Изобретение относится к станкостроению, в частности к металлорежущим станкам типа многоцелевых (многооперационных) с автоматической сменой инструмента, и может быть использовано для комплексной обработки корпусных деталей плит кронштейнов и других деталей, имеющих точные координированные отверстия Известен многооперационный станок с ЧПУ, содержащий шпиндельную бабку с горизонтальным расположением шпинделя, стбл подвижный инструментальный магазин, каретку и стойку.
Известен многоцелевой станок для обработки внутренних поверхностей Данный станок принят за прототип станок оснащен магазином ЧПУ, несущем шпиндели для обработки внутренних поверхностей (борш- танги и т.п.) и приспособление для монтажа и демонтажа шпинделей с инструментами
К недостаткам указанного станка можно отнести сложность конструкции, недостаточную жесткость мерных инструментов и как следствие его упругие отжатия при обработке и снижение точности, уменьшение производительности и з-за необходимости измерения обрабатываемых поверхностей
Целью изобретения является устранение указанных недостатков, а именно повы- шение точности обработки путем направления осевых мерных режущих инструментов по кондукторным втулкам.
Это достигается тем, что в многоцелевой станок, содержащий механизм автоматической смены инструментов с дисковым магазином режущих инструментов и шпиндельную головку. Введен магазин кондукторных втулок, выполненный в виде внутреннего и наружного составного дисков, при этом внутренний диск установлен между кольцевыми частями наружного диссл С
vj :оо
Јь 4
ка и соединен с ними посредством центрирующих шариковых направляющих, причем, наружный диск закреплен на штоках двух силовых цилиндров и имеет возможность движения с последующей фиксацией в рабочем положении на два пальца и кача- тельного движения посредством двух сило- еегх Югйлммдров относительно осей, закрепленных на станине станка, при этом во внутренней дирке с торца выполнены коо динирова нныё отверстия под установ- fcy в них1 KOHflylfSjaHbdji втулок, а на кольцевом выступе его наружной цилиндрической поверхности нарезаны зубья, взаимодействующие с зубчатым колесом, установленным на приводе позиционного поворота внутреннего диска вокруг своей оси, а на внутренней цилиндрической поверхности внутреннего диска напротив каждого координированного отверстия с кондукторной втулкой выполнены точные радиальные конические отверстия, взаимодействующие в рабочем положении со стержнем фиксирующего устройства, закрепленного на кольцевой части наружного диска.
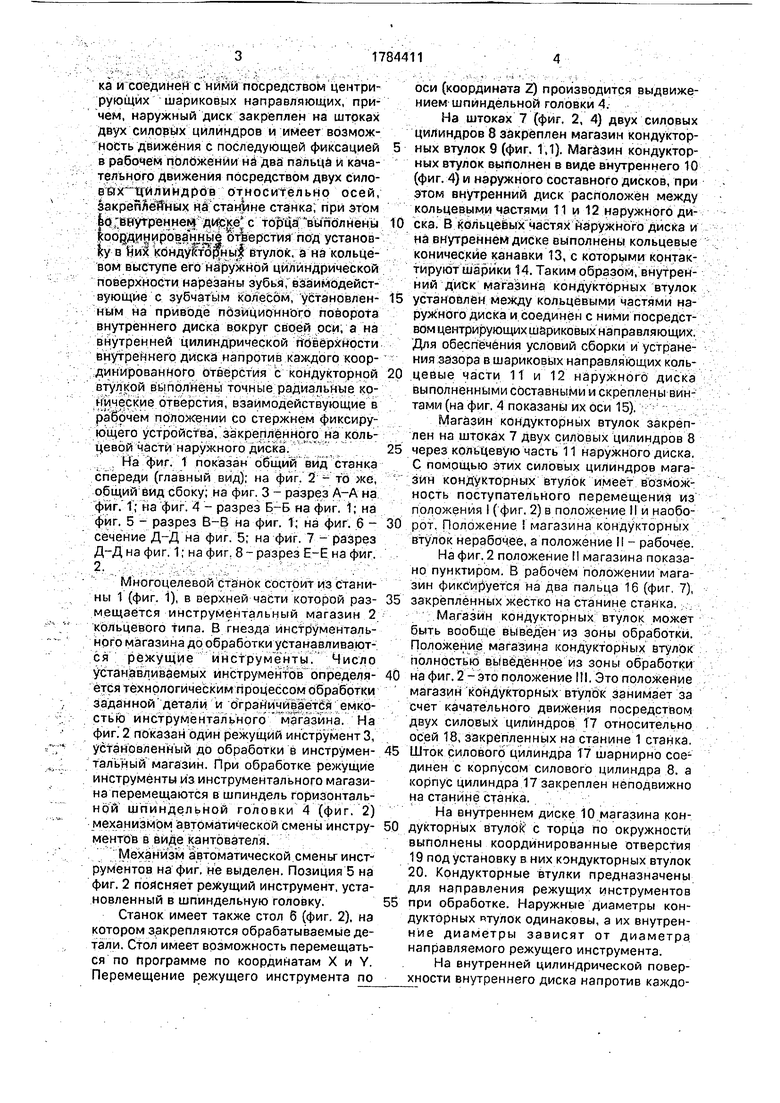
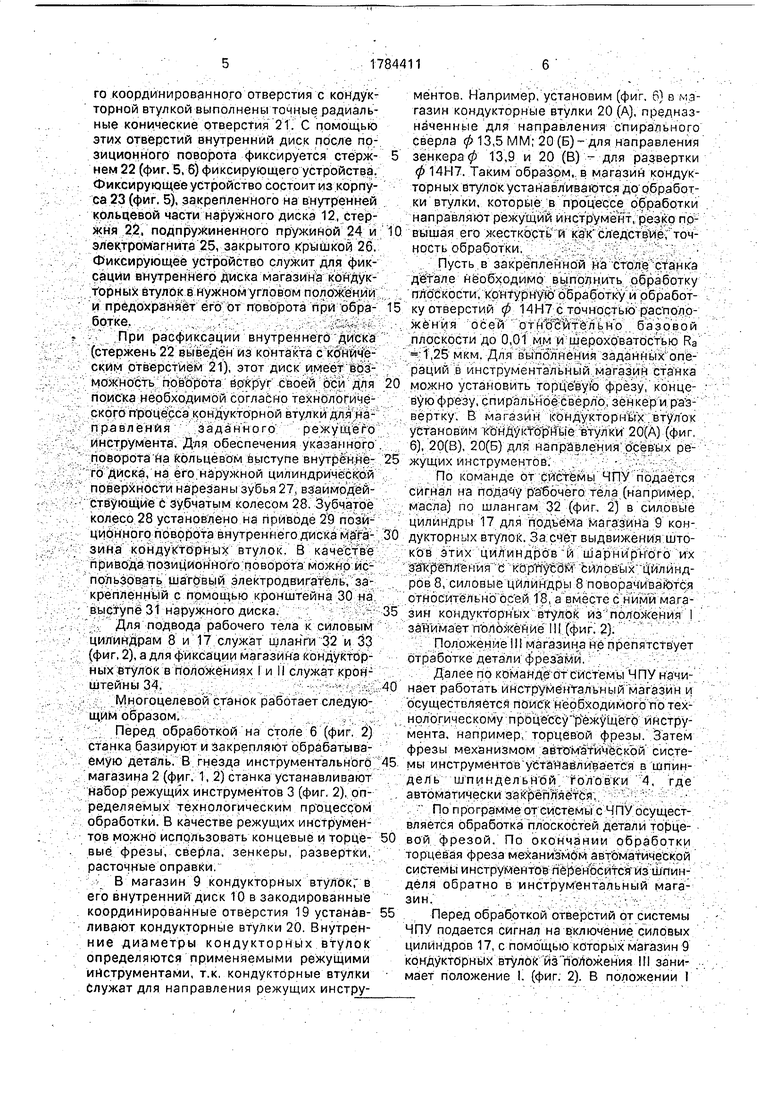
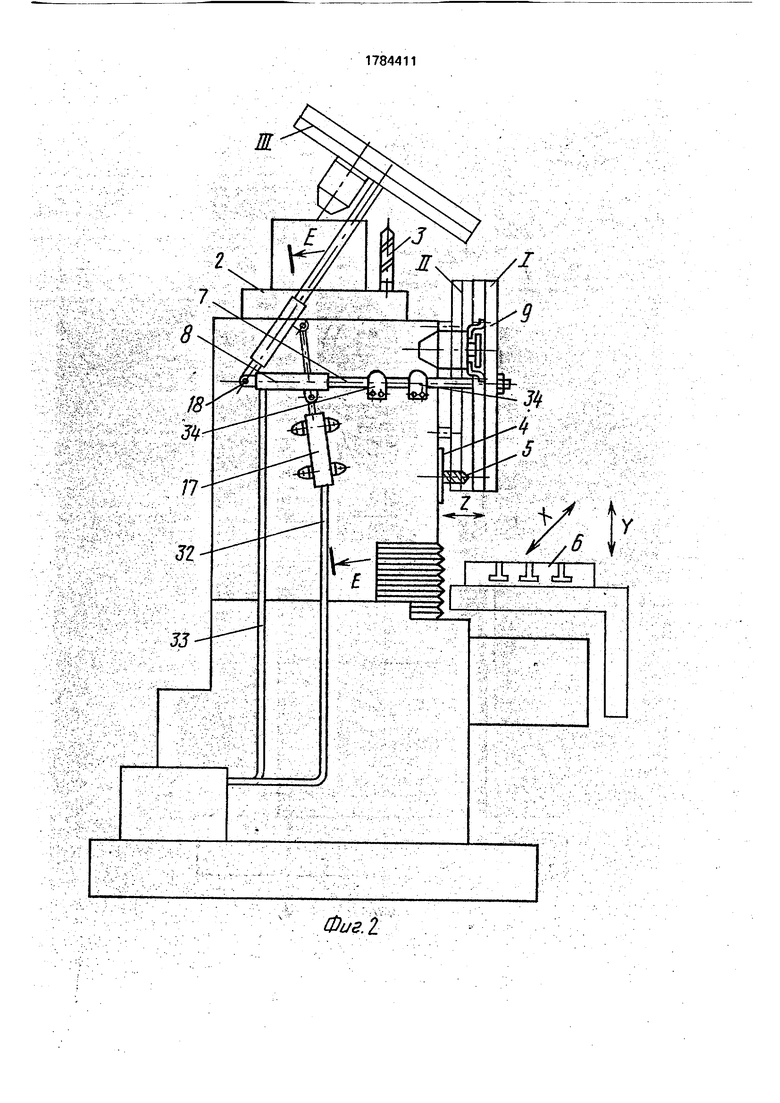
На фиг. 1 показан общий вид станка спереди (главный вид), на фиг. 2 - то же, общий вид сбоку, на фиг 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - сечение Д-Д на фиг. 5; на фиг. 7 - разрез Д-Д на фиг. 1; на фиг 8 - разрез Е-Е на фиг. 2
Многоцелевой станок состоит из станины 1 (фиг, 1), в верхней части которой размещается инструментальный магазин 2 кольцевого типа. В гнезда инструментального магазина до обработки устанавливаются режущие инструменты. Число устанавливаемых инструментов определяется технологическим процессом обработки заданной детали и ограничивается емкостью инструментального магазина. На фиг. 2 показан один режущий инструмент 3, установленный до обработки в инструментальный магазин. При обработке режущие инструменты из инструментального магазина перемещаются в шпиндель горизонтальной шпиндельной головки 4 (фиг. 2) механизмом автоматической смены инструментов в виде кантователя.
Механизм автоматической сменьг инструментов на фиг, не выделен. Позиция 5 на фиг. 2 поясняет режущий инструмент, установленный в шпиндельную головку.
Станок имеет также стол б (фиг. 2), на котором закрепляются обрабатываемые детали. Стол имеет возможность перемещаться по Программе по координатам X и Y Перемещение режущего инструмента по
оси (координата Z) производится выдвижением шпиндельной головки 4.
На штоках 7 (фиг. 2, 4) двух силовых цилиндров 8 закреплен магазин кондукторных втулок 9 (фиг. 1,1). Магазин кондукторных втулок выполнен в виде внутреннего 10 (фиг. 4) и наружного составного дисков, при этом внутренний диск расположен между кольцевыми частями 11 и 12 наружного ди0 ска. В кольцевых частях наружного диска и на внутреннем диске выполнены кольцевые конические канавки 13, с которыми контактируют шарики 14. Таким образом, внутренний диск магазина кондукторных втулок
5 установлен между кольцевыми частями наружного диска и соединен с ними посредством центрирующих шариковых направляющих. Для обеспечения условий сборки и устранения зазора в шариковых направляющих коль0 цевые части 11 и 12 наружного диска выполненными составными и скреплены винтами (на фиг. 4 показаны их оси 15).
Магазин кондукторных втулок закреплен на штоках 7 двух силовых цилиндров 8
5 через кольцевую часть 11 наружного диска. С помощью этих силовых цилиндров магазин кондукторных втулок имеет возможность поступательного перемещения из положения I (фиг. 2) в положение II и наобо0 рот Положение магазина кондукторных втулок нерабочее, а положение II - рабочее На фиг. 2 положение И магазина показано пунктиром. В рабочем положении магазин фиксируется на два пальца 16 (фиг 7),
5 закрепленных жестко на станине станка.
Магазин кондукторных втулок может быть вообще выведен из зоны обработки. Положение магазина кондукторных втулок полностью выведенное из зоны обработки
0 на фиг. 2 - это положение 111. Это положение магазин кондукторных втулок занимает за счет качательного движения посредством двух силовых цилиндров Т7 относительно осей 18, закрепленных на станине 1 станка
5 Шток силового цилиндра Т7 шарнирно соединен с корпусом силового цилиндра 8. а корпус цилиндра 17 закреплен неподвижно на станине станка.
На внутреннем диске 10 магазина кон0 дукторных втулок с торца по окружности выполнены координированные отверстия 19 под установку в них кондукторных втулок 20. Кондукторные втулки предназначены для направления режущих инструментов
5 при обработке. Наружные диаметры кондукторных «тулок одинаковы, а их внутренние диаметры зависят от диаметра направляемого режущего инструмента. На внутренней цилиндрической поверхности внутреннего диска напротив каждого координированного отверстия с кондукторной втулкой выполнены точные радиальные конические отверстия 21. С помощью этих отверстий внутренний диск после позиционного поворота фиксируется стерж- нем 22 (фиг. 5, 6) фиксирующего устройства. Фиксирующее устройство состоит из корпуса 23 (фиг. 5), закрепленного на внутренней кольцевой части наружного диска 12, стержня 22, подпружиненного пружиной 24 и электромагнита 25, закрытого крышкой 26. Фиксирующее устройство служит для фиксации внутреннего диска магазина кондукторных втулок в нужном угловом положении и предохраняет его от поворота при обра- ботке.
При расфиксации внутреннего диска (стержень 22 выведен из контакта с коническим отверстием 21), этот диск имеет возможность поворота еокруг своей оси для поиска необходимой согласно технологического процесса кондукторной втулки для на- правления заданного режущего инструмента. Для обеспечения указанного поворота на кольцевом выступе внутренне- го диска, на его наружной цилиндрической поверхности нарезаны зубья 27 взаимодействующие t зубчатым колесом 28 Зубчатое колесо 28 установлено на приводе 29 позиционного поворота внутреннего диска мага- зина кондукторных втулок В качестве привода позиционного поворота можно ис- пользо&ать шаговый электродвигатель, закрепленный с помощью кронштейна 30 на выступе 31 наружного диска
Для подвода рабочего тела к силовым цилиндрам 8 и 17 служат шланги 32 и 33 (фиг, 2), а для фиксации магазина кондукторных втулок в положениях I и II служат кронштейны 34.
Многоцелевой станок работает следующим образом.
Перед обработкой на столе 6 (фиг 2) станка базируют и закрепляют обрабатываемую деталь. В гнезда инструментального магазина 2 (фиг, 1, 2) станка устанавливают набор режущих инструментов 3 (фиг 2) определяемых технологическим процессом обработки. В качестве режущих инструментов можно использовать концевые и торце- вые фрезы, сверла, зенкеры, развертки, расточные оправки
В магазин 9 кондукторных втулок, в его внутренний диск 10 в закодированные координированные отверстия 19 устанав- ливают кондукторные втулки 20 Внутренние диаметры кондукторных втулок определяются применяемыми режущими инструментами, т к кондукторные втулки Служат для направления режущих инструментов Например установим (фиг в мя- газин кондукторные втулки 20 (А), предназначенные для направления спирального сверла ф 13,5 ММ, 20 (Б) - для направления зенкераф 13,9 и 20 (В) - для развертки ф 14Н7. Таким образом, в магазин кондукторных втулок устанавливаются до обработки втулки, которые в процессе обработки направляют режущий инструмент, резко повышая его жесткость и как следствие, точность обработки
Пусть в закрепленной на столе станка детале необходимо выполнить обработку плоскости, контурную обработку и обработку отверстий ф 14Н7 с точностью расположения осей относительно базовой плоскости до 0,01 мм и шероховатостью Ra 1,25 мкм Для выполнения заданных операций в инструментальный магазин станка можно установить торцевую фрезу, конце- вуюфрезу, спиральноесверло зенкери развертку В магазин кондукторных втулок установим кондукторные втулки 20(А) (фиг 6), 20(В), 20(5} для направления осевых режущих инструментов
По команде от системы ЧПУ подается сигнал на подачу рабочего тела (например масла) по шлангам 32 (фиг 2) в силовые цилиндры 17 для подъема магазина 9 кондукторных втулок. За счет выдвижения штоков этих цилиндров и шарнирного их Закрепления с корпусом Силовых Цилиндров 8, силовые цилиндры 8 поворачиваются относительно осей 18, а вместе с ними магазин кондукторных втулок из положения I зайимает положение III (фиг. 2).
Положение II магазина не препятствует отработке детали фрезами
Далее по команде от системы ЧПУ начинает работать инструментальный магазин и осуществляется поиск необходимого по технологическому процессу режущего инструмента, например торцевой фрезы Затем фрезы механизмом автоматической системы инструментов устанавливается в шпиндель шпиндельной головки 4, где автоматически закрепляется
По программе от системы с ЧПУ осуществляется обработка плоскостей детали торцевой фрезой. По окончании обработки торцевая фреза механизмом автоматической системы инструментов переносится из шпинделя обратно в инструментальный магазин
Перед обработкой отверстий от системы ЧПУ подается сигнал на включение силовых цилиндров 17, с помощью которых магазин 9 кондукторных втулок из положения III занимает положение I (фиг 2) В положении 1
штоки 7 силовых цилиндров 8 фиксируются на кронштейны 34. Затем механизмом автоматической смены инструментов в шпиндель устанавливается спиральное сверло 5 (фиг, 2). По команде от системы ЧПУ внутренний диск 10 (фиг. 5) магазина кондукторных втулок расфиксируется. Расфиксация осуществляется путем подачи тока в электромагнит 25 и вывода стержня 22 из контак- та с коническим отверстием 21. Затем автоматически включается привод 29 позиционного поворота (фиг. 3) и за счет взаимо- действия зубчатых колес 27 и 28, внутренний диск 10 с кондукторными втулками начинает поворачиваться и искать кондукторную втулку 20(А), необходимую Для дальнейшего направления сверла. Поворот осуществляется с помощью шариковых направляющих.
После нахождения необходимой кондукторной втулки 20(А), внутренний диск магазина останавливается, срабатывает электромагнит 25, фиксирующего устройства стержень 22 входит в коническое отбер- стие 21 и внутренний диск фиксируется. Далее подается команда на включение силовых цилиндров 8 и магазин 9 (фиг, 2) кондукторных втулок поступательно перемещается из положения I в рабочее положение II. При этом в положении I магазин фиксируется на два пальца 16 (фиг, 7), закрепленных на станине станка. Затем по программе станок выводит деталь по координатам X и Y в заданную точку позициони- рования для обработки отверстия; включается рабочая подача (Z) и осуществляется обработка отверстия в детали 35 (фиг. 5) сверлом 5 п ри направлении его по кондукторной втулке 20(А). После обработки одного отверстия, станок выводит деталь по координатам X и Y в другие заданные точки позиционированил для обработки остальных отверстий.
После обработки всех отверстий спиральным сверлом, магазин кондукторных втулок отводится в положение I, затем осуществляется1 замена сверла в шпинделе на зенкер, внутренний диск магазина кондукторных втулок расфиксируется и путем его позиционного поворота находится кондукторная втулка 20(Б) для направления зенкера. Далее магазин кондукторных втулок занимает рабочее положение II и производится получистовая обработка отверстия при направлении зенкера по кондукторной втулке 20(Б).
Для чистовой обработки отверстий разверткой процесс наладки станка аналогичен. Развертка при обработке направляется кондукторной втулкой 20(В).
Применение на многоцелевом станке кондукторных втулок для направления режущих инструментов резко повышает их радикальную жесткость и как следствие точность обработки.
Формула изобретения
1.Устройство для координатной обработки отверстий осевым инструментом, содержащее установленный на станине станка с возможностью поворота магазин кондукторных втулок, включающий неподвижную и подвижную части, кондукторные втулки, установленные в гнездах подвижной части, механизм фиксации, приводы перемещения магазина и его подвижной части, отличающееся тем, что, с целью повышения точности, оно снабжено двумя установочными пальцами, закрепленными
на станине с возможностью взаимодействия с отверстиями, выполненными в неподвижной части магазина, а магазин установлен с возможностью дополнительного поступательного перемещения параллельно оси инструмента, при этом его подвижная часть выполнена в виде диска, а подвижная - в виде кольца, установленного в диске и сопряженного с последним посредством тел качения, размещенных в
кольцевых направляющих, выполненных на сопрягаемых боковых поверхностях диска и кольца, причем на внутренней боковой поверхности кольца напротив каждого гнезда для кондукторной втулки выполнены радиальные конические отверстия, а механизм фиксации выполнен в виде конического стержня, установленного на диске с возможностью осевого перемещения и поочередного взаимодействия с радиальными
коническими отверстиями.
2.Устройство поп. Ч.отличающее- с я тем, что привод перемещения магазина выполнен в виде силовых цилиндров, два из которых закреплены на станине по обе стороны станка, а их штоки шарнирно закреплены на корпусах соответствующих лц других силовых цилиндров, при этом корпуса последних связаны со станиной шарнирно, а их штоки закреплены на неподвижной
части магазина.
3.Устройство поп. 1,отличающее с я тем, что привод перемещения подвижной части магазина выполнен в виде электродвигателя, закрепленного на неподвижной
части магазина, и зубчатого колеса, установленного на валу электродвигателя с возмож- ностью взаимодействия с зубчатым кольцевым выступом, выполненным на подвижной части магазина.

| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |
| Устройство для крепления осевого инструмента в шпинделе станка | 1988 |
|
SU1540960A1 |
| Многоинструментальный двусторонний агрегатный станок | 1986 |
|
SU1386415A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| Устройство для обработки отверстий | 1984 |
|
SU1230755A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СИСТЕМ КООРДИНИРОВАННЫХ ОТВЕРСТИЙ НА СТАНКАХ С ЧПУ | 2000 |
|
RU2171733C1 |
| Станок для сверления глубоких отверстий | 1986 |
|
SU1349889A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| ПОРТАЛЬНЫЙ СТАНОК | 1997 |
|
RU2130824C1 |
| МНОГОЦЕЛЕВОЙ ПОРТАЛЬНЫЙ СТАНОК | 1995 |
|
RU2088384C1 |


Использование4 станкостроение, в частности устройства к станкам с ЧПУ для обработки отверстий по кондукторным втулкам. Сущность изобретения: магазин кондукторных втулок имеет возможность дополнительного поступательного перемещения параллельно реи инструмента и базирования по установочным пальцам, которые закреплены на станине станка. Для установки необходимой кондукторной втулки соосно инструменту, привод epaluaef коль цо относительно частей неподвижного диска по кольцевым направляющим После установки кольца в требуемом положении конический стержень входит йо взаимодействие с коническими отверстиями выполненными на кольце и фиксирует его 2 з п ф-лы, 8 ил
Физ1
ЧГ
чЈ
N
N4
/
о
NJ
§ t
30
/ / . 28 31
К М
a ff ti fiat fi/sl фиг 4
ШШ/////////Ж
Ю П
Фиг.З б-б
T-f
т
}
ftii
Ъ
tt 13
n
10 35
Vго V 4
поверну/по
r-r
WtA) 27
L
20(B)
Фиг. б
/7
| МЕХАНИЗМ ЗАГРУЗКИ И ВЫГРУЗКИ ДЕТАЛЕЙ | 0 |
|
SU323250A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
