1
Изобретение относится к области прокатного производства и может быть использовано при прокатке рифленых листов.
Известен прокатный валок, бочка 5 которого имеет профилированную поверхность любой конфигурации, например впадины 1.
Однако такой валок позволяет получить лист с рифлениями незначитель-«О ной высоты, так как при большой высоте выступы закатываются,образуя плены.
Указанные недостатки можно устра- 15 нить применением прокатного валка, содержащего бочку, поверхность которого снабжена впадннам ;,выполненными двухконусными с углом конуса при вершине, равным 80-ЮО и у основания 20 120-130° 12.
Недостатком этого проктного валка является не полное устранение плен на поверхности рифленого листа при изго-25 товлении его прокаткой за несколько проходов, а также не выполнение выстуров рифления необходимой высоты и повышенный расход металла при изготовлении рифленого листа.30
Целью изобретения является сокращение расхода металла и повышение качества рифленого листа.
Поставленная цель достиг&ется тем, что дпадины выполнены вогнутыми по отношению к вертикальной оси валка, причем вогнутость выполнена по кривой второго порядка со стрелкой прогиба, равной 0,05-0,5 глубины впадины.
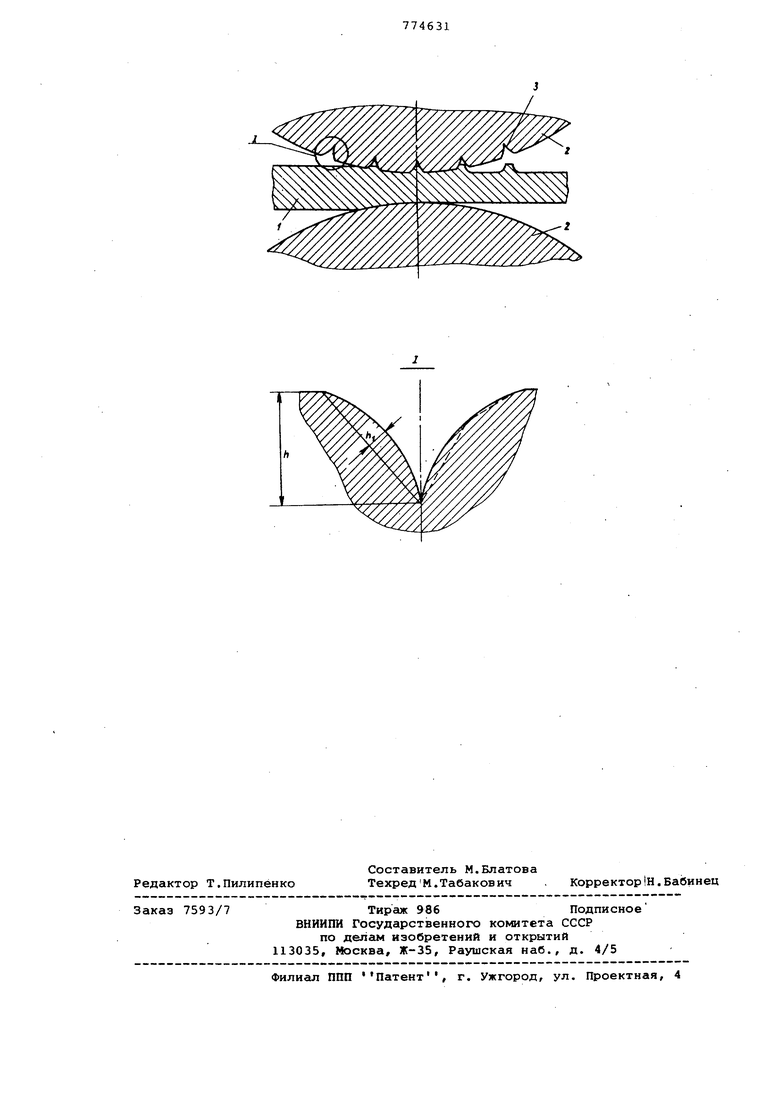
Предлагаемый валок изображен на чертеже,где показан очаг деформации при прокатке рифленого листа.
В очаге деформации лист 1 находится между рабочими валками 2, верхний из .которых выполнен рифленым с впадинами 3, а нижний - гладким.
Рифленый валок содержит впадины, выполненные вогнутыми по отношению к вертиксшьной оси валка, причем вогнутость выполнена по кривой второго порядка со стрелкой прогиба, раиной 0,05-0,5 глубины впадины.
Наиболее оптимальная глубина впадины при существующих режимах формообразования рифо на поверхности листа составляет 5-10мм, т.е. соответственно величина стрелы прогиба образующей кривой выбирается.равной 0,05D,5 глубины впадины.
Предлагаемое устройство работает следующим образом. В процессе прокатки лист обжимается в валках.
В результате пластичной деформации металл заполняет полость впадины валка, образуя на поверхности листа выступаюцще элементы профиля. Прокатка рифленых листов может осуществлятся как за один проход, так и за несколько проходов в клети стана. Благадаря предложенной конфигурации впадин закатывание выступов на поверхности листа, образовавшихся, в предыдущих пропусках, в каждом из последующих, происходит без образования плен Таким образом, разработанная форма впадий дает возможность получить качественный рифленый лист за несколько проходов в клети прокатного стана. Предложенная конфигурация впадин позволяет оптимизировать процесс формообразования выступов на листе в процессе пластичной деформации металла за счет устранения на контактной поверхности впадины резких переходных (углов) - концентраторов напряжений и выполнения контактной поверхности впадин, очерченной кривыми второго порядка.
Это позволяет снизить контактные напряжения в очаге деформации в зонах впадин, т.е. добиться их более полного -заполнения, не изменяя толщины задаваемого листа, и, следовательно, без увеличения обжатия и давлений металла на валки, получить выступы рифления на листе требуемой высоты.
Предложенная конфигурация впадин на валке, как видно из чертежа, позволяет вести прокатку более экономно, т.е. сопровождается сокращением расхода металла по сравнению с ранее известными конфигурациями впадин, при этом прочностные свойства выступов рифленого листа сохраняются и соответствуют существующим нормам. Нижний предел диапазона возможных изменений стрелы прогиба, очерчивающей контур впащины кривой второго порядка, равной 0,05 глубины впещины, выбран минимально допустимым для достижения основного эффекта .при использовании предлагаемого прокатного валка. При выполнении стрелы прогиба кривой меньше 0,05 глубины впадины при многократном обжатии листа по рифленому валку на поверхности листа образуются плены и закаты.
Верхний предел диапазона возможных изменений стрелы прогиба, очерчивающей контур впадины кривой, равный 0,5 глубины впадины, выбран из условия максимально допустимым для выполнения требуемой высоты выступов на рифленом листе, не увеличивая толтщины предчистового раската,так как пр выполнении стрелы прогиба больше 0,5 глубины впадины увеличивается рассогласование вытяжек металла по высоте выступа на поверхности листа и при этом не выполняется выступ требуемой высоты.
Таким образом, выполняя впадины на поверхности валка вогнутыми по отношению к вертикальной оси с вогнутостью по кривой второй порядка со стрелой прогиба, равной 0,05-0,5 глубины впадины, добиваются оптимизации процесса формообразования выступов на писте в процессе пластичной деформации металла, сокращения расхода металла, получения рифленого листа с выступами требуемой высоты и качества.
Использование предлагаемого прокатного валка, поверхность которого име ет вогнутые по кривой второго порядка впадины, дозволит производить прокатку различных рифленых листов с сокращением расхода металла,т.е. содействует решению одной из основных проблем народного хозяйства,а также позволит повысить эффективность использования прокатного оборудования за счет снижения энергосиловых параметров при получении выступов требуемой высоты на поверхности листа.
Формула изобретения
Прокатный валок, содержащий бочку поверхность которого имеет впадины, отличающийся тем, что, с целью сокращения расхода металла и повышения качества рифленого листа, впадийы выполнены вогнутыми относительно вертикальной оси валка, причем вогнутость выполнена по кривой второго порядка со стрелой прогиба, равной 0,05-0,5 глубины впадины.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 412956, кл. В 21 В 1/38, 1974.
2.Авторское свидетельство СССР 498983, кл. В 21 В 27/02, 1976.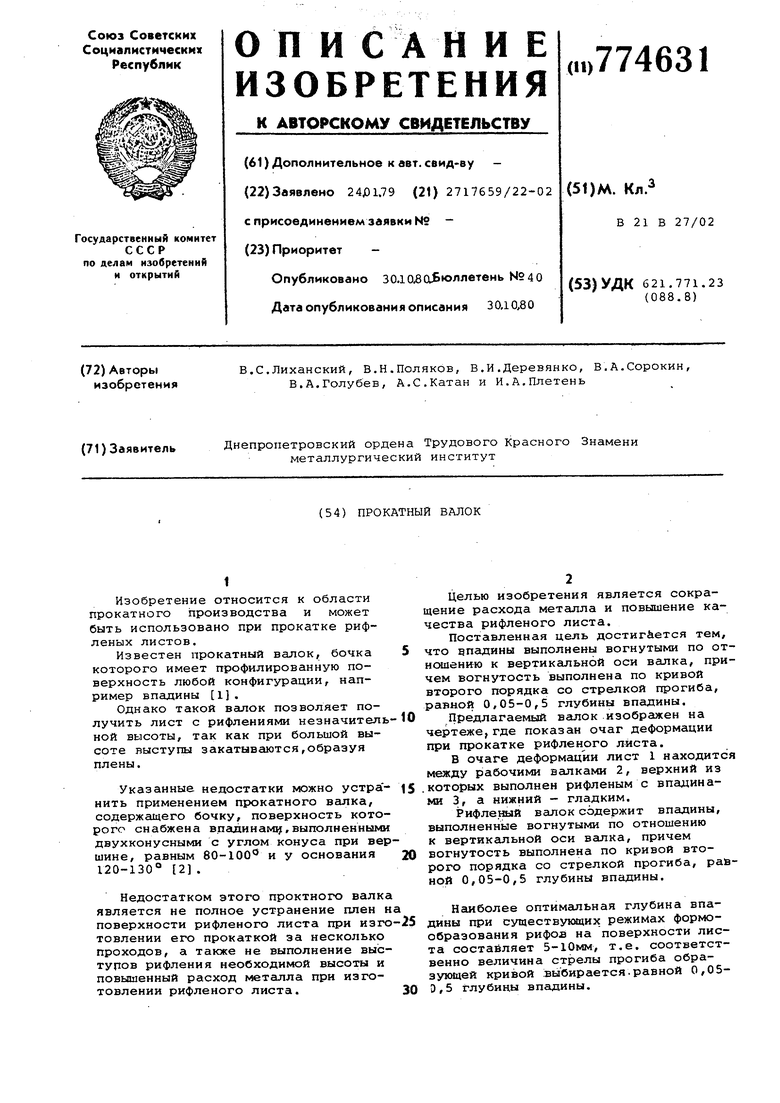
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1978 |
|
SU706145A1 |
| Прокатный валок | 1981 |
|
SU986526A1 |
| Прокатный валок полосового прокатного стана | 1986 |
|
SU1398938A1 |
| Прокатный валок | 1987 |
|
SU1431882A1 |
| Способ производства проката | 1979 |
|
SU816599A1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| Прокатный валок | 1983 |
|
SU1189524A2 |
| Комплекты рабочих валков чистовой группы листового стана кварто и способ подготовки и эксплуатации комплектов рабочих валков чистовой группы листового стана кварто в течение кампании | 1989 |
|
SU1678473A1 |
| ГЕЛИКОИДАЛЬНЫЙ ПРОКАТНЫЙ ВАЛОК | 2009 |
|
RU2407605C1 |
| Способ прокатки | 1980 |
|
SU1009541A1 |