Изобретение относится к способу и устройству для изготовления изолированных оконных стекол, состоящих, по меньшей мере, из двух листов стекла, между которыми расположена упруго-пластичная лента в качестве прокладки.
Обычно прокладки между пакетом изолированных стекол, включающим два или даже несколько оконных стекол, состоят из полых алюминиевых или стальных профилей.
Из DE-А-30 02 904 известна чаще называемая как "Swiggle-Strip" прокладка в форме ленты с прямоугольным поперечным сечением, которая, будучи снабженной защитной пленкой, поступает с барабана или мотовила и с помощью оснащенного поворотной головкой устройства накладывается на оконное стекло. Эта имеющая форму ленты прокладка на основе бутилового каучука является вязко-пластичной и обладает значительной клейкостью (что желательно для достижения газонепроницаемого соединения сначала с первым, а затем со вторым стеклом пакета оконных стекол) и имеет вязкость, сильно зависящую от температуры.
Раньше были разработаны значительно менее чувствительные к температуре, упруго-пластичные прокладочные ленты на основе полиуретана или подобного материала, которые также имеют прямоугольное поперечное сечение, являются более стабильными в отношении формы и размеров, чем так называемые "Swiggle-Strip", на получающейся наружной стороне имеют оклеивание из алюминиевой фольги и лишь на обеих предназначенных для склеивания с оконными стеклами узких сторонах снабжены тонким до применения закрытого с помощью защитной фольги покрытием из обеспечивающего сцепление клея. Из DE-А-102 12 359 известны способ и устройство для наложения такой ленты, по меньшей мере, на первый лист изолированного оконного стекла, состоящего, по меньшей мере, из двух таких листов.
Разумеется, обеспечивающий сцепление клей, нанесенный на обе узкие стороны ленты, не является герметичным относительно диффузии водяных паров. Поэтому после монтажа изолированного оконного стекла остающиеся краевые зазоры следует заполнять герметизирующей массой, которая обеспечивает требуемую непроницаемость против диффузии водяных паров, так как в противном случае с течением времени водяной пар проникнет в замкнутое пространство изолированного оконного стекла и неизбежно приведет к образованию конденсата и тем самым к непригодности стекла. Однако соответствующие массы для заполнения краевых зазоров являются дорогостоящими и требуются в больших количествах из-за большого поперечного сечения краевых зазоров.
В основе изобретения лежит задача создать экономичный способ изготовления изолированных оконных стекол, а также устройство, пригодное, в частности, для осуществления способа.
В соответствии со способом эта задача решается с помощью этапов, приведенных в пункте 1 формулы изобретения.
В противоположность уровню техники здесь исходят из упруго-пластичной ленты, боковые поверхности которой еще не покрыты клеем. Его наносят на обе боковые поверхности лишь непосредственно перед наложением ленты. Это имеет то преимущество, что можно применить наиболее подходящий для этой цели клей, который гарантирует, что соответствующие боковые поверхности ленты наклеены герметично относительно диффузии водяных паров на оконное стекло. Поэтому уплотнительная масса, которой заполняются остающиеся зазоры, не выполняет или, по меньшей мере, больше не выполняет эту функцию, так что можно использовать более экономичные, чем прежние, уплотнительные массы. Другое преимущество состоит в том, что благодаря покрытию клеем боковых поверхностей ленты на заводском оборудовании также экономится соответствующая покрывающая или защитная пленка. Наряду со снижением затрат на изготовление ленты особенно важным является то, что в устройстве для наложения ленты на первое оконное стекло являются излишними прежние устройства для снятия защитной пленки и для ее намотки в целях упорядоченного удаления.
Предпочтительно в качестве клея использовать бутиловый клей (п.2 формулы изобретения), который уже оправдал себя для покрытия боковых поверхностей распорных рам из металлических полых профилей.
В способе согласно изобретению лента предпочтительно с помощью автоматического прижимного устройства накладывается на первое оконное стекло и прижимается к нему (п.3. формулы изобретения).
Нанесенное на ленту количество клея целесообразно регулируется в зависимости от скорости перемещения ленты (п.4 формулы изобретения), а именно так, что получается по возможности постоянная толщина слоя клея. Этого можно достичь благодаря тому, что расходуемое в каждый момент времени для нанесения количество клея пропорционально скорости перемещения ленты, т.е., в частности, при остановке ленты оно составляет нуль.
В идеальном случае толщина слоя клея поддерживается приблизительно постоянной независимо от скорости транспортировки (п.5 формулы изобретения).
Последнего можно добиться, прежде всего, тем, что измеряют действительное значение толщины слоя, а отклонение от заданного значения используют в качестве сигнала рассогласования для поддержания постоянной толщины слоя (п.6 формулы изобретения). Подходящие способы измерения толщины слоя сами по себе известны.
Кроме того, лежащая в основе изобретения задача решается с помощью устройства, которое включает в себя мотовило для ленты, несколько приводных направляющих роликов для ленты и подвижную относительно первого оконного стекла прижимную головку для ленты, благодаря тому, что между мотовилом и прижимной головкой расположены установленные напротив друг друга сопла для покрытия боковых поверхностей ленты клеем, герметичным относительно диффузии водяного пара (п.7 формулы изобретения).
С соплами для нанесения покрытия могут быть согласованы, в частности, средства для регулирования расхода клея в зависимости от скорости перемещения ленты (п.8 формулы изобретения).
При этом относительно направления перемещения ленты перед соплами для нанесения покрытия может быть расположена, по меньшей мере, одна первая пара роликов для бокового направления ленты (п.9 формулы изобретения).
Дополнительно относительно направления перемещения ленты перед соплами для нанесения покрытия может быть расположено устройство для ориентирования ленты по высоте (п.10 формулы изобретения), которое при необходимости может состоять только из простой горизонтальной опорной перемычки, одного опорного ролика, на котором лежит лента, или из пары роликов, между которыми проходит лента.
Дополнительно также относительно направления перемещения ленты после сопел для нанесения покрытия может быть расположена пара роликов для бокового направления ленты, ролики которой в этом случае целесообразно касаются ленты только на кромках боковой поверхности ленты (п.11 формулы изобретения), чтобы избежать загрязнения роликов свеженанесенным слоем клея, а также наоборот повреждения последнего.
При точном дозировании на каждую боковую поверхность ленты можно наносить посередине полоску клея, поперечное сечение которой рассчитано таким образом, что при прижатии ленты к первому оконному стеклу или при прижатии второго оконного стекла к другой боковой поверхности ленты образуется равномерный слой клея без выползания клея за кромки боковых поверхностей ленты. Как правило, однако, проще выполнить сопла в виде щелевых сопел (п.12. формулы изобретения).
В этом случае ширина щели сопел для нанесения покрытия может быть меньше ширины боковых поверхностей ленты (п.13 формулы изобретения), так чтобы при условии не слишком обильного нанесения клея соответствующее покрытие не совсем доходило до кромок боковых поверхностей ленты. Этим достигается, что другие боковые направляющие средства, например упомянутые ранее пары роликов, при соответствующем, например V-образном, профилировании не соприкасаются с клеевым покрытием и поэтому не загрязняются.
Наконец, относительно направления движения ленты после сопел для нанесения покрытия может быть установлено устройство для измерения толщины слоя, которое регулирует расход клея через сопла для нанесения покрытия (п.14 формулы изобретения).
Способ согласно изобретению поясняется далее в качестве примера посредством схематических чертежей, на которых:
фиг.1 - сильно упрощенный вид сбоку устройства для наложения прокладочной ленты,
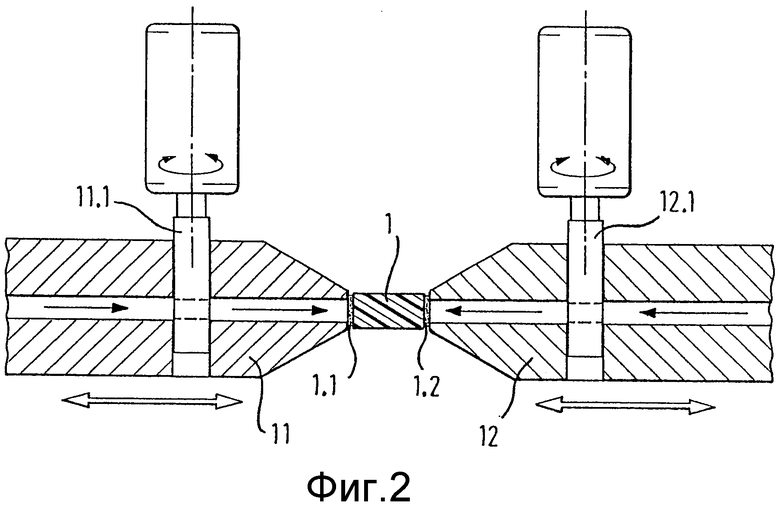
фиг.2 - прокладочная лента в поперечном сечении между соплами для нанесения покрытия в сильно увеличенном масштабе и
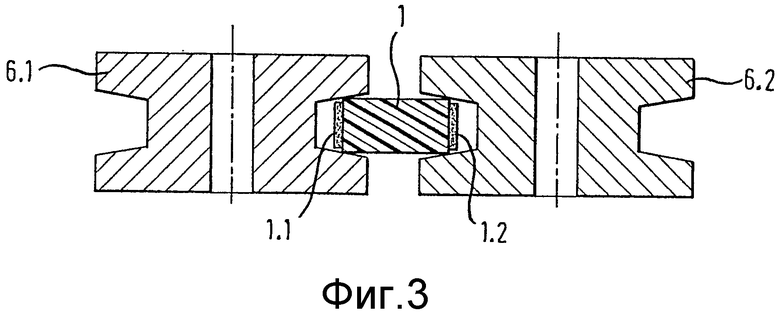
фиг.3 - расположенная после пара роликов для бокового направления ленты, также в увеличенном масштабе.
Согласно фиг.1 упруго-пластичная лента 1 с прямоугольным поперечным сечением (см. фиг.2) отводится с мотовила 2, которое насажено на приводной вал 3, через направляющие ролики 4 и устройство 5 для измерения перемещения. Лента 1 перемещается в позицию 10 для нанесения покрытия, которая через трубопровод 14 связана с насосом 15, установленным на емкости 13, содержащей бутиловый клей. За позицией 10 для нанесения покрытия, в которой на боковые поверхности ленты наносится слой бутилового клея, следует пара 6 роликов для бокового направления теперь уже покрытой ленты. К ним примыкает участок, в котором лента 1 свободно провисает. Провисание с помощью нижнего чувствительного элемента 30 и верхнего чувствительного элемента 31, которые с помощью обозначенного сигнального кабеля связаны с управляющим устройством (не показано), поддерживается между (верхним) минимальным значением и (нижним) максимальным значением, а именно так, что управляющее устройство в зависимости от сигналов чувствительных элементов 30 и 31 воздействует на соответствующие приводы мотовила и роликов. Этим достигается то, что лента без продольных напряжений, т.е. ни в сжатом, ни в растянутом состоянии, через другие пары роликов, например 7 и 8, входит затем в лишь обозначенную прижимную головку 20, которая с помощью салазок 21 может перемещаться по стойке 22 в направлении, показанном двойной стрелкой. Стойка 22 слегка наклонена относительно вертикали и проходит параллельно опорной стенке 23, например опорной стенке для воздушной подушки, которая покоится на станине 24. К опорной стенке 23 прислонен лист 40 стекла, нижний край которого стоит на указанном роликовом транспортере 25. С его помощью или с помощью вакуумного транспортера 26 само по себе известного вида, который может перемещаться на горизонтальных балках, лист 40 стекла может транспортироваться с возможностью реверсирования. Прижимная головка 20 в свою очередь может поворачиваться вокруг оси, перпендикулярной стойке 22. При соответственно управляемом относительном перемещении прижимной головки 20 относительно листа 40 стекла лента 1 прижимается по периметру к стеклу 40 близко к краю, как это само по себе известно.
Фиг.2 схематически показывает расположенные в позиции 10 для нанесения покрытия сопла 11 и 12 для нанесения бутилового клея на боковые поверхности ленты 1. Расход бутилового клея через каждое из сопел 11 и 12 может управляться или регулироваться с помощью приводимых серводвигателями заслонок 11.1 и 12.1 таким образом, что боковые поверхности ленты 1 покрываются слоем клея 1.1 или 1.2, по существу, постоянной, т.е. не зависящей от мгновенной скорости ленты 1, толщины. Для этого приводные двигатели заслонок 11.1 и 12.1 и при необходимости расположенные после них устройства для измерения толщины связаны с управляющим устройством (не показано). Сопла установлены с возможностью перемещения соответственно двойным стрелкам для подгонки расстояния между их выходными отверстиями к лентам различной ширины.
Согласно фиг.3, по меньшей мере, расположенная после позиции 10 для нанесения покрытия пара, например, 6 и 7 роликов для бокового направления ленты 1 снабжена клинообразно профилированной беговой поверхностью, так что представленные ролики 6.1 и 6.2 касаются ленты только на кромках боковых поверхностей ленты. Ролики, например ролики 6.1 и 6.2, могут быть выполнены свободно вращающимися или могут быть насажены на валы не показанных приводных двигателей, которые поддерживают окружную скорость роликов синхронной и в соответствии с мгновенной или мгновенно требуемой линейной скоростью ленты.
Изобретения относится к области строительства, а именно к способам и устройствам для изготовления изолированного стекла. Изобретение позволит обеспечить создание экономичного способа и устройства для изготовления изолированного стекла. Способ изготовления изолированного оконного стекла, включающий сматывание упруго-пластичной ленты с мотовила, покрытие противолежащих боковых поверхностей ленты после ее сматывания с мотовила герметичным относительно диффузии водяных паров клеем, прижатие ленты одной ее боковой поверхностью к первому оконному стеклу в качестве проходящей по периметру и вблизи от края прокладки, накладывание и прижатие второго оконного стекла. 2 н. и 12 з.п. ф-лы, 3 ил.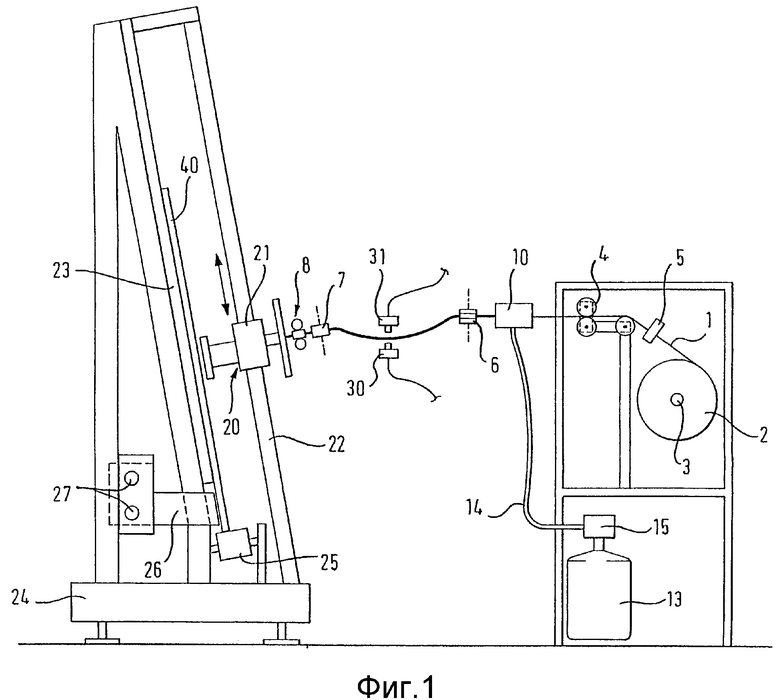
сматывание упругопластичной ленты с мотовила,
покрытие противолежащих боковых поверхностей ленты после ее сматывания с мотовила герметичным относительно диффузии водяных паров клеем,
прижатие ленты одной ее боковой поверхностью к первому оконному стеклу в качестве проходящей по периметру и вблизи от края прокладки,
накладывание и прижатие второго оконного стекла.
| DE 3002904 A1, 07.08.1980 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ЧАСТОТЫ ВРАЩЕНИЯ | 1995 |
|
RU2115932C1 |
| Клееный стеклопакет | 1974 |
|
SU494357A1 |

