Изобретение относится к области автомобилестроения и может быть использовано для страхования дверей от ударных нагрузок при столкновениях автомобилей на дорогах.
Известен прототип RU 2326770 С1, ОАО «САЗ», в котором выполнен брус безопасности.
Данный аналог не может быть применен по двум причинам: в двери автомобиля отсутствует промежуточная рамка; изготовление конструкции в виде поковки требует надежного закрепления последней к внутренней стороне двери автомобиля, причем арка в данном аналог отсутствует.
Размеры и параметры дверей автомобиля весьма разнообразны, отчего приводимые размерные параметры существенны для определенного типа дверей автомобилей.
Поставленная задача выполняется следующим образом.
Способ изготовления бруса безопасности для получения конструкции из металлического листа с расчетными параметрами, заготовку снабжают поверхностями, предназначенными для закрепления сваркой ко внутренней панели двери легкового автомобиля, отличающийся тем, что тонколистовой материал подвергают обработке упругопластическим деформированием для получения заданного объемного профиля бруса безопасности, аркообразные профили бруса безопасности (1 и 2) выполняют бесшовными между изгибами и поверхностями (3-14) одной из них и детали (2) с поверхностями (17, 18) и разнонаклонными торцами (25 и 26) металлических листов, с сечениями А-А, В-В, Б-Б, где полочки отбуртовки (3-14) неравны между собой по вылету, а торцы (15 и 16) выполнены параллельными с размерами длины арки в 567 мм, причем максимальная ширина отбуртовки полочек (3 и 9) составляет 76 мм, на виде в плане внутренняя поверхность профиля арки снабжена тремя изгибами, два из которых плоскопараллельны, а промежуточный выполнен под наклоном к сопряженным с ним участкам арки, отбуртовку снабжают поверхностями, различными по углу наклона отбуртовок (4, 10 и 7, 13), формообразующих арку (20 и 21) со стороны торца (16), а параллельно полочкам отбуртовок (14 и 8) перекрывают зазорное пространство гомотетичных поверхностей форм отбуртовок (17 и 18), поверхности арок деталей (1 и 2) соединяют контактной сваркой после получения заготовок (1 и 2) пластическим многоцикличным обкатным силовым деформированием форм тонколистового металла.
Способ по п.1, отличающийся тем, что обкатку пластическим деформированием производят по заранее подготовленной промодели или матрице, что обеспечивает большую применимость обкатного инструмента.
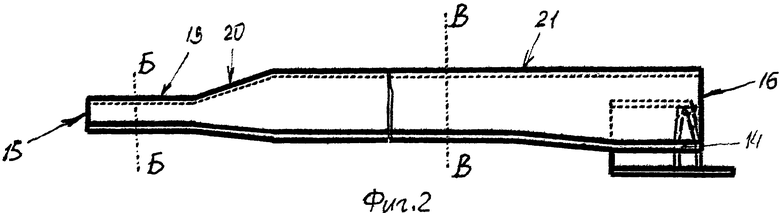
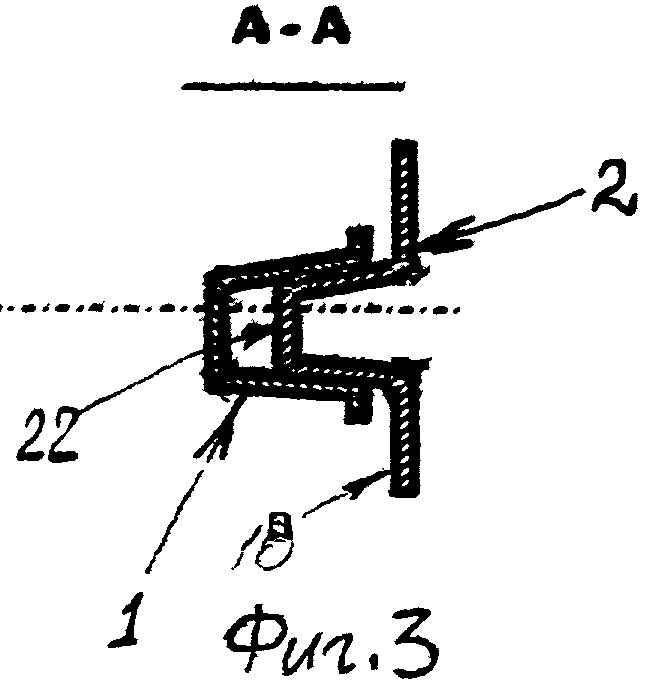
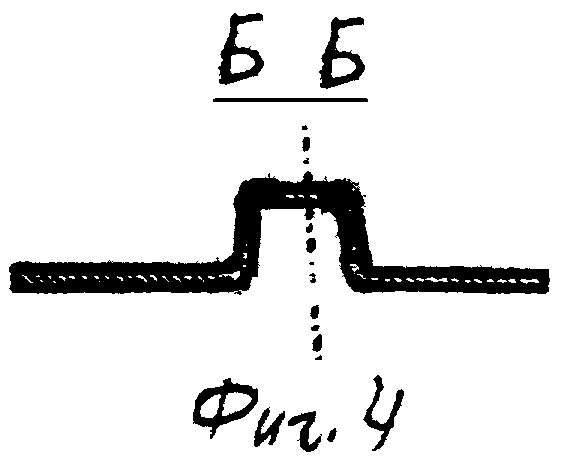
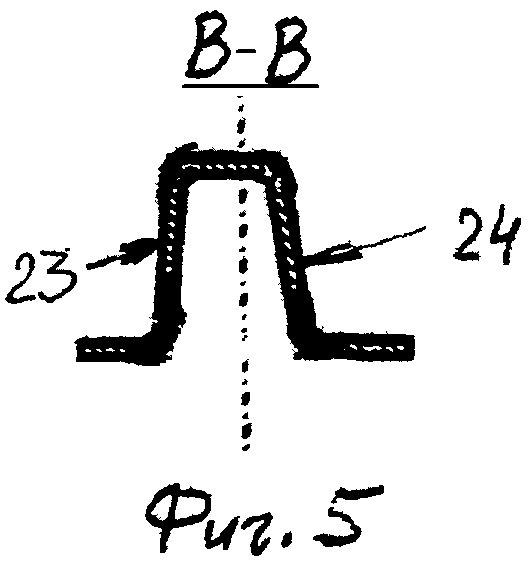
Графические изображения: фиг.1 - вид в плане; фиг.2 - профильная проекция бруса безопасности; фиг.3 - сечение сопрягаемых поверхностей деталей 1 и 2; фиг.4 - сечение Б-Б тонколистового профиля детали 1; фиг.5 - сечение В-В тонколистового профиля детали 1.
Цифровые обозначения графических фигур: детали аркообразных профилей (1 и 2); поверхностями полочек отбуртовки (3-14); торцы (15 и 16); (19-21) - высотные параметры арки; высотный параметр (22) арки детали (2).
Описание способа
Способ изготовления бруса безопасности для получения конструкции из металлического листа с расчетными параметрами, заготовку снабжают поверхностями, предназначенными для закрепления сваркой ко внутренней панели двери легкового автомобиля, отличающийся тем, что:
- тонколистовой материал подвергают обработке упругопластическим деформированием, аркообразные профили бруса безопасности (1 и-2) выполняют бесшовными между изгибами и поверхностями (3-14) из двух металлических листов, с сечениями А-А, В-В, Б-Б, где полочки отбуртовки (3-14) неравны между собой по вылету, а торцы (15 и 16) выполнены параллельными с размерами длины арки в 567 мм;
- максимальная ширина отбуртовки составляет 76 мм, на виде в плане внутренняя поверхность профиля арки снабжена тремя изгибами, два из которых плоскопараллельны, а промежуточный выполнен под наклоном к сопряженным с ним участкам арки;
- отбуртовку снабжают поверхностями, разнонаправленными по фигурам, формообразующим арку со стороны торца (16), и параллельно полочек отбуртовок (14 и 8) перекрывают с зазорным пространством между гомотетичными поверхностями форм отбуртовок (17 и 18) и выступами отбуртовок (8 и 14);
- поверхности арок деталей (1 и 2) соединяют контактной сваркой после получения заготовок (1 и 2) пластическим многоцикличным обкатным силовым деформированием форм тонколистового металла.
Пример выполнения бруса безопасности по способу изготовления
Способ изготовления бруса безопасности для получения конструкции из металлического листа с расчетными параметрами, заготовку снабжают поверхностями, предназначенными для закрепления сваркой ко внутренней панели двери легкового автомобиля, отличающийся тем, что:
1.1. тонколистовой материал подвергают обработке упругопластическим деформированием, аркообразные профили бруса безопасности (1 и 2) выполняют бесшовными между изгибами и поверхностями (3-14) из двух металлических листов, с сечениями А-А, В-В, Б-Б, где полочки отбуртовки (3-14) неравны между собой по вылету, а торцы (15 и 16) выполнены параллельными с размерами длины арки в 567 мм;
1.2. максимальная ширина отбуртовки между границами полочек 3 и 9 составляет 76 мм;
1.3. на виде в плане внутренняя поверхность профиля арки снабжена тремя изгибами (19-21), два из которых (19 и 21) плоскопараллельны, а промежуточный (20) выполнен под наклоном к сопряженным с ним участкам арки;
1.4. отбуртовку снабжают поверхностями, разнонаправленными по фигурам, формообразующим арку со стороны торца (16), и параллельно полочек отбуртовок (14 и 8) перекрывают с зазорным пространством между гомотетичными поверхностями форм отбуртовок (17 и 18) и выступами отбуртовок (8 и 14);
1.5. поверхности арок деталей (1 и 2) соединяют контактной сваркой после получения заготовок (1 и 2) пластическим многоцикличным обкатным силовым деформированием форм тонколистового металла.
2.1. Способ по п.1, отличающийся тем, что обкатку бруса безопасности пластическим деформированием производят по заранее подготовленной промодели или матрице, что обеспечивает большую применимость обкатного инструмента.
Промышленная применимость технического решения:
1. Поверхностно-пластическое деформирование аркообразной тонколистовой детали безотходно и обладает высокими прочностными характеристиками, что очень важно для условий прочностных взаимодействий поверхностей, воспринимающих ударные нагружения.
2. Принимая во внимание многосерийность выпуска автомобилей, процесс предназначен для автоматизированной схемы изготовления профилей аркообразных заготовок и их последующего жесткого закрепления контатной сваркой к внутренней стенке двери автомобиля.
Экономическая целесообразность способа
Повышение безопасности для сохранения жизни людей и малая весовая нагрузка на автомобиль по сравнению с поковками и штамповками (см., например, аналог ОАО «САЗ» RU 2326770) отличают автомобиль энергоемким содержанием бруса безопасности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БРУСА БЕЗОПАСНОСТИ | 2011 |
|
RU2501669C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТИВОУДАРНОЙ ОПОРЫ ДВЕРИ ЛЕГКОВОГО АВТОМОБИЛЯ | 2012 |
|
RU2495764C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРУСА БЕЗОПАСНОСТИ ЛЕГКОВОГО АВТОМОБИЛЯ | 2011 |
|
RU2495763C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ БЕСЕДКИ | 2007 |
|
RU2354791C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ БОКОВЫХ ДВЕРЕЙ ЛЕГКОВЫХ АВТОМОБИЛЕЙ | 2008 |
|
RU2388623C2 |
| Задняя часть кузова легкового автомобиля в зоне расположения боковой стойки | 1989 |
|
SU1662890A1 |
| ТЕПЛИЦА СБОРНАЯ | 2000 |
|
RU2196420C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗ ЦИЛИНДРИЧЕСКОЙ ТРУБЫ КРУГЛОГО ПРОФИЛЯ РАБОТАЮЩЕЙ НА ИЗГИБ ТРУБЫ ОВАЛЬНОГО ПРОФИЛЯ | 2009 |
|
RU2460603C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОНЖЕРОНА ДЛЯ АВТОМОБИЛЯ | 2005 |
|
RU2310538C2 |
| МЕМБРАННО-КАРКАСНОЕ СООРУЖЕНИЕ | 1995 |
|
RU2095534C1 |
Изобретение относится к области транспортного машиностроения. Способ изготовления бруса безопасности для получения конструкции из металлического листа с расчетными параметрами заключается в том, что заготовку выполняют с поверхностями, предназначенными для закрепления сваркой ко внутренней панели двери легкового автомобиля. Тонколистовой материал подвергают обработке упругопластическим деформированием для получения заданного объемного профиля бруса безопасности. Аркообразные профили бруса безопасности выполняют бесшовными. Полочки отбуртовок неравны между собой по вылету, а торцы выполнены параллельными с размерами длины арки в 567 мм. Максимальная ширина отбуртовки полочек составляет 76 мм. На виде в плане внутренняя поверхность профиля арки снабжена тремя изгибами, два из которых плоскопараллельны, а промежуточный выполнен под наклоном к сопряженным с ним участкам арки. Отбуртовку выполняют с поверхностями, различными по углу наклона отбуртовок, формообразующих арку со стороны торца. Поверхности арок деталей соединяют контактной сваркой после получения заготовок пластическим многоцикличным обкатным силовым деформированием форм тонколистового металла, которое производят по промодели или матрице. Достигается снижение веса без потери прочности бруса безопасности. 5 ил.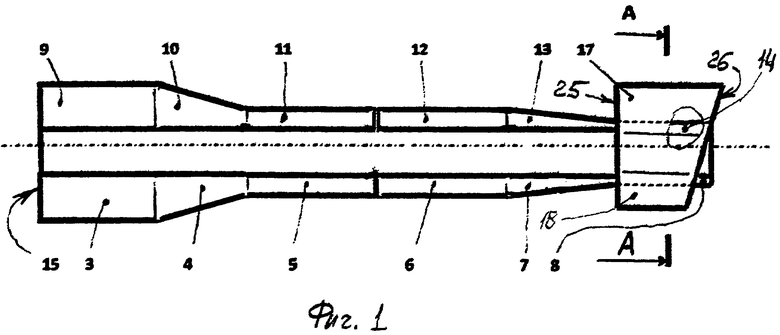
Способ изготовления бруса безопасности для получения конструкции из металлического листа с расчетными параметрами, в котором заготовку снабжают поверхностями, предназначенными для закрепления сваркой к внутренней панели двери легкового автомобиля, отличающийся тем, что тонколистовой материал подвергают обработке упругопластическим деформированием для получения заданного объемного профиля бруса безопасности, аркообразные профили бруса безопасности выполняют бесшовными, полочки отбуртовок неравны между собой по вылету, а торцы выполнены параллельными с размерами длины арки в 567 мм, причем максимальная ширина отбуртовки полочек составляет 76 мм, на виде в плане внутренняя поверхность профиля арки снабжена тремя изгибами, два из которых плоскопараллельны, а промежуточный выполнен под наклоном к сопряженным с ним участкам арки, отбуртовку снабжают поверхностями, различными по углу наклона отбуртовок, формообразующих арку со стороны торца, поверхности арок деталей соединяют контактной сваркой после получения заготовок пластическим многоцикличным обкатным силовым деформированием форм тонколистового металла, которое производят по промодели или матрице.
| Способ разборки цилиндров двигателя внутреннего сгорания | 1984 |
|
SU1186453A1 |
| ЕР 1299257 B1, 03.01.2007 | |||
| US 2004036316 А1, 26.02.2004 | |||
| БРУС БЕЗОПАСНОСТИ | 2006 |
|
RU2326770C1 |

