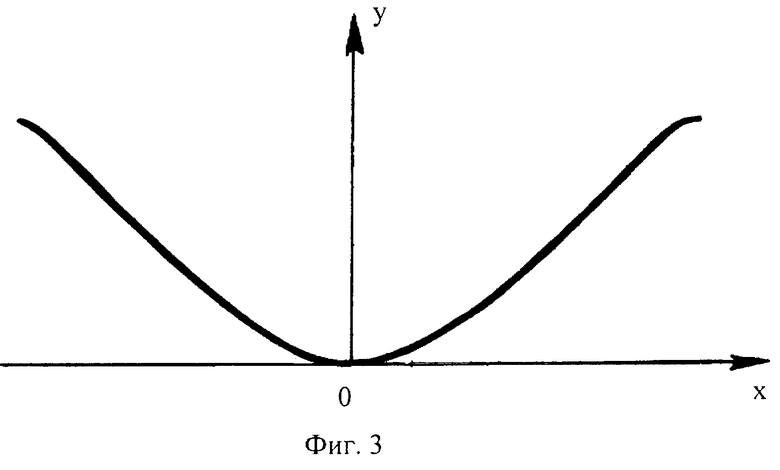
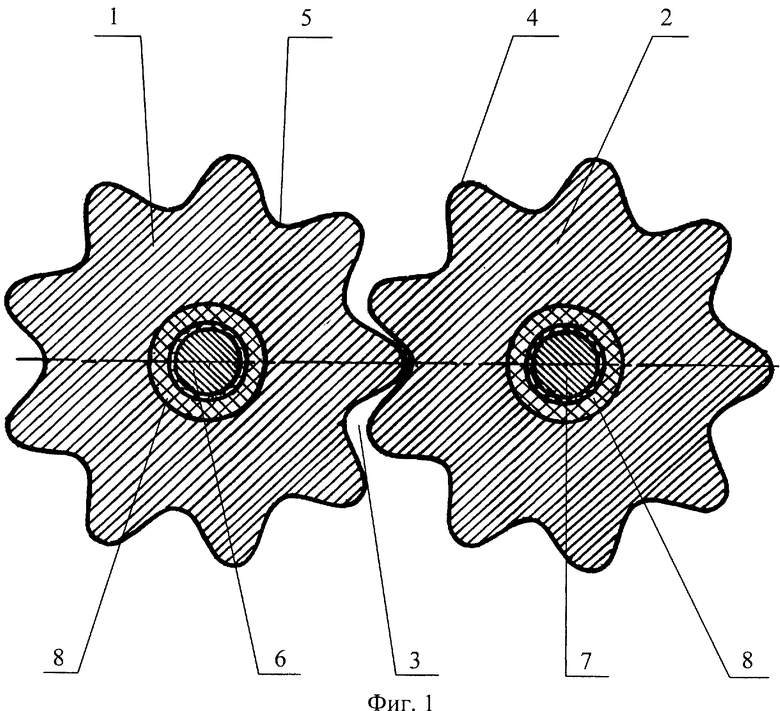
Сущность изобретения поясняется чертежами: на фиг.1 изображен поперечный разрез вальцов, на фиг.2 - кривая второго порядка, формирующая выступ, на фиг.3 - кривая второго порядка, формирующая впадину.
Вальцы для изготовления полимерных рифленых листов содержат передний 1 и задний 2 валки, установленные соосно с зазором 3. Поверхность валков выполнена в виде параболических выступов 4 и впадин 5. Для обогрева валков предусмотрены термоэлементы 6 и 7, представляющие собой стальную трубку с намотанным на нее электроизоляционным материалом, защищенным слоем асбестового волокна 8.
Вальцы для изготовления полимерных пластин рифленой формы работают следующим образом.
За счет вращения переднего 1 и заднего 2 валков разогретый поливинилхлорид увлекается в межвалковое пространство и подвергается деформированию.
Требуемая толщина формируемого рифленого листа обеспечивается зазором 3 между валками 1 и 2. Выступы 4 и впадины 5 образуют рифление полимерного листа.
Для увеличения интенсивности деформирования материала валки вращаются с различными окружными скоростями, при этом скорость вращения переднего валка 1, на который происходит налипание материала, меньше скорости заднего валка на величину фрикции (отношение окружных скоростей валков).
Установленные термоэлементы 6 и 7 предназначены для обогрева рабочей части валка до температуры, необходимой для переработки исследуемого материала. Для предотвращения прогарания электроизоляционного материала на его поверхность наматывается асбестовое волокно 8.
Большую роль для увеличения деформации материала играет также разность температур между валками. Температура переднего валка 1 превышает температуру заднего валка 2 на 10-15 К.
Выступы и впадины валков рифленой формы описываются уравнением:
У=k·X2,
где У - ордината точек кривой, мм;
k - постоянная кривой, мм-1;
Х - абсцисса точек кривой, мм.
Постоянная для кривой второго порядка, формирующей выступ, равна k1=0,16 мм-1; для кривой второго порядка, формирующей впадину, равна k2=0,093 мм-1.
Получали листы рифленой формы шириной 0,225 м, толщиной не более 0,004 м из пластифицированного поливинилхлорида марки ПВХ С 7058М ТУ 6-01-1167-87. Испытания проводились на опытной установке вальцов, валки которых имеют следующие параметры: длина рабочей формующей части равна 0,225 м; высота рифления равна 0,010 м; диаметр по впадинам составляет 0,62 м; диаметр по выступам равен 0,82 м.
Оптимальный режим вальцевания при температуре в пределах 423-458 К. Температура переднего валка 1 T1=298 К, температура заднего валка 2 T2=283 К.
Предлагаемое изобретение наиболее полезно при производстве полимерных листов рифленой формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МАТРИЦЫ, МАТРИЦА И СПОСОБ ПОЛУЧЕНИЯ МИКРОСТРУКТУРНОГО РЕЛЬЕФА СВЕТОРАССЕИВАЮЩЕЙ ПАНЕЛИ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2010 |
|
RU2453631C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕЧЕХЛА ДЛЯ ВКЛАДНОГО ЗАРЯДА ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА К РАКЕТНОМУ ДВИГАТЕЛЮ И ТЕПЛОЗАЩИТНЫЙ МАТЕРИАЛ | 2014 |
|
RU2557629C1 |
| ПАРОНИТ | 2008 |
|
RU2406610C2 |
| ТОНКАЯ РИФЛЕНАЯ СТАЛЬНАЯ ПОЛОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2824365C1 |
| Вальцы для непрерывной обработки полимерных материалов | 1980 |
|
SU956276A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО НАЛИЧНИКА | 2004 |
|
RU2266820C1 |
| ПАРОНИТ | 2008 |
|
RU2406611C2 |
| ПАРОНИТ | 2008 |
|
RU2407641C2 |
| Прокатный валок | 1979 |
|
SU774631A1 |
| Смесительные вальцы | 1983 |
|
SU1100103A1 |
Изобретение относится к устройствам для изготовления изделий из полимерных материалов и может быть использовано в химической промышленности для производства листов рифленой формы. Устройство вальцов для изготовления полимерных рифленых листов содержит валки с обогревом и регулированием зазора между ними. Валки имеют профиль формующих поверхностей рифленым в виде выпуклых и вогнутых кривых. Формообразующая поверхность валков для формования рифленых листов выполнена в виде параболических кривых по форме с различной кривизной для выступов и впадин. Изобретение обеспечивает большую деформационную способность и равномерность распределения расплава полимера. 3 ил.
Устройство вальцов для изготовления полимерных рифлёных листов, содержащее валки, профиль формующих поверхностей которых выполнен рифлёным в виде выпуклых и вогнутых кривых, с обогревом и регулированием зазора между ними, отличающееся тем, что формообразующая поверхность валков для формования рифлёных листов выполнена в виде параболических кривых по форме с различной кривизной для выступов и впадин.
| Устройство для изготовления двухслойных пластмассовых гофрированных труб | 1987 |
|
SU1500503A1 |
| US 4101367 А, 18.07.1978 | |||
| US 3947206 А, 30.05.1976 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО МАТЕРИАЛА ВЫСОКОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1983 |
|
RU2072919C1 |

