Изобретение относится к области кузнечно-прессового производства и может быть использовано для проектирования и изготовления секций несущих лотков кабелей.
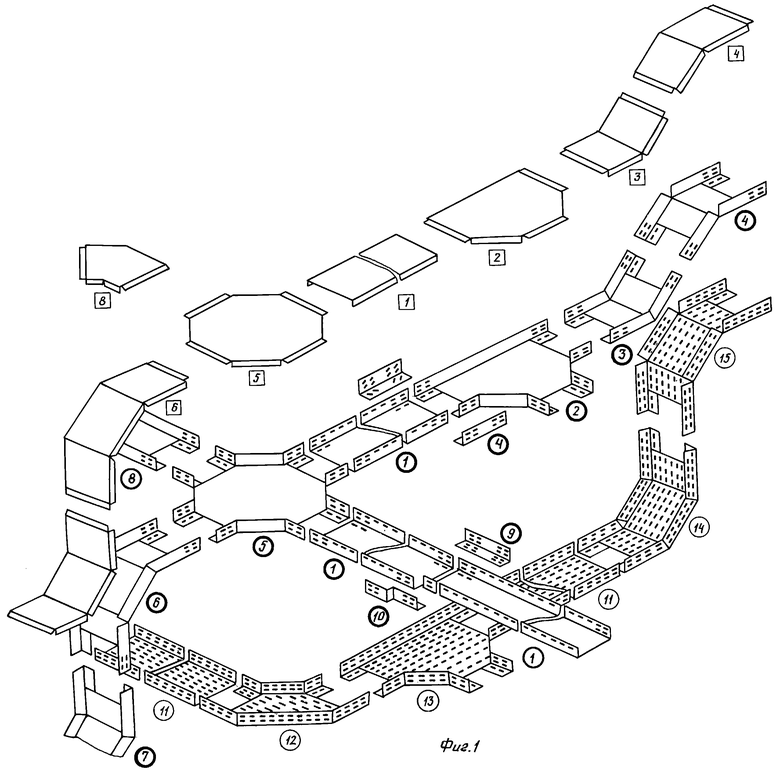
К известным способам данного класса следует отнести прототип – [1], изображенный на рис. 3.3.58, представленный на с. 201 кн. / Электромонтажные устройства и изделия: Справочник / АООТ ЦПКБ “Электромонтаж” - 4-е изд., переработанное и дополненное - М.: ИНПА, 1999 - 316 с.: ил.
К недостаткам прототипа [1] следует отнести его невысокие технологические возможности.
Новое техническое решение направлено на повышение технологических возможностей и качества укладки кабеля.
Поставленная задача достигается тем, что способ изготовления секций несущих лотков кабелей, по которому рассчитывают число секций, исходя из плана прокладки линии кабелей, раскраивают листовой профиль, выполняют профилирование Г-образных полочек, формообразуют пазы и отверстия в фасонном листовом профиле, выполняют сварку отдельных элементов, отличающийся тем, что выполняют секции ответвления из двух оппозитно расположенных участков дважды изогнутых ассиметричных фасонных Г-образных профилей, как минимум, два разрыва угловых переходов перекрывают трапециидальным поддоном, верхнее основание которого снабжают двумя открытыми пазами, а нижнее основание трапецеидального поддона выполняют по общей линии сгиба Г-образного фасонного профиля, который имеет четыре паза для размещения замковой части крышек несущих лотков кабеля, в сечении Г-образного профиля выполняют отверстия, выполняют изгиб фасонных Г-образных профилей под равными тупыми углами, располагают указанные профили малыми полочками вовнутрь конструкции, устанавливают по нормали ширину секции угловой, достаточной для размещения несущего лотка, а длину внешнего углового фасонного профиля устанавливают от торцов до пересечения с образующими торцов, разрыв углового малого внутреннего фасонного профиля закрывают несущим лотком, в котором выполняют три нерабочих и две рабочих торцовых стороны, нерабочие стороны сваривают контактной сваркой с полочками фасонного Г-образного профиля, а открытые участки вылетов фасонного Г-образного профиля дорабатывают, образуя оппозитно расположенные пазы, способствующие взаимодействию с упругой фасонной замковой частью крышки несущего лотка кабеля, закрепляемого резьбовыми и упругими элементами, устанавливаемыми в отверстиях, выполняют поддон угловой секции с двумя рабочими и тремя нерабочими торцами, а угловые рабочие Г-образные профили выполняют гомотетичными, с равными вылетами последних относительно оппозитно расположенных отверстий, в которых размещают резьбовые и крепежные элементы, контактную сварку поддона и фасонных угловых профилей производят для малой двуугловой секции фасонного профиля внахлест с перекрытием угловых просветов изогнутого профиля, а гомотетичные профили фасонных Г-образных профилей, закрывают поддоном с четырех сторон и сваривают контактной сваркой, со стороны рабочих торцов поддона выполняют открытыми продольные пазы, в поддоне выполняют операции по разделке внутренних глухих окон с шириной вырезки, равной длине открытых пазов, для монтажа крышки несущего лотка в угловой секции выполняют операции по образованию двухсторонних оппозитно расположенных пазов с высотой, не превышающей высоту замковой части крышки несущего лотка кабеля, выполняют секции крестообразного листового фасонного профиля, который образуют с фасонным раскроем листового поддона, имеющего четыре рабочих и четыре нерабочих сторон, которые монтируют на полочках продольно расположенных угловых профилей контактной сваркой, угловые полочки по отношению к нерабочим зонам изгибают под тупыми углами, образуют торцовые вылеты Г-образных профилей и выполняют в каждом по две пары симметрично расположенных отверстий, которые снабжают резьбовыми и упругими элементами, необходимыми для монтажа и закрепления с несущими лотками кабелей, секции Т-образного листового фасонного профиля составляют из фасонного раскроя листа, имеющего три рабочие и три нерабочие стороны, которые монтируют на полочках продольно расположенного углового профиля с помощью контактной сварки, две угловые полочки по отношению к нерабочим зонам изгибают под равными друг другу тупыми углами, образуют торцовые вылеты Г-образных профилей, свободных от листового профиля и выполняют в каждом по две пары симметрично расположенных отверстий, которые снабжают резьбовыми и упругими элементами, необходимыми для монтажа и соединения с несущими лотками кабелей, для этих же целей выполняют прямоугольные пазы открытого типа, а со стороны торцов листового профиля выполняют открытые пазы, создают площадку для нанесения маркировки на изделии, изготавливают оппозитно расположенные листовые Г-образные профили поддонов, которые соединяют между собой контактной сваркой под углом за счет удержания разрезанных участков угловых секций, прямоугольными оболочковыми пластинами, которые сваривают контактной сваркой с полочками вертикально расположенных сторон Г-образного профиля или непосредственно внахлест сваривают площадки перекрытия, рабочие монтажные отверстия угловой секции снабжают со стороны торцов резьбовыми и упругими элементами, которыми обеспечивают возможность соединения с перфорациями несущих лотков, с каждой стороны поддона секций выполняют, как минимум, по два открытых продольных паза с помощью которых оптимизируют положение и взаимосвязь несущих лотков кабелей, упомянутые секции после выполнения контактной сварки покрывают бесцветным лаком типа АК-113, который смешивают с алюминиевой пудрой марки ПАК-4, затем оболочковые секции распределяют в соответствии со схемой генерального плана по прокладке кабеля, соединяя их с несущими перфорированными и неперфорированными лотками с помощью крепежных элементов.
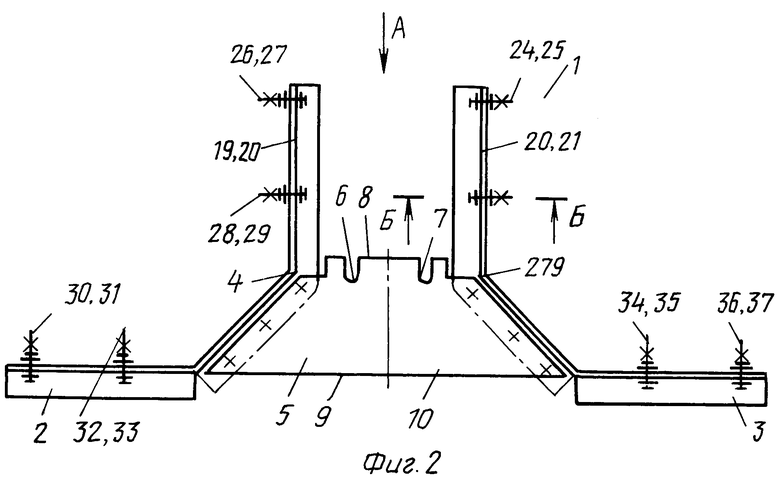
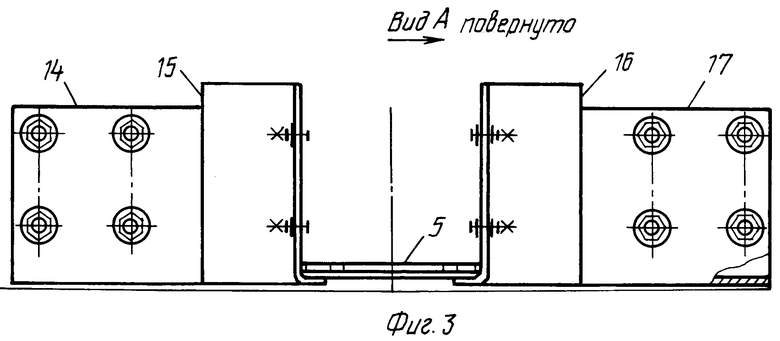
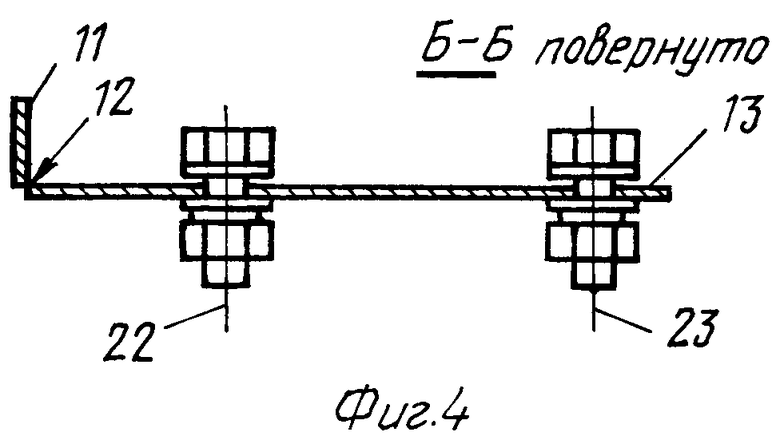
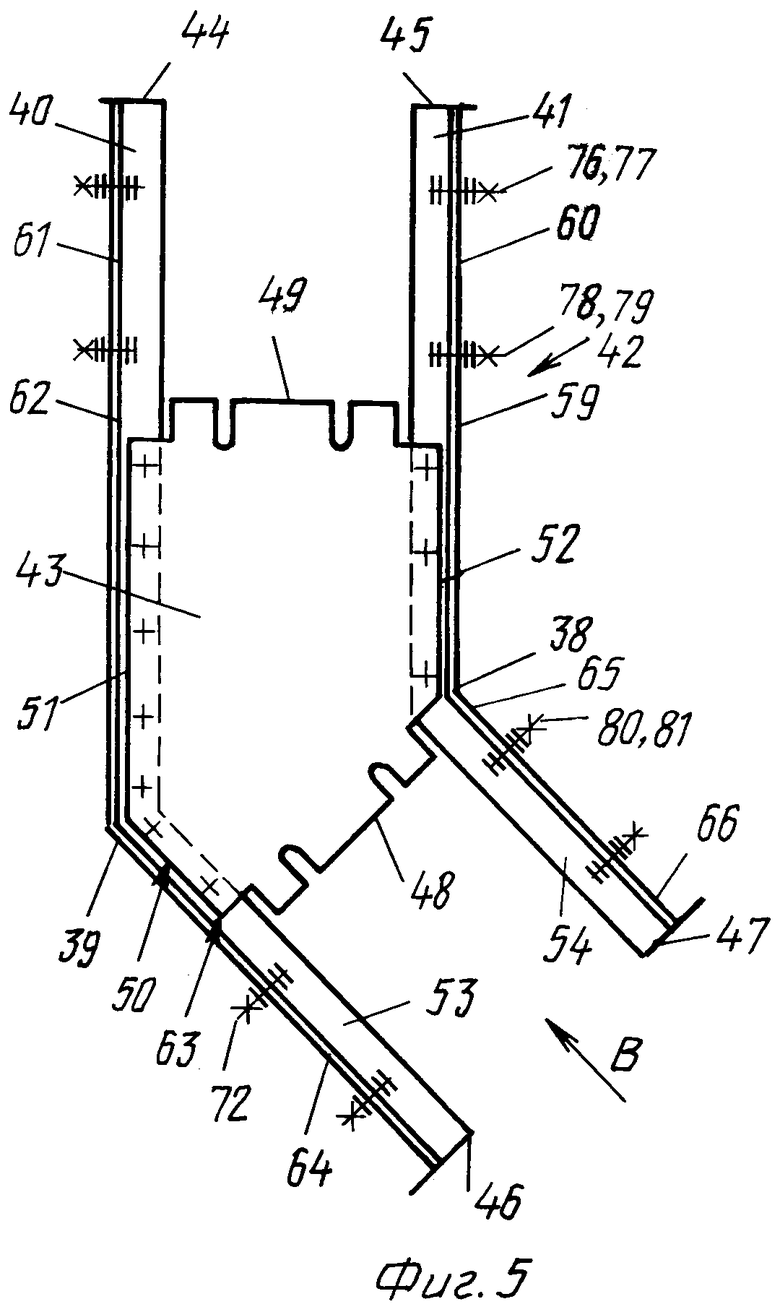
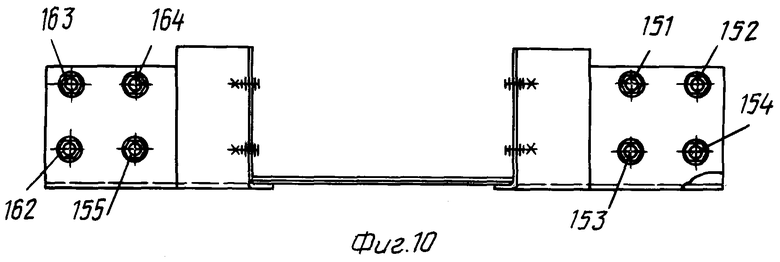
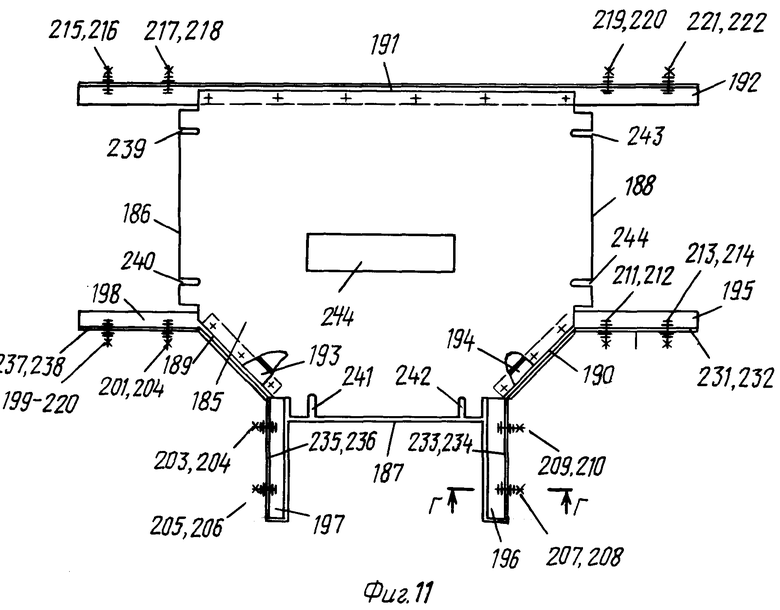
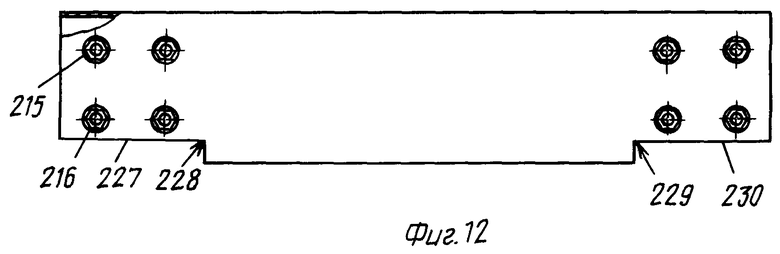
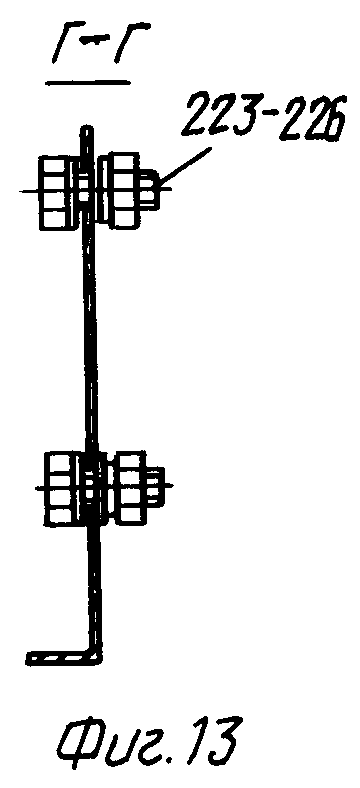
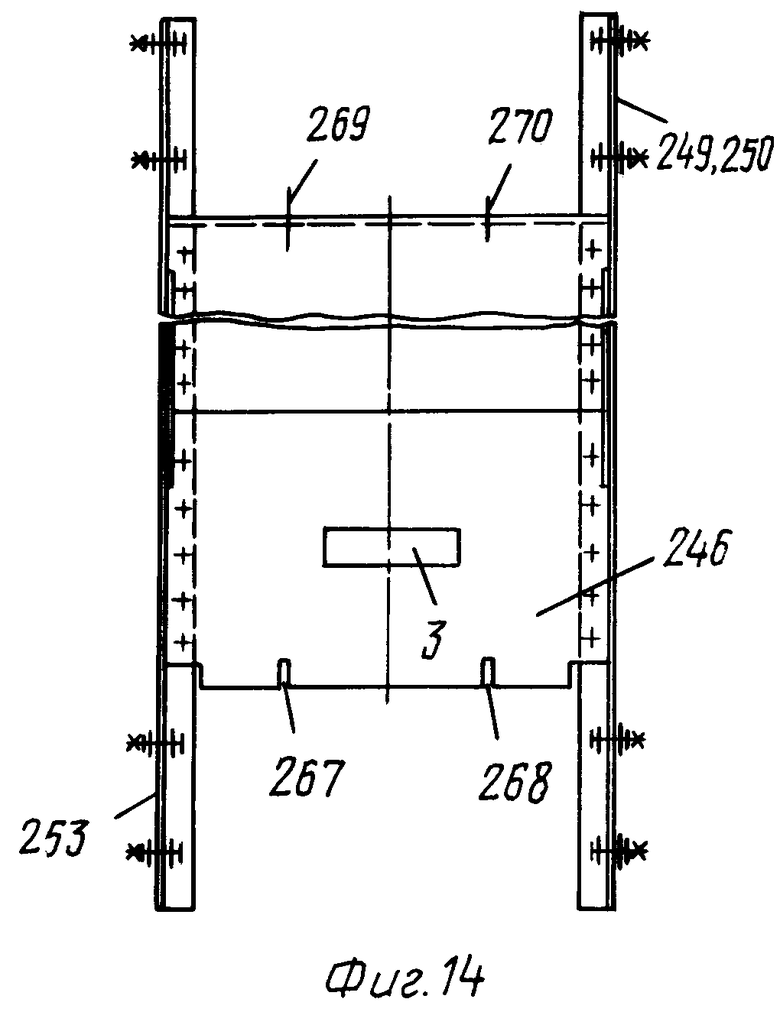
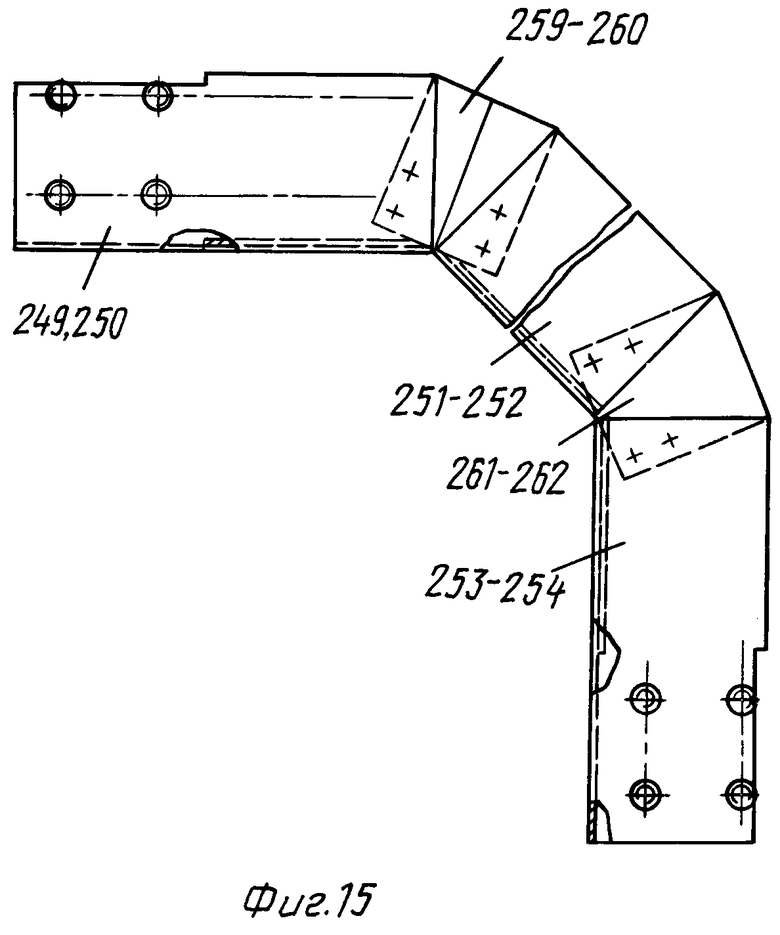
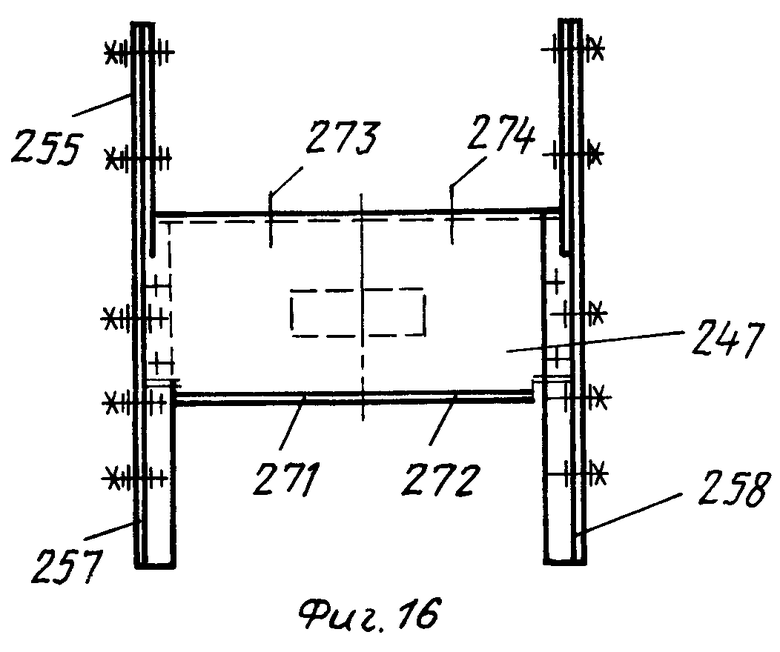
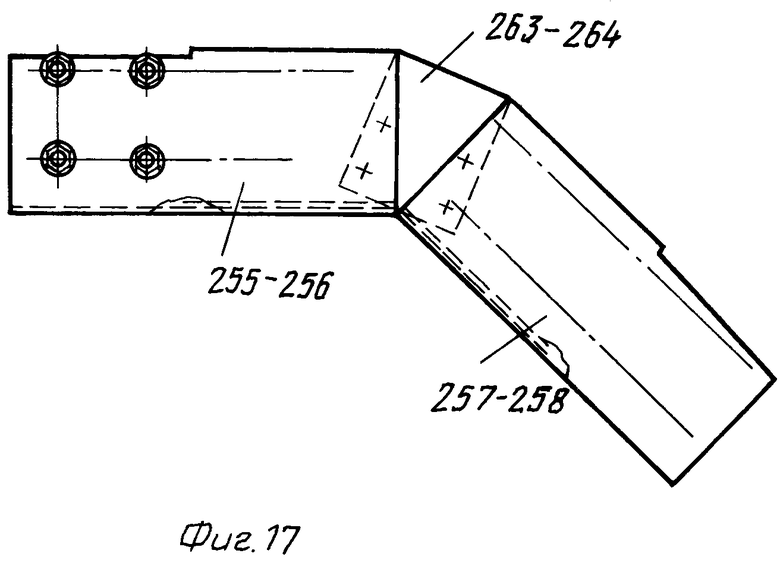
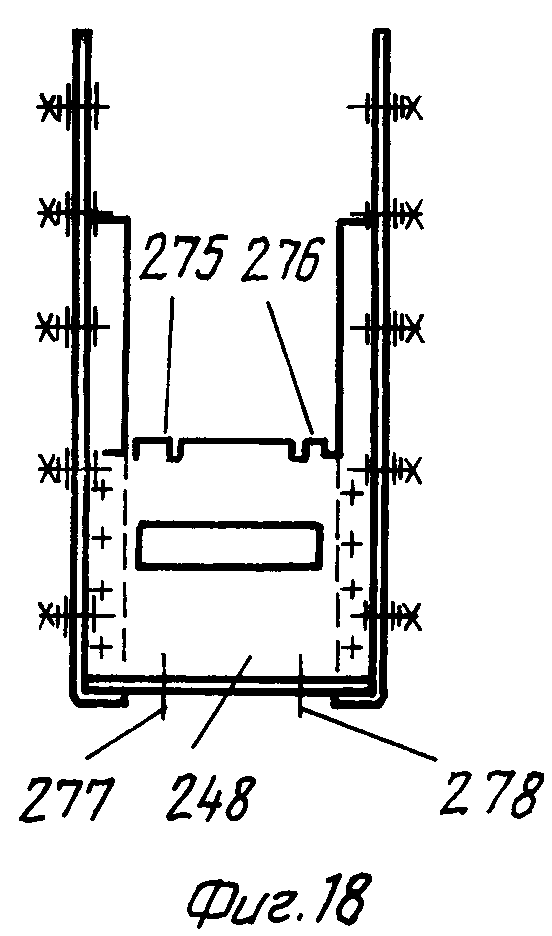
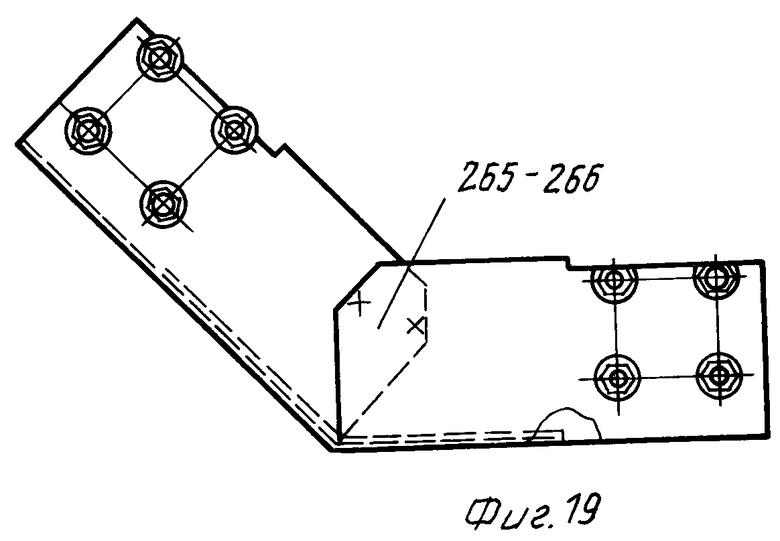
Графические изображения: фиг.1 - план монтажа секций несущих лотков кабелей - (прототип); фиг.2 - вид в плане секции ответвления; фиг.3 - вид с торца (повернутое изображение по стрелке А к фиг.2); фиг.3 - сечение Г-образного фасонного оболочкового профиля по месту расположения осей резьбовых и упругих элементов; Фиг.4 - сечение Б-Б, повернутое; Фиг.5 - секция угловая на виде в плане; фиг.6 - вид с рабочего торца по стрелке В; фиг.7 - вид в плане на секцию угловую; фиг.8 - профильная проекция секции угловой; фиг.9 - вид в плане на секцию крестообразную; фиг.10 - профильная проекция на секцию крестообразную; фиг.11 - секция крестообразная; фиг.12 - профильная проекция секции крестообразной; фиг.13 - сечение резьбовых и упругих элементов в стенке оболочкового фасонного Г-образного профиля в сечении Г-Г; фиг.14 - профильная проекция Г-образной двоякоизогнутой угловой секции; фиг.15 - фронтальная проекция угловой секции; фиг.16 - профильная проекция секции углового изгиба; фиг.17 - профильная проекция секции углового изгиба; фиг.18 - профильная проекция секции углового изгиба; фиг.19 - фронтальная проекция секции углового изгиба.
Позиции цифровые в графических изображениях: секции ответвления (1); оболочки (2 и 3); угловые переходы (4 и 279); трапецеидальный поддон (5); верхнее основание (8); открытые пазы (6 и 7); нижнее основание (9); общая линия сгиба (10); Г-образный фасонный профиль (11-13); пазы (14-21); отверстия (22-37); Г-образные профили (38 и 39); малые полочки (40, 41, 53, 54); секция угловая (42); несущий лоток (43); торцы (44-47); образующие торцов (48 и 49); стороны (50-52); профиль (55-58); (59-66); резьбовые и упругие элементы (67-70); отверстия (71-83); поддон угловой секции (84); рабочие торцы (85, 86); нерабочие торцы (87-89); отверстия (90-105); резьбовые и крепежные элементы (106-109); профили (110-112 и 113-115); поддон (116); продольные пазы (117-120); глухие окна (121-127); пазы (128-135); секции (136-139); листовой поддон (140); стороны (141-148); полочки (149, 150, 156-161); отверстия (151-155, 162-180); резьбовые и упругие элементы (181-184); лист (185); стороны (186-191); полочки (192-194); полочки (195-198); отверстия (199-222); резьбовые и упругие элементы 223-226); прямоугольные пазы (227- 238); открытые пазы (239-244); площадка (245); поддоны (246-248); угловые секции (249-258); пластины (259-264); площадки перекрытия (265-266); резьбовые и упругие элементы (223-226); пазы (267- 278).
Описание способа изготовления секций несущих лотков кабелей с учетом отличительных признаков от прототипа - /1/, изображенного на фиг.1.
Способ изготовления секций несущих лотков кабелей, по которому рассчитывают число секций, исходя из плана прокладки линии кабелей, раскраивают листовой профиль, выполняют профилирование Г-образных полочек, формообразуют пазы и отверстия в фасонном листовом профиле, выполняют сварку отдельных элементов, отличающийся тем, что:
- выполняют секции ответвления из двух оппозитно расположенных участков дважды изогнутых ассиметричных фасонных Г-образных профилей оболочек, как минимум, два разрыва угловых переходов перекрывают трапецеидальным поддоном, верхнее основание которого снабжают двумя открытыми пазами, а нижнее основание трапецеидального поддона выполняют по общей линии сгиба Г-образного фасонного профиля, который имеет четыре паза для размещения замковой части крышек несущих лотков кабеля, в сечении Г-образного профиля выполняют отверстия;
- выполняют изгиб фасонных Г-образных профилей под равными тупыми углами, располагают указанные профили малыми полочками вовнутрь конструкции, устанавливают по нормали ширину секции угловой, достаточной для размещения несущего лотка, а длину внешнего углового фасонного профиля устанавливают от торцов до пересечения с образующими торцов, разрыв углового малого внутреннего фасонного профиля закрывают несущим лотком, в котором выполняют три нерабочих и две рабочих торцовых стороны, нерабочие стороны сваривают контактной сваркой с полочками фасонного Г-образного профиля, а открытые участки вылетов фасонного Г-образного профиля дорабатывают, образуя оппозитно расположенные пазы, способствующие взаимодействию с упругой фасонной замковой частью крышки несущего лотка кабеля, закрепляемого резьбовыми и упругими элементами, устанавливаемыми в отверстиях;
- выполняют поддон угловой секции с двумя рабочими и тремя нерабочими торцами, а угловые рабочие Г-образные профили выполняют гомотетичными, с равными вылетами последних относительно оппозитно расположенных отверстий, в которых размещают резьбовые и крепежные элементы, контактную сварку поддона и фасонных угловых профилей производят для малой двуугловой секции фасонного профиля внахлест с перекрытием угловых просветов изогнутого профиля, а гомотетичные профили фасонных Г-образных профилей, закрывают поддоном с четырех сторон и сваривают контактной сваркой, со стороны рабочих торцов поддона выполняют открытыми продольные пазы, в поддоне выполняют операции по разделке внутренних глухих окон с шириной вырезки, равной длине открытых пазов, для монтажа крышки несущего лотка в угловой секции выполняют операции по образованию двухсторонних оппозитно расположенных пазов с высотой, не превышающей высоту замковой части крышки несущего лотка кабеля;
- выполняют секции крестообразного листового фасонного профиля, который образуют с фасонным раскроем листового поддона, имеющего четыре рабочих и четыре нерабочих сторон, которые монтируют на полочках продольно расположенных угловых профилей контактной сваркой, угловые полочки по отношению к нерабочим зонам изгибают под тупыми углами, образуют торцовые вылеты Г-образных профилей и выполняют в каждом по две пары симметрично расположенных отверстий, которые снабжают резьбовыми и упругими элементами, необходимыми для монтажа и закрепления с несущими лотками кабелей;
- секции Т-образного листового фасонного профиля составляют из фасонного раскроя листа, имеющего три рабочие и три нерабочие стороны, которые монтируют на полочках продольно расположенного углового профиля с помощью контактной сварки, две угловые полочки по отношению к нерабочим зонам изгибают под равными друг другу тупыми углами, образуют торцовые вылеты Г-образных профилей, свободных от листового профиля и выполняют в каждом по две пары симметрично расположенных отверстий, которые снабжают резьбовыми и упругими элементами, необходимыми для монтажа и соединения с несущими лотками кабелей, для этих же целей выполняют прямоугольные пазы открытого типа, а со стороны торцов листового профиля выполняют открытые пазы, создают площадку для нанесения маркировки на изделий;
- изготавливают оппозитно расположенные листовые Г-образные профили поддонов, которые соединяют между собой контактной сваркой под углом за счет удержания разрезанных участков угловых секций, прямоугольными оболочковыми пластинами, которые сваривают контактной сваркой с полочками вертикально расположенных сторон Г-образного профиля или непосредственно внахлест сваривают площадки перекрытия, рабочие монтажные отверстия угловой секции снабжают со стороны торцов резьбовыми и упругими элементами, которыми обеспечивают возможность соединения с перфорациями несущих лотков, с каждой стороны поддона секций выполняют, как минимум, по два открытых продольных паза с помощью которых оптимизируют положение и взаимосвязь несущих лотков кабелей;
- упомянутые секции после выполнения контактной сварки покрывают бесцветным лаком типа АК-113, который смешивают с алюминиевой пудрой марки ПАК-4, затем оболочковые секции распределяют в соответствии со схемой генерального плана по прокладке кабеля, соединяя их с несущими перфорированными и неперфорированными лотками с помощью крепежных элементов.
Пример выполнения способа изготовления секций несущих лотков кабелей.
Способ изготовления секций несущих лотков кабелей, по которому рассчитывают число секций, исходя из плана прокладки линии кабелей, раскраивают листовой профиль, выполняют профилирование Г-образных полочек, формообразуют пазы и отверстия в фасонном листовом профиле, выполняют сварку отдельных элементов, выполняют таким образом, что:
- изготавливают секции ответвления из двух оппозитно расположенных участков дважды изогнутых ассиметричных фасонных Г-образных профилей оболочек, как минимум, два разрыва угловых переходов перекрывают трапецеидальным поддоном, верхнее основание которого снабжают двумя открытыми пазами, а нижнее основание трапецеидального поддона выполняют по общей линии сгиба Г-образного фасонного профиля, который имеет четыре паза для размещения замковой части крышек несущих лотков кабеля, в сечении Г-образного профиля выполняют отверстия;
- изгибают фасонные Г-образные профили под равными тупыми углами, располагают указанные профили малыми полочками вовнутрь конструкции, устанавливают по нормали ширину секции угловой, достаточной для размещения несущего лотка, а длину внешнего углового фасонного профиля устанавливают от торцов до пересечения с образующими торцов, разрыв малого углового внутреннего фасонного профиля закрывают несущим лотком, в котором выполняют три нерабочих и две рабочих торцовых стороны, нерабочие стороны сваривают контактной сваркой с полочками фасонного Г-образного профиля, а открытые участки вылетов фасонного Г-образного профиля дорабатывают, образуя оппозитно расположенные пазы, способствующие взаимодействию с упругой фасонной замковой частью крышки несущего лотка кабеля, закрепляемого резьбовыми и упругими элементами, устанавливаемыми в отверстиях;
- выполняют поддон угловой секции с двумя рабочими и тремя нерабочими торцами, а угловые рабочие Г-образные профили выполняют гомотетичными, с равными вылетами последних относительно оппозитно расположенных отверстий, в которых размещают резьбовые и крепежные элементы, контактную сварку поддона и фасонных угловых профилей производят для малой двуугловой секции фасонного профиля внахлест с перекрытием угловых просветов изогнутого профиля, а гомотетичные профили фасонных Г-образных профилей, закрывают поддоном с четырех сторон и сваривают контактной сваркой, со стороны рабочих торцов поддона выполняют открытыми продольные пазы, в поддоне выполняют операции по разделке внутренних глухих окон с шириной вырезки, равной длине открытых пазов, для монтажа крышки несущего лотка в угловой секции выполняют операции по образованию двухсторонних оппозитно расположенных пазов с высотой, не превышающей высоту замковой части крышки несущего лотка кабеля;
- выполняют секции крестообразного листового фасонного профиля, который образуют с фасонным раскроем листового поддона, имеющего четыре рабочих и четыре нерабочих сторон, которые монтируют на полочках продольно расположенных угловых профилей контактной сваркой, угловые полочки по отношению к нерабочим зонам изгибают под тупыми углами, образуют торцовые вылеты Г-образных профилей и выполняют в каждом по две пары симметрично расположенных отверстий, которые снабжают резьбовыми и упругими элементами, необходимыми для монтажа и закрепления с несущими лотками кабелей;
- секции Т-образного листового фасонного профиля составляют из фасонного раскроя листа, имеющего три рабочие и три нерабочие стороны, которые монтируют на полочках продольно расположенного углового профиля с помощью контактной сварки, две угловые полочки по отношению к нерабочим зонам изгибают под равными друг другу тупыми углами, образуют торцовые вылеты Г-образных профилей, свободных от листового профиля и выполняют в каждом по две пары симметрично расположенных отверстий, которые снабжают резьбовыми и упругими элементами, необходимыми для монтажа и соединения с несущими лотками кабелей, для этих же целей выполняют прямоугольные пазы открытого типа, а со стороны торцов листового профиля выполняют открытые пазы, создают площадку для нанесения маркировки на изделии;
- изготавливают оппозитно расположенные листовые Г-образные профили поддонов, которые соединяют между собой контактной сваркой под углом за счет удержания разрезанных участков угловых секций, прямоугольными оболочковыми пластинами, которые сваривают контактной сваркой с полочками вертикально расположенных сторон Г-образного профиля или непосредственно внахлест сваривают площадки перекрытия, рабочие монтажные отверстия угловой секции снабжают со стороны торцов резьбовыми и упругими элементами, которыми обеспечивают возможность соединения с перфорациями несущих лотков, с каждой стороны поддона секций выполняют, как минимум, по два открытых продольных паза, с помощью которых оптимизируют положение и взаимосвязь несущих лотков кабелей;
- упомянутые секции после выполнения контактной сварки покрывают бесцветным лаком типа АК-113, который смешивают с алюминиевой пудрой марки ПАК-4, затем оболочковые секции распределяют в соответствии со схемой генерального плана по прокладке кабеля, соединяя их с несущими перфорированными и неперфорированными лотками с помощью крепежных элементов.
Промышленная полезность нового технического решения заключается в представлении иного цикла операций, создающих более совершенный технический процесс изготовления промежуточных секций, обладающих большей прочностью, нежели в известном прототипе.
Экономическая эффективность нового технического решения заключается в экономии времени на проектирование и создание более прочных конструкции секций, связывающих несущие лотки кабелей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПТИМИЗАЦИИ КОНСТРУКТИВНОГО ИСПОЛЬЗОВАНИЯ РАБОЧЕГО ПРОФИЛЯ КОРОБОВ | 2003 |
|
RU2240273C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРУСА БЕЗОПАСНОСТИ | 2011 |
|
RU2473431C1 |
| ОТРАЖАТЕЛЬ НАПРАВЛЕННОГО ПОТОКА ЖИДКОСТИ | 2002 |
|
RU2234436C2 |
| УПРУГАЯ ФАСОННАЯ ПРОДОЛЬНАЯ КРЫШКА | 2002 |
|
RU2267198C2 |
| КОЛЛЕКТОР | 2007 |
|
RU2338897C1 |
| УНИВЕРСАЛЬНАЯ МНОГОМЕСТНАЯ КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ПЛОСКИХ СТЕНОВЫХ БЛОКОВ ИЗ КОМПОЗИЦИОННЫХ СМЕСЕЙ | 2007 |
|
RU2332299C1 |
| ЛОТОК ДЛЯ УКЛАДКИ И МОНТАЖА КАБЕЛЯ | 2002 |
|
RU2256990C2 |
| ЛЕСТНИЧНЫЙ КАБЕЛЬНЫЙ ЛОТОК, СНАБЖЕННЫЙ БОРТАМИ РАЗНОЙ ВЫСОТЫ | 2016 |
|
RU2626622C1 |
| БАК ДЛЯ ХРАНЕНИЯ И ПОДАЧИ ЖИДКОСТИ | 1999 |
|
RU2165854C2 |
| ЛОТОК ДЛЯ УКЛАДКИ КАБЕЛЯ | 2002 |
|
RU2255401C2 |
Изобретение относится к области кузнечно-прессового производства и может быть использовано для проектирования и изготовления секций несущих лотков кабелей. Техническое решение направлено на повышение технологических возможностей и качества укладки кабеля. Техническое решение заключается в представлении иного цикла операций, создающих более совершенный технический процесс изготовления промежуточных секций, обладающих большой прочностью. Экономическая эффективность технического решения заключается в экономии времени на проектирование и создание более прочных конструкций секций, связующих несущие лотки кабелей. 19 ил.
Способ изготовления секций несущих лотков кабелей, по которому рассчитывают число секций, исходя из плана прокладки линии кабелей, раскрывают листовой профиль, выполняют профилирование Г-образных полочек, формообразуют пазы и отверстия в фасонном листовом профиле, выполняют сварку отдельных элементов, отличающийся тем, что выполняют секции ответвления из двух оппозитно расположенных участков дважды изогнутых асимметрично фасонных Г-образных профилей оболочек, как минимум, два разрыва угловых переходов перекрывают трапецеидальным поддоном, верхнее основание которого снабжают двумя открытыми пазами, а нижнее основание трапецеидального поддона выполняют по общей линии сгиба Г-образного фасонного профиля, который имеет четыре паза для размещения замковой части крышек несущих лотков кабеля, в сечении Г-образного профиля выполняют отверстия, выполняют изгиб фасонных Г-образных профилей под равными тупыми углами, располагают указанные профили малыми полочками вовнутрь конструкции, устанавливают по нормали ширину секции угловой, достаточной для размещения несущего лотка, а длину внешнего углового фасонного профиля устанавливают от торцов до пересечения с образующими торцов, разрыв углового малого внутреннего фасонного профиля закрывают несущим лотком, в котором выполняют три нерабочих и две рабочих торцевых стороны, нерабочие стороны сваривают контактной сваркой с полочками фасонного Г-образного профиля, а открытые участки вылетов фасонного Г-образного профиля дорабатывают, образуя оппозитно расположенные пазы, способствующие взаимодействию с упругой фасонной замковой частью крышки несущего лотка кабеля, закрепляемого резьбовыми и упругими элементами, устанавливаемыми в отверстиях, выполняют поддон угловой секции с двумя рабочими и тремя нерабочими торцами, а угловые рабочие Г-образные профили выполняют гомотетичными, с равными вылетами последних относительно оппозитно расположенных отверстий, в которых размещают резьбовые и крепежные элементы, контактную сварку поддона и фасонных угловых профилей производят для малой двуугловой секции фасонного профиля внахлест с перекрытием угловых просветов изогнутого профиля, в гомотетичные профили фасонных Г-образных профилей, закрывают поддоном с четырех сторон и сваривают контактной сваркой, со стороны рабочих торцов поддона выполняют открытыми продольные пазы, в поддоне выполняют операции по разделке внутренних глухих окон с шириной вырезки, равной длине открытых пазов, для монтажа крышки несущего лотка в угловой секции выполняют операции по образованию двухсторонних оппозитно расположенных пазов с высотой, не превышающей высоту замковой части крышки несущего лотка кабеля, выполняют секции крестообразного листового фасонного профиля, который образуют с фасонным раскроем листового поддона, имеющего четыре рабочих и четыре нерабочих сторон, которые монтируют на полочках продольной расположенных угловых профилей контактной сваркой, угловые полочки по отношению к нерабочим зонам изгибают под тупыми углами, образуют торцовые вылеты Г-образных профилей и выполняют в каждом по две пары симметрично расположенных отверстий, которые снабжают резьбовыми и упругими элементами, необходимыми для монтажа и закрепления с несущими лотками кабелей, секции Т-образного листового фасонного профиля составляют из фасонного раскроя листа, имеющего три рабочие и три нерабочие стороны, которые монтируют на полочках продольно расположенного углового профиля с помощью контактной сварки, две угловые полочки по отношению к нерабочим зонам изгибают под равными друг другу тупыми углами, образуют торцовые вылеты Г-образных профилей, свободных от листового профиля, и выполняют в каждом по две пары симметрично расположенных отверстий, которые снабжают резьбовыми и упругими элементами, необходимыми для монтажа и соединения с несущими лотками кабелей, для этих же целей выполняют прямоугольные пазы открытого типа, а со стороны торцов листового профиля выполняют открытые пазы, создают площадку для нанесения маркировки на изделии, изготавливают оппозитно расположенные листовые Г-образные профили поддонов, которые соединяют между собой контактной сваркой под углом за счет удержания разрезанных участков угловых секций, прямоугольными оболочковыми пластинами, которые сваривают контактной сваркой с полочками вертикально расположенных сторон Г-образного профиля или непосредственно внахлест сваривают площадки перекрытия, рабочие монтажные отверстия угловой секции снабжают со стороны торцов резьбовыми и упругими элементами, которыми обеспечивают возможность соединения с перфорациями несущих лотков, с каждой стороны поддона секций выполняют, как минимум, по два открытых продольных паза, с помощью которых оптимизируют положение и взаимосвязь несущих лотков кабелей, упомянутые секции после выполнения контактной сварки покрывают бесцветным лаком типа АК-113, который смешивают с алюминиевой пудрой марки ПАК-4, затем оболочковые секции распределяют в соответствии с схемой генерального плана по прокладке кабеля, соединяя их с несущими перфорированными и неперфорированными лотками с помощью крепежных элементов.
| Короб для многослойной прокладки кабелей и проводов | 1984 |
|
SU1302361A1 |
| Кабельный канал | 1987 |
|
SU1446668A1 |
| Короб для многослойной прокладки кабельных изделий | 1979 |
|
SU920930A1 |
| КОРОБ ДЛЯ ПРОКЛАДКИ ПРОВОДОВ И КАБЕЛЕЙ | 1994 |
|
RU2066510C1 |
| US 2905416 А, 22.09.1959 | |||
| СПОСОБ ОМЕДНЕНИЯ | 1939 |
|
SU57879A1 |
| СН 685081, 15.03.1995. | |||

