Изобретение касается способа и устройства для изготовления стеклопакетов, по меньшей мере, из двух стеклянных листов, между которыми в качестве дистанционной прокладки расположена эластопластичная лента.
Как правило, дистанционные прокладки между двухслойными стеклопакетами или охватывающими также большее количество стеклянных листов состоят из алюминиевых или стальных полых профилей.
Из документа DE-A-3002904 известна часто обозначаемая как "Swiggle-Strip" дистанционная прокладка в форме ленты с прямоугольным сечением, которая снабжена защитными пленками, подается с накопительного барабана или моталки и наносится на стеклянный лист посредством оборудованного поворотной головной частью устройства. Эта ленточная дистанционная прокладка на основе бутил-каучука является вязко-пластичной, обладает сильной клейкостью (что желательно для достижения герметичного соединения сначала с первым и затем со вторым стеклянным листом стеклопакета), однако имеет сильную температурную зависимость вязкости.
В последнее время были разработаны существенно менее чувствительные к температуре эластопластичные дистанционные ленты на основе полиуретана или похожего материала, которые имеют также прямоугольное поперечное сечение, являются более устойчивыми по форме и по габаритным размерам, чем так называемая "Swiggle-Strip", на наружной стороне имеют покрытие из алюминиевой фольги и на обеих предназначенных для склеивания со стеклянными листами боковых сторонах снабжены производителем тонким слоем покрытия из сильно адгезивного клея, покрытым до приклеивания защитными пленками. Из документа DE-A-10212359 известны способ и устройство для наклеивания такой ленты, по меньшей мере, на первый стеклянный лист состоящего, по меньшей мере, из двух таких стеклянных листов стеклопакета.
При этом, тем не менее, было установлено, что нанесенный на обе боковые стороны ленты клей не герметичен относительно диффузии водяных паров. Вероятно, речь идет о быстро полимеризующемся клеящем лаке на основе метакрилатов. Поэтому до сих пор после сборки стеклопакета остаточный шов кромки заполнялся уплотнительной массой, которая гарантирует настоятельно необходимую герметичность относительно диффузии водяного пара, так как в противном случае с течением времени водяной пар проникает в замкнутое внутреннее пространство стеклопакета и неизбежно ведет к образованию конденсационной воды и, тем самым, - к непригодности пакета. Используемые массы для заполнения краевых швов, однако, дороги и нужны в больших количествах из-за значительного поперечного сечения краевого шва.
При этом в старшей, но не опубликованной до даты подачи данной заявки немецкой заявке на патент №1035031 2.9 описан, в противоположность этому, более предпочтительный метод, который работает с той же самой эластопластичной лентой, которая не покрыта, однако, с обеих боковых сторон упомянутым клеем. На боковые стороны ленты только незадолго до ее наклеивания на стеклянный лист наносится герметичный относительно диффузии водяных паров клей, предпочтительно бутиловый клей. Однако оказалось, что иначе чем при известных давно и в общем обыкновенных жестких прокладочных рамах с покрытыми бутилом боковыми поверхностями, вследствие ограниченных сил сцепления бутилового клея, в частности, у широких в сравнении с их толщиной лент и/или при больших форматах стекол и, соответственно, длинных лентах, может привести к тому, что приклеенная на первый стеклянный лист лента кое-где смещается уже перед установкой второго стеклянного листа и/или при прессовании обоих стеклянных листов в стеклопакет и, значит, уходит на незначительное расстояние из заданного положения. Это может вести к нанесениям вреда внешнему виду готового стеклопакета из-за "волнистого" вида прокладки и/или образования не точно прямоугольных углов дистанционной прокладки. В частности, по причинам лучшей теплоизоляции по сравнению с металлическими дистанцирующими прокладками существует, тем не менее, стремление вместо последних использовать подходящие пластмассовые ленты.
В основе изобретения лежит задача улучшить этот вышеупомянутый способ и создать, в частности, подходящее для реализации улучшенного способа устройство.
Относительно способа эта задача решена посредством шагов, указанных в пункте 1 формулы изобретения.
Иначе чем согласно уровню техники станет исходной эластопластичная лента не с нормальным прямоугольным сечением, а со (слабо)ступенчатым прямоугольным сечением или также с трапециевидным поперечным сечением. Поэтому каждая из обеих узких боковых сторон состоит из двух полосовых частичных поверхностей, из которых соответствующая большей ширине ленты частичная поверхность, предпочтительно, уже производителем покрывается сильно адгезивным клеем с толщиной слоя обычно явно меньше, чем 1/10 мм, в то время как другая, в противоположность первой, смещенная назад или лежащая глубже полосовая частичная поверхность тогда в состоянии подачи ленты является свободной от клея. Незадолго до приклеивания ленты на лежащие по обе стороны заглубленные полосовые частичные поверхности граней наносится второй клей, который гарантирует необходимую герметичность относительно диффузии водяного пара. Толщина слоя этого клея лежит обычно в области нескольких десятых миллиметра. На толщину этого слоя лента в области двусторонних частичных поверхностей тоньше, так что нанесение второго клея, по меньшей мере, почти выравнивает ступеньку между обеими частичными поверхностями. При приклеивании ленты на стеклянный лист сильно адгезивный, подобный пленке клей гарантирует, что лента прилипает точно и устойчиво в ее заданном расположении на первом стеклянном листе, а второй клей обеспечивает герметичное относительно диффузии соединение ленты и, соответственно, дистанционной прокладки со стеклянным листом. То же самое относится и к установке второго стеклянного листа и прессования блока. Затем остаточный краевой шов заполняется, как до сих пор, уплотнительной массой, которая, однако, не должна быть герметичной относительно диффузии водяного пара и может быть поэтому дешевле, чем требовавшаяся до сих пор уплотнительная масса.
Предпочтительно в качестве клея используется бутиловый клей (пункт 2 формулы изобретения), как он уже оказался пригодным для нанесения покрытия на боковые поверхности упомянутых дистанционных рам из металлических полых профилей.
При способе согласно изобретению ленту накладывают предпочтительно посредством автоматически работающей технологической позиции приклеивания на первый стеклянный лист и прижимают к нему (пункт 3 формулы изобретения).
Наносимое на ленту количество клея целесообразно регулировать в зависимости от скорости подачи ленты (пункт 4 формулы изобретения) таким образом, что получается как можно более постоянная толщина слоя клея. Этого можно достигать посредством того, что в каждую единицу времени расходуемое для нанесения количество клея поддерживается пропорциональным скорости подачи ленты и, значит, в частности, при остановке ленты приходит к нулю.
Идеальным образом толщина слоя клеевого покрытия поддерживается почти постоянной, независимо от скорости подачи ленты (пункт 5 формулы изобретения).
Последнего можно достигать, прежде всего, таким образом, что измеряется текущее значение толщины покрытия, и отклонение от заданной величины используется как сигнал рассогласования для поддержания толщины покрытия постоянной (пункт 6 формулы изобретения). Подходящие методы измерения толщины слоя достаточно известны.
Лежащая в основе изобретения задача решена далее с помощью устройства, которое содержит накопительную моталку для запаса ленты, несколько снабженных приводами лентонаправляющих роликов и подвижную относительно первого стеклянного листа прижимную головку для ленты, посредством того, что между накопительной моталкой и прижимной головкой расположены противолежащие друг другу сопла для нанесения покрытия на заглубленно лежащие полосовые частичные поверхности боковых сторон ленты из непроницаемого для диффузии водяных паров клея (пункт 7 формулы изобретения).
К соплам для нанесения покрытия могут быть присоединены средства, в частности для управления прохождением клея в зависимости от скорости подачи ленты (пункт 8 формулы изобретения).
При этом по отношению к направлению подачи ленты перед соплами для нанесения покрытия может быть расположена, по меньшей мере, одна первая роликовая пара боковых направляющих ленты (пункт 9 формулы изобретения).
Дополнительно по отношению к направлению подачи ленты перед соплами для нанесения покрытия может быть расположена направляющая для ленты по высоте (пункт 10 формулы изобретения), которая при необходимости может состоять только из простой горизонтальной подпорки, опорного ролика, к которому прилегает лента, или из роликовой пары, через которую проходит насквозь лента.
Если позиция нанесения покрытия не интегрирована в прижимную головку, то могут быть по отношению к направлению подачи ленты также после сопел для нанесения покрытия расположены роликовые пары для бокового направления ленты, ролики которых тогда целесообразно контактируют с лентой только по кромкам боковых сторон ленты (пункт 11 формулы изобретения), чтобы избегать загрязнения роликов свеженанесенным слоем клея, а также, наоборот, повреждения последнего.
При точной дозировке, на каждую из частичных поверхностей боковых поверхностей ленты может посередине наноситься жгут клея, поперечное сечение которого рассчитано так, что при прижатии ленты к первому стеклянному листу и, соответственно, при прижатии второго стеклянного листа к другой боковой поверхности ленты образуется равномерный слой клея, без ее выступания на кромки боковых сторон ленты. Как правило, однако, проще выполнять сопла для нанесения покрытия в виде щелевых сопел (пункт 12 формулы изобретения).
В этом случае ширина щели сопел для нанесения покрытия может быть меньше чем ширина соответствующих частичных поверхностей боковых поверхностей ленты (пункт 13 формулы изобретения), так что при условии нанесения недостаточного количества клея соответствующий слой покрытия не дойдет целиком до кромок боковых поверхностей ленты. Вследствие этого достигают того, что дополнительные боковые направляющие средства, например ранее упомянутые роликовые пары при рассчитанном, например V-образном профилировании, не приходят в контакт с клеящим покрытием и поэтому не загрязняются.
Наконец, по отношению к направлению подачи ленты после сопел для нанесения покрытия может быть расположено оборудование для измерения толщины покрытия, которое регулирует протекание клея через сопла для нанесения покрытия (пункт 14 формулы изобретения).
Соответствующий изобретению способ разъясняется в последующем на примерах, с привлечением чисто схематически представленных чертежей. Они показывают:
фиг.1 - сильно упрощенный вид сбоку устройства для приклеивания дистанционной прокладочной ленты;
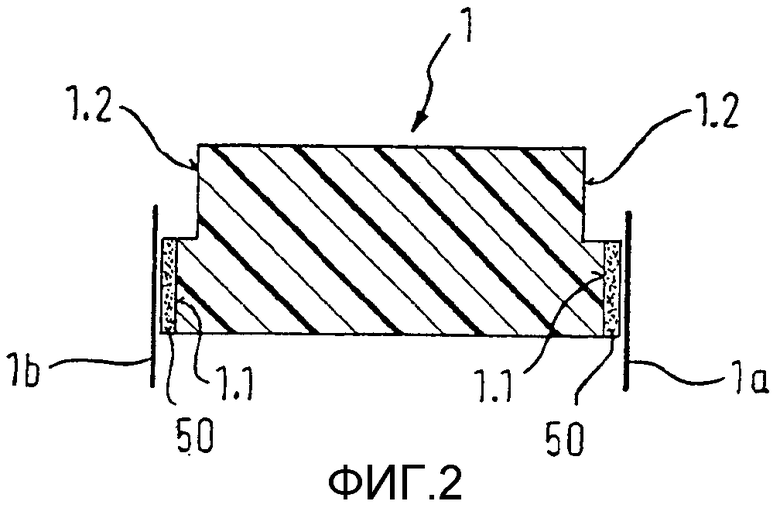
фиг.2 - дистанционная прокладочная лента с защитными пленками, в поперечном сечении;
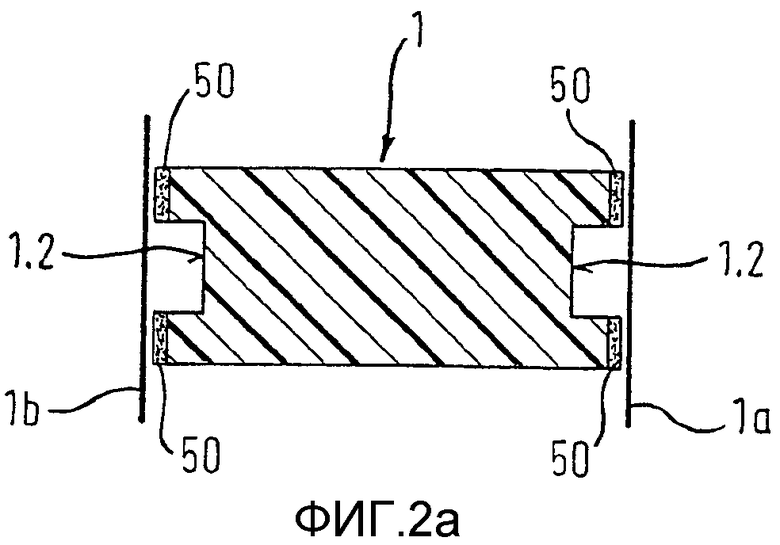
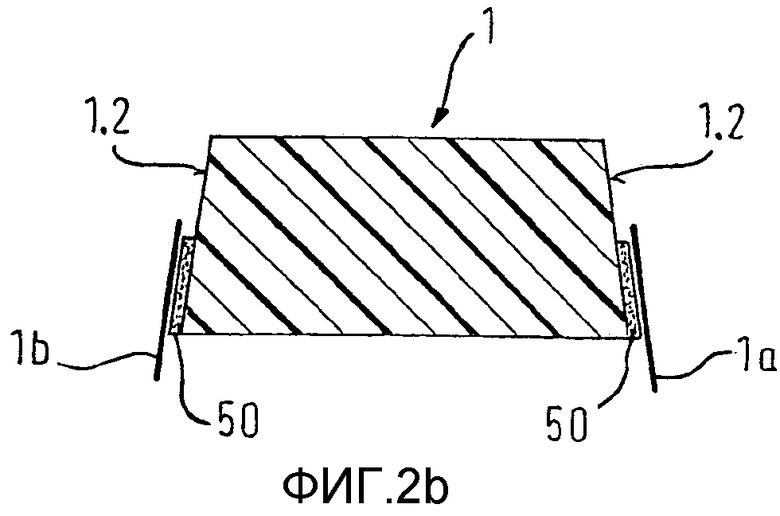
фиг.2a, 2b - дальнейшие конструктивные формы дистанционной прокладочной ленты, в поперечном сечении;
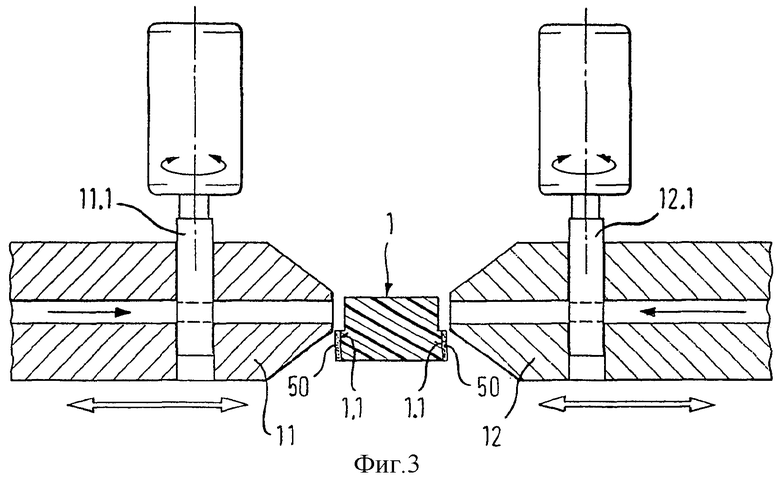
фиг.3 - дистанционная прокладочная лента согласно фиг.2 между соплами для нанесения покрытия, в сильно увеличенном масштабе,
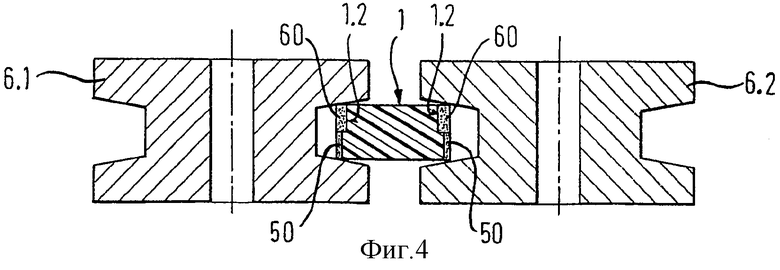
фиг.4 - последовательно подключенная роликовая пара для боковой направляющей ленты, также в увеличенном масштабе.
Согласно фиг.1 эластопластичная лента 1 с представленным на фиг.2 ступенчатым прямоугольным поперечным сечением подается с накопительной моталки 2, которая сидит на снабженном приводом валу 3, - через ходовое измерительное устройство 4 и упоминавшиеся направляющие ролики 5. Обе боковые поверхности ленты 1, описанной ниже с привлечением фиг.2-4 в подробностях, каждая, покрыты защитной пленкой 1a, 1b (ср. фиг.2), которая сжимается перед или после устройства 4 измерения пути и сматывается для удаления отходов. Это устройство известно и поэтому не показано на чертеже. Лента 1 проходит в технологическую позицию 10 нанесения покрытия, которая связана трубопроводом 14 с насосом 15 на содержащем бутиловый клей резервуаре 13. На технологической позиции 10 нанесения покрытия на обе боковые поверхности ленты наносится по одной узкой полосе покрытия из бутилового клея, затем следует роликовая пара 6 боковой направляющей покрытой ленты. К ней присоединяется участок, в котором лента 1 свободно провисает. Провисание регистрируется нижним датчиком 30 и верхним датчиком 31, которые связаны сигнальными кабелями с управлением машиной (не представлено), и поддерживается между (верхней) минимальной величиной и (нижней) максимальной величиной, таким образом, что управление машиной действует в зависимости от сигналов датчиков 30 и 31 на соответствующие приводы моталки и роликов. Вследствие этого достигают того, что лента поступает без продольного напряжения, т.е. ни провисая, ни растягиваясь, через следующую роликовую пару, как 7 и 8, затем - в только обозначенную приклеивающую или прижимную головку 20, которая может перемещаться на салазках 21 в направлении двойной стрелки по направляющей колонке 22. Направляющая колонка 22 расположена с небольшим наклоном относительно вертикали и параллельно обычной опорной стенке 23, например опорной стенке на воздушной подушке, которая установлена на станине 24. К опорной стенке 23 прислоняется стеклопанель 40, нижняя кромка которой стоит на обозначенном роликовом транспортере 25. С помощью него или посредством транспортера 26 пониженного давления известного типа, который может скользить по горизонтальной балке 27, стеклопанель 40 может перемещаться с реверсированием. Прижимная головка 20 может в свою очередь поворачиваться вокруг оси, перпендикулярной направляющей колонке 22. Лента 1, как это известно, прижимается посредством соответственно управляемого относительного перемещения прижимной головки 20 по отношению к стеклопанели 40, проходя по периметру стеклопанели 40 близко к кромке.
В не представленной, более дорогостоящей форме выполнения, устройство содержит также технологическую позицию нанесения сильно адгезивного, подобного пленке клея 50 согласно фиг.2 и следующих. Тогда лента доставляется свободной от клея и без защитных пленок. Независимо от этого позиция 10 нанесения покрытия может быть также интегрирована в прижимную головку 20, так что нанесение покрытия с бутиловым клеем происходит только непосредственно перед прижатием ленты к стеклопанели 40.
На фиг.2 показано поперечное сечение ленты 1 в поставляемом состоянии, а именно, как правило, намотанной на моталку 2, согласно фиг.1. Лента имеет слабо ступенчатое прямоугольное поперечное сечение. Изображение дано не в масштабе. Каждая из обеих боковых сторон разделена на частичную полосовую поверхность 1.1 и на присоединяющуюся к ней и на несколько десятых долей миллиметра смещенную назад или заглубленную частичную поверхность 1.2. На каждой из частичных поверхностей 1.1 находится очень тонкий слой клея 50, который имеет очень высокое качество сцепления и сильно прилипает к стеклу после удаления уже упомянутых защитных пленок 1a, 1b. Частичные поверхности 1.1 и 1.2 могут быть примерно одинаковой ширины, как представлено. При достаточно высокой силе сцепления клея 50 полоса 1.1 может быть, однако, и более узкой - в пользу большей ширины полосы 1.2. Ступенчатое прямоугольное поперечное сечение представлено в качестве примера. Лента может иметь также представленное на фиг.2a, вдвойне ступенчатое или шпунтовое поперечное сечение, причем паз, вместо представленного здесь прямоугольного поперечного сечения, может быть выполнен также как желобок. Принципиально учитывается также представленное на фиг.2b, нечетко выраженное трапециевидное поперечное сечение.
На фиг.3 схематически показаны расположенные в технологической позиции 10 нанесения покрытия сопла 11 и 12 для нанесения бутилового клея на лежащие глубже полосовые частичные поверхности боковых сторон ленты 1. Прохождение бутилового клея может управляться или регулироваться посредством приведенных в действие серводвигателями заслонок 11.1 и 12.1 таким образом, что боковые стороны ленты 1 покрываются слоем 60 клея, по существу более постоянно, т.е. с независимой от мгновенной скорости ленты 1 толщиной. Для этого приводные двигатели заслонок 11.1 и 12.1 и, при необходимости, расположенные за ними измерительные устройства связаны с управлением машин (не представлено). Сопла могут передвигаться для пригонки расстояния их устий к лентам разной ширины, соответственно двойным стрелкам.
Согласно фиг.4, по меньшей мере, присоединенные к позиции 10 нанесения покрытия роликовые пары, как, например, 6 и 7 на фиг.1, боковой направляющей ленты 1 снабжены клиновидно профилированной рабочей поверхностью, так что представленные ролики 6.1 и 6.2 касаются ленты только на кромках боковых сторон ленты. Ролики, например ролики 6.1 и 6.2, могут быть выполнены свободно вращающимися или сидеть на валах не показанных здесь приводных двигателей, которые поддерживают окружную скорость роликов синхронно и в соответствии с мгновенной или в данный момент необходимой скоростью движения ленты.
Изобретение относится к области строительства, а именно к способам и устройствам для изготовления стеклопакетов. Изобретение позволит повысить теплоизоляционные характеристики стеклопакета. Способ изготовления стеклопакета, по меньшей мере, из двух стеклянных листов, включающий сматывание эластопластичной ленты с накопительной моталки, прижимание ленты одной из ее боковых поверхностей к первому стеклянному листу в качестве проходящей по периметру вблизи кромки дистанционной прокладки, установку и прижим второго стеклянного листа. Эластопластичная лента на части ее толщины выполнена с шириной меньшей, чем номинальная, полосовые частичные поверхности боковых поверхностей ленты покрывают в области ее номинальной ширины полосой адгезивного клея, остающиеся, глубже лежащие, полосовые частичные поверхности боковых поверхностей ленты покрывают перед ее прижиманием к первому стеклянному листу еще одним, герметичным относительно диффузии водяных паров клеем. 2 н. и 12 з.п. ф-лы, 4 ил.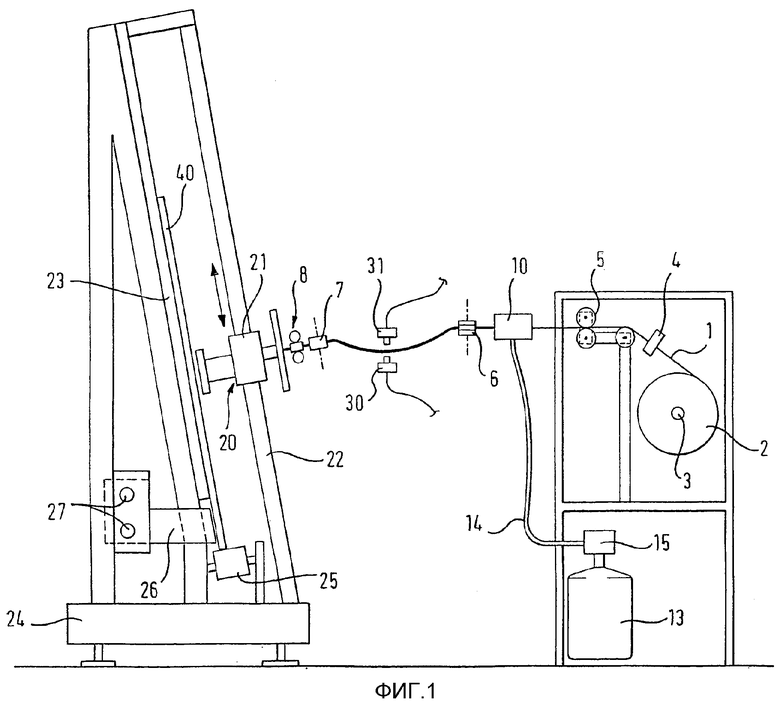
сматывают эластопластичную ленту с накопительной моталки,
прижимают ленту одной из ее боковых поверхностей к первому стеклянному листу в качестве проходящей по периметру вблизи кромки дистанционной прокладки,
устанавливают и прижимают второй стеклянный лист, отличающийся тем, что
эластопластичная лента на части ее толщины имеет ширину меньшую, чем номинальная,
полосовые частичные поверхности боковых поверхностей ленты покрывают в области ее номинальной ширины полосой сильно адгезивного клея,
остающиеся, глубже лежащие, полосовые частичные поверхности боковых поверхностей ленты покрывают перед ее прижиманием к первому стеклянному листу еще одним, герметичным относительно диффузии водяных паров клеем.
| US 3399294 А, 27.08.1968 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| DE 10250051 A1, 13.05.2004 | |||
| US 6148890 А, 21.11.2000 | |||
| DE 10212359 A1, 09.10.2003 | |||
| Клееный стеклопакет | 1974 |
|
SU494357A1 |

