Изобретение относится к способу перемещения и позиционирования листов стекла и к устройству для его осуществления в сочетании с резкой листов стекла (резкой стекла). Листы стекла, рассматриваемые в настоящей заявке, это, например, флоат-стекло и многослойное стекло.
В известных устройствах для резки листов стекла ("столах для резки стекла"), известных, например, из Европейского патента ЕР 0564758А, для перемещения и позиционирования листов стекла используют конвейерные ленты и/или рольганги, заглубленные в опорные поверхности столов для резки стекла и выводимые над опорной поверхностью тогда, когда лист стекла надлежит транспортировать.
Эти конвейерные ленты известны в устройствах для резки многослойного стекла (см. международную заявку на изобретение W 095/16640 А, соответствующую Европейскому патенту ЕР 0708741 А).
Известно также применение движителей для перемещения листов стекла по столам для резки стекла для продвижения листов стекла над пролетом, где производят резку. Известны вакуумные головки, устанавливаемые в пролете, где производят резку стекла (см. Европейский патент ЕР 0192290 А), или движители, которые могут быть размещены на одном краю листа стекла (см. патент США US-A-5944244).
Листы стекла должны быть позиционированы на столах для резки стекла не только аккуратно, но также и быстро. Это невозможно осуществлять, используя известные устройства, или это возможно только при затрате значительных усилий. Здесь следует принять во внимание, что перемещать и позиционировать аккуратно приходится листы стекла массой до 1000 кг (многослойное стекло). Кроме того, следует учитывать, что листы стекла на столах для резки стекла следует перемещать в различных направлениях, например, для выполнения резки вдоль осей Х и Y.
Задачей изобретения является создание способа и устройства таких типов, которые упомянуты во вступительной части описания, посредством которых можно аккуратно, быстро и просто перемещать листы стекла (флоат-стекла и многослойного стекла) при их позиционировании и при применении которых не требовались бы сложные транспортирующие средства для перемещения и позиционирования листов стекла, которые надлежит резать, или форматов, нарезанных из листов стекла, которые надлежит еще дополнительно разрезать.
Данная задача решается тем, что способ перемещения и позиционирования листов стекла или формата, вырезанного из листа стекла, при резке листов стекла на установке для резки листов стекла, включает, по меньшей мере, одну зону резки и, по меньшей мере, одну опорную поверхность, расположенную с каждой стороны зоны резки, для листов стекла, которые надлежит разрезать, или для форматов, нарезанных из листа стекла, полученных после того, как листы стекла разрезали, в котором согласно изобретению осуществляют скольжение листа стекла или формата, вырезанного из листа стекла, в положение, определяемое контактным краем, расположенным перпендикулярно зон резки по опорной поверхности, наклоненной вниз относительно горизонтали в направлении к контактному краю, при этом определяют наличие листа стекла или формата в области его края, соприкасающегося с контактным краем, и перемещают его к зоне резки, а операцию резки выполняют после каждого этапа подачи, причем лист стекла или формата сцепляют поджимом с конвейерной лентой его краем и перемещают в направлении, перпендикулярном направлению действия зоны резки.
Скольжение листа стекла осуществляют на воздушной подушке, которую создают между ним и опорной поверхностью.
Опорную поверхность для перемещения листа стекла устанавливают в положение, определяемое контактным краем, при котором она опущена вниз по направлению к этому контактному краю.
При этом обеспечивают две зоны резки с направлениями действия, перпендикулярными друг другу, при этом опорную поверхность выставляют наклонно между двумя зонами резки для того, чтобы обеспечить возможность формату, вырезанному из листа стекла, который был получен в результате резки листа стекла в зоне резки, скользить к точке пересечения контактных краев, образованных конвейерными лентами, перемещающими формат к зоне резки.
В способе определяют точку пересечения контактных краев посредством формата, вырезанного из листа стекла, примыкающего к двум контактным краям, перпендикулярным друг другу.
Угол формата, вырезанного из листа стекла, расположенный на краю формата, вырезанного из листа стекла, удаленном от первой зоны резки, располагают в точке пересечения контактных краев.
Вторую опорную поверхность сначала поднимают в области края рядом с первой зоной резки, а затем дополнительно - в области края, расположенного рядом со второй зоной резки и перпендикулярно этому краю так, чтобы в конечном счете она была наклонена вниз по направлению к точке пересечения контактных краев.
Опорную поверхность, расположенную перед первой зоной резки, перемещают в положение, параллельное направлению действия зоны резки до транспортирования листа стекла к зоне резки. Предпочтительно опорную поверхность перемещают в положение, при котором она расположена под углом к горизонтали.
Дополнительно, перед перемещением формата, вырезанного из листа стекла, по опорной поверхности, расположенной между зонами резки в направлении ко второй зоне резки, эту опорную поверхность опускают в области ее края, расположенного рядом с первой зоной резки.
Причем при выполнении операций резки во второй зоне резки опорную поверхность, расположенную вслед за второй зоной резки, устанавливают в одной плоскости с опорной поверхностью, расположенной перед второй зоной резки. Предпочтительно опорные поверхности устанавливают в положение, при котором они расположены под углом к горизонтали.
Для съема формата, вырезанного из листа стекла, с опорной поверхности, расположенной вслед за второй зоной резки, поверхность выставляют с наклоном вниз от зоны резки.
В способе согласно изобретению создают воздушную подушку между опорными поверхностями и листом стекла и формата, вырезанного из листа стекла.
Поставленная задача решается также и тем, что создано устройство для осуществления вышеуказанного способа, включающее, по меньшей мере, один механизм резки, по меньшей мере, одну опорную поверхность, выполненную в виде столов и средства для транспортирования листов стекла и формата по соответствующему столу, в котором каждый стол установлен с возможностью наклона вниз в направлении к контактным краям, образованным ветвями конвейерных лент для перемещения листа стекла и форматов, нарезанных из листа стекла, к механизму резки, при этом конвейерные ленты установлены перпендикулярно к механизму резки, расположенному рядом со столом, а устройство снабжено приспособлением для сцепления поджимом листа стекла и формата, вырезанного из листа стекла, с конвейерными лентами.
Стол может быть установлен с наклоном вниз путем подъема в области его края, расположенного против контактного края. Устройство для сцепления поджимом включает, по меньшей мере, один движитель, который сцеплен с поверхностью листа стекла, обращенной вверх, и формата, вырезанного из листа стекла, и которым лист стекла и формат, вырезанный из листа стекла, может быть поджат к ветви конвейерной ленты, образующей контактный край. Движитель предпочтительно представляет собой, по меньшей мере, одну вакуумную головку.
Причем движитель направляется посредством каретки на направляющей, установленной параллельно конвейерной ленте.
По меньшей мере, одна вакуумная головка установлена так, чтобы ее можно было поднимать, опускать и перемещать горизонтально относительно каретки гидравлическими двигателями.
В устройстве согласно изобретению могут быть предусмотрены два механизма резки, причем стол, расположенный перед первым механизмом резки, выполнен с возможностью подъема вверх для перемещения листа стекла по существу в вертикальное положение и затем он может быть снова опущен.
Стол, расположенный между механизмами резки, выполнен с двумя контактными краями, причем каждый такой контактный край расположен против одного из механизмов резки.
Опорные поверхности столов могут быть снабжены роликами.
В опорной поверхности столов выполнены отверстия, через которые можно подавать сжатый воздух.
Опорная поверхность столов может быть сформирована путем войлочной опоры.
Первый механизм резки расположен под углом к горизонтали, и в котором столы, расположенные рядом с этим механизмом резки, расположены под тем же углом к горизонтали, что и механизм резки, заподлицо друг относительно друга в их исходном положении.
Столы, расположенные рядом со вторым механизмом резки, установлены заподлицо один относительно другого в их исходном положении и под тем же углом с горизонталью, что и первый механизм резки.
В варианте устройства в области первого стола имеется конвейерное устройство, установленное параллельно направлению конвейера на краю стола и перпендикулярно первой зоне резки. Конвейерное средство включает бесконечную ленту, установленную на расстоянии от опорной поверхности стола, и имеется, по меньшей мере, одна каретка со средством для сцепления каретки с одним из листов стекла, лежащих на столе. Причем средство для сцепления каретки с листом стекла представляет собой, по меньшей мере, одну вакуумную головку. Каретка выполнена с возможностью сцепления с конвейерной лентой. В устройстве для сцепления каретки с конвейерной лентой на каретке предусмотрен поршень, который может быть прижат к конвейерной ленте. Целесообразно на конвейерном средстве предусмотрен, по меньшей мере, один упор для выставления одного края листа стекла, который надлежит перемещать, причем лист стекла выставлен путем помещения его у этого упора. Упор содержит, по меньшей мере, два опускаемых пальца.
Кроме того, конвейерный механизм включает балку, установленную с одной стороны на раме машины, а с другой стороны - на балке первого механизма резки.
Как указано выше, заявленный способ заключается в том, что опорную поверхность, на которой лежит лист стекла, который надлежит перемещать, наклоняют так, чтобы он скользил в направлении определенной линии, соответствующей линии начала отсчета (контактному краю), и лист стекла, который лежит на ней (опорной поверхности) скользит до этой линии начала отсчета (контактного края). Лист стекла или формат, вырезанный из листа стекла, затем позиционируют путем примыкания, по меньшей мере, к одной линии начала отсчета (контактному краю).
Для листов стекла различных размеров и массы могут быть выбраны соответствующие угол наклона опорной поверхности и/или коэффициент трения между листом стекла и опорной поверхностью.
В одном предпочтительном варианте исполнения предусмотрена возможность скольжения листов стекла на воздушной подушке, которую создают между опорной поверхностью и листом стекла. Воздушная подушка, используемая в качестве поверхности скольжения для листов стекла, обладает тем преимуществом, что коэффициент трения между листом стекла и опорной поверхностью может быть выбран путем регулировки давления, под которым потоки воздуха вытекают из отверстий для образования воздушной подушки в опорной поверхности до величины, желательной в данный момент времени, и если это необходимо, то он может быть изменен в ходе перемещения листа стекла. Это предполагает, например, возможность уменьшения сил трения в начале перемещения листа стекла и увеличения сил трения перед концом перемещения листа стекла, например, когда он приближается к линии начала отсчета (контактному краю) путем уменьшения давления воздуха, посредством которого образуют воздушную подушку.
В способе согласно формуле изобретения, в одном варианте исполнения лист стекла, который упирается, по меньшей мере, в один контактный край, образующий линию начала отсчета, перемещают за счет сцепления, создаваемого поджимом листа стекла к конвейерному средству, на определенное расстояние для того, чтобы подать его определенным образом к точке резки, в которой производят резку листа стекла (надрезают).
Применением способа согласно формуле изобретения также обеспечивают возможность продолжения перемещения и позиционирования отрезанных листов стекла, особенно частей листов стекла, полученных после выполнения поперечных резов (резов в направлении оси X) и подачи их в тщательно позиционированном положении к следующей точке резки, где осуществляют резку в направлении оси Y.
Форматы, нарезанные из листов стекла, позиционируют предпочтительно так, чтобы формат, вырезанный из листа стекла, перемещался путем наклона опорной поверхности за первой зоной резки так, чтобы один из его углов находился у точки начала отсчета, определяемой, например, двумя контактными краями, которые расположены под углом 90° друг относительно друга.
Действие устройства распространяется на опорные поверхности перед и после механизмов резки, поэтому стол подачи первого механизма резки (для резки в направлении оси X), второй стол, посредством которого форматы, нарезанные из листа стекла, после первого реза (в направлении оси X), перемещают ко второму механизму резки (для резки в направлении оси Y), и, наконец, стол для подачи в направлении, по меньшей мере, к одному контактному краю наклоняют вниз или, в произвольном варианте исполнения, изготавливают дополнительно так, чтобы обеспечивать возможность наклонять их так, чтобы они были установлены под углом к горизонтали.
Кроме того, в устройстве согласно формуле изобретения на краю каждого стола образован, по меньшей мере, один контактный край в виде линии начала отсчета, которую обычно выставляют перпендикулярно к зоне резки, расположенной ниже по ходу перемещения обрабатываемой структуры. Этой линией начала отсчета (контактным краем) является, например, конвейерная лента. Лист стекла, который надлежит перемещать с помощью конвейерной ленты вдоль контактного края, или формат, вырезанный из листа стекла, сцепляют с соответствующей конвейерной лентой. Это сцепление происходит, например, посредством, по меньшей мере, одной сцепляющей вакуумной головки, которую направляют с возможностью перемещения по направляющей, расположенной параллельно конвейерной ленте, и которую можно опускать в направлении конвейерной ленты после наложения на лист стекла так, чтобы между конвейерной лентой и листом стекла возникало сцепление за счет сил трения, благодаря которому обеспечивается возможность перемещения листа стекла путем скольжения при использовании конвейерной ленты на опорной поверхности. Автономный привод для перемещения каретки, которая несет сцепляющую вакуумную головку вдоль контактного края, отсутствует.
Другие детали и отличительные особенности, а также преимущества изобретения представлены в последующем описании одного предпочтительного варианта исполнения со ссылками на чертежи, на которых изображен механизм резки (для резки многослойного стекла):
на фиг.1 показан механизм резки стекла (для резки многослойного стекла), вид сверху;
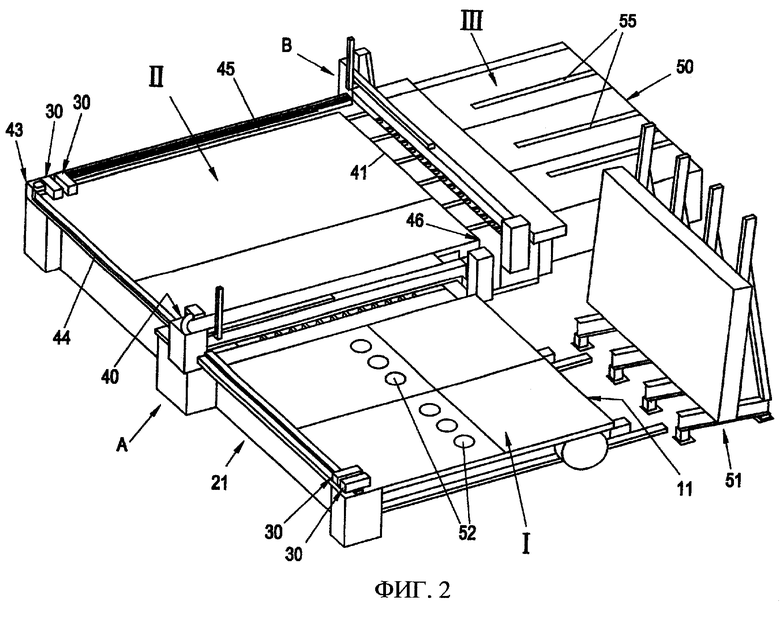
на фиг.2 - механизм резки стекла (для резки многослойного стекла), вид в перспективе;
на фиг.3 - схематически вакуумная головка для сцепления листа стекла с конвейерной лентой;
на фиг.4 - модифицированный вариант исполнения со вторым конвейерным средством в области перед первой зоной резки;
на фиг.5 - схематически вакуумная головка на конвейерном устройстве, представленном на фиг.4.
В вариантах исполнения, показанных на фиг.1-5, представлена установка для резки многослойного стекла. Это означает, что в каждой зоне резки имеются не только средства для надреза многослойного стекла сверху и снизу, но также средства для ломки надрезанного многослойного стекла и для резки пластиковой пленки между двумя слоями многослойного стекла.
Если установка согласно формуле изобретения спроектирована как установка для резки обычного стекла, то она обычно выполнена так, что надрезание листа стекла по контуру резки производят отдельно от ломки надрезанных листов стекла, которую производят в зонах резки А, В на форматы листового стекла, как это описано, например, в патенте США №5857603 А.
Установка для резки многослойного стекла, с одной стороны, включает стол I, на который укладывают листы стекла в направлении, указанном стрелкой 10. Стол I можно также складывать путем подъема его части вверх и поворота вокруг его бокового края 11 для подачи так, чтобы на него переносить листы стекла из пирамиды на опорных крюках 12, имеющихся на этом краю 11, а затем путем раскладывания стола I в его исходное положение, являющееся по существу горизонтальным, листы стекла можно перемещать.
Краем 13, расположенным с противоположной стороны от края 11, который оснащен крюками 12, стол I присоединен к стационарной панели 14.
Стол I и стационарную панель 14 предпочтительно изготавливают как стол с воздушной подушкой, т.е. имеются отверстия 15, распределенные по их опорным поверхностям, из которых выпускают сжатый воздух так, что лист стекла, лежащий на столе I, "плавает" на воздушной подушке.
Опорная поверхность стола I может быть оснащена, например, роликами, как и опорные поверхности столов II и III, описанных ниже.
Стол I, а точнее его опорная поверхность, наклонен в его основном положении (исходном положении) вниз по направлению к контактному краю 21 или может быть наклонен поворотом вокруг края 13, находящегося в области соединения 16 между столом I и панелью 14, для того, чтобы установить стол I таким образом, чтобы он был наклонен вниз по направлению к контактному краю 21. Например, край 11 стола I, оборудованного крюками 12, расположен выше или может быть поднят так, чтобы стол I был наклонен вниз в направлении к панели 14. Лист стекла, уложенный на столе I, который наклонен с самого начала или который перекашивают путем наклона, скользит по столу I, например, на воздушной подушке, "вниз" до тех пор, пока не остановится у контактного края 21, образованного ветвью 22 конвейерной ленты 20. Этот контактный край 21, образованный конвейерной лентой 20, представляет собой линию начала отсчета и определяет расположение листа стекла перед тем, как его перемещают к зоне резки А (механизму резки стекла или многослойного стекла).
Если опорная поверхность стола I наклонена вниз по направлению к контактному краю 21 в исходном положении, то механизм резки А таким же образом наклонен и составляет тот же угол с горизонталью, что и стол I (он поднимается в направлении от контактного края 21).
Для надежного перемещения листов стекла по столу I (и другим столам II и III) достаточны малые углы, особенно в том случае, если столы оснащены средствами для создания воздушной подушки. Например, край 11 стола I при длине стола 3-5 м может быть расположен выше, грубо говоря, на 2 см, чем край 13.
Для перемещения листа стекла G по столу I в направлении к зоне резки А (сравните с фиг.3) на установленной на раме направляющей 25, которая расположена параллельно конвейерной ленте 20, по меньшей мере, одну каретку 30, на которой имеется, по меньшей мере, одна вакуумная головка 31, направляют так, чтобы она могла двигаться свободно. Вакуумную головку 31 можно опускать до прилегания к листу стекла G, который лежит на опорной поверхности стола I, оснащенной, например, слоем 18 войлока, гидравлическим двигателем 33, установленным на каретке 30 (по стрелке 34 на фиг.3), и можно затем ее нагружать, используя другой гидравлический двигатель (по стрелке 35 на фиг.3), установленный на каретке 30 так, чтобы с ее помощью тянуть лист стекла G к ветви 22 конвейерной ленты 20, представляющей контактный край 21 (линию начала отсчета), посредством которой лист стекла G сцепляют поджимом с конвейерной лентой 20. Сообщая движение конвейерной ленте 20, можно перемещать лист стекла G по столу I, причем трение поддерживают малым с помощью воздушной подушки на столе I.
Непосредственно перед точкой резки А на столе I имеется устройство 35, посредством которого определяют наличие переднего края листа стекла, который надлежит перемещать, для того, чтобы определить положение начала отсчета. Вместо этого устройства также может быть использован простой упор, который убирают после установления положения начала отсчета, например опускают.
Сообщая движение конвейерной ленте 20, с которой лист стекла сцепляют посредством каретки 30 с вакуумной головкой 31 (может быть использован отдельный привод для каретки 30, но это обычно несущественно), лист стекла перемещают постепенно к точке резки А и производят резы (проходы) вдоль оси Х листа стекла. Величину подачи листа стекла G к точке резки А определяют с помощью датчика перемещения, который соединен с конвейерной лентой 20, точнее с ее приводом (используют дискретный датчик), работающего на принципе определения пройденного отрезка пути листом стекла, определенного на этом направлении, установленного относительно зоны резки А так, что лист стекла разрезают в требуемом месте. Перед началом перемещения листа стекла G стол I выводят (наклоняют) в положение, параллельное положению зоны резки А.
Полученные полосы стекла (форматы стекла) подают на стол II. Этот стол II устанавливают в его основном положении, которое ему придают, когда выполняют процессы резки в зоне резки А, в одной плоскости со столом I, т.е. его наклоняют к горизонтали под тем же углом, что и стол I, и механизм резки зоны резки А; его также наклоняют вниз по направлению к его контактному краю. Такая установка стола II может быть также осуществлена путем подъема в области его края 40, расположенного рядом с зоной резки А.
Для транспортирования формата, раскроенного из листа стекла, в направлении от зоны резки А стол II можно наклонять после каждой операции резки, которую выполняют в зоне резки А, так, чтобы формат, вырезанный из листа стекла, на столе II, который теперь также наклоняют вниз от зоны резки А или (наклоняют) его край 40, скользил из положения, где формат находился сначала непосредственно справа от зоны резки А, в положение, показанное пунктиром на чертежах. Для выполнения этого процесса стол II поднимают в области края 40, который расположен рядом с зоной резки А.
Кроме того, стол II в области его края 41 может также быть поднят так, чтобы формат, вырезанный из листа стекла, надежно скользил по столу II, находясь в контакте с двумя контактными краями 44, 45, которые являются двумя ветвями конвейерных лент 20. Таким образом, один угол формата, вырезанного из листа стекла, располагают в точке 43 начала отсчета; в данном примере - в точке пересечения двух контактных краев 44, 45. В этот момент угол, который представляет точку 43 начала отсчета, является самой нижней точкой стола II, так как (в результате) угол стола II был поднят.
С помощью концевого выключателя 47 обеспечивают остановку формата, вырезанного из листа стекла, на краю 45 начала отсчета. Как только это происходит, край 40, который расположен рядом с зоной резки А, а также край 41 стола II, который расположен перпендикулярно к краю 40, опускают так, чтобы стол II был снова установлен заподлицо со столом I (чтобы он находился с6 столом I в одной плоскости).
В этом варианте исполнения на двух контактных краях 44, 45 стола II расположены конвейерные ленты 20, для взаимодействия с которыми предназначены вакуумные головки 31 на каретках 30 (сравните с фиг.3), как было описано выше на примере, касавшемся стола I. Вакуумная головка 31 на контактном краю 45 стола II, расположенном перпендикулярно к зоне резки В и против (на удалении) и параллельно зоне резки А, является существенным приспособлением, так как посредством этой каретки 30, на которой установлена, по меньшей мере, одна вакуумная головка 31, и соответствующей конвейерной ленты 20 лист стекла/формат, вырезанный из листа стекла, постепенно транспортируют к зоне резки В (второму механизму резки) для того, чтобы выполнять процесс разки в направлении оси Y. Перед зоной резки В может быть также установлен датчик 35 для определения наличия переднего края формата, вырезанного из листа стекла.
Конвейерная лента 20 на контактном краю 44 стола II, перпендикулярном зоне резки А, предназначена, по существу, для поддержания движения формата, вырезанного из листа стекла, в направлении к точке 43 начала отсчета, особенно в том случае, когда формат, вырезанный из листа стекла, должен быть наклонен и должен оставаться в контакте одним или двумя углами с одной или двумя конвейерными лентами 20, которые образуют контактные края 44, 45. В каретке 30, предусмотренной в варианте исполнения, представленном на фиг.1, у контактного края 41, с вакуумной головкой 31, нет абсолютной необходимости, и обычно ее не устанавливают.
Стол III, расположенный вслед за зоной резки В, расположен заподлицо со столом II и сначала наклонен так, что поднимается вверх от зоны резки В. Важно то, что столы II и III располагают в (одной) (например, наклонной) плоскости. Для улучшения съема формата, вырезанного из листа стекла, полученного после резки, выполняемой в зоне резки В, стол III может быть даже опущен после выполнения операции резки в области его края 50. В столе III могут быть также установлены в утопленном положении подъемные штанги 55, предназначенные для подъема с наклоном формата, вырезанного из листа стекла.
В варианте исполнения, показанном на фиг.1, на каждом контактном краю 21 и 45 имеются каретки 30 с, по меньшей мере, одной вакуумной головкой 31 (на каретках 30 может быть установлено по две вакуумные головки 31). Следует отметить, что это минимальное требование, так как может быть также установлено две или большее число кареток 30 с, по меньшей мере, одной вакуумной головкой 31 каждая на контактном краю 21 и/или на контактном краю 45 для того, чтобы надежно перемещать большие и/или тяжелые листы стекла (сравните с фиг.2). Обычно, однако, достаточно использовать по одной каретке 30 на контактный край, особенно в том случае, когда ее сопрягают с серединой листа стекла и тянут лист с относительно большой силой к ветви 22 соответствующей конвейерной ленты 20, которая образует контактный край 21, 44, 45 (линия начала отсчета). Если, например, имеется две каретки 30 (см. фиг.2) с, по меньшей мере, одной вакуумной головкой 31 каждая на контактных краях 21 и 45, то их также можно альтернативно сопрягать с листами стекла или форматами, нарезанными из листа стекла.
Для возвращения кареток 30 назад в их исходные положения соответствующей транспортерной ленте 20 сообщают движение в обратном направлении, т.е. меняют направление ее движения на противоположное, и каретку 30 сцепляют посредством движителя с конвейерной лентой 20 путем поджима движителя к конвейерной ленте 20.
Перемещение столов, особенно столов II и III, предпочтительно производят путем перемещения их рам, расположенных под их опорными поверхностями, посредством гидравлических цилиндров, которые установлены снизу и сопряжены с рамами.
Последовательность действий установки для резки (многослойного) стекла со столами, которые могут быть наклонены или которые наклонены в их исходном положении, может быть описана на примере со ссылками на фиг.2.
1. Стол I складывают, поворачивая вверх вокруг его края 11, для забора листа стекла из пирамиды 51 листов стекла. Лист стекла фиксируют на столе I посредством нескольких вакуумных головок 52.
2. Стол I раскладывают обратно в его исходное положение, при котором он наклонен вниз по направлению к контактному краю 21. Лист стекла затем перемещают со скольжением на воздушной подушке по направлению к контактному краю 21.
3. В этом положении лист стекла сцепляют поджимом с конвейерной лентой 20 посредством вакуумной головки 31, установленной на каретке 30 (или посредством вакуумных головок, установленных на двух каретках).
4. Путем включения в работу конвейерных лент 20 лист стекла перемещают до тех пор, пока он не будет правильно выставлен относительно механизма резки А для выполнения одной операции резки.
5. Затем, когда столы I и II установлены заподлицо друг относительно друга (оба наклонены вниз в направлении контактного края 21 и 44), формат, вырезанный из листа стекла, режут механизмом резки зоны резки А. Полученный в результате формат, вырезанный из листа стекла ("траверса"), лежит на столе II.
6. Стол II поднимают в области его края 40, который расположен рядом с зоной резки А, так, что он тоже наклоняется вниз по направлению к контактному краю 45.
7. Формат, вырезанный из листа стекла, перемещают (скольжением) по столу II в положение, при котором он примыкает к контактному краю 45 и контактному краю 44.
8. Путем подъема стола II в области его края 41 рядом с зоной резки В стол II наклоняют так, что его угол между контактными краями 44, 45 становится самой нижней точкой. В результате обеспечивают условия, при которых формат, вырезанный из листа стекла, своим углом располагается у точки 43 начала отсчета и примыкает к контактным краям 44, 45 двумя краями, идущими по направлению к его углам.
9. Когда формат, вырезанный из листа стекла, перемещается по столу II, включают в работу конвейерную ленту 20 для того, чтобы поддержать это движение, особенно тогда, когда формат, вырезанный из листа стекла, наклоняют.
10. Формат, вырезанный из листа стекла, у конвейерной ленты 20 в области контактного края 45 фиксируют поджимом с помощью вакуумной головки 31, расположенной на каретке 30, в области контактного края 45, при этом формат примыкает его углом к точке 43 начала отсчета.
11. Стол II отводят назад в его исходное положение, при котором он располагается заподлицо со столом I и при котором опускается в направлении контактного края 44. Стол II таким образом поднимается в направлении к зоне резки В в этом положении от контактного края 44 к краю 41.
12. Путем введения в действие конвейерной ленты 20 формат, вырезанный из листа стекла, подвигают по направлению к зоне резки В.
13. Формат, вырезанный из листа стекла, дополнительно режут на форматы механизмом резки в зоне резки В.
14. Во время выполнения этой операции резки столы II и III устанавливают, поднимая в плоскости от контактного края 44 стола II в направлении к краю 50 стола III.
15. Для съема форматов, полученных за зоной резки В, стол III может быть наклонен так, чтобы он опускался вниз от зоны резки В по направлению к краю 50. Используя подъемные штанги 55, форматы, нарезанные из листа стекла, могут быть подняты со стола III и могут быть расположены по существу вертикально.
В варианте исполнения, показанном на фиг.4, в области опорной поверхности стола I установлено другое конвейерное устройство 60. Это конвейерное устройство 60 можно использовать для перемещения листа стекла к первой зоне резки А в сочетании с конвейерным устройством с конвейерной лентой 20 и вакуумной головкой 30. Второе конвейерное средство 60 может однако также быть использовано для перемещения другого листа стекла к зоне резки А в то же самое время или независимо от транспортировки листа стекла конвейерным устройством 20 с вакуумной головкой 30 у контактной поверхности 21.
В частности, второе конвейерное средство 60 в области над опорной поверхностью стола I устроено следующим образом. На балке 62, которая установлена стационарно на столе I, имеется постоянно движимая конвейерная лента 20, например, в виде зубчатого ремня, на расстоянии над опорной поверхностью стола I с контактной поверхностью 21, расположенной по существу перпендикулярно к опорной поверхности I. Над конвейерной лентой 20 на балке 62, которую можно установить, с одной стороны, на столе I, а с другой стороны, на балке 64 зоны резки А, имеется направляющая 25 для (по меньшей мере) одной каретки 66. Эта каретка несет, по меньшей мере, одну вакуумную головку 31, которая может быть опущена (по стрелке 34) на лист стекла G, лежащий на опорной поверхности стола I. При этом конструкция конвейерной ленты 20 такова, что она расположена на расстоянии от опорной поверхности стола I, которое столь велико, что толщина листа стекла G может проходить под ней.
Для того чтобы сцепить каретку 66, несущую вакуумную головку 31, с конвейерной лентой 20, на каретке 66 предусмотрен гидродвигатель 68, которым прижимают поршень 70 к ветви 72 конвейерной ленты 20, расположенной рядом с кареткой 66, так, чтобы эту каретку перемещать конвейерной лентой и, следовательно, перемещать также лист стекла G, на который была помещена вакуумная головка 31 каретки 66.
Для того чтобы выставить лист стекла G параллельно направлению движения конвейерной ленты 20, могут быть использованы опускаемые упоры 80, например, контактные пальцы, посредством которых определяют "нулевую линию" (линию начала отсчета), и с которыми, опять-таки, лист стекла G вводят в контакт.
Само собой разумеется, что вместо одной каретки 66 с, по меньшей мере, одной вакуумной головкой 31 может быть использовано также две или большее число кареток 66, каждая из которых может быть снабжена, по меньшей мере, одной вакуумной головкой 31 для того, чтобы обеспечить надежную транспортировку листов стекла G посредством дополнительных конвейерных средств 60 в области опорной поверхности стола I.
В одном модифицированном варианте исполнения конвейерное средство 60 может быть регулируемым вместо стационарного, чтобы можно было изменять его расстояние от контактного края 21, образованное конвейерной лентой 20.
В общем, один вариант исполнения изобретения может быть описан следующим образом.
В установке для резки листов стекла на форматы имеется, по меньшей мере, одна зона резки (А, В). Для того чтобы установить лист стекла, который надлежит разрезать, или формат, вырезанный из листа стекла, в определенное положение, на краях столов I и II имеются контактные края 21, 44, 45. Для того чтобы вводить листы стекла и форматы, нарезанные из листа стекла, в контакт с контактными краями 21, 44, 45, столы I, II выставляют наклонно вниз по направлению к контактным краям 21, 44, 45 так, чтобы листы стекла и форматы, нарезанные из листа стекла, скользили на воздушных подушках, создаваемых между листами стекла или форматами, нарезанными из листа стекла, и столами I, II до вхождения в контакт с контактными краями 21, 44, 45. Листы стекла или форматы, нарезанные из листа стекла, которые примыкают к контактным краям 21, 45, сцепляют поджимом с конвейерными лентами 20, установленными в области контактных краев 21, 45, и затем перемещают к зоне резки, которая расположена вслед за столом I, II. Если имеется две зоны резки А, В, то стол II может быть наклонен между двумя зонами резки А, В так, чтобы точка пересечения, которую используют в качестве точки 43 начала отсчета между двумя контактными краями 44, 45, являлась самой нижней точкой стола II.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕМЕЩЕНИЯ И ПОЗИЦИОНИРОВАНИЯ ЛИСТОВ СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2266263C2 |
| Установка для обработки листового стекла | 1981 |
|
SU966047A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛОСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2481185C2 |
| Установка для обработки листового стекла | 1987 |
|
SU1530582A1 |
| Установка для раскроя ленты стекла на форматы | 1979 |
|
SU881020A2 |
| Способ вырезки заготовок на машинах термической резки и устройство для его осуществления | 1990 |
|
SU1784421A1 |
| Установка для раскроя ленты стекла на форматы | 1981 |
|
SU977417A2 |
| Установка для раскроя ленты стекла на форматы | 1984 |
|
SU1217796A1 |
| Светокопировальный аппарат | 1981 |
|
SU993195A1 |
| Установка для резки листового материала | 1986 |
|
SU1369876A1 |



Изобретение относится к перемещению и позиционированию листов стекла. Позволяет быстро и просто перемещать листы стекла. Способ включает перемещение и порционирование листов стекла или формата, вырезанного из листа стекла при резке листов стекла на установке для резки листов стекла, включающей, по меньшей мере, одну зону резки и, по меньшей мере, одну опорную поверхность, расположенную с каждой стороны зоны резки, для листов стекла, которые надлежит разрезать, или для форматов, нарезанных из листа стекла, полученных после того, как листы стекла разрезали. Осуществляют скольжение листа стекла или формата, вырезанного из листа стекла, в положение, определяемое контактным краем, расположенным перпендикулярно зоне резки, по опорной поверхности, наклоненной вниз относительно горизонтали в направлении к указанным контактным краям. При этом определяют наличие листа стекла или формата в области его края, соприкасающегося с указанным контактным краем, и перемещают его к зоне резки. Операцию резки выполняют после каждого этапа подачи, причем лист стекла и формата сцепляют поджимом с конвейерными лентами в направлении, перпендикулярном направлению действия зоны резки. 2 н. и 33 з.п. ф-лы, 5 ил.
| Устройство для опрессовки и съема каркасов покрышек пневматических шин к станку для сборки покрышек | 1975 |
|
SU564758A1 |

