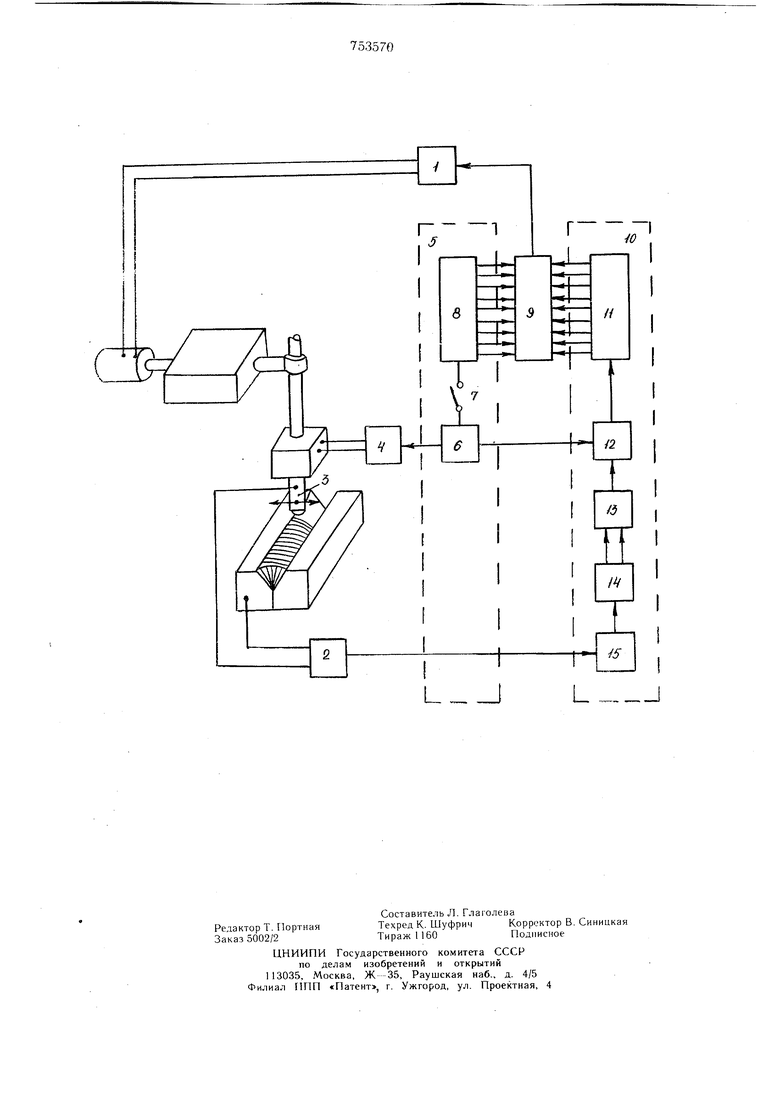
(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЕРЕМЕЩЕНИЯ СВАРОЧНОЙ ГОЛОВКИ Изобретение относится к автоматизации в сварочном производстве и может быть использовано в сварочных аппаратах для автоматической дуговой сварки. Известно устройство для ориентации электрода относительно линии свариваемого соединения, содержаплее сканирующий пирометр, закрепленный на сварочной головке, и функциональный преобразователь, выход которого подключен к приводу коррекции положения электрода, а вход к сканирующему пирометру. Данное устройство позволяет корректировать положение сварочной головки по минимуму температурного поля, соответствующему линии свариваемо,го соединения 1. Недостатком известного устройства является невысокая достоверность получаемой от пирометра информации вследствие трудности выделения минимума температурного поля, особенно при плотной подгонке свариваемых кромок. Этот недостаток усугубляется также значительной инерционностью измерителей температурного поля, что при поперечных колебаниях из.мерителя в условиях различной плотности подгонки кромок не позволяет получить требуемую точность направления сварочной головки по линии соединения. Кроме того, необходимость применения специального измерителя, расположенного перед сварочной головкой, ограничивает доступ к некоторым соединениям, например к внутренним щвам коробчатых изделий. Известно устройство для автоматического регулирования перемещением сварочной головки, содержащее задающий блок и последовательно соединенные измерительный блок, функциональный преобразователь, блок сравнения и привод перемещения. Автоматическое регулирование положением сварочной головки в данном устройстве осуществляется по сигналам датчиков положения 2. Недостатком известного устройства является его громоздкость, связанная с наличием датчика положения, установленного на сварочной головке. Следствием этого является ограничение доступа сварочной головки к щвам, расположенным вблизи дополнительных элементов свариваемых конструкций, что не позволяет получить требуемую точность регулирования положением сварочной головки. 1Д( изобретения - повышение точнос1 и регулирования перемещением сварочной головки по линии соединения свариваемых . Поставленная цель достигается за счет того, что в устройство введен привод колебаиия сварочной головки, а функциональный преобразователь содержит последовательно соединенные квантователь уровня, элемент определения знака производной, триггер, логический элемент И и счетчик импульсов, задающий блок содержит последовательно соединенные генератор импульсов и регистр памяти, при этом генератор импульсов подключен к приводу колебания сварочной головки и к логическому элементу И. Подключение к измерительному элементу связанному с электродом, функционального преобразователя, содержащего последовательно соединенные квантователь уровня, блок определения знака производной, триггер, логический элемент И и счетчик импульсов, позЕволяет в течение полупериода колебания электрода поперек линии соединения зафиксировать момент прохождения электродом середины разделки, так как значение измеряемого параметра, например напряжения или тока дуги, будет при этом изменяться и достигать экстремальной величины в момент пересечения электродом (дутой) линии свариваемого соединения. Подключение генератора импульсов к приводу ко.Ибателя электрода, регистру памяти и схеме И позволяет получить в регистре памяти количество импульсов, соответствующее но.ювине заданного диапазона колебаний 5.1ектрода, а с выхода схемы И, подключенной к счетчику импульсов, количество импульсов, соответствующее величине поперечного перемещения электрода от одного из его крайних положений до момента пересечения линии соединения. Сравнение в блоке сравнения импульсов, соответствующих по.ювине диапазона колебаний, и импуль,сов, соответствующих величине перемещения электрода от крайнего положения диапазона колебаний до момента пересечения электродом линии соединения, регистрируемого tl.ioKOM определения знака производной, позгихляет определить направление и величину отклонения линии соединения от середины заданного диапазона колебаний. За счет непосредственного измерения напряжения и;1и тока дуги и возможности использования малоинерционных измерителей обеспечивается достоверность информации о положении линии соединения относительно сварочной головки, а измерение может производиться в каждом полупериоде колебаний. За счет этого обеспечивается требуе.мая точность регулирования перемещением сварочной головкн по линии соединения независимо от плотности подгонки свариваемых кромок. На чертеже изображена блок-схема устройства для автоматического направления сварочной головки по линии соединения. Устройство содержит привод 1 перемещения сварочной головки, измерительный блок 2, подключенный к электроду 3, привод 4 колебателя электрода 3, задающий блок 5, включающий в себя генератор 6 импульсов, выход которого подключен к приводу 4 колебателя электрода 3 и через переключатель 7 к регистру 8 памяти, блок 9 сравнения, функциональный блок 10, содержащий счетчик 11 импульсов, схему 12 И, выход которой подключен к счетчику 11 импульсов, а входы к генератору 6 импульсов и триггеру 13, элемент 14 определения знака производной и квантователь 15 уровня. Устройство работает следующим образом. Перед началом сварки задают величину амплитуды колебаний электрода 3 поперек линии соединения и вручную или посредством сигналов генератора 6 импульсов, подаваемых на привод 4 колебателя электрода 3 выводят электрод в крайнее положение диапазона колебаний. Затем устанавливают переключатель 7 в замкнутое положение и включают генератор 6 импульсов. Сигналы генератора 6 импульсов будут поступать на привод 4 колебателя электрода 3 и регистр 8 памяти. Генератор 6 импульсов выключают при достижении электродом 3 середины заданного диапазона колебаний. В регистре 8 импульсов будет запислно число импульсов, соответствующее половине заданной амплитуды колебаний электрода 3, переключатель 7 размыкают. После этого приступают к сварке. При перемещении сварочной головки вдоль линии соединения на привод 4 колебателя электрода 3 с генератора 6 импульсов поступают сигналы колебания электрода 3. Изменение направления перемещения электрода 3 после каждого полупериода колебаний может осуществляться приводом 4 колебателя электрода 3. В каждом полупериоде колебаний электрода импульсы генератора б поступают также на схему 12 И и далее в счетчик 11 импульсов. Поскольку в процессе горения дуги ее параметры, например напряжение или ток, изменяются в зависимости от ее длины, величина этого изме нения может служить характеристиком длины дугового промежутка. При перемещении электрода 3 в процессе колебаний его поперек линии соединения эта длина изменяется и будет максимальной в середине разделки. В задачу измерительного элемента 2 и функционального преобразователя 10 входит выделение положения экстремума измеряемого параметра относительно середины диапазона колебаний электрода 3. In этому положению и производят коррекцию.
положения сварочной головки относительно линии соединения. Величина измеряемого параметра в каждом полупериоде колебаний регистрируется измерительным элементом 2, квантуется квантователем 15 уровня и подается в элемент 14 определения знака произ водной. В момент достижения измеряемой величиной экстремального значения, т. е. в момент пересечения электродом 3 линии свариваемого соединения с одного их выходов элемента 14 определения знака производной (в зависимости от направления поперечного перемещения электрода 3) на соответствующий вход триггера 13 поступит сигнал, устанавливающий триггер 13 в такое положение, при котором прекращается подача с его выхода разрещающего сигнала на схему 12 И. Поступление сигнала на схему 12 И и в счетчик 11 импульсов генератора 6 также прекращается. Количество импульсов, поступивщих в счетчик 11, будет соответствовать перемещению электрода 3 от крайнего положения диапазона колебаний до положения линии сварного соединения, которому соответствует положение выделенного с помощью описанной схемы экстремума измеряемого параметра (напряжения или тока). Количество импульсов, поступившее в счетчик 11, сравнивается в блоке 9 сравнения в каждом полупериоде колебаний с количеством импульсов, занесенных ранее в регистр 8 памяти. Поскольку количество последних соответствует половине заданного диапазона колебаний электрода 3, то по результату ср-авнения можно судить о величине и направлении отклонения линии сварного соединения от середины диапазона колебаний, т. е. о величине коррекции положения сварочной головки. Сигналы на коррекцию поступают,таким образом, с выхода блока 9 сравнения на привод 1 сварочной головки. В результате сварочная головка будет перемещаться вдоль
линии сварного соединения с автоматичес
кои коррекцией положения в зависимости
от отклонения указанной линии.
Устройство позволяет получить требуемую точность направления сварочной головки по линии соединения независимо от плотности подгонки свариваемых кромок за счет непосредственного измерения параметров режима сварки и воз.можности использования малоинерционных измерителей указанных параметров. Кроме того, при использовании данного устройства отпадает необходимость в установке на сварочной головке специального датчика линии соединения, что расщиряет технологические возможности сварочной головки за счет уменьшения ее габаритов.
Формула изобретения
Устройство для автоматического регулирования перемещения сварочной головки, содержащее задающий блок и последовательно соединенные измерительный блок, функциональный преобразователь. блок сравнения и привод перемещения, отличающееся тем, что, с целью повышения точности регулирования пере.мещением сварочной головки по линии соединения свариваемых деталей, в устройство введен привод колебания сварочной головки, а функциональный преобразователь выполнен из последовательно соединенных квантователя уровня, блока определения знака производной, триггера, логического элемента И и счетчика импульсов, задающий блок выполнен из последовательно соединенных генератора импульсов и регистра памяти, при этом генератор импульсов подключен к приводу колебания сварочной головки и к логическому элементу И.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 548392, кл. В 23 К 9/10, 20.08.74.
2.Беленький А. А. Иванов В. А. Авто.матизация производства и контрольно-измерительные приборы на заводах цветной металлургии. М., «Металлургия, с. 37, рис. 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ МНОГОПРОХОДНОЙ СВАРКЕ | 2003 |
|
RU2250811C1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| Устройство для автоматического направления электрода по стыку свариваемых деталей | 1984 |
|
SU1207678A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2217276C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ КОРРЕКЦИИ ДВИЖЕНИЯ СВАРОЧНОЙ ГОРЕЛКИ | 2003 |
|
RU2255846C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2177860C1 |