Изобретение относится к устройству для обработки плит материала, таких как стеклянные листы, содержащему опорное устройство для плиты материала и инструмент для обработки плит материала.
Опорные устройства для плит материала, в частности стеклянных листов, известны в уровне техники в виде роликовых панелей, валковых панелей или стенок с воздушными подушками, в частности как часть установок для изготовления изолирующих стекол. До тех пор, пока при обработке к плите материала (стеклянной плите) не прикладываются особенно высокие усилия, поддерживающее действие этих опорных устройств также достаточно высокое. Проблемы, однако, возникают тогда, когда при обработке прикладываются высокие усилия перпендикулярно плоскости плиты или плиты материала при обработке приводятся в колебания, поскольку в этих случаях требуется удержание или зажатие плиты материала. Это приносит с собой, однако, опасность того, что, во-первых, плиты материала, такие как стеклянные плиты, при удержании или зажатии будут поцарапаны и что, во-вторых, их нельзя будет перемещать относительно опорного устройства или же можно будет перемещать, но с относительно большими затратами.
В основе изобретения лежит задача создания устройства описанного выше рода, в котором за счет опорного устройства можно было бы прикладывать высокие поддерживающие усилия и было бы возможным относительное перемещение между опорным устройством и обрабатываемой плитой материала.
Эта задача решается с помощью устройства с признаками п.1 формулы изобретения.
В настоящем изобретении плита материала, в частности стеклянный лист, поддерживается не механически, как обычно в уровне техники, а с помощью жидкостной пленки, образуемой под давлением в зазоре между плитой материала и опорными поверхностями опорных элементов. Этот зазор может быть очень маленьким, например 1 мм, так что возможно достаточно точное ведение плиты материала между опорными элементами без возникновения механического контакта между плитой материала и опорными поверхностями даже при более высоких прижимных усилиях или более сильных колебаниях. В то же время обеспечивается то, что плиту материала можно перемещать между опорными поверхностями. Поскольку колебания в высоко- и низкочастотном диапазонах имеют меньшие или большие амплитуды, возникающие главным образом при шлифовании плит материала, оказалось, что жидкостная пленка обладает прекрасными подавляющими колебания свойствами. Благодаря этому можно достичь как высокого качества поверхности, так и более высокой производительности шлифования.
Опорное устройство согласно изобретению используется предпочтительно в сочетании с обычными опорными стенками, которые могут быть выполнены в виде роликовых панелей, валковых панелей или стенок с воздушными подушками. Опорное устройство согласно изобретению расположено в этом случае только в тех зонах, которые лежат близко к инструменту. Понятно, однако, что опорное устройство согласно изобретению может быть использовано также само по себе.
В рамках изобретения возможно, чтобы опорные элементы были расположены в зоне непосредственно рядом с инструментом. Например, возможно, чтобы опорные элементы были выполнены, в основном, кольцеобразными и окружали инструмент. Это обеспечивает прекрасное поддерживающее действие в непосредственной близости от инструмента, где возникает максимальная нагрузка.
В качестве альтернативы или в дополнение возможно, однако, чтобы была предусмотрена, по меньшей мере, одна пара опорных элементов, проходящих в виде траверсы преимущественно по всей ширине плиты материала. Таким образом, плиту материала, в частности стеклянный лист, можно поддерживать на большой площади, причем, как уже сказано, можно также предусмотреть в зоне непосредственно рядом с инструментом дополнительное опорное устройство.
Другие предпочтительные формы выполнения изобретения являются объектом зависимых пунктов.
Другие признаки и преимущества изобретения приведены в нижеследующем описании предпочтительных форм выполнения изобретения со ссылкой на чертежи, на которых изображают:
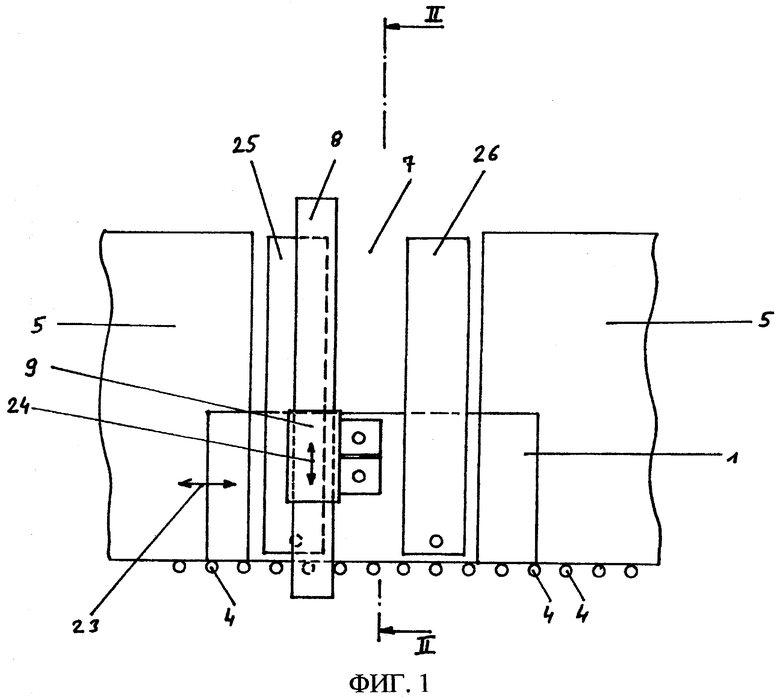
фиг.1 - вид спереди одной формы выполнения устройства согласно изобретению;
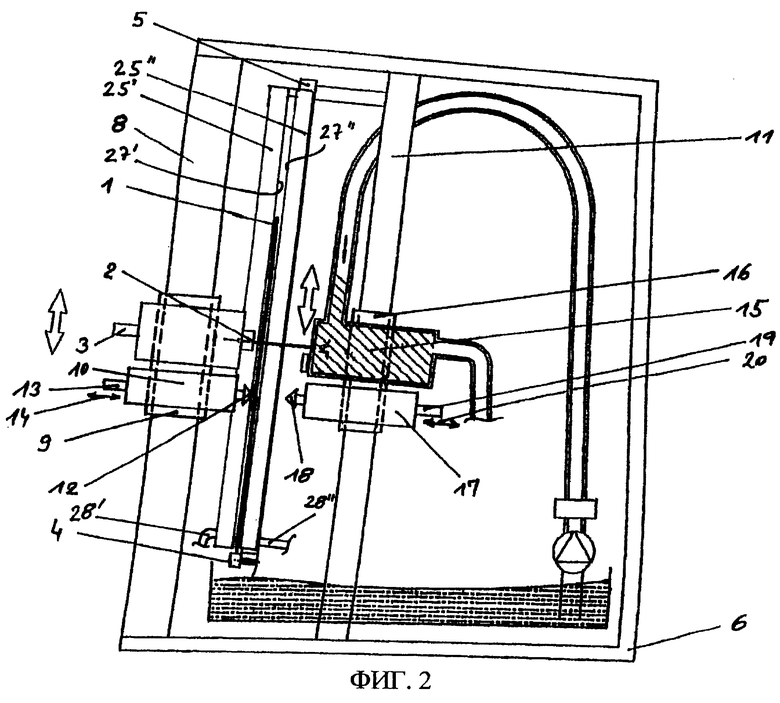
фиг.2 - разрез устройства по линии II-II на фиг.1;
фиг.3 - схематичный подробный вид другой формы выполнения изобретения;
фиг.4 - схематично в перспективе форму выполнения из фиг.3.
На фиг.1 и 2 изображено устройство согласно изобретению, в котором плита материала, например стеклянный лист 1, прилегает к опорной стенке 5 приблизительно вертикально. Опорная стенка 5 расположена на станине 6. Стеклянный лист 1 установлен на горизонтальном транспортере, который в изображенном примере выполнения образован транспортными роликами 4. Подобные опорные стенки 5 известны в уровне техники, например, в виде роликовых панелей, валковых панелей или стенок с воздушными подушками, в частности как часть установок для изготовления изолирующих стекол. То же относится к различным формам выполнения горизонтальных транспортеров.
Опорная стенка 5 прервана выемкой в виде вертикально проходящей прорези 7. В зоне прорези 7 перед и за опорной стенкой 5 расположены вертикально ориентированные направляющие 8, 11. На направляющей 8, расположенной перед опорной стенкой 5, т.е. с той стороны опорной стенки 5, к которой прилегает стеклянный лист 1, с возможностью перемещения установлено сопло 2, которое через присоединение 3 из известного самого по себе и потому непоказанного и неописанного насоса высокого давления снабжается водой под высоким давлением, к которой могут быть примешаны абразивные частицы. За счет последовательного или одновременного перемещения сопла 2 на направляющей 8 и перемещения стеклянного листа 1 вдоль горизонтального транспортера 4 водяной струей в стекле 1 могут быть выполнены разрезы произвольной формы.
Сопло 2 установлено с возможностью перемещения на салазках 9 по направляющей 8. На этих салазках 9 находится, кроме того, привод 10 для инструмента 12, представляющего собой в изображенном на фиг.2 примере выполнения шлифовальный конус. Инструмент 12 закреплен на инструментальном шпинделе 13, установленном с возможностью возвратно-поступательного перемещения по двойной стрелке 14. Инструментом 12 можно зенковать отверстия, например круглые, выполненные с помощью сопла 2 или водяной струи. Вместо шлифовального конуса на инструментальном шпинделе 13 могут быть закреплены также шлифовальные или полировальные круги для дополнительной обработки обрезных краев.
На расположенной с обратной стороны опорной стенки 5 направляющей расположена водонаполненная камера 15, в которую попадает водяная струя во избежание нежелательного образования тумана, отражения водяной струи с абразивными частицами на обратную сторону стеклянного листа 1, а также нежелательного шумообразования. Водонаполненная камера 15 установлена на салазках 16 с возможностью перемещения вверх и вниз синхронно с соплом 2. На салазках 16, кроме того, закреплен второй привод 17 для второго инструмента 18, причем инструмент 18 также установлен на шпинделе 19 с возможностью возвратно-поступательного перемещения по двойной стрелке 20. С помощью инструмента 18, как и инструмента 12, можно с обратной стороны, например, зенковать отверстия или шлифовать кромки произвольного контура. Вместо шлифовального конуса 18 также можно использовать, например, шлифовальные или полировальные круги. Камера 15 и инструмент 18 размещены на общих салазках 16, установленных с возможностью перемещения на направляющей 11.
Как показано, например, на фиг.1, стеклянный лист 1 можно перемещать во время обработки по горизонтальному транспортеру 4 по двойной стрелке 23. Таким образом, можно выполнять или обрабатывать, например, горизонтально проходящие разрезы. Если одновременно вверх и вниз по двойной стрелке 24 перемещать также салазки 9, можно выполнять и обрабатывать также косые или произвольно криволинейные разрезы или, например, круглые вырезы.
При этой обработке и, в частности, при шлифовании обрезных краев стеклянный лист 1 подвергается очень высокой нагрузке, причем, в частности, возникающие при этом колебания сказываются весьма отрицательно, поскольку, не говоря уже о том, что может произойти разрушение стеклянного листа, они делают невозможной чистовую абразивную обработку обрезных краев, и к тому же стеклянный лист 1 может быть поврежден или поцарапан из-за того обстоятельства, что он прилегает к опорной стенке 5 с высокочастотными колебаниями.
Во избежание этого в форме выполнения согласно фиг.1 и 2 предусмотрены две пары траверсообразных опорных устройств 25, 26. Каждое опорное устройство 25, 26 состоит из двух опорных элементов 25’, 25’’ и 26’, 26’’, между обращенными друг к другу опорными поверхностями 27’, 27’’ которых размещен стеклянный лист 1. В опорных поверхностях 27’, 27’’ выполнены не показанные на чертеже отверстия. Эти отверстия связаны с подающими трубопроводами 28’, 28’’, по которым под давлением, например, 20 бар подают жидкость, например воду. Траверсообразные опорные элементы 25’, 25’’ и 26’, 26’’ могут быть выполнены, например, полыми, так что подающие трубопроводы 28’, 28’’ связаны непосредственно с отверстиями. Вытекающая из отверстий жидкость образует между опорными поверхностями 27’, 27’’ и листом 1 материала жидкостную пленку или жидкостный слой, который хотя почти полностью препятствует движению или колебанию стеклянного листа 1 под прямым углом к плоскости листа 1 материала или опорным поверхностям 27’, 27’’, однако позволяет перемещать лист 1 материала в направлении его плоскости.
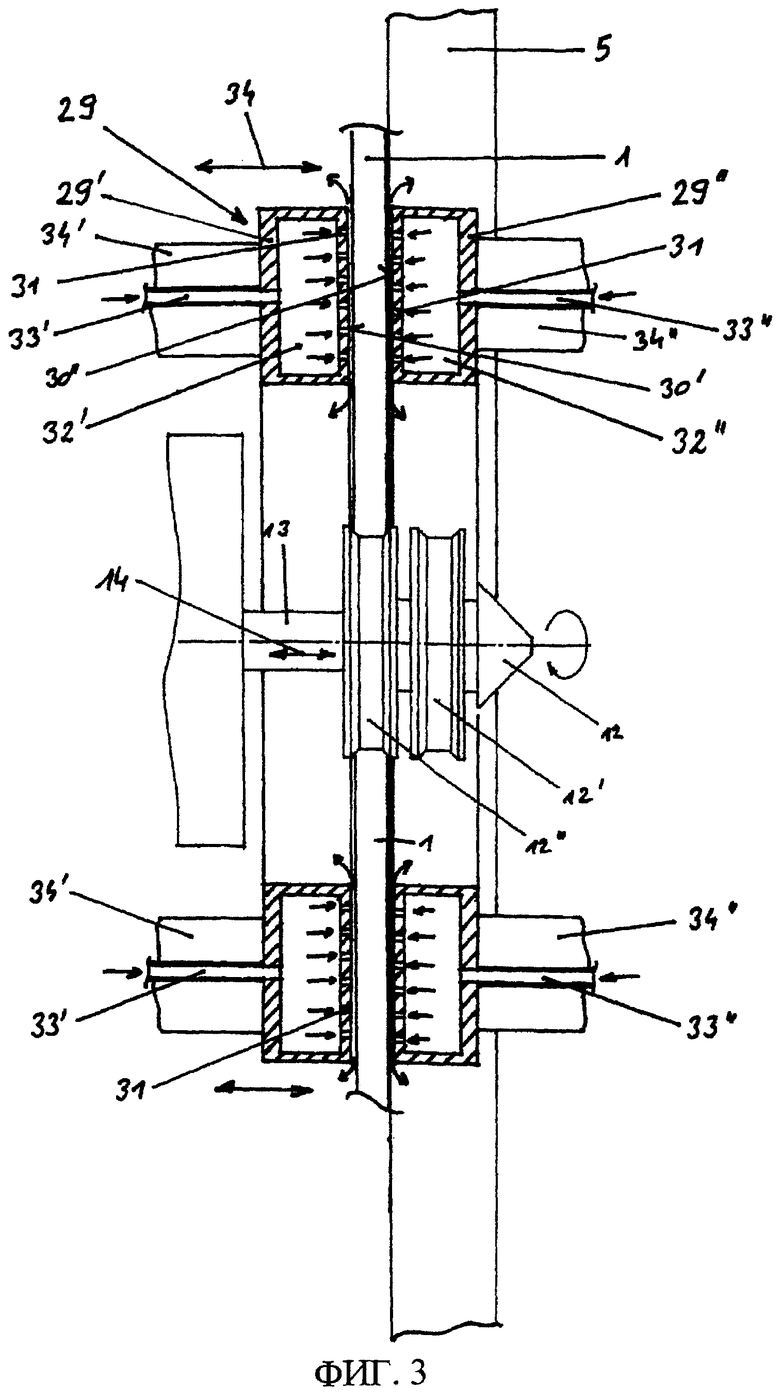
На фиг.3 изображена форма выполнения устройства согласно изобретению, у которой инструмент, состоящий из комбинации шлифовального конуса 12, шлифовального круга 12’ и полировального круга 12’’, окружен кольцеобразным опорным устройством 29. Кольцеобразное опорное устройство 29 состоит из пары кольцеобразных опорных элементов 29’, 29’’, между опорными поверхностями 30’, 30’’ которых размещен стеклянный лист 1. В опорных поверхностях 30’, 30’’ выполнены отверстия 31, равномерно распределенные по всем опорным поверхностям 30’, 30’’. Отверстия 31 связаны с кольцеобразными полостями 32’, 32’’, снабжаемыми жидкостью под высоким давлением по трубопроводам 33’, 33’’. На фиг.3 предусмотрено по два трубопровода 33’, 33’’, причем, однако, может быть достаточно лишь одного трубопровода 33’, 33’’ на опорные элементы 29’, 29’’.
Опорные элементы 29’, 29’’ соединены посредством держателей 34’, 34’’ с салазками 9, 16 передней 8 и задней 11 направляющих, так что они движутся синхронно с инструментами 12, 18, когда они перемещаются вверх и вниз по направляющим 8, 11.
Для того чтобы подогнать опорное устройство 29 под разные толщины стеклянных листов 1, передний опорный элемент 29’ установлен с возможностью перемещения по двойной стрелке 34, благодаря чему обеспечивается то, что зазор между опорными поверхностями 30’, 30’’ и стеклянным листом 1 всегда имеет определенную ширину, которая в сочетании с согласовываемым при необходимости давлением жидкости обладает достаточно высоким поддерживающим действием для стеклянного листа 1.
Соответствующим образом также передние траверсообразные опорные элементы 25’, 26’ у формы выполнения на фиг.1 и 2 установлены с возможностью перемещения, с тем чтобы можно было установить ширину зазора между опорными элементами и стеклянным листом.
Задние опорные элементы 25’’, 26’’, 29’’ не должны быть установлены с возможностью перемещения перпендикулярно плоскости панели, поскольку они оптимально ориентированы по отношению к опорной поверхности опорной стенки 5. Возможность перемещения, как у передних опорных элементов 25’, 26’, 29’, однако, принципиально возможна.
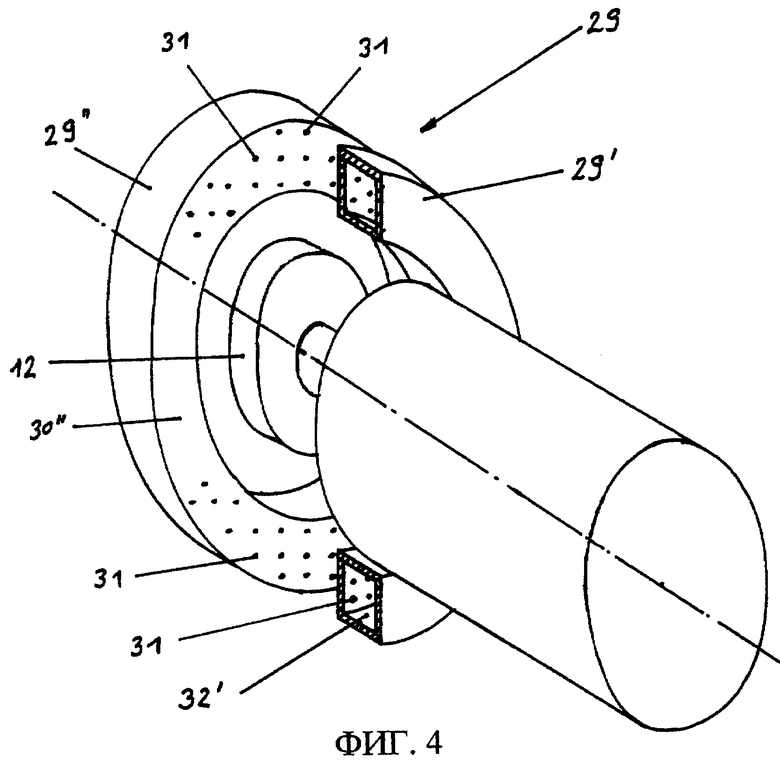
На фиг.4 в перспективе изображена форма выполнения из фиг.3, где видны, однако, только опорные элементы 29’, 29’’ и инструмент 12.
Величина производительности насоса для жидкости и диаметр или число отверстий 31 в опорных элементах 25, 26, 29 рассчитаны так, что давление в зазоре между опорными поверхностями и стеклянным листом всегда настолько высокое, что это обеспечивает достаточное поддерживающее действие, даже если большее число отверстий не закрыто стеклянным листом 1. Это может происходить, в частности, у выполнения опорных элементов 25, 26 на фиг.1 и 2, если стеклянный лист 1 не достигает полной высоты опорных элементов 25, 26, из-за чего отверстия в верхней части опорных элементов не закрыты. Однако и у формы выполнения на фиг.3 может произойти так, что часть отверстий 31 не будет закрыта стеклянным листом 1, если перед отверстиями 31 находятся, например, прямо вырезанные или срезанные участки стеклянного листа 1.
Во избежание сильного падения давления или необходимости использования сверхмощного насоса для жидкости, если крупные или очень большие участки опорных элементов или опорных поверхностей 27’, 27’’ или 30’, 30’’ не закрыты стеклянным листом 1, может быть также предусмотрено, что камеры опорных элементов 25, 26, 29 разделены на два или более отсеков, снабжаемых жидкостью по отдельным напорным контурам. Это обеспечивает то, что достаточно или полностью закрытые стеклянным листом 1 участки опорных поверхностей 27’, 27’’, 30’, 30’’ нагружены полным давлением, даже если на других участках, не закрытых стеклянным листом 1, возникает падение давления. Например, полости 32’, 32’’ на фиг.3 могут быть разделены горизонтальной перегородкой на верхние и нижние отсеки, снабжаемые жидкостью отдельно по напорным трубопроводам 33’, 33’’.
Жидкость может представлять собой в изобретении воду или другую жидкость, которую при необходимости смешивают с водой. Так, например, в качестве жидкости можно использовать охлаждающую жидкость, если инструмент представляет собой абразивный инструмент, с тем чтобы, например, при небольшой производительности шлифования можно было отказаться от особого охлаждения абразивного инструмента или при более высокой производительности шлифования обеспечить дополнительное охлаждение.
Использование: обработка плит материала, таких как стеклянные листы. Позволяет прикладывать высокие поддерживающие усилия и осуществлять относительное перемещение между опорным устройством и обрабатываемой плитой материала. Устройство содержит опорное устройство (ОУ) для плит материала (ПМ) и инструмент для обработки ПМ. ОУ содержит попарные элементы с обращенными друг к другу опорными поверхностями, между которыми размещена ПМ. В опорных поверхностях выполнены отверстия для вытекающей под давлением жидкости. ПМ поддерживается не механически, а с помощью жидкостной пленки, образуемой под давлением в зазоре между ПМ и опорными поверхностями опорных элементов. 12 з.п. ф-лы, 4 ил.
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| СПОСОБ ВЫРЕЗКИ КРУГЛЫХ СТЕКОЛ ИЗ ЛИСТОВЫХ | 0 |
|
SU400534A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕЗКИ РЕЖУЩИМ ИНСТРУМЕНТОМ СЛОИСТОГО МАТЕРИАЛА, ВЫПОЛНЕННОГО ИЗ ХРУПКОГО МАТЕРИАЛА И ПЛАСТМАССЫ | 1999 |
|
RU2230043C2 |
| DE 19806306 A1, 09.09.1999. | |||

