Изобретение относится к металлообработке, в частности к чистовой обработке отверстий, преимущественно гильз для блока цилиндров двигателей внутреннего сгорания.
Известны расточные инструменты (а.с. СССР №379328, №457544, №532485 МКИ В 23 В 29/03), содержащая упругую разовую державку и дополнительный упругий элемент, выполненный в виде пружины, взаимодействующей с упругой державкой посредством упора, причем усилие пружины регулируется винтом.
Недостатком данных технических решений является низкие технологические возможности в плане силового резания, т.е. невозможности из-за низкой жесткости державки вести обработку больших припусков.
Известен также расточной инструмент с устройством для отвода резца от обработанной поверхности (МКИ В 23 В 29/18, а.с. СССР № 539693, прототип), содержащий резьбовую вставку с упругим резцедержателем или державкой, механизм деформирования державки и перемещаемый вдоль оси клин, взаимодействующий с элементом деформирования упругой державки.
Недостатком данного технического решения являются низкие технологические возможности устройства, заключающиеся в очень малом диапазоне диаметров обработки, отсутствие регулировки жесткости и подводимого жесткого упора, а также направляющих для устранения упругих отжатий при силовом резании.
Технической задачей данного изобретения является расширение технологических возможностей расточной головки.
Поставленная техническая задача решается тем, что расточная головка содержит оправку, в которой смонтированы, по меньшей мере, одна резцовая вставка с упругой державкой и механизм деформирования державки, состоящий из винта и копира в виде клина, перемещаемого вдоль оси оправки с помощью привода, при этом она снабжена, по меньшей мере, одним толкателем и подвижной опорой, при этом толкатель предназначен для взаимодействия с приводом и подвижной опорой, а последняя - с упругой державкой. Копир может быть выполнен в виде конуса. Головка может быть снабжена, по меньшей мере, одним упругим элементом в виде рессоры, предназначенной для взаимодействия с упругой державкой, и регулировочным винтом, предназначенным для взаимодействия с оправкой и рессорой. Головка также может быть снабжена направляющей в виде ролика.
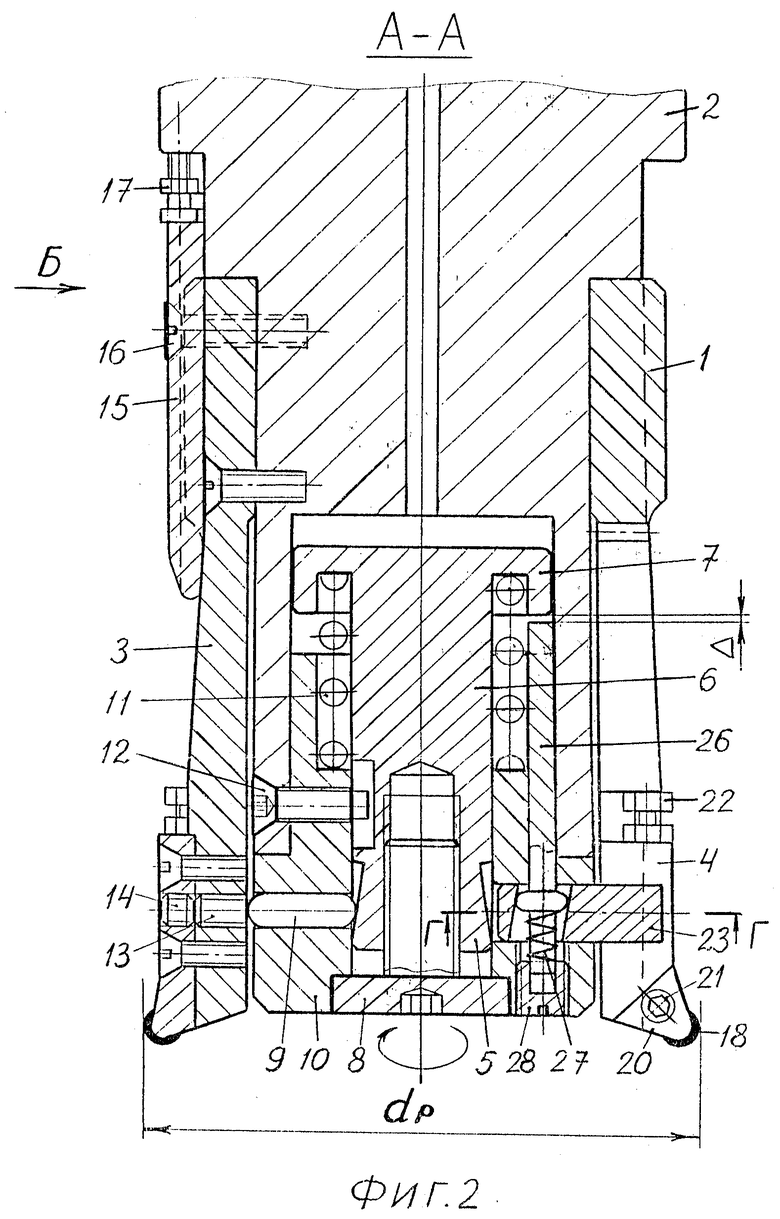
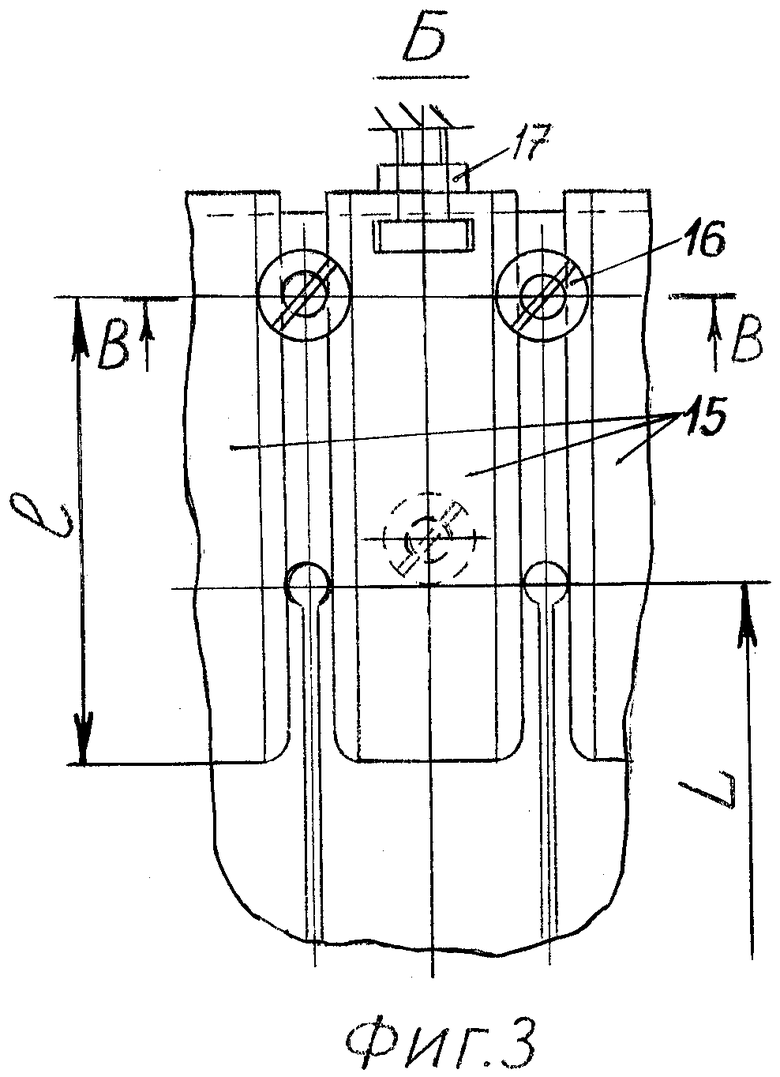
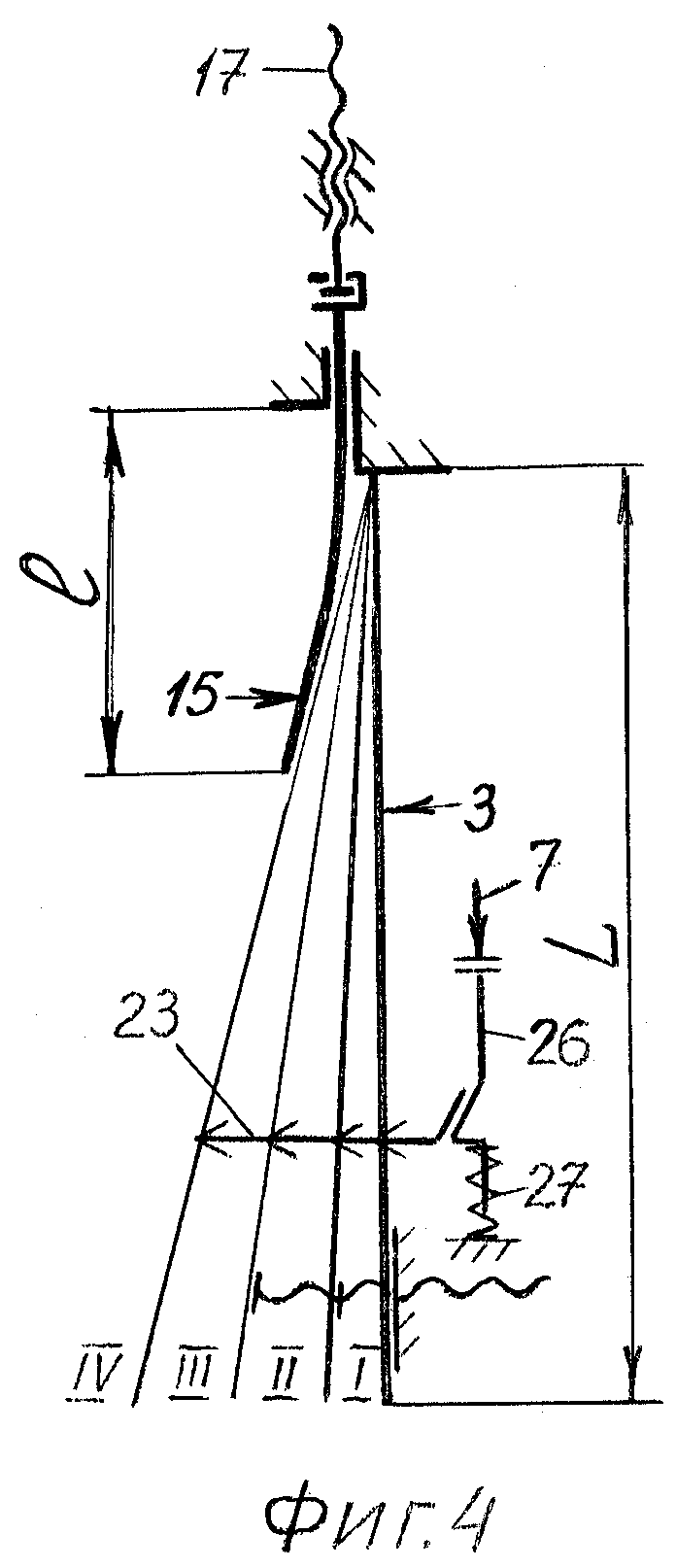
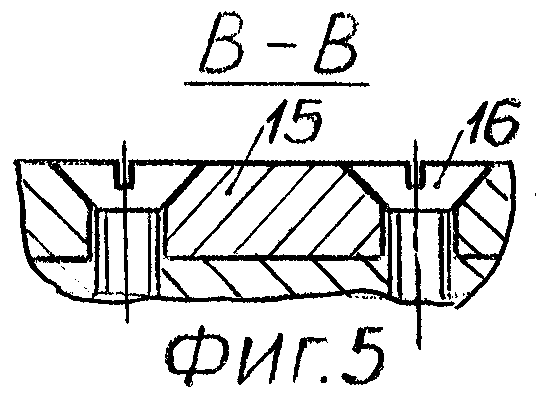
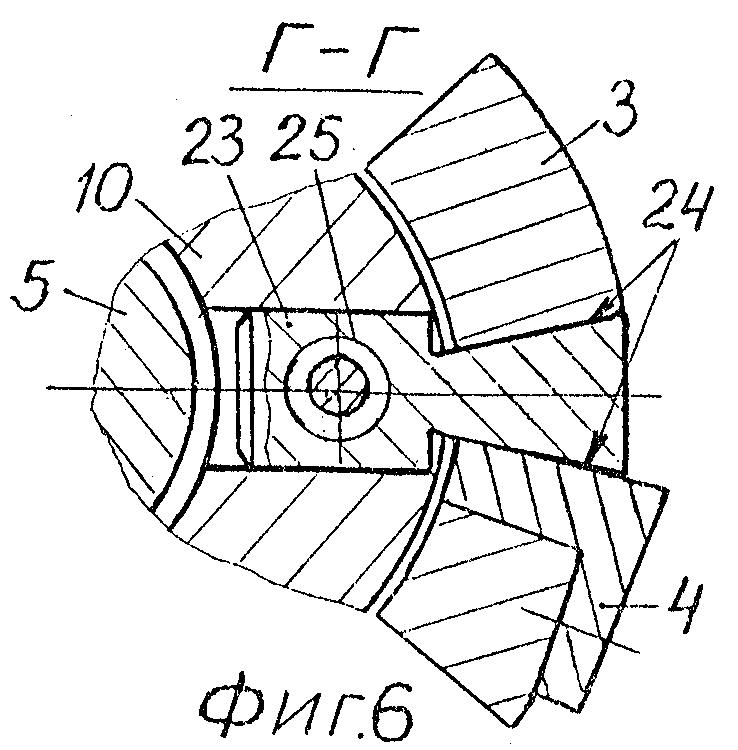
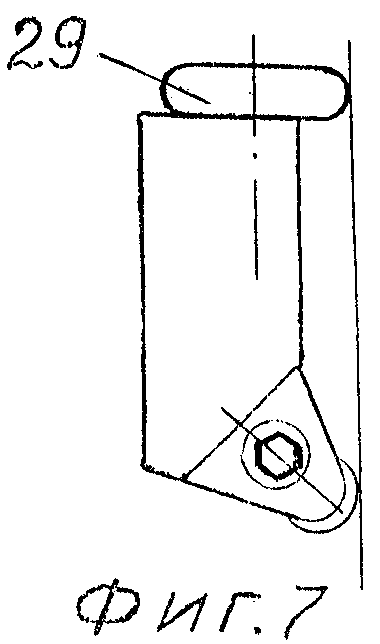
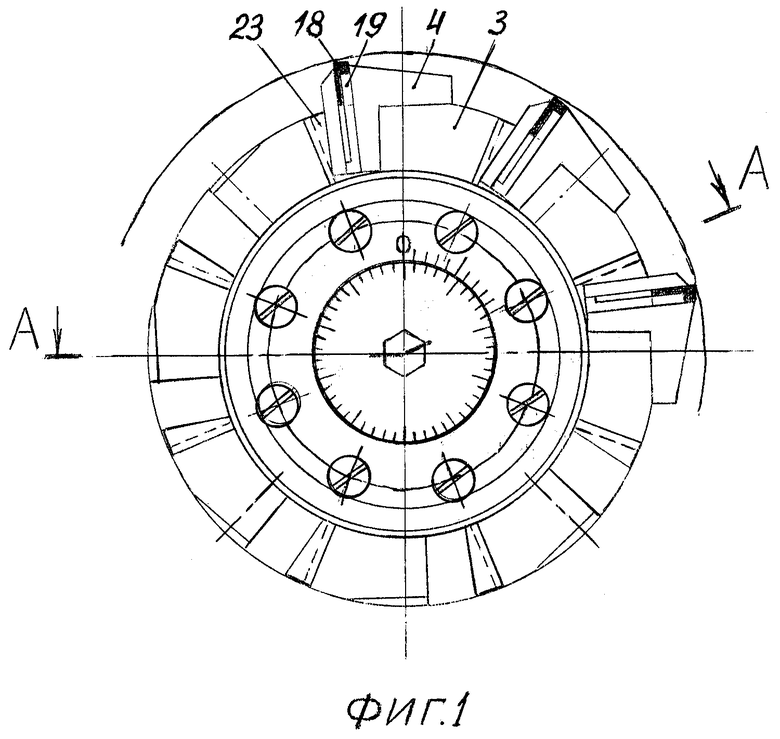
Сущность изобретения поясняется графически, где на фиг.1 показан вид в плане расточной головки; на фиг.2 - разрез по А-А фиг.1; на фиг.3 - вид Б фиг.2; на фиг.4 - кинематическая схема; на фиг.5 - разрез по В-В фиг.3; на фиг.6 - разрез по Г-Г фиг.2; на фиг.7 - фрагмент режущей вставки с роликом.
Расточная головка состоит из расточного блока 1. Блок 1 представляет собой полый цилиндр, разрезанный на определенной длине L на сектора. Не разрезанной частью блок 1 устанавливается (центруется и крепится) на оправке 2, а сектора представляют собой упругие державки 3, на которых смонтированы резцовые вставки 4. Жесткость державки 3 определяется направлением сил резания, т.е. в направлении результирующей сил резания жесткость высокая, а в направлении регулировки диаметра расточки понижена, но достаточна для достижения определенной упругости и деформации. Имеется условно четыре зоны деформаций (фиг.4), в которых может находиться державка 3: I - зона пониженной упругости, II - зона устойчивой упругости, III - зона неустойчивой упругости или переходная, IV - зона пластической деформации или безвозвратная. Точная регулировка диаметра расточки и отскок после расточки осуществляются механизмом настройки, состоящим из копира 5, жестко связанного штоком 6 с поршнем 7, лимба 8, ввернутого в торец копира 5, толкателей 9, установленных в корпусе 10 и пружины 11 возврата копира 5. Корпус 10 центрируется и крепится в оправке 2 с помощью винтов 12. Винты 12 являются также ограничителями копира 5 от поворота и могут наряду с торцем поршня 7 являться ограничителями и от осевых перемещений. Для вывода державок 3 в зону II - устойчивой упругости и необходимый диапазон или грубая настройка диаметра расточки осуществляется винтами 13, которые контрятся винтами 14. Создание наиболее благоприятных условий работы державок 3, а также согласование диаметра расточки или деформации с упругостью осуществляется дополнительными упругими элементами, выполненными в виде рессор 15. Рессоры 15 прижимаются к державкам 3 винтами 16, а регулируются специальными винтами 17 с помощью Т “образного” паза. Рессорами 15 можно выбрать зазоры в сопряжении копир 5 - корпус 10, создавая достаточно высокую одностороннюю жесткость, превышающую усилия резания. Во вставках 4 крепятся режущие пластины 18, например, круглой формы, с помощью сепаратора 19, прихвата 20 и винта 21. Осевая настройка вставок 4 осуществляется винтами 22. Число вставок 4 определяется технологией обработки. Для обеспечения высокой жесткости державок 3 после их настройки служат подвижные опоры 23. Опоры 23 своими клиновыми поверхностями 24 имеют возможность взаимодействовать с соответствующими поверхностями державок 3 и вставок 4. В опорах 23 имеются также клиновые поверхности 25, выполненные, например, в виде наклонных отверстий, с которыми взаимодействуют своими сферическими поверхностями толкатели 26. Толкатели 26 подпружинены пружинами 27. Регулировка усилия пружин 27 осуществляется винтами 28. Во вставках 4 или державках 3 с целью снижения упругих отжатий могут быть установлены направляющие 29 в виде роликов.
Работает расточная головка следующим образом. Вначале происходит настройка вставок 4 на диаметр и торцевое биение винтами 13 и 22 соответственно. Затем лимбом 8 происходит точная настройка диаметра расточки dp. При настройке dp подвижные опоры 23 должны быть освобождены от действия толкателей 26. Для этого отворачивается винт 28 и толкатель 26 выводится из зацепления с опорой 23, затем все элементы устанавливаются на свое место (см.фиг.2).
После обработки отверстия автоматически происходит подача рабочей среды в полость Д цилиндра. Поршень 7 перемешается, выбирается зазор “Δ”, толкатели 26 отводят опоры 23, а толкатели 9 отслеживают профиль копира 5 и освобождают державки 2. Державки 2 за счет своей упругости сходятся на размер d<dp и оправка выходит из обработанного отверстия не повреждая его поверхности.
Экономическая эффективность предложенного технического решения заключается в универсальности и высоких его технологических возможностях.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ГОЛОВКА | 2006 |
|
RU2314181C1 |
| РАСТОЧНАЯ ОПРАВКА | 2004 |
|
RU2252841C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2000 |
|
RU2175591C1 |
| РАСТОЧНАЯ ОПРАВКА | 2001 |
|
RU2198072C2 |
| РАСТОЧНАЯ ГОЛОВКА | 1993 |
|
RU2042477C1 |
| РАСТОЧНАЯ ОПРАВКА | 2003 |
|
RU2247633C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2009 |
|
RU2399462C1 |
| ПАТРОН РАСТОЧНОЙ | 2013 |
|
RU2548555C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2007 |
|
RU2349426C2 |
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2235623C1 |
Изобретение относится к области металлообработки, чистовой обработке отверстий, преимущественно гильз для блока двигателей внутреннего сгорания. Головка содержит оправку, в которой смонтированы, по меньшей мере, одна резцовая вставка с упругой державкой и механизм деформирования державки, состоящий из винта и копира в виде клина, перемещаемого вдоль оси оправки с помощью привода. Для расширения технологических возможностей она снабжена, по меньшей мере, одним толкателем и подвижной опорой, при этом толкатель предназначен для взаимодействия с приводом и подвижной опорой, а последняя - с упругой державкой. Копир может быть выполнен в виде конуса. Головка может быть снабжена, по меньшей мере, одним упругим элементом в виде рессоры, предназначенной для взаимодействия с упругой державкой, и регулировочным винтом, предназначенным для взаимодействия с оправкой и рессорой. Головка может быть снабжена направляющей в виде ролика. 3 з.п. ф-лы, 7 ил.
| Устройство для отвода резца от обработанной поверхности | 1975 |
|
SU539693A1 |
| РАСТОЧНАЯ ОПРАВКА | 0 |
|
SU379328A1 |
| Расточная оправка | 1976 |
|
SU596381A2 |
| Расточная оправка | 1978 |
|
SU766757A2 |
| US 5427480 А, 27.06.1995. | |||

