Изобретение относится к созданию различных технологических машин для обрабатывающих отраслей, преимущественно к станкостроению.
Известно устройство шпиндельное сверлильного станка, содержащее револьверную головку с шестью шпинделями с их последовательной сменой (“Металлорежущие станки и станочные системы” С.И.Куликов и Б.М.Дурко, изд. Уральский университет, 1988 г., стр.122-125). Недостатком этой конструкции является сложная конструкция и невысокая технологичность устройства.
Известен также шпиндельный блок токарного автомата для параллельной обработки и смены заготовок (“Конструкция и наладка токарных автоматов и полуавтоматов”, Н.И.Камышный и B.C.Стародубцев, Москва, 1975 г., стр.158...172). Недостатком шпиндельного блока автомата является управление от жесткого программного устройства, исключающего экономический эффект в серийных и единичных типах производств.
Известно устройство шпиндельное (“Станки с числовым программным управлением” под ред. В.А.Лещенко Москва, “Машиностроение” 1979 г., стр.129-130), включающее подвижной корпус с позицией обработки и вспомогательной позицией с магазином инструментов и механизмом смены их грейфером, с приводами главного движения проворота узла позиционного с двумя консольными выступами со шпинделями, действующими одновременно при обработке и смене инструмента. Данное устройство шпиндельное выбрано в качестве прототипа.
Недостатками известного устройства являются ограниченные жесткость, точность и его применение в различных технологических машинах, работающих со значительными усилиями резания, например фрезерование, растачивание, обтачивание.
Задачей предлагаемого изобретения является повышение производительности, точности обработки при высоких усилиях резания и расширение функциональных возможностей за счет жестокости конструкции, применяемости в создании различных технологических машин.
Поставленная задача достигается тем, что устройство шпиндельное содержит подвижный корпус с приводом главного движения, магазин инструментов, вспомогательные механизмы, механизм смены инструментов, узел позиционный, в выступах которого размещены шпиндели, действующие параллельно в позициях обработки и смены инструментов. Корпус повышенной жесткости имеет сечения жесткой коробчатой формы с ребрами жесткости. Узел позиционный имеет жесткие выступы или бабки с безконсольными шпинделями. На узле позиционном могут быть размещены два разнонаправленных шпинделя, расположенных параллельно друг другу для удаления зоны обработки от смены инструмента с целью не загрязнять поверхности шпинделя и инструмента. Механизм смены инструмента может состоять из двух инструментальных магазинов и двух шпинделей, расположенных на узле позиционном под прямым углом друг к другу. На узле позиционном может быть размещено более двух шпинделей, равноудаленных друг от друга с целью установки вспомогательных узлов: очистки инструмента, контроля и смены.
Механизм смены инструмента может содержать ходовой винт, параллельную ему вал-рейку, перемещаемый между шпинделем и магазином большой вместимости пневмоцилиндр с гайкой и шток-грейфером переключения, и работа ходового винта выполняет останов грейфера для смены инструмента в процессе обработки. Каждый узел устройства может быть применен в любом сочетании. Функционирование узлов и устройств не зависит от пространственных изменений при установке на различных станинах.
Отличительными признаками предлагаемого изобретения от прототипа является выполнение корпуса имеющим сечения жесткой коробчатой формы и ребра жесткости, выполнение шпинделей безконсольными, размещенными в жестких выступах или шпиндельных бабках, что обеспечивает большую жесткость и точность при высоких усилиях резания.
Повышение точности достигнуто заменой выступов или одного выступа бабками шпиндельными жесткой формы с приданием им точного положения путем установки пластины компенсаторной под бабку шпиндельную. Для перемещений бабки шпиндельной в плоскости установки в кинематических цепях главного движения и зажима-разжима инструмента могут быть установлены муфты плавающие, допускающие смещение бабки шпиндельной при регулировке. Создание и использование устройства шпиндельного позволяет повысить технологичность и производительность различных технологических машин посредством выполнения увеличенного количества операций при одной установке детали.
Применение каждого из устройства шпиндельного в различных технологических машинах, например в горизонтальных и вертикальных сверлильно-фрезерно-расточных и токарных станках, повышает универсальность использования устройства в целом и его применяемость.
Благодаря наличию этих отличительных признаков стало возможным создание объектов одного вида различных конструкций и назначения, имеющих увеличенное количество видов обработки с повышенными точностью, жесткостью, усилиями резания и сохранность работоспособности в различных положениях и при отклонениях величин припусков обрабатываемых материалов.
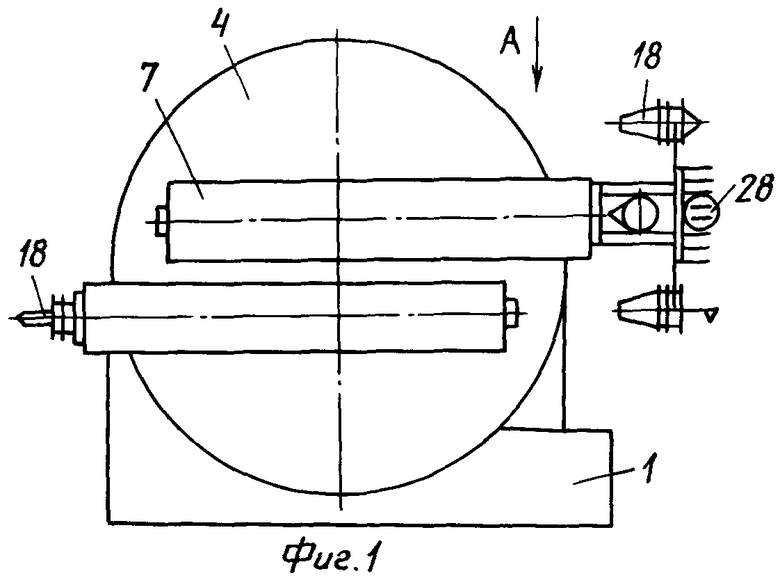
Сущность изобретения поясняется чертежами, фиг.1-10, где на фиг.1 показан общий вид устройства шпиндельного.
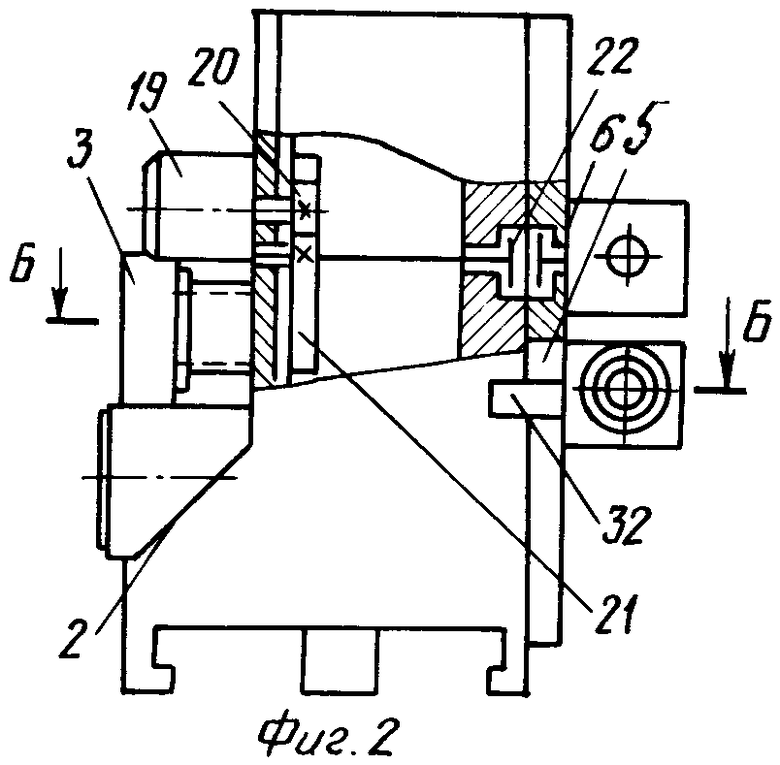
на фиг.2 - то же, вид слева;
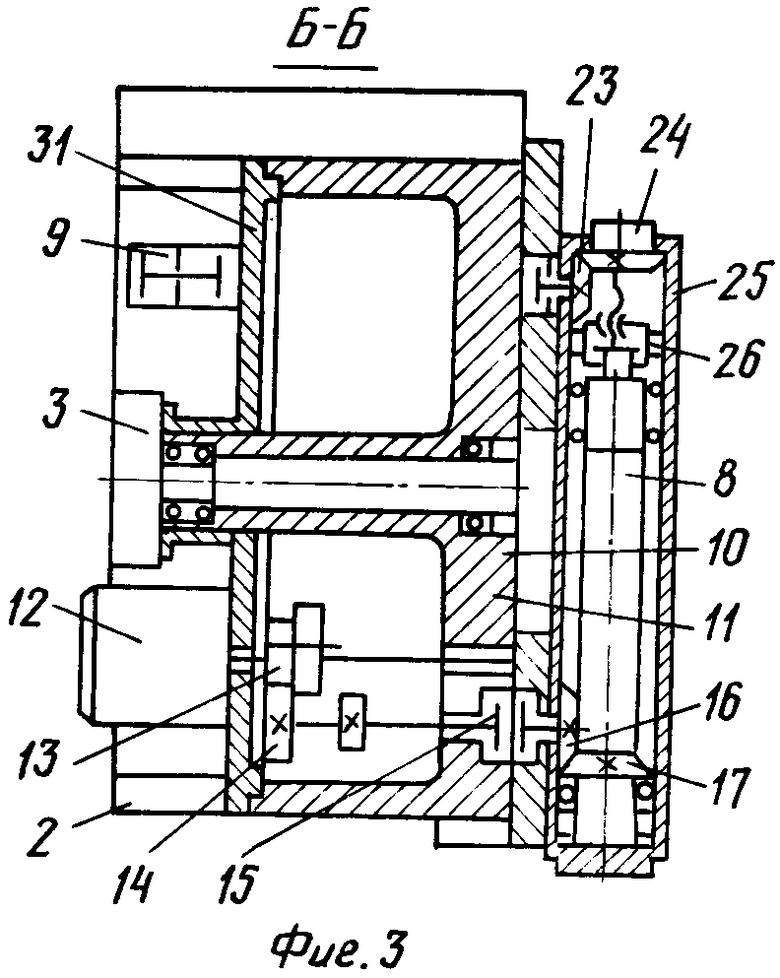
на фиг.3 - разрез Б-Б на фиг.2;
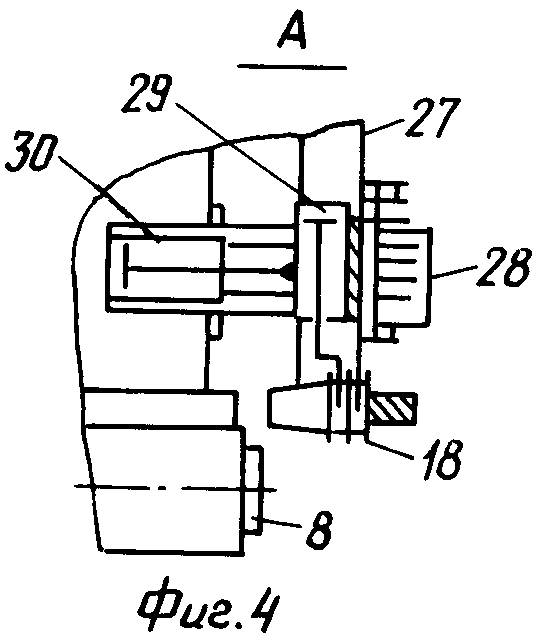
на фиг.4 - вид А на фиг.1;
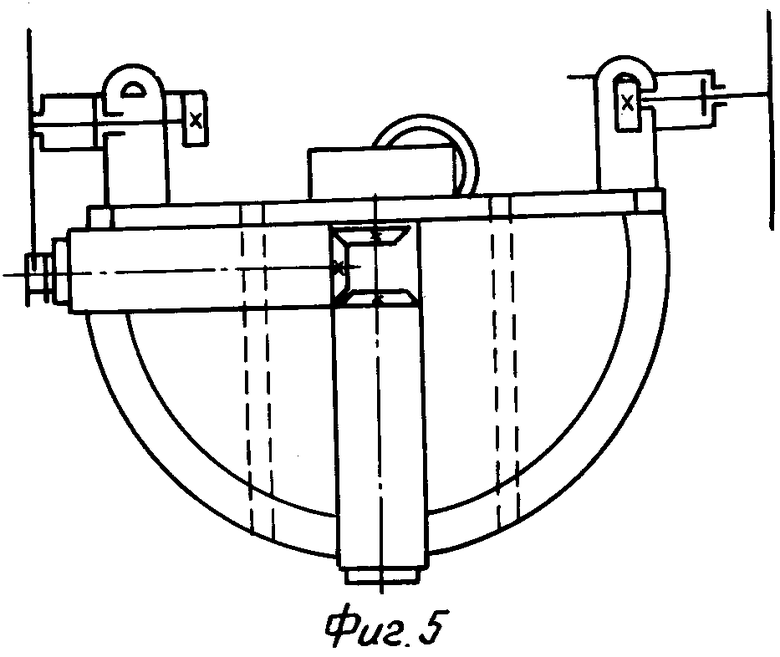
на фиг.5 - главный вид устройства с механизмом смены инструмента из двух магазинов и двух шпинделей на узле позиционном под прямым углом друг к другу;
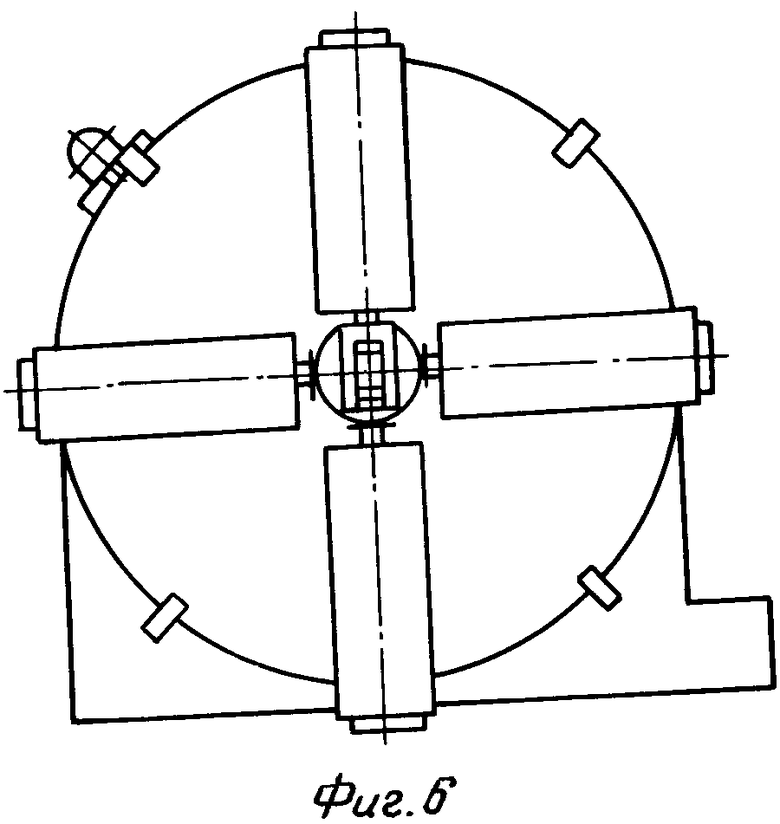
на фиг.6 - главный вид устройства с количеством шпинделей более двух;
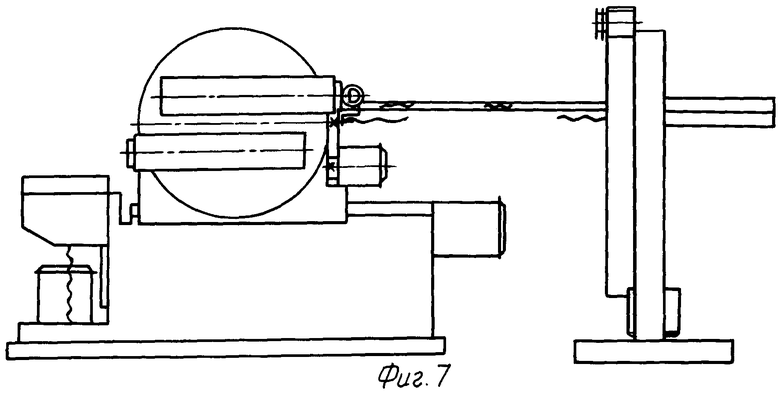
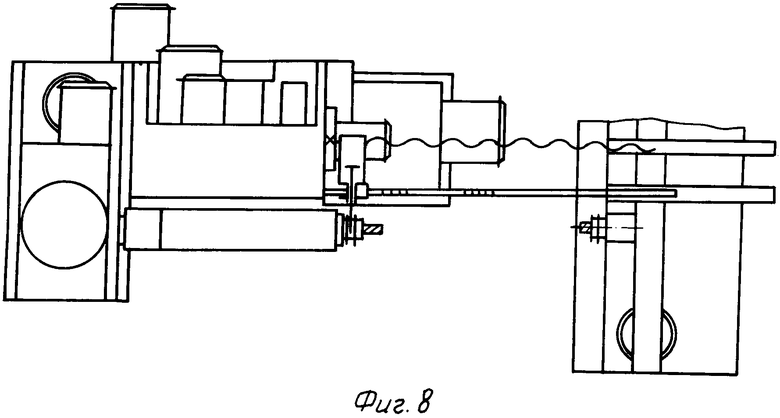
на фиг.7 - главный вид устройства шпиндельного на горизонтальном сверлильно-фрезерно-расточном станке с магазином большой вместимости инструментов;
на фиг.8 - то же, вид сверху;
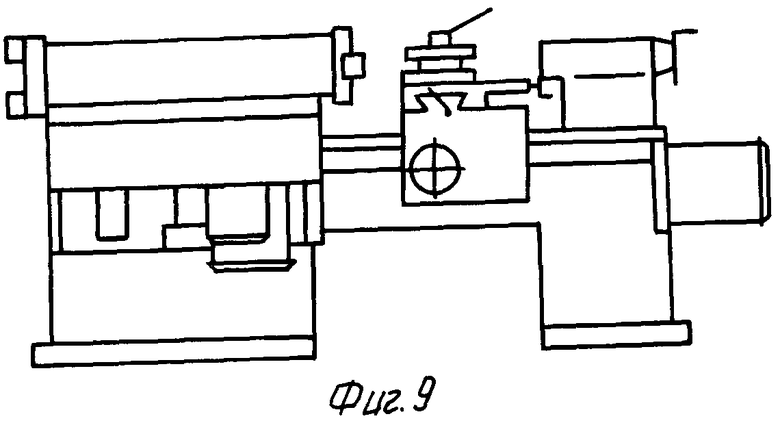
на фиг.9 - главный вид устройства шпиндельного, установленного на токарном станке;
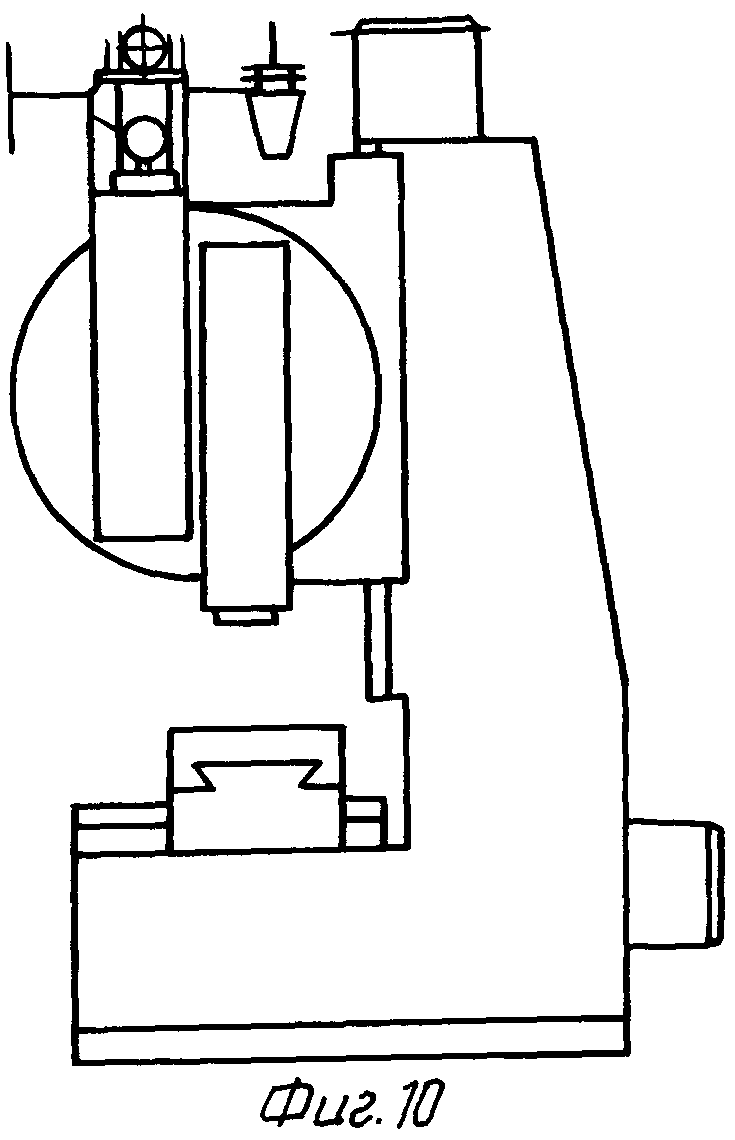
на фиг.10 - главный вид устройства шпиндельного, установленного на вертикальном сверлильно-фрезерно-расточном станке.
Устройство шпиндельное (фиг.1-4, 7-10) содержит корпус 1, с ребрами жесткости 2, гидродвигатель неполноповоротный 3 для поворота и зажима узла позиционного 4 с двумя упорами 5, пластину компенсаторную 6 под бабкой шпиндельной 7 со шпинделем 8. На корпусе 1 закреплен привод 9 вакуумный, кольцо 10 внутреннее и кольцо 11 уплотнительное внешнее установлены в корпусе 1. Кинематическая цепь главного движения включает электродвигатель 12 многоскоростной, двухвенцовый блок 13, шестерню ведомую 14, муфту 15, шестерню ведущую 16, шестерню ведомую 17, установленную на шпинделе 8.
Механизм зажима - разжима инструмента режущего 18 содержит электродвигатель 19, шестерню ведущую 20, шестерню ведомую 21, муфту 22, шестерню ведущую 23, шестерню ведомую 24, соединенную шлицами с винтом 25, ввинченным в гайку опорную 26, соединенную по свободной посадке с кольцевой проточкой на шпинделе 8.
Механизм смены инструментов включает магазин 27, пневмоцилиндр поворота магазина 28, пневмоцилиндр радиальный 29 с захватом инструмента, пневмоцилиндр осевой 30 для извлечения и установки инструмента. На корпусе 1 закреплены опора установочная 31 для размещения приводов и ограничитель 32 поворота узла позиционного 4.
Устройство шпиндельное работает следующим образом.
После поворота и фиксации гидродвигателем 3 и приводом вакуумным 9 узла позиционного 4 упором 5 на ограничителе 32 включается электродвигатель 12, который вращает двухвенцовый блок 13, шестерню ведомую 14, муфту 15 и через коническую пару 16 и 17 шпиндель 8 в позицию обработки.
Параллельно, в позиции смены инструмента шток с захватом пневмоцилиндра 29 захватывает инструмент 18 в шпинделе 8. Включается электродвигатель 19, вращающий пару шестерен 20 и 21, муфту 22, коническую пару 23 и 24, которая ввинчивает винт 25 в гайку опорную 26 до разжима инструмента 18 в шпинделе 8. Пневмоцилиндр 30 осевой извлекает инструмент из шпинделя. Пневмоцилиндр 29 радиальный устанавливает инструмент в магазин 27, который поворачивается пневмоцилиндром 28 и подает очередной инструмент для установки в шпиндель.
Шток пневмоцилиндра 29 при перемещении захватывает инструмент в магазине и устанавливает его на оси шпинделя. Пневмоцилиндр 30 перемещает захват с инструментом до установки его в шпиндель. После этого включается реверс электродвигателя 19 и кинематическая цепь из деталей 20, 21, 22, 23, 24, 25, 26 выполняет зажим инструмента в шпинделе. Узел позиционный 4 освобождается от зажимов и поворотом гидродвигателя неполноповоротного 3 бабки шпиндельные меняют позиции.
Предложенная конструкции устройства шпиндельного имеет повышенную жесткость и точность, а также гибкость в применении. Количество шпинделей может быть от двух и более. Магазин большой вместимости инструментов может быть применен для автоматизированных производственных систем. На основе базовой модели может быть создано неограниченное количество различных конструкций для выполнения многих видов обработки с повышенными усилиями резания и точности.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЦЕЛЕВОЙ СТАНОК | 2013 |
|
RU2554829C1 |
| Координатно-сверлильный станок | 1981 |
|
SU1000218A1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| УСТРОЙСТВО ФИКСАЦИИ ШПИНДЕЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ РАЗЛИЧНОГО НАЗНАЧЕНИЯ | 2008 |
|
RU2386518C1 |
| Автомат для обработки деталей кольцевого периодически повторяющегося профиля | 1982 |
|
SU1060347A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| Фрезерный станок с поворотным шпинделем | 2023 |
|
RU2818062C1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| Многоцелевой станок | 2016 |
|
RU2646414C2 |
Изобретение относится к технологическим машинам для обрабатывающих отраслей, преимущественно к станкостроению. Сущность изобретения заключается в том, что корпус шпиндельного устройства имеет в сечениях жесткую коробчатую форму с ребрами жесткости. Узел позиционный для размещения безконсольных шпинделей имеет жесткие выступы или точно устанавливаемые бабки шпиндельные. Кроме того, на узле позиционном размещены два разнонаправленных шпинделя. Механизм смены инструмента состоит из двух инструментальных магазинов и двух шпинделей, расположенных на узле позиционном под прямым углом друг к другу. На узле позиционном размещено более двух шпинделей, равноудаленных друг от друга. Механизм смены инструмента содержит ходовой винт, вал-рейку, пневмоцилиндр с гайкой и шток-грейфером. Устройство может быть установлено на горизонтальных, вертикальных и наклонных станинах. Технический результат изобретения состоит в повышении производительности, точности обработки и расширении функциональных возможностей устройства. 5 з.п. ф-лы, 10 ил.
| Станки с числовым программным управлением | |||
| Под ред | |||
| В.А.ЛЕЩЕНКО | |||
| - М.: Машиностроение, 1979, с.129-130 | |||
| ШПИНДЕЛЬНОЕ УСТРОЙСТВО ГОРИЗОНТАЛЬНО- РАСТОЧНОГО СТАНКА | 0 |
|
SU386721A1 |
| RU 1123173 А1.20.01.1996 | |||
| US 3555962 A, 19.01.1971 | |||
| УСТРОЙСТВО ДЛЯ ПЕРЕСАДКИ ПОДРОСТА | 2013 |
|
RU2531626C2 |

